h2 production from plastic waste
DESCRIPTION
coal gasification of plastic wasteTRANSCRIPT

ww.sciencedirect.com
i n t e rn a t i o n a l j o u rn a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e8
Available online at w
ScienceDirect
journal homepage: www.elsevier .com/locate/he
Fluidized-bed gasification combined continuoussorption-enhanced steam reforming system tocontinuous hydrogen production from wasteplastic
Binlin Dou a,*, Kaiqiang Wang a, Bo Jiang a, Yongchen Song a,Chuan Zhang a, Haisheng Chen b,**, Yujie Xu b
a Key Laboratory of Ocean Energy Utilization and Energy Conservation of Ministry of Education, Dalian University of
Technology, 116023 Dalian, Chinab Institute of Engineering Thermophysics, Chinese Academy of Sciences, Beijing 100190, China
a r t i c l e i n f o
Article history:
Received 18 October 2015
Received in revised form
26 December 2015
Accepted 30 December 2015
Available online xxx
Keywords:
Fluidized-bed gasification (FBG)
Sorption-enhanced steam reforming
(SERP)
Hydrogen production
Waste plastic (WP)
* Corresponding author. Tel.: þ86 411847084** Corresponding author. Tel.: þ86 108254314
E-mail addresses: [email protected] (B.http://dx.doi.org/10.1016/j.ijhydene.2015.12.10360-3199/Copyright © 2016, Hydrogen Ener
Please cite this article in press as: Dou B, etsystem to continuous hydrogen productio10.1016/j.ijhydene.2015.12.197
a b s t r a c t
This paper proposes a novel system for continuous hydrogen production from waste
plastic (WP) by fluidized-bed gasification (FBG) combined sorption-enhanced steam
reforming process (SERP). The system was operated in successive processes of several
sections: (a) gasifying a WP into a raw gas comprising CO, H2, CH4, total hydrocarbons
(THC), and small amount of HCl contaminant, etc.; (b) passing the raw gas to hydrogen
production through two moving-bed reactors by continuous SERP process over Ni-based
catalyst mixed CaO sorbent for in-situ CO2 capture and HCl removal; (c) simultaneously
regenerating CaCO3 formed and catalyst with carbons deposited in other moving-bed
reactor at the regeneration condition selected; and (d) carrying the particles of catalyst
and sorbent to continuous steam reforming and their regeneration between two moving-
bed reactors by riser. Gradually expanding chamber design of FBG reactor suitable for
different particles flow to prolong the residence times of gas and solid phases makes high
carbon conversion and the maximum value is up to 83.6% at 880 �C during FBG stage. The
combination of FBG and SERP has produced a stream of high-purity hydrogen at some
certain conditions, and about 88.4 vol % of hydrogen (H2O- and N2-free basis) was obtained
at 818 �C of FBG temperature with 706e583 �C of SERP temperature. Reduced Ni-based
catalyst efficiently converted raw gas from FBG and steam to H2, and CaO sorbent in the
moving-bed reactor are capable of reducing the HCl and CO2 to low levels at all the tem-
peratures tested.
Copyright © 2016, Hydrogen Energy Publications, LLC. Published by Elsevier Ltd. All rights
reserved.
60.8.Dou), [email protected] (H. Chen).97gy Publications, LLC. Published by Elsevier Ltd. All rights reserved.
al., Fluidized-bed gasification combined continuous sorption-enhanced steam reformingn from waste plastic, International Journal of Hydrogen Energy (2016), http://dx.doi.org/

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e82
Introduction
Depletion of fossil fuels is creating opportunities in exploring
alternative sources of energy, and at the same time, hydrogen
is a clean energy carrier for the development of potential high
efficiency power generation alternatives such as fuel cells.
The suitable waste plastic (WP) management strategy for the
manufacture of value added products is very important aspect
of sustainable development in modern society. Economical
hydrogen production from thermal-chemical conversion of
WP as a viable renewable energy source in some ready man-
ners remain a challenge [1,2]. It is very difficult for the design
and operation of conversion systems due to various compo-
sitions of WP, and the differences in its thermal degradation
behavior. Some limitations in fluidized-bed gasification (FBG)
of WP still need to be tackled to increase the feeding conver-
sion and decrease the contaminants in the gas products [3]. As
we know, the continuous removal of CO2 by CaO sorbent from
the water-gas shrift (WGS) reaction will incessantly drive the
equilibrium-limited WGS reaction in the forward direction,
which will ensure a high yield and purity of H2 with near
stiochiometric amount of steam needed for the reaction [4,5].
