induction pipe bending
DESCRIPTION
FYear 2012-13.TRANSCRIPT

INDUCTION BENDING: “WELDLESS
TECHNOLOGY”
Pipe Spools Fabrication
DEE DEVELOPMENT ENGINEERS LIMITED
INDIA

Contents
Introduction .................................................................................................................................................. 1
1. Reasons for selecting “WELDLESS” Spool Fabrication .......................................................................... 2
1.1. Reduced Fabrication Cost ............................................................................................................. 2
1.2. Reduced Fabrication Time ............................................................................................................ 2
1.1.1. Start of Fabrication ............................................................................................................... 2
1.1.2. Fabrication Time ................................................................................................................... 2
1.3. Opportunity to obtain any Bending angle and Radius .................................................................. 3
1.4. Reduced Material Management ................................................................................................... 3
1.5. Reduced Routine Inspection Cost ................................................................................................. 3
2. Limitations on the Minimum Bend Radius ............................................................................................ 4
3. Wall Thinning ........................................................................................................................................ 5
4. Description of the Induction Bending Process ...................................................................................... 6
5. Non-Destructive Examination ............................................................................................................... 9
6. Economics ........................................................................................................................................... 10
DEE Capabilities of INDUCTION BENDING .................................................................................................. 11
1
Introduction Induction Bend pipe spools (“Weld less” pipe spools) is common practice today in:
Power stations (traditional and nuclear – primary and auxiliary circuits) Gas and oil pipelines (onshore and offshore) Cement Plants Sugar Plants
The reasons for this development include:
System Integrity Flow Characteristics Power requirement considerations Reduced turbulence in pipe lines Reduction in maintenance requirements Reduction in “Life-Time” costs
The Quality and Inspection Standards demanded and imposed by these industries are of the highest
order and are completely satisfied by the fabrication and testing methods adopted by DEE
DEVELOPMENT. Beyond the questions of Quality and Safety, we have been able to provide a cost
effective and economical service.
The rate of take-up of Induction Bending within the land based Petrochemical Industry has been slow in
comparison to the other industries.
The principle reasons for this are:
A lack of information on the product A lack of knowledge regarding potential cost savings Standardization on the welded fittings Code requirements The convection on minimum bend radii of “1.5D” and previous difficulties in achieving this figure
It is also possible that the existing form of contract covering fabrication works, which tends to separate
the designer from the fabricator, does not promote the best medium for co-operative thinking and the
achievement of “best” results. Dee believes that the closest association of the contributing parties
during the design and procurement phases can affect the lowest total installed cost. This booklet,
together with the Dee Capabilities, tries to answer these subjects and make the reader more familiar
with both technique and application.

2
1. Reasons for selecting “WELDLESS” Spool Fabrication
In this section, we consider the main advantages of the fabrication of machine bent pipe spools versus
the conventional fabrication using elbows.
Reduced Fabrication Cost ……………………………………………………………………………………..(See 1.1)
Reduced Fabrication Time ……………………………………………………………………………………..(See 1.2)
Opportunity to obtain any angle of bend and any radius directly …………………………………..(See 1.3)
Reduced material management ……………………………………………………………………………………..(See 1.4)
Reduced Routine Inspection Cost …………………………………………………………………………(See 1.5)
1.1. Reduced Fabrication Cost
The savings of the total cost (material, fabrication and NDE) vary from 3% to 30% depending
upon the quantity of welds eliminated by bending operation.
1.2. Reduced Fabrication Time Two elements define the delivery of the fabricated isometric.
The start of the fabrication The actual fabrication time
1.1.1. Start of Fabrication
Successful fabrication and resulting costs are depending upon material availability. Experience
shows that elbows are one of the items (fittings) which are frequently delaying the fabrication of
an isometric and/or involve additional costs in double handling. In case of “weld less” spool
fabrication, bending can start immediately upon the receipt of the pipes; as there is no
dependence on elbows.
1.1.2. Fabrication Time
The fabrication time (including NDE) for conventional pipe spool fabrication varies from 3 to 6
weeks depending on complexity, diameter and wall thickness.
For bent pipe spools, the fabrication time is reduced to:
1 to 2 weeks (in case, no further welding has to be performed 2 to 4 weeks (in case, further welding has to be performed
The reduction of the fabrication time is due to the reduced quantity of butt welds and
associated NDT.
3
1.3. Opportunity to obtain any Bending angle and Radius Bends angles (other than the conventional 45 degrees and 90 degrees) can be obtained directly
avoiding cutting of conventional fittings.
Similarly any radius can be obtained thereby providing the Designer limitless flexibility.
1.4. Reduced Material Management By reducing the need for the elbows, the indenting/requisitioning, bidding, ordering and
delivery costs are eliminated. This shows savings in both material and project man-hour costs.
1.5. Reduced Routine Inspection Cost The reduction in quantity of butt welds due to single pipe bending results in substantial savings
on the cost of routine inspection.

4
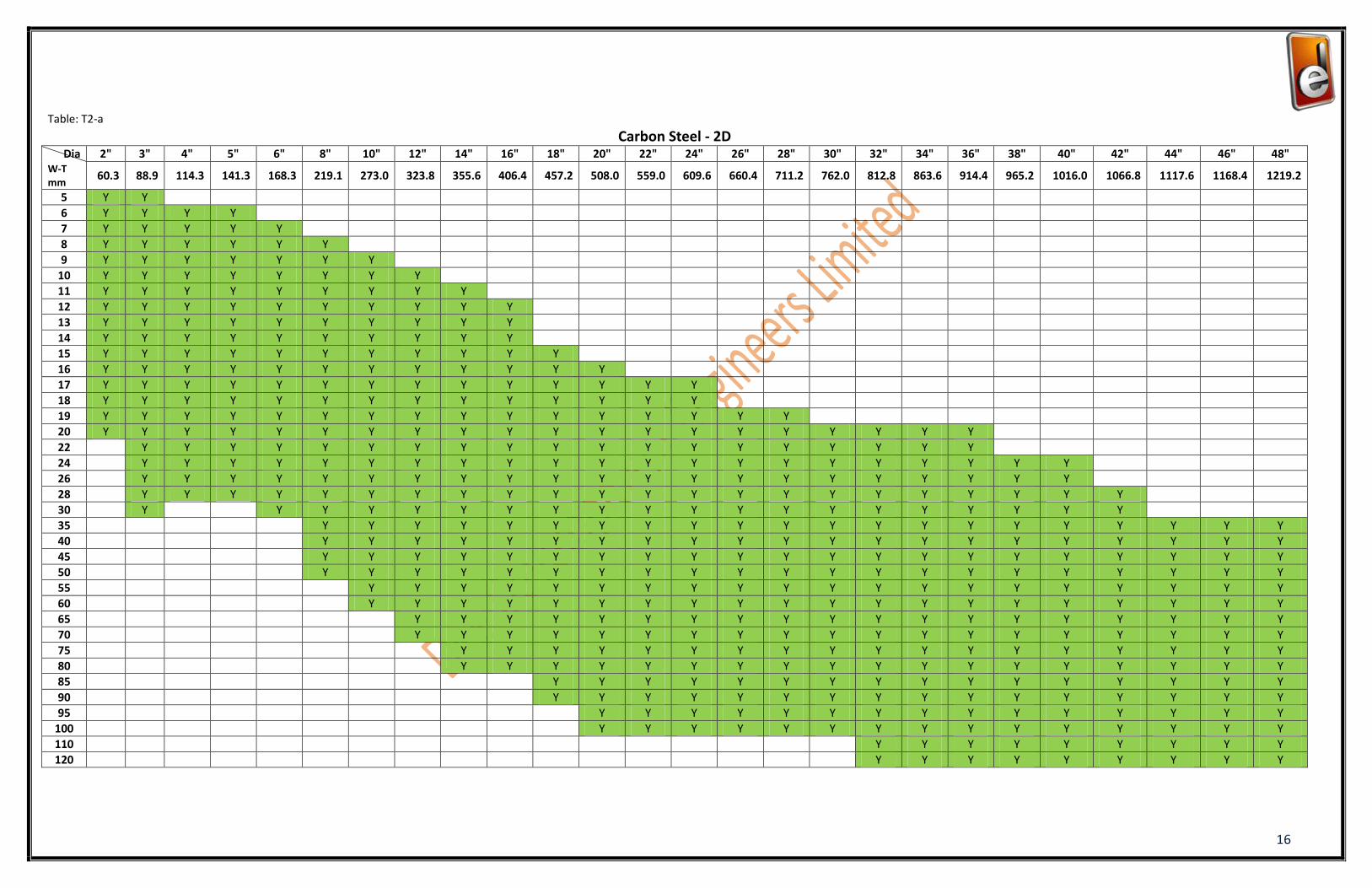
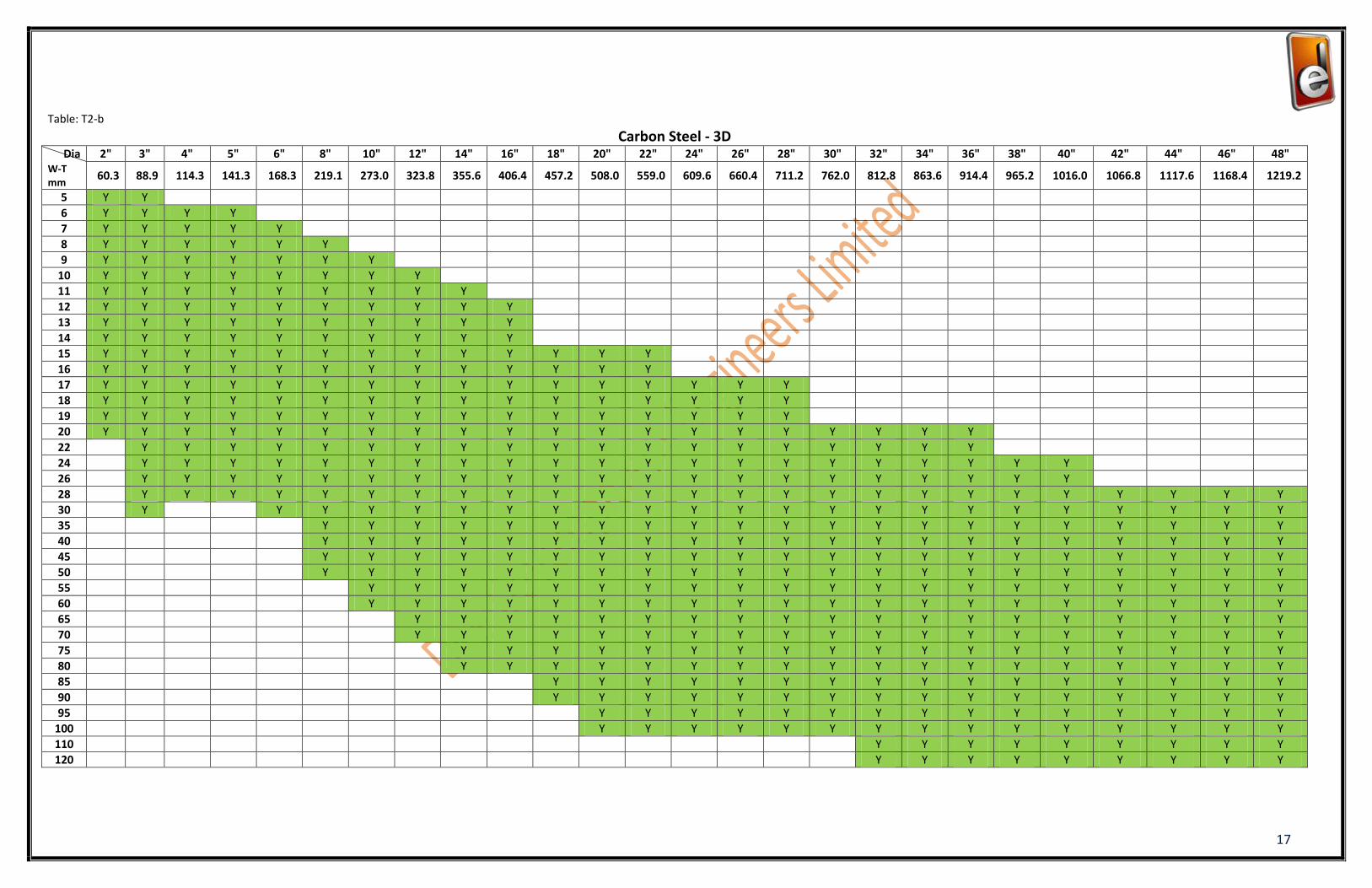
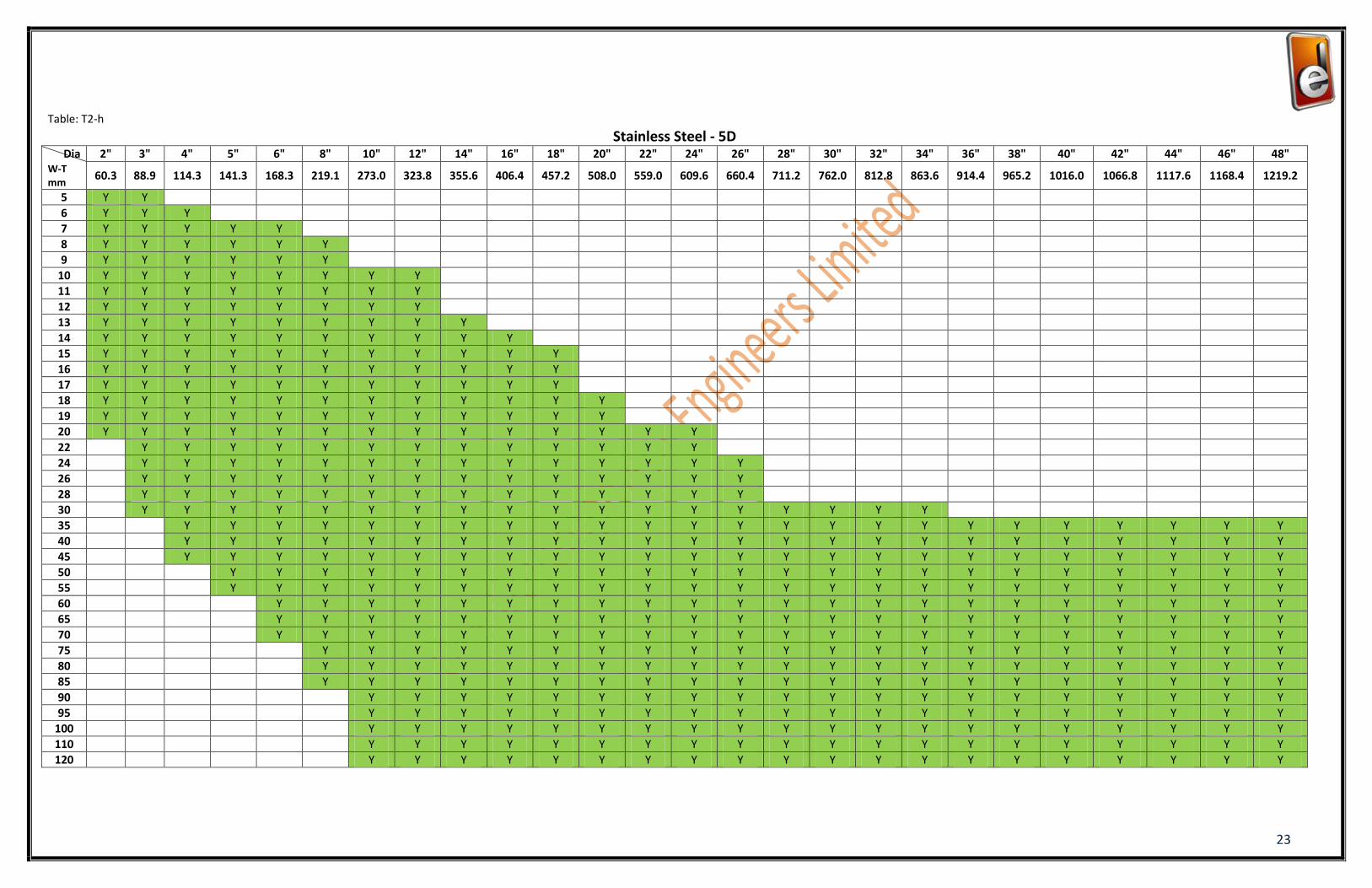
2. Limitations on the Minimum Bend Radius
The Designer has to take into account that the minimum bend radius, in case of bending, is 2D,
3D, 3.5D, 4D, 4.5D & 5D depending upon application and as shown in Table T2-a→T2-h of Part 1
of the Dee Capabilities.
On the other hand, the Designer has more freedom and possibilities due to the fact that any
radius above the minimum can be obtained without the limitations.

5
3. Wall Thinning
The Designer will need to verify whether the additional wall thickness required in bending is
compensated by the wall thickness of the supplied straight pipes. (Difference between calculated
minimum required wall thickness and commercial available wall thickness).
Our experience is that normally, pipe defined as suitable lengths can also be used for the bends
in that pipe.
6
4. Description of the Induction Bending Process
The induction bending equipment is composed of four basic components: Bed, Radial Arm,
Induction Heating System and Cooling System.
A clamp, movable on the radial arm, and the bed of the machine, movable on pivot/rails, are set
to obtain the required radius.
A straight length of pipe is placed in the machine bed and the front tangent is clamped on the
radial arm.
The Induction Heating System heats a narrow circumferential zone around the pipe to the
appropriate bending temperature.
When this temperature is reached, the pipe is continuously pushed through the induction heating
ring while a bending moment is applied to the heated area.
After passing through the ring, the pipe may either be forced or naturally cooled, as required by
the applicable qualified bending procedure.

7
Induction Bending Machine: Basic Components
8
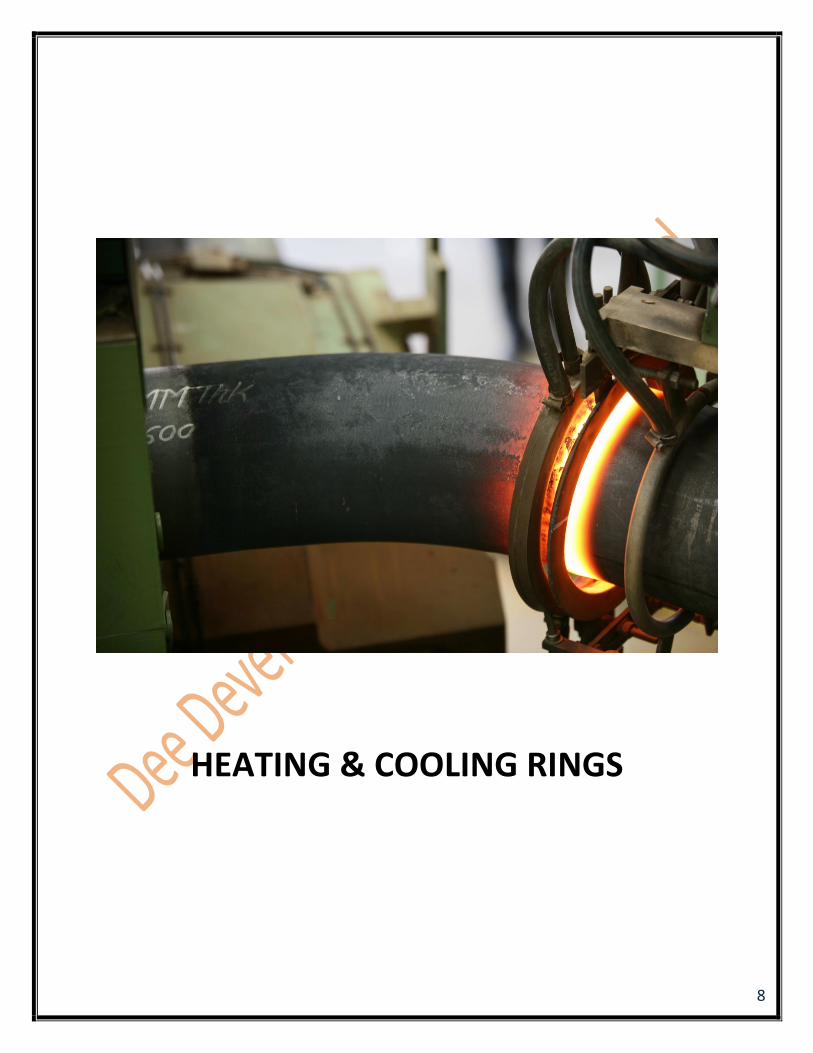
HEATING & COOLING RINGS

9
5. Non-Destructive Examination
All standards NDE, which are performed on pipes or fittings, can apply to Induction Bends also.
It has to be noted that extrados (external axis of bend) is the most critical area. In some cases,
inspection will only be performed on this area.
10
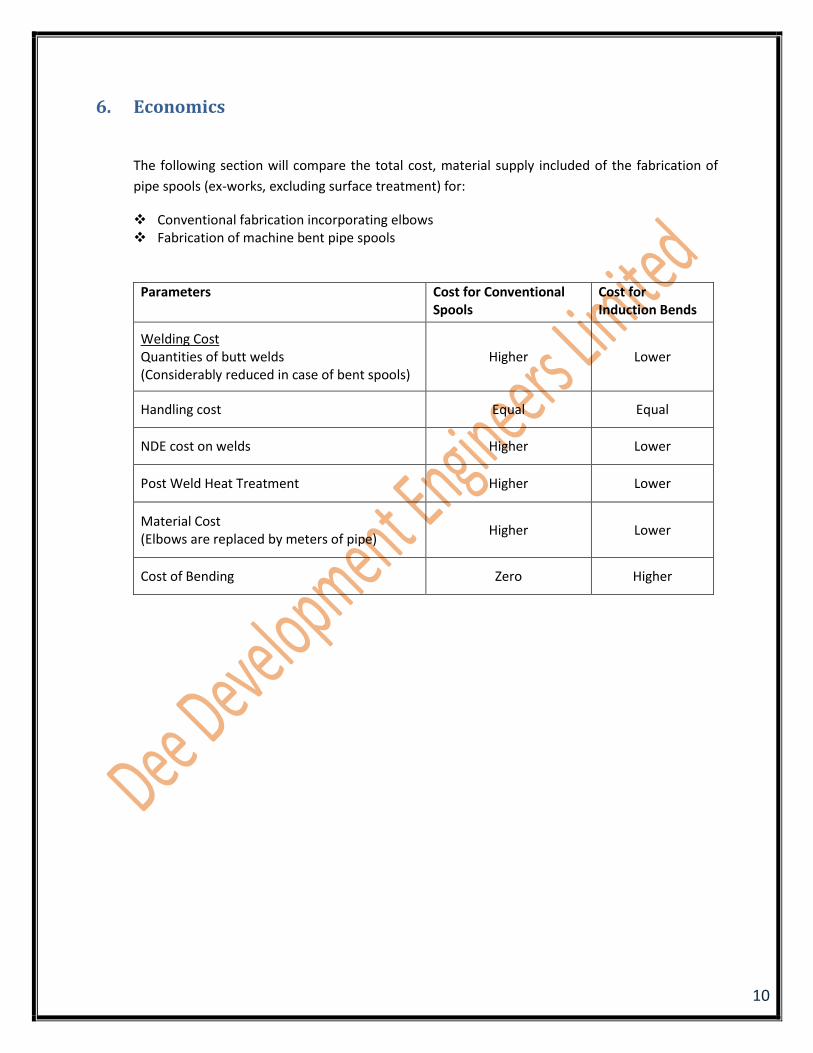
6. Economics
The following section will compare the total cost, material supply included of the fabrication of
pipe spools (ex-works, excluding surface treatment) for:
Conventional fabrication incorporating elbows Fabrication of machine bent pipe spools
Parameters Cost for Conventional Spools
Cost for Induction Bends
Welding Cost Quantities of butt welds (Considerably reduced in case of bent spools)
Higher Lower
Handling cost Equal Equal
NDE cost on welds Higher Lower
Post Weld Heat Treatment Higher Lower
Material Cost (Elbows are replaced by meters of pipe)
Higher Lower
Cost of Bending Zero Higher
11
DEE Capabilities of INDUCTION BENDING
12
PART 1
POSSIBILITIES AND LIMITATIONS ON WALL THICKNESS – DIAMETER –
RADIUS
Table: T1-a Recommended minimum Wall Thickness in function of Diameter and radius for Carbon Steel
Table: T1-b Recommended minimum Wall Thickness in function of Diameter and radius for Alloy Steel
Table: T1-c Recommended minimum Wall Thickness in function of Diameter and radius for Stainless Steel
Table: T2-a Recommended minimum Radius in function of Diameter and wall Thickness for Carbon Steel (2D)
Table: T2-b Recommended minimum Radius in function of Diameter and wall Thickness for Carbon Steel (3D)
Table: T2-c Recommended minimum Radius in function of Diameter and wall Thickness for Carbon Steel (5D)
Table: T2-d Recommended minimum Radius in function of Diameter and wall Thickness for Alloy Steel (2D)
Table: T2-e Recommended minimum Radius in function of Diameter and wall Thickness for Alloy Steel (3D)
Table: T2-f Recommended minimum Radius in function of Diameter and wall Thickness for Alloy Steel (5D)
Table: T2-g Recommended minimum Radius in function of Diameter and wall Thickness for Stainless Steel (3D)
Table: T2-h Recommended minimum Radius in function of Diameter and wall Thickness for Stainless Steel (5D)
13
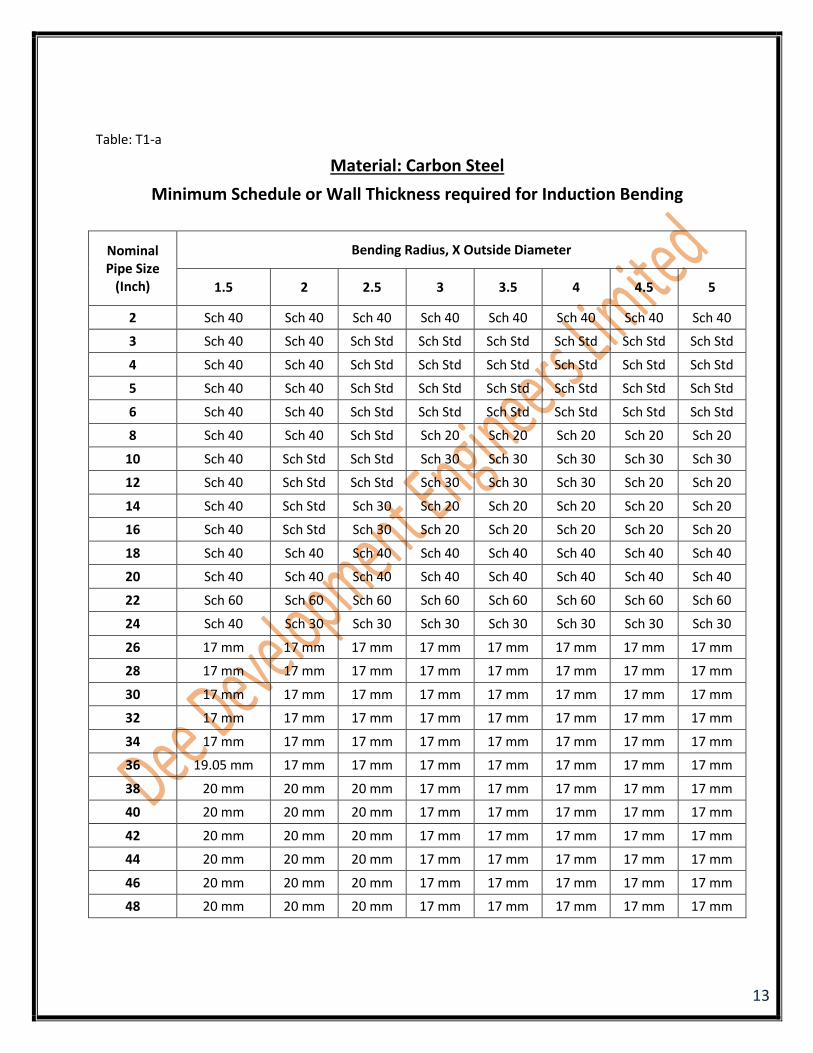
Table: T1-a
Material: Carbon Steel
Minimum Schedule or Wall Thickness required for Induction Bending
Nominal Pipe Size
(Inch)
Bending Radius, X Outside Diameter
1.5 2 2.5 3 3.5 4 4.5 5
2 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
3 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
4 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
5 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
6 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
8 Sch 40 Sch 40 Sch Std Sch 20 Sch 20 Sch 20 Sch 20 Sch 20
10 Sch 40 Sch Std Sch Std Sch 30 Sch 30 Sch 30 Sch 30 Sch 30
12 Sch 40 Sch Std Sch Std Sch 30 Sch 30 Sch 30 Sch 20 Sch 20
14 Sch 40 Sch Std Sch 30 Sch 20 Sch 20 Sch 20 Sch 20 Sch 20
16 Sch 40 Sch Std Sch 30 Sch 20 Sch 20 Sch 20 Sch 20 Sch 20
18 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
20 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
22 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60
24 Sch 40 Sch 30 Sch 30 Sch 30 Sch 30 Sch 30 Sch 30 Sch 30
26 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
28 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
30 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
32 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
34 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
36 19.05 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
38 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
40 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
42 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
44 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
46 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
48 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm

14
Table: T1-b
Material: Alloy Steel (P11, P22, P91)
Minimum Schedule or Wall Thickness required for Induction Bending
Nominal Pipe Size
(Inch)
Bending Radius, X Outside Diameter
1.5 2 2.5 3 3.5 4 4.5 5
2 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
3 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
4 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
5 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
6 Sch 40 Sch 40 Sch Std Sch Std Sch Std Sch Std Sch Std Sch Std
8 Sch 40 Sch 40 Sch Std Sch 20 Sch 20 Sch 20 Sch 20 Sch 20
10 Sch 40 Sch Std Sch Std Sch 30 Sch 30 Sch 30 Sch 30 Sch 30
12 Sch 40 Sch Std Sch Std Sch 30 Sch 30 Sch 30 Sch 20 Sch 20
14 Sch 40 Sch Std Sch 30 Sch 20 Sch 20 Sch 20 Sch 20 Sch 20
16 Sch 40 Sch Std Sch 30 Sch 20 Sch 20 Sch 20 Sch 20 Sch 20
18 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
20 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
22 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60 Sch 60
24 Sch 40 Sch 30 Sch 30 Sch 30 Sch 30 Sch 30 Sch 30 Sch 30
26 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
28 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
30 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
32 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
34 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
36 19.05 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm 17 mm
38 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
40 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
42 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
44 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
46 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm
48 20 mm 20 mm 20 mm 17 mm 17 mm 17 mm 17 mm 17 mm

15
Table: T1-c
Material: Stainless Steel
Minimum Schedule or Wall Thickness required for Induction Bending
Nominal Pipe Size
(Inch)
Bending Radius, X Outside Diameter
1.5 2 2.5 3 3.5 4 4.5 5
2 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
3 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
4 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
5 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
6 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
8 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
10 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
12 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
14 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
16 N.A. Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40 Sch 40
18 N.A. 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm
20 N.A. 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm
22 N.A. 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm
24 N.A. 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm 20 mm
26 N.A. 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm
28 N.A. 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm
30 N.A. 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm
32 N.A. 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm
34 N.A. 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm
36 N.A. 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm 25 mm
38 N.A. 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm
40 N.A. 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm
42 N.A. 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm
44 N.A. 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm
46 N.A. 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm
48 N.A. 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm 28 mm
16
Table: T2-a
Carbon Steel - 2D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y
17
Table: T2-b
Carbon Steel - 3D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y

18
Table: T2-c
Carbon Steel - 5D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y

19
Table: T2-d
Alloy Steel - 2D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y

20
Table: T2-e
Alloy Steel - 3D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y

21
Table: T2-f
Alloy Steel - 5D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y

22
Table: T2-g
Stainless Steel - 3D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
23
Table: T2-h
Stainless Steel - 5D Dia 2" 3" 4" 5" 6" 8" 10" 12" 14" 16" 18" 20" 22" 24" 26" 28" 30" 32" 34" 36" 38" 40" 42" 44" 46" 48"
W-T mm
60.3 88.9 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508.0 559.0 609.6 660.4 711.2 762.0 812.8 863.6 914.4 965.2 1016.0 1066.8 1117.6 1168.4 1219.2
5 Y Y
6 Y Y Y
7 Y Y Y Y Y
8 Y Y Y Y Y Y
9 Y Y Y Y Y Y
10 Y Y Y Y Y Y Y Y
11 Y Y Y Y Y Y Y Y
12 Y Y Y Y Y Y Y Y
13 Y Y Y Y Y Y Y Y Y
14 Y Y Y Y Y Y Y Y Y Y
15 Y Y Y Y Y Y Y Y Y Y Y
16 Y Y Y Y Y Y Y Y Y Y Y
17 Y Y Y Y Y Y Y Y Y Y Y
18 Y Y Y Y Y Y Y Y Y Y Y Y
19 Y Y Y Y Y Y Y Y Y Y Y Y
20 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
22 Y Y Y Y Y Y Y Y Y Y Y Y Y
24 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
26 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
28 Y Y Y Y Y Y Y Y Y Y Y Y Y Y
30 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
35 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
40 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
45 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
50 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
55 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
60 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
65 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
70 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
75 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
80 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
85 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
90 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
95 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
100 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
110 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y
120 Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y

24
PART 2
MAXIMUM OVALITY AFTER BENDING
Maximum Ovality as a function of Bending Radius (R/D) and the wall Thickness
% Ovality, Max.
Schedule 2D 3D 3.5D 4D 4.5D 5D
Sch 160 & Above 4.5% 4% 3% 3% 2% 2%
Sch 120 & 140 5% 4% 4% 4% 3% 3%
Sch 80 & 100 6% 5% 5% 4% 4% 4%
Sch 40 & 60 6.5% 6% 5% 5% 4% 4%
ASME Requirement 8% 8% 8% 8% 8% 8%

25
0.0%
1.0%
2.0%
3.0%
4.0%
5.0%
6.0%
7.0%
8.0%
9.0%
2D 3D 3.5D 4D 4.5D 5D
% O
valit
y
Bending Radius
Max Ovality after bending
Sch 160 & Above
Sch 120 & 140
Sch 80 & 100
Sch 40 & 60
ASME Requirement

26
PART 3
WALL THINNING
Wall thinning occurring during induction bending is much less than that occurring during other forms of
bending. As a result of many series of tests, it has been observed that the strength of the piping system
(straight pipe and bends) is not weakened by the bending process.
Dee has developed special techniques to keep the thinning within the limits required to meet ASME
code standards for a radius equal or greater than 2D.
% Wall Thinning (Max.)
Schedule 2D 3D 3.5D 4D 4.5D 5D
Sch 160 & Above 10.5% 9% 9% 8% 8% 7%
Sch 120 & 140 11% 9% 9% 8% 8% 7%
Sch 80 & 100 11.5% 10% 9% 9% 9% 8%
Sch 40 & 60 12.5% 11% 10% 10% 9% 9%
ASME Requirement 12.5% 12.5% 12.5% 12.5% 12.5% 12.5%

27
0.0%
2.0%
4.0%
6.0%
8.0%
10.0%
12.0%
14.0%
2D 3D 3.5D 4D 4.5D 5D
% W
all T
hin
nin
g
Bending Radius
Wall Thinning after Bending
Sch 160 & Above
Sch 120 & 140
Sch 80 & 100
Sch 40 & 60
ASME Requirement
28
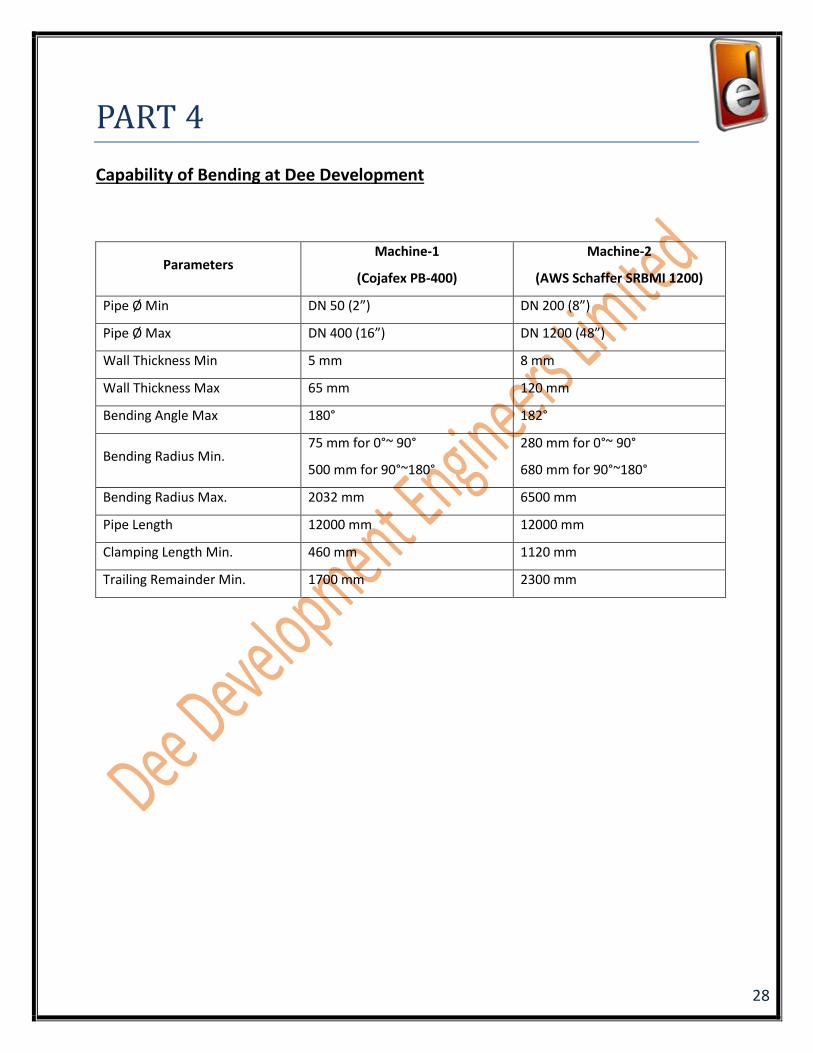
PART 4
Capability of Bending at Dee Development
Parameters Machine-1
(Cojafex PB-400)
Machine-2
(AWS Schaffer SRBMI 1200)
Pipe Ø Min DN 50 (2”) DN 200 (8”)
Pipe Ø Max DN 400 (16”) DN 1200 (48”)
Wall Thickness Min 5 mm 8 mm
Wall Thickness Max 65 mm 120 mm
Bending Angle Max 180° 182°
Bending Radius Min. 75 mm for 0°~ 90°
500 mm for 90°~180°
280 mm for 0°~ 90°
680 mm for 90°~180°
Bending Radius Max. 2032 mm 6500 mm
Pipe Length 12000 mm 12000 mm
Clamping Length Min. 460 mm 1120 mm
Trailing Remainder Min. 1700 mm 2300 mm

29
Maximum Bending Radius
Pipe Size, Inch Max Radius, xD Pipe Size, Inch Max Radius, xD
2" 40 D 24" 10.66 D
3" 26.6 D 26" 9.84 D
4" 20 D 28" 9.14 D
5" 16 D 30" 8.53 D
6" 13.3 D 32" 7.99 D
8" 31.98 D 34" 7.52 D
10" 25.59 D 36" 7.11 D
12" 21.32 D 38" 6.73 D
14" 18.27 D 40" 6.39 D
16" 15.99 D 42" 6.09 D
18" 14.21 D 44" 5.81 D
20" 12.79 D 46" 5.56 D
22" 11.63 D 48" 5.33 D
30
PART 5
Dimensional Control and NDE Requirements
Wall Thickness Measurement at Extrados and Intrados Ovality Measurement Dimensional
Angle Radius Linear Distance Bending Plane
Dye Penetration Test Magnetic Particle Test Hardness Test

31
PART 6
ACCEPTANCE CRITERIA
DIMENSIONAL - TOLERANCES
Angle : ± 0.5° Radius : ± 1% with a minimum of 5 mm Centre to end : 3 mm for diameters < 16” End to end : 5 mm for diameters ≥ 16”
NDE
In accordance with the applicable code, standard or agreed Customer’s stipulation
OVALITY
Body : Max. 8% or in accordance with Client’s specs. Ends : Max. 1%

OUR SPECIALITIES
DEE DEVELOPMENT ENGINEERS LIMITED www.deedevelopment.com
Corporate Office: 1255, Sector 14, Faridabad 121006 (Haryana) India Manufacturing Facilities: Prithla, Distt. Palwal 121102 (Haryana) India
Email: [email protected] [email protected] Ph: +91-1275-248200/260