improve the productivity with help of industrial engineering...
TRANSCRIPT

International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 35
Improve the Productivity with help of Industrial Engineering Techniques Pranjali Chandurkar, Madhuri Kakde, Abhishek Bhadane
Centre for Textile Functions,
MPSTME, SVKM’S NMIMS, Shirpur -425405, Dist. Dhule, Maharashtra, India.
Abstract:
The scope of “To improve productivity with help of industrial engineering in Garment Manufacturing”
designs the improvement and install work system (integrated system of men, machine &material) have
broadened & encompass all the activities in factories, irrespective of propose or size of the organization. To
improve all work process to meet the demands of changing environment.
Keywords: work study, time study, man, material, method
1. Introduction
In this project trials were conducted for increasing productivity in garment manufacturing while lowering costs is
to make sure that you are giving the best achievement for any company.
This project is key to apparel industry to improve their work nature & the methods, the apparel industries is
identify as buyer driven or costumer driven industry, so the apparel production has become more intensified by
global competition. To survive in this comparative world the industry should work more efficient. The concept
which are outlined here are the most important factors to improve the productivity & efficiency of the industry
the application of industrial engineering methods like method engineering, work study, capacity study, line plan
& other operation management system are ultimately lead the industry to timely delivery of goods, high profit &
develop the working environment as a happy place.
II. Literature Review
Industrial Engineering
Industrial Engineering concerned with the design, improvement & installation of integrated system of man,
machine & equipment’s drawing upon specialized knowledge & skill in the technical, economics & human
science, either with the principles or methods of engineering analysis & design to specify predict & valuate the
result be obtained such system.
Responsibilities of Industrial Engineers
1) Capacity study
2) Work study
3) Time study
4) Operator performance
5) Follow-ups
6) Work in Progress (W.I.P)
7) Line balancing
1) Work study
Work study is the analysis of the operation required to produce a style. Effective work study requires both
method analysis & work measurement. Method is studied, analyzed, & the elements of the method measured in
terms of time consumed. Data are collected, analyzed & used to support decisions on rates and methods. Work
study is also important to ergonomic decisions, job design and work station development. Decisions must be
based on extensive study & documentation that is developed with work measurement procedures. Unsubstantial
opinions are not sufficient justification for change.
Definition: “work study is a generic term for those techniques, method study and work measurement which are
use in the examination of human work in its entire context. And which laid systematically to the investigation of
all the factors which affect the efficiency and economy of the situation being reviewed, in order to effect
improvement.”
Objectives of work study
1. Improvement of process and procedures.
2. Improvement in design of plant equipment.
3. Improvement of plant layout.
4. Improvement in the use of man, materials & machines.
5. Efficient material handling.
6. Improvement in the flow of production & process.
7. Economy in human effort & the reduction of unnecessary fatigue.
8. Method standardization.
9. Improvement in safety standards.
10. Development of a better physical working environment.
Procedure for work study
1. Select the work to be studied.
2. Record all the relevant facts about the present method by direct observation.
3. Examine those facts criticality and in an ordered sequence, using the techniques best suited to the
purpose.
International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 36
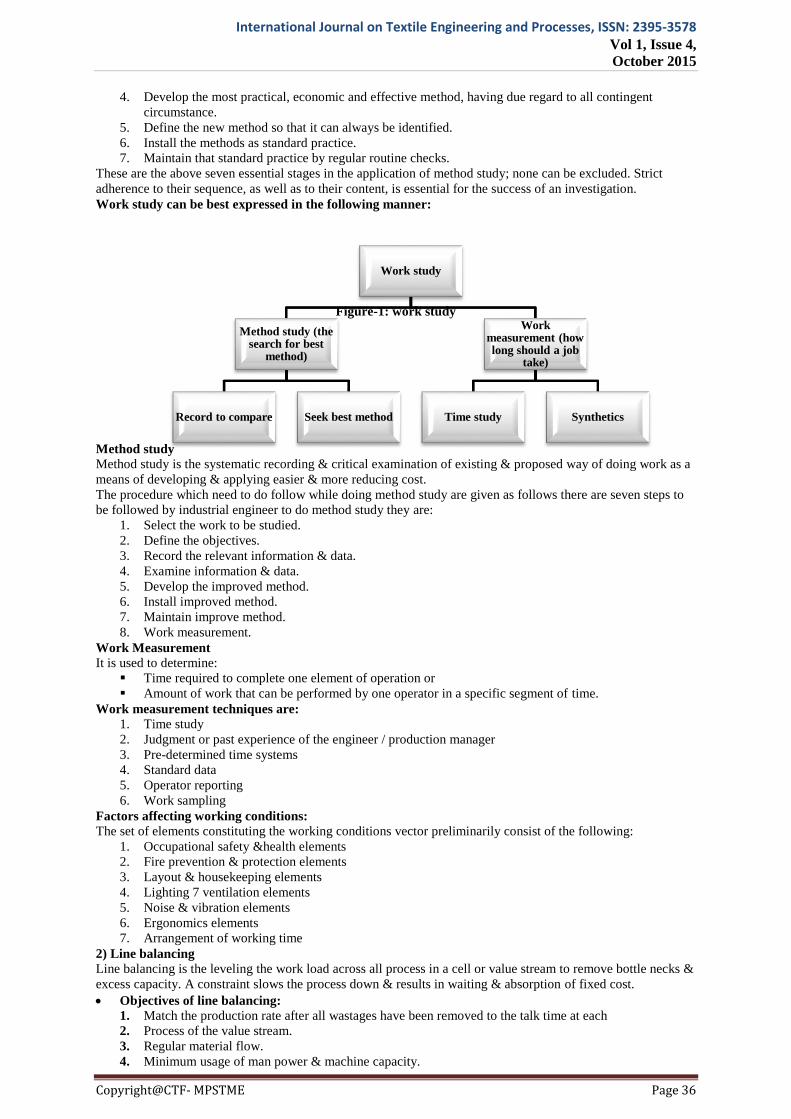
Work study
Method study (the search for best
method)
Record to compare Seek best method
Work measurement (how long should a job
take)
Time study Synthetics
4. Develop the most practical, economic and effective method, having due regard to all contingent
circumstance.
5. Define the new method so that it can always be identified.
6. Install the methods as standard practice.
7. Maintain that standard practice by regular routine checks.
These are the above seven essential stages in the application of method study; none can be excluded. Strict
adherence to their sequence, as well as to their content, is essential for the success of an investigation.
Work study can be best expressed in the following manner:
Figure-1: work study
Method study
Method study is the systematic recording & critical examination of existing & proposed way of doing work as a
means of developing & applying easier & more reducing cost.
The procedure which need to do follow while doing method study are given as follows there are seven steps to
be followed by industrial engineer to do method study they are:
1. Select the work to be studied.
2. Define the objectives.
3. Record the relevant information & data.
4. Examine information & data.
5. Develop the improved method.
6. Install improved method.
7. Maintain improve method.
8. Work measurement.
Work Measurement
It is used to determine:
Time required to complete one element of operation or
Amount of work that can be performed by one operator in a specific segment of time.
Work measurement techniques are:
1. Time study
2. Judgment or past experience of the engineer / production manager
3. Pre-determined time systems
4. Standard data
5. Operator reporting
6. Work sampling
Factors affecting working conditions:
The set of elements constituting the working conditions vector preliminarily consist of the following:
1. Occupational safety &health elements
2. Fire prevention & protection elements
3. Layout & housekeeping elements
4. Lighting 7 ventilation elements
5. Noise & vibration elements
6. Ergonomics elements
7. Arrangement of working time
2) Line balancing
Line balancing is the leveling the work load across all process in a cell or value stream to remove bottle necks &
excess capacity. A constraint slows the process down & results in waiting & absorption of fixed cost.
Objectives of line balancing:
1. Match the production rate after all wastages have been removed to the talk time at each
2. Process of the value stream.
3. Regular material flow.
4. Minimum usage of man power & machine capacity.

International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 37
5. Minimum process time.
6. Minimizing stock section.
7. Minimizing the work station.
8. Minimum output at the desired time.
9. Quality maintenance of the garment.
10. Reduced the production cost.
Importance of line balancing:
1. Line balancing is help to know about new machine required for new style.
2. It becomes possible to deliver goods at right time at he agreed quality for list cost.
3. Good line balancing increase the rate of production.
4. Line balancing helps to compare the required machinery with the existing one compare balance.
5. It also helps in the determination of labor requirement.
6. Good balancing reduced production time.
7. Proper line balancing ensured optimum production at the agreed quality.
8. It reduces faults in the finished product.
Limitations of line balancing
Production lines where designed so that conveyor belts paced the speed of the employees work. This
arrangement wasn’t appreciate by the employees. Inevitable changes lead to production lines being out
of balance.
Rebalancing causes description to production.
III] Material and Method
Material
Table No.1 Style Description
Method
The initial observation is done by observing sewing line no7 directly. In this direct observation, it is found that
the line efficiency and output are having red color in the performance board which means poor. In order to review
how poor the efficiency of this line, a data of sewing efficiency of 10 days are collected.
First one I collected the time study of whole line. From that time study I have get the result which indicates the
hard operation or more time consuming operation. I give this operation to other operator & compare the results &
that result was significant. It means the problem has not been solved. At this point, I started to identify the actual
problem. The objective of this research was also stated in this point.
In order to solve the problem, literature study must be conducted prior to data collection and calculation. The
study was focused about time study and line balancing. Since the proposed line has not been applied, it has to be
evaluated by doing simulation.
According to literature study that has been done, there was some data that must be gathered;
(1) Kaizen Data,
(2) Operation process chart,
(3) Sewing method,
(4) Cell balancing sheet,
(5) work allowance,
(6) Minimum regional salary and overtime wage.
Style Description
Style No MD summer checks PJ (T- Shirt).
Buyer Cortefiel
Product T-Shirt
Brand WS
PO No. 32241414
SO No. 3022042458
Color Navy solid
Target 640
Fabric specification
Fabric single jersey knitted fabric
GSM 160
Yarn specifications
Count 60s
Ply of yarn 3 ply yarn.
International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 38
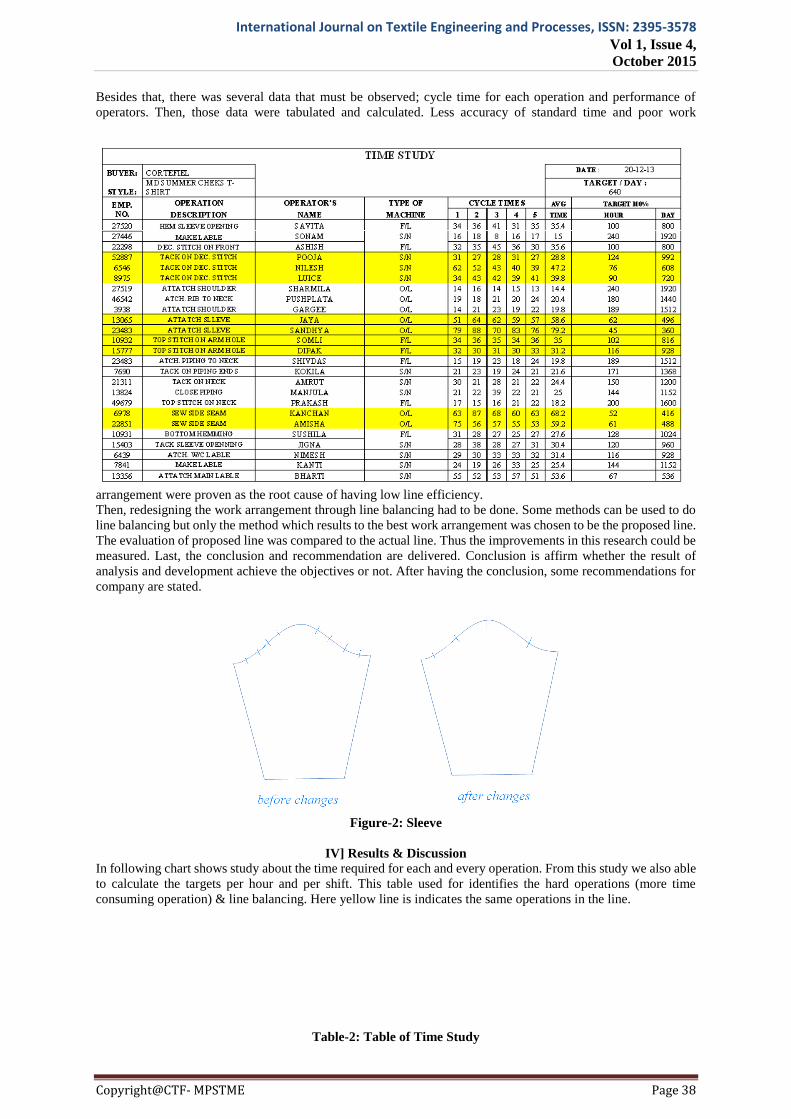
Besides that, there was several data that must be observed; cycle time for each operation and performance of
operators. Then, those data were tabulated and calculated. Less accuracy of standard time and poor work
arrangement were proven as the root cause of having low line efficiency.
Then, redesigning the work arrangement through line balancing had to be done. Some methods can be used to do
line balancing but only the method which results to the best work arrangement was chosen to be the proposed line.
The evaluation of proposed line was compared to the actual line. Thus the improvements in this research could be
measured. Last, the conclusion and recommendation are delivered. Conclusion is affirm whether the result of
analysis and development achieve the objectives or not. After having the conclusion, some recommendations for
company are stated.
Figure-2: Sleeve
IV] Results & Discussion In following chart shows study about the time required for each and every operation. From this study we also able
to calculate the targets per hour and per shift. This table used for identifies the hard operations (more time
consuming operation) & line balancing. Here yellow line is indicates the same operations in the line.
Table-2: Table of Time Study
International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 39
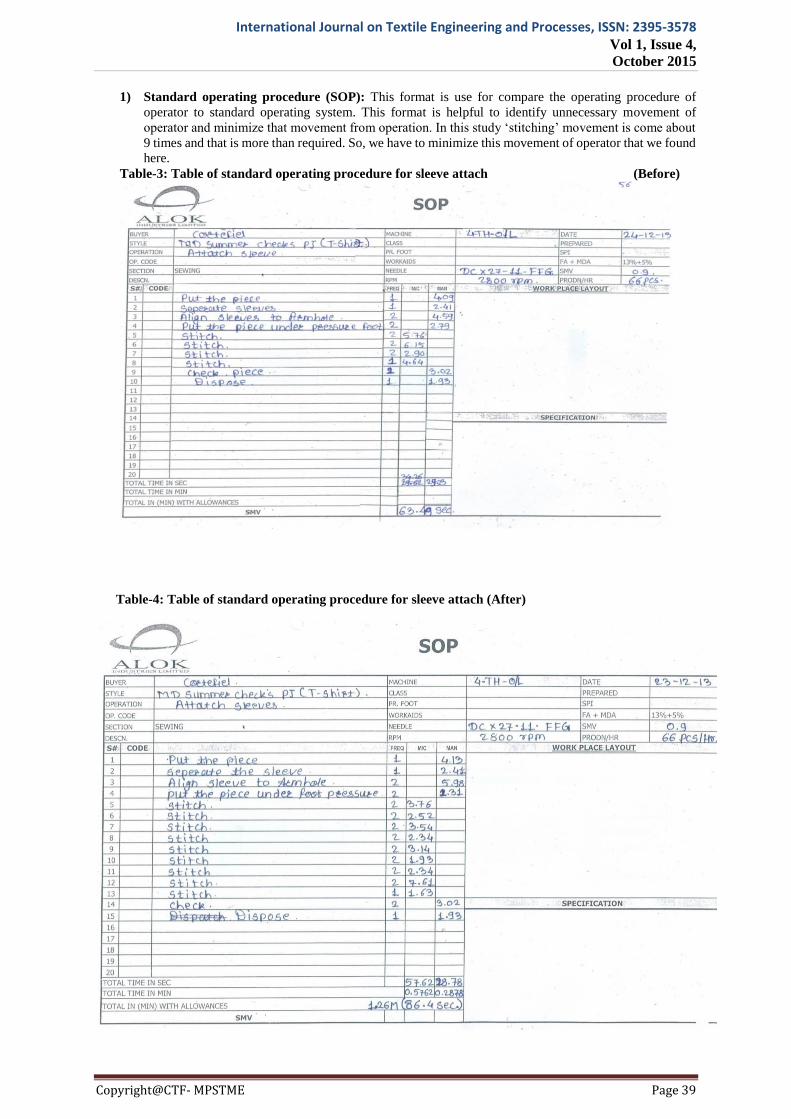
1) Standard operating procedure (SOP): This format is use for compare the operating procedure of
operator to standard operating system. This format is helpful to identify unnecessary movement of
operator and minimize that movement from operation. In this study ‘stitching’ movement is come about
9 times and that is more than required. So, we have to minimize this movement of operator that we found
here.
Table-3: Table of standard operating procedure for sleeve attach (Before)
Table-4: Table of standard operating procedure for sleeve attach (After)
International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 40
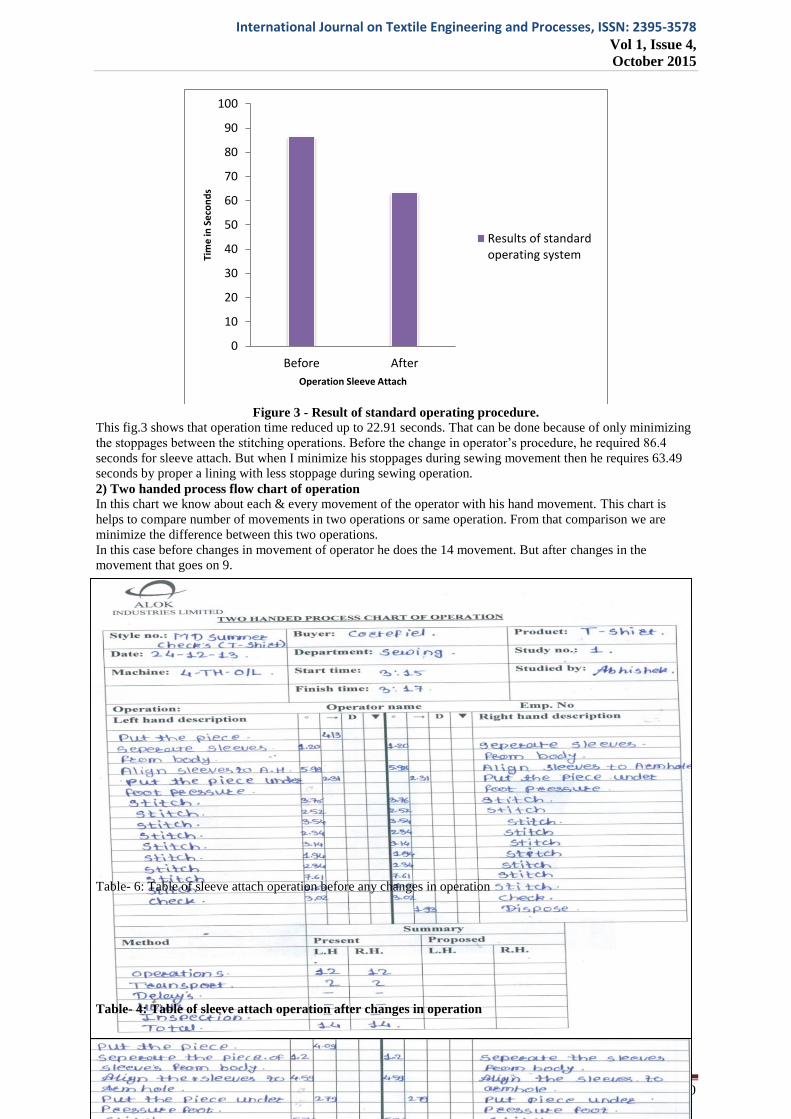
Figure 3 - Result of standard operating procedure.
This fig.3 shows that operation time reduced up to 22.91 seconds. That can be done because of only minimizing
the stoppages between the stitching operations. Before the change in operator’s procedure, he required 86.4
seconds for sleeve attach. But when I minimize his stoppages during sewing movement then he requires 63.49
seconds by proper a lining with less stoppage during sewing operation.
2) Two handed process flow chart of operation In this chart we know about each & every movement of the operator with his hand movement. This chart is
helps to compare number of movements in two operations or same operation. From that comparison we are
minimize the difference between this two operations.
In this case before changes in movement of operator he does the 14 movement. But after changes in the
movement that goes on 9.
Table- 6: Table of sleeve attach operation before any changes in operation
Table- 4: Table of sleeve attach operation after changes in operation
0
10
20
30
40
50
60
70
80
90
100
Before After
Tim
e in
Se
con
ds
Operation Sleeve Attach
Results of standardoperating system
International Journal on Textile Engineering and Processes, ISSN: 2395-3578 Vol 1, Issue 4,
October 2015
Copyright@CTF- MPSTME Page 41
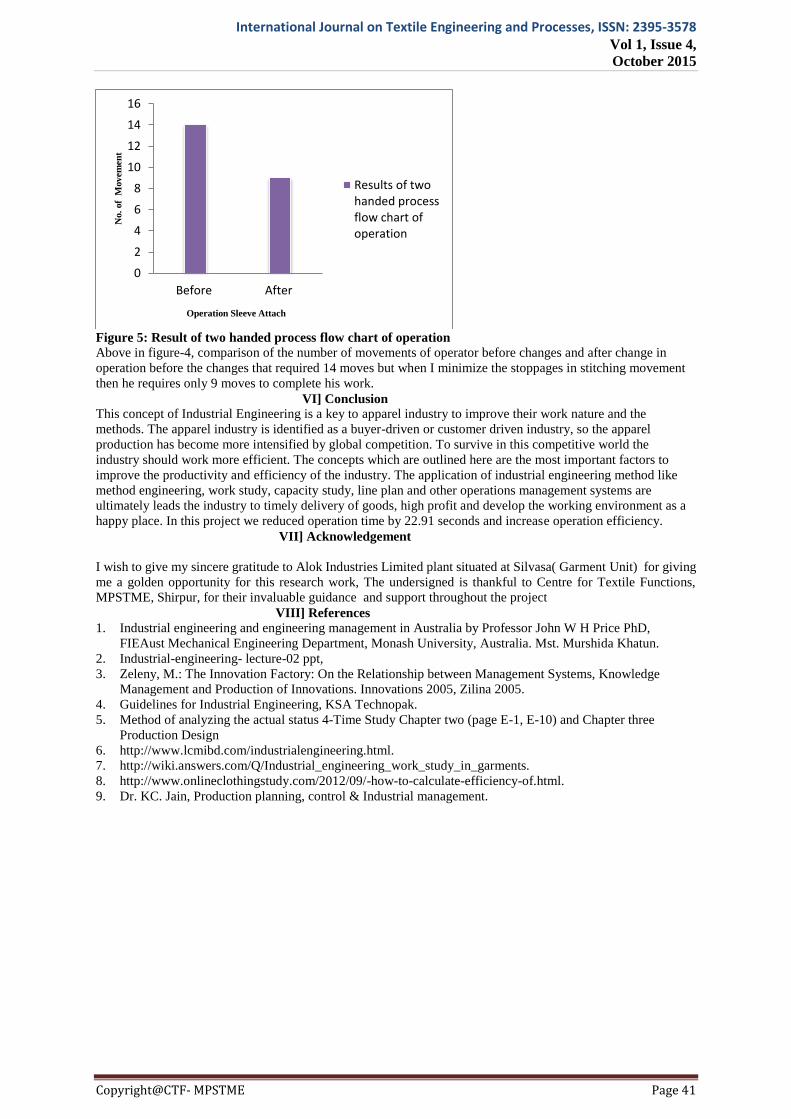
Figure 5: Result of two handed process flow chart of operation
Above in figure-4, comparison of the number of movements of operator before changes and after change in
operation before the changes that required 14 moves but when I minimize the stoppages in stitching movement
then he requires only 9 moves to complete his work.
VI] Conclusion This concept of Industrial Engineering is a key to apparel industry to improve their work nature and the
methods. The apparel industry is identified as a buyer-driven or customer driven industry, so the apparel
production has become more intensified by global competition. To survive in this competitive world the
industry should work more efficient. The concepts which are outlined here are the most important factors to
improve the productivity and efficiency of the industry. The application of industrial engineering method like
method engineering, work study, capacity study, line plan and other operations management systems are
ultimately leads the industry to timely delivery of goods, high profit and develop the working environment as a
happy place. In this project we reduced operation time by 22.91 seconds and increase operation efficiency.
VII] Acknowledgement
I wish to give my sincere gratitude to Alok Industries Limited plant situated at Silvasa( Garment Unit) for giving
me a golden opportunity for this research work, The undersigned is thankful to Centre for Textile Functions,
MPSTME, Shirpur, for their invaluable guidance and support throughout the project
VIII] References
1. Industrial engineering and engineering management in Australia by Professor John W H Price PhD,
FIEAust Mechanical Engineering Department, Monash University, Australia. Mst. Murshida Khatun.
2. Industrial-engineering- lecture-02 ppt,
3. Zeleny, M.: The Innovation Factory: On the Relationship between Management Systems, Knowledge
Management and Production of Innovations. Innovations 2005, Zilina 2005.
4. Guidelines for Industrial Engineering, KSA Technopak.
5. Method of analyzing the actual status 4-Time Study Chapter two (page E-1, E-10) and Chapter three
Production Design
6. http://www.lcmibd.com/industrialengineering.html.
7. http://wiki.answers.com/Q/Industrial_engineering_work_study_in_garments.
8. http://www.onlineclothingstudy.com/2012/09/-how-to-calculate-efficiency-of.html.
9. Dr. KC. Jain, Production planning, control & Industrial management.
0
2
4
6
8
10
12
14
16
Before After
No.
of
Movem
en
t
Operation Sleeve Attach
Results of twohanded processflow chart ofoperation