In addition, HCl gas contaminant from WP conversion can
simultaneously be removed by solid sorbents including CaO at
high temperatures [6].
A few papers specifically reported FBG to syngas and en-
ergy production [7e9], and the attention should be directed
towards achieving high carbon conversion and obtaining the
desire products. Seven mixtures of coals, plastics and wood
have been fed into a pre-pilot scale fluidized-bed gasifier in
order to investigate the main aspects of the co-gasification of
these materials, and the raw gas consists of CO, H2, CO2, CH4,
CnHm, etc [8]. Ruoppolo et al. reported the results of gasifica-
tion tests using a catalytic fluidized-bed gasifier to obtain a H2-
rich stream and only 32 vol% of hydrogen concentration was
produced [9]. It has been indicated that the composition of the
gas products fromgasification depends on the inherent nature
of the feeding and the process conditions employed, the
concentration of raw gas components is very difficult to adjust
and control. Tar and heavy hydrocarbons produced during
FBG of WP are undesired and dangerous for typical post-
process applications.
In the past few decades, the extensive studies on novel
systems for low-cost hydrogen production have been carried
out and the sorption-enhanced steam reforming process
(SERP) with in-situ CO2 capture has been considered to change
the normal equilibrium limits of WGS reaction for producing
high-purity hydrogen and reducing the number of processing
steps required for subsequently separating CO2 [10e13].
Recently, we reported a approach on continuous SERP [14,15]
to high-purity hydrogen production and the process was
characterized by a continuous flow concept of catalyst and
sorbent for steam reforming and regeneration using two
moving-bed reactors by the integration of continuous steam
reforming, WGS, CO2 capture, and hydrogen separation in one
single reactor, which can result in improved process efficiency
and reduced capital costs. The operating flexibility of contin-
uous SERP by two moving-bed reactors makes it possible to
utilize different types of gas and liquid feedstock such as raw
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
gas including CO, H2, CH4, total hydrocarbons (THC), etc. from
FBG of WP. Our previous researches were directly related to
high temperature pyrolysis, and gasification [16,17], and some
reasonable amounts of gas productswere produced during the
processes.
To our knowledge, there is hardly any publication in the
literature providing information on the ways of integrating
FBG and continuous SERP for hydrogen production from a
typical WP, which is not very needed to consider the compo-
sition of the raw gas produced from FBG. The integrated sys-
tem indeed consolidates several unit operations including FBG
of WP, steam reforming of raw gas, WGS, in-situ CO2 capture
and HCl removal. Fundamental studies and experimental
works are also developed for high quality energy production
from low-cost fuels as well as the reduction of environmental
impact.
Experimental
Preparation of WP
Samples of WP from industrial plastic plant in China were
prepared in order to obtain fine particles and sieved to
0.5e1.2mm. The proximate analysis was carried out using the
method described by ASTM D5142. The ultimate analysis was
conducted using an element analyzer (EA1110, CE instru-
ment). Thermogravimetric analysis (TGA) for WP pyrolysis
was carried out using a StantoneRedcroft thermogravimetric
apparatus (STA 780). The calorific value of the sample (LHV)
was calculated by the Dulongs equation:
LHV ¼ HHV � 600 ð9HþWÞ
where; HHV ¼ 8100Cþ 34000
�H� O
8
�þ 2500S
Preparation of catalyst and sorbent
TheNiO/NiAl2O4 catalyst was prepared by the co-precipitation
method with rising pH technique under controlled conditions
and the calcination at high temperature of 900 �C in previous
studies [14]. The 1MNH4OHwas added to an aqueous solution
(Ni(NO3)2�6H2O and Al(NO3)3�9H2O) with vigorous stirring. The
precipitation was carried out at 50 �C until the final pH of 8.5
was kept. The precipitates were filtered and followed by dry-
ing at 110 �C over 15 h, and then calcined in air atmosphere at
the temperature of 900 �C for over 3 h. The spinel composition
of NieAl oxides was formed at the calcination temperature of
900 �C by the solid state reactions. The NiO content in the
catalyst is about 29.6 wt% by elemental analysis. CaO sorbent
was prepared from limestone decomposition, and it mainly
consisted of higher than 96 wt% CaO based on the data pro-
vided by the industry manufacturer. Other compounds are
CaCO3 (<2.0 wt%) andMgO (<1.0 wt%). The particles of catalyst
and sorbent in all the experiments were 0.10e0.25 mm.
Characterization of catalyst
The specific surface areas of fresh catalyst and sorbent were
determined using a Micrometric Acusorb 2100E apparatus
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/

i n t e rn a t i o n a l j o u rn a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e8 3
with BET method. For the transmission electron microscope
(TEM) analysis by a Philips Tecnai Tecnai G2 F20S-TWIN
200KV, the sample of fresh catalyst were ground and
dispersed with ethanol and deposited on a Cu grid covered
with a perforated carbon membrane. The X-ray powder
diffraction spectra were performed for fresh catalyst and
catalyst after reaction by a Shimadzu XRD-6000 powder
diffractometer, where a Cu target Ka-ray (operating at 40 kV
and 30 mA) was used as the X-ray source.
Fig. 1 e Fluidized-bed gasification combined sorption
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
Apparatus
Fig. 1 showed a schematic of the experimental system and
apparatus, which presented combined concept of FBG and
SERP. It primarily consisted of raw gas and H2 production, as
well as CO2 and HCl removal. FBG furnace with 30e60 mm in
ID and 800 mm in length was made of a dense alumina
ceramic tube. A diagram of FBG is also shown in Fig. 2. The
expanding chamber design of FBG reactor, which is very
-enhanced steam reforming system (FBGSERP).
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/

Fig. 2 e The details of FBG reactor.
Table 1 e Characteristics of WP sample.
Proximate analysis wt, %
Moisture 0.51
Volatile matter 62.35
Fixed carbon 18.05
Ash 19.09
Ultimate analysis wt, %
C 65.18
H 15.61
O 9.15
N 0.16
S 0.11
Cl 2.98
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e84
suitable for different particles flow, is to prolong the resi-
dence times of gas and solid phases. Sand particles of
300e500 mm were used as FBG bed materials. The hydrody-
namics of fluidization, and chemical reactions in FBG
reactor were studied based on the EulerianeEulerian two-
fluid approach by laminar finite-rate model in the previous
studies [18,19]. The gas-solids mixture and flow, fluidized-
bed expansion and pressure drop were predicted for
different inlet gas velocities, the results indicated the gas-
solids flow system exhibited a more heterogeneous struc-
ture, and the core-annulus structure of gasesolids flow led
to back-mixing and internal circulation behavior. This has
been suggested the expanding chamber can also increase
the mixture of gases and solids. FBG process of WP particles
to raw gas was performed at a constant temperature in an
inert atmosphere of pure nitrogen (500 ml/min at STP) and
steam (500 ml/min at STP). The FBG furnace was heated to a
certain temperature and WP of 10e20 g/hr carried by ni-
trogen was injected to FBG furnace. The steam is injected at
250 �C from a steam generator. A tubular electric furnace
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
was used to heat and maintain FBG furnace at the required
temperature. The moving-bed reactors for continuous SERP
process has been reported in the previous studies [14,15],
and the system included two moving-bed reactors and riser.
Raw gas from the buffer bottle was injected a moving-bed
reactor. The tube in SERP reactor is about 0.012 m (ID), and
was placed in an oven with temperature control. The initial
temperature of SERP reactor was about 500 �C and SERP
reactor for a typical experiment was heated by high tem-
perature of raw gas from FBG process. The regeneration
temperature in another moving-bed reactor was kept at
900 �C. The reactant vapors in H2 production were diluted
with N2 carrier gas of 5.0 � 10�3 m3/min. The catalyst and
sorbent mixture of 50e60 g with the mass ratio of 1:1 were
introduced to SERP reactor. The moving velocity of catalyst
and sorbent particles was about 9e11 cm/min. The riser was
used for particles transport between two moving-bed re-
actors by high pressure N2. The buffer tank and some valves
were used to adjust the amount of raw gas into a moving-
bed reactor for SERP. Before the experiments, Ni-based
catalyst bed was reduced by H2 of 5.0 vol% and N2 90 vol%
for 2 h at 600 �C. The gaseous products collected in the
sample bag were analyzed off-line by a gas chromatograph
(GC) equipped with two columns connected in series (MS
and Poraplot Q) with thermal conductivity and flame ioni-
zation detectors (TCD-FID). Total gaseous hydrocarbons
(THC), which were the sum of CiHj (2 < i < 6) were also
detected by GC. The purities were calculated on dry and N2-
free basis by volume concentration ratio. The gaseous
effluent from the reactors was analyzed for HCl content by
dissolving the HCl vapor in a solution of NaOH [6].
Results and discussion
Analysis and pyrolysis of WP
The characteristics of WP samples are summarized in Table
1. First, the isothermal pyrolysis of 25 mgWP was carried out
by TGA at the temperature of 700 �C. The concentrations of
different gases only from WP pyrolysis were measured using
GC analyzer. Fig. 3 shows the degree of weight change and
pyrolysis conversion versus time. Table 2 shows the con-
centrations of gaseous compounds from WP pyrolysis. It can
be observed from Fig. 3 that the weight decreased sharply
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/
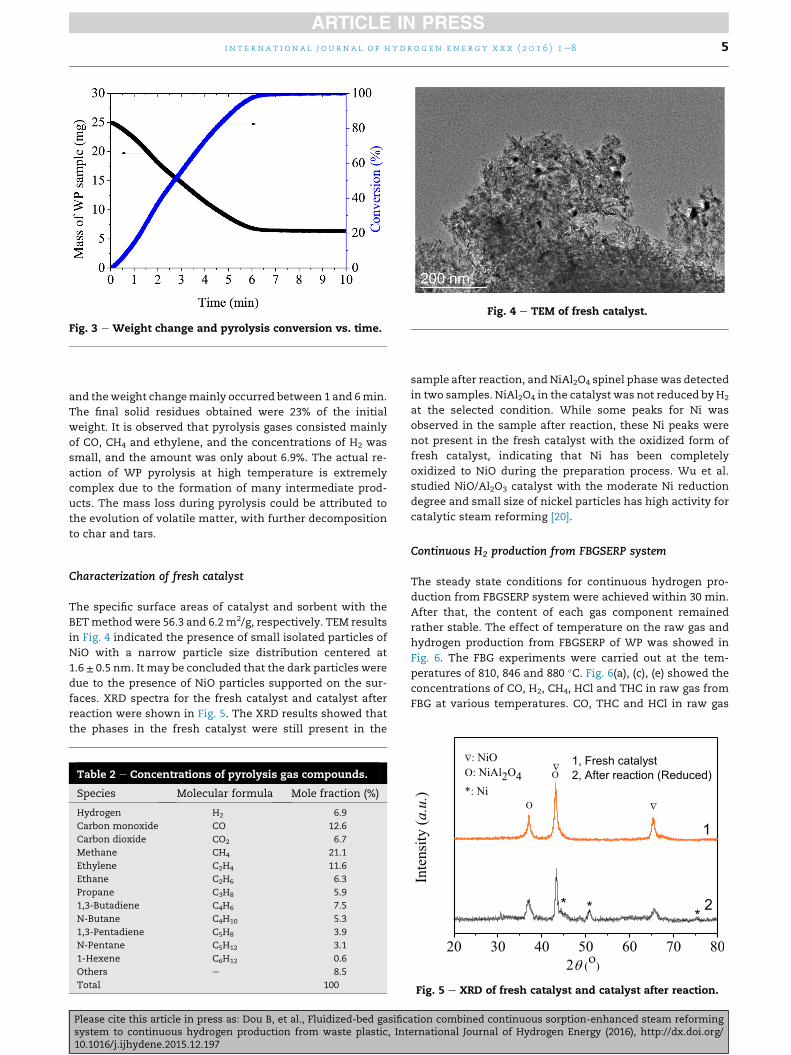
Fig. 4 e TEM of fresh catalyst.
Fig. 3 e Weight change and pyrolysis conversion vs. time.
i n t e rn a t i o n a l j o u rn a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e8 5
and theweight changemainly occurred between 1 and 6min.
The final solid residues obtained were 23% of the initial
weight. It is observed that pyrolysis gases consisted mainly
of CO, CH4 and ethylene, and the concentrations of H2 was
small, and the amount was only about 6.9%. The actual re-
action of WP pyrolysis at high temperature is extremely
complex due to the formation of many intermediate prod-
ucts. The mass loss during pyrolysis could be attributed to
the evolution of volatile matter, with further decomposition
to char and tars.
Characterization of fresh catalyst
The specific surface areas of catalyst and sorbent with the
BETmethod were 56.3 and 6.2 m2/g, respectively. TEM results
in Fig. 4 indicated the presence of small isolated particles of
NiO with a narrow particle size distribution centered at
1.6 ± 0.5 nm. It may be concluded that the dark particles were
due to the presence of NiO particles supported on the sur-
faces. XRD spectra for the fresh catalyst and catalyst after
reaction were shown in Fig. 5. The XRD results showed that
the phases in the fresh catalyst were still present in the
Table 2 e Concentrations of pyrolysis gas compounds.
Species Molecular formula Mole fraction (%)
Hydrogen H2 6.9
Carbon monoxide CO 12.6
Carbon dioxide CO2 6.7
Methane CH4 21.1
Ethylene C2H4 11.6
Ethane C2H6 6.3
Propane C3H8 5.9
1,3-Butadiene C4H6 7.5
N-Butane C4H10 5.3
1,3-Pentadiene C5H8 3.9
N-Pentane C5H12 3.1
1-Hexene C6H12 0.6
Others e 8.5
Total 100
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
sample after reaction, and NiAl2O4 spinel phase was detected
in two samples. NiAl2O4 in the catalyst was not reduced by H2
at the selected condition. While some peaks for Ni was
observed in the sample after reaction, these Ni peaks were
not present in the fresh catalyst with the oxidized form of
fresh catalyst, indicating that Ni has been completely
oxidized to NiO during the preparation process. Wu et al.
studied NiO/Al2O3 catalyst with the moderate Ni reduction
degree and small size of nickel particles has high activity for
catalytic steam reforming [20].
Continuous H2 production from FBGSERP system
The steady state conditions for continuous hydrogen pro-
duction from FBGSERP system were achieved within 30 min.
After that, the content of each gas component remained
rather stable. The effect of temperature on the raw gas and
hydrogen production from FBGSERP of WP was showed in
Fig. 6. The FBG experiments were carried out at the tem-
peratures of 810, 846 and 880 �C. Fig. 6(a), (c), (e) showed the
concentrations of CO, H2, CH4, HCl and THC in raw gas from
FBG at various temperatures. CO, THC and HCl in raw gas
Fig. 5 e XRD of fresh catalyst and catalyst after reaction.
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/

Fig. 6 e Raw gas, temperature and gaseous products in FBGSERP system: (a), raw gas from FBG stage at 880 �C of FBG
temperature; (b), temperature and gaseous products from SERP stage at 880 �C of FBG temperature; (c), raw gas from FBG
stage at 846 �C of FBG temperature; (d), temperature and gaseous products from SERP stage at 846 �C of FBG temperature; (e)
raw gas from FBG stage at 818 �C of FBG temperature; (f), temperature and gaseous products from SERP stage at 818 �C of FBG
temperature.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e86
were increased with temperature increasing. The CO
observed can also be attributed to many factors such as the
decomposition of organic compounds to produce CO and
the reverse WGS, and these reactions are favored at high
temperatures. Fig. 7 showed the values of carbon conver-
sation, CO/H2 and CO/CH4 during FBG stage. The carbon
conversion of FBG was increased with temperature
increasing and the maximum value was up to 83.6% at
880 �C. Gradually expanding chamber design of FBG makes
high carbon conversion due to prolong the residence times
of gas and solid phases. The value of CO/H2 in the range of
1.15e1.77 was increased with increasing temperature. The
CO/CH4 was about 3.71e4.27. CO2 in raw gas was not
detected from steam gasification of WP. Temperature
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
should be a key parameter during FBG of WP. At high tem-
perature, the steam gasification and partial decomposition
of the organic compounds from WP could produce the more
H2, CO and other gaseous products. According to
literature reported [21e24], the use of steam in gasification
process allows to foster the chemical reactions promoted by
steam, such as carbon steam gasification and hydrocarbon
steam reforming, in which the ultimate effect should be the
enrichment of gaseous products in its H2 and CO contents.
Such effect was shown clearly in Fig. 6 where a comparison
among the compositions of the product gases is presented
by taking into account the mean value of each permanent
gas component at the steady state, and calculated on dry
and N2-free basis. The slag from FBG showed the aggregate
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/

Fig. 7 e Carbon conversion and products ratios in FBG
stage. Fig. 8 e H2 purity and HCl removal from FBGSERP system.
i n t e rn a t i o n a l j o u rn a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e8 7
formation and a strip structure. During FBG process, pyrol-
ysis and gasification occurred to the volatiles and char,
resulting in the formation of soot particles, which deposited
on the wall of the reactor. A typical slag analyzed consisted
of carbon of 4e6 wt % and ash. The calculation of carbon
element balance during FBG stage showed a loss of 7e10 wt
% carbon, which may be total heavy hydrocarbons (CiHj,
i > 6) and carbon particles in raw gas.
However, a crucial requirement of the process is that raw
gas containing CO, H2, CH4, THC, heavy hydrocarbons and
carbon particles can effectively convert to H2 with in-situ
CO2 capture and HCl removal in SERP stage. In the pro-
posed system on continuous production of hydrogen from
WP by FBGSERP, the mixture of NiO/NiAl2O4 and CaO sor-
bent was moved continually by the velocity of 9e11 cm/
min between two moving-bed reactors, and the operation
for H2 production was not needed to stop for generation
both sorbent and catalyst. In a typical experiment, the SERP
reactor was preheated to initial temperatures of 500 �C. Theheating was turn off when the temperature of SERP reactor
was up to its initial temperature and the reforming reactor
was then heated by high temperature gas from FBG stage. A
mixture of raw gas, N2 and steam were fed into the SERP
reactor and the value of the molar ratio of steam to carbon
in raw gas was 3.0e4.0. Fig. 6(b), (d), and (f) depicted tem-
peratures at the central of SERP reactor and gaseous prod-
ucts distribution at the different temperatures of FBG stage.
The temperatures of SERP reactor for a certain temperature
of FBG were gradually decreased, and it is due to heating
steam and endothermic reactions of steam reforming of
CH4, THC and some compositions also including carbon
particles gasification. The temperatures at SERP reactor for
initial temperature of 500 �C showed the endothermic and
exothermic reactions can achieve hydrogen production and
energy requirement in this system, and the SERP reactor
was continuously operated without heating when the value
of S/C is not higher than 3e4, while the temperature is
decreased gradually with steam-on-time and the lowest
temperature in three cases was above 580 �C. High steam
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
concentration is not desirable since it lowers the energy
efficiency of the process. Fig. 6(b), (c), (d) showed the
gaseous products from SERP reactor at the different tem-
peratures. The H2 concentration was related to the tem-
peratures of moving-bed reactor, at the temperature of
above 700 �C, H2 concentration was low due to CO2 produced
was not converted by CaO sorbent to a solid carbonate at
this temperature. With a decrease in the temperature of
SERP reactor, there is a great increase of in-situ CO2 removal
by CaO sorbent, and the CO2 concentration in the product
gas decreases, which can ensure a high-purity H2 produc-
tion. The results showed that CaO sorbent in the moving-
bed reactor are also capable of reducing the HCl from FBG
of WP to very low levels at the temperatures from 538 to
788 �C, and the HCl gas of above 93% can be removed from
the inlet raw gas. It can be expected that the achievable HCl
concentrations by this process are as low as the tolerance of
a specific application such as fuel cells. Very small amounts
of CO2, CH4, CO and HCl were detected in the gaseous
products. Any THC from SERP reactor was not detected,
which showed THC was converted to H2 by catalytic steam
reforming over NiO/NiAl2O4 catalyst under these conditions.
The decay in activity of Ni-based catalyst and CaO sorbent
during the continuous steam reforming and regeneration in
60 min was not observed. The study has suggested that
small Ni particle size on the surface, high nickel dispersion
and metal-support interaction were critical to its catalytic
performance [25]. The preparation method of catalyst was
beneficial to obtain high stability at high temperature, and
also maintain 1e3 nm Ni particles on the surface. This
system has the flexibility and the component of raw gas is
not needed to adjust during FBG process and it should not be
considered the compositions of WP very much. Fig. 8
showed H2 purity and HCl removal in SERP reactor.
Hydrogen production as well as in-situ CO2 capture and HCl
removal were relatively constant throughout all the tests.
This novel process simplifies hydrogen production from WP
by decreasing the need for PSA unit requirement and con-
taminants control, and has the potential to achieve high
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y x x x ( 2 0 1 6 ) 1e88
efficiency of system with low overall footprint by combining
different processes units.
Conclusions
First, the isothermal pyrolysis ofWPwas carried out by TGA at
the temperature of 700 �C and the weight decreased sharply to
23% in 6 min. The effect of temperature on raw syngas and H2
production from FBGSERP of WP was determined. The carbon
conversation in FBG stage was increased with temperature
increasing and the maximum value is 83.6% at 880 �C. Thevalue of CO/H2 in the range of 1.15e1.77 was increased with
increasing gasification temperature. The H2 concentration
was related to the temperature of moving-bed SWGS reactor,
at the temperature of above 700 �C, H2 concentration was very
low due to CO2 produced is not removed. High-purity H2 was
produced in low reaction temperature due to favor SERP re-
action with in-situ CO2 removal. CaO sorbent in the moving-
bed reactor was capable of reducing the HCl from raw syn-
gas to very low levels. Continuous moving, reaction and
regeneration did not lead to great decay in the activity of
catalyst and sorbent. The novel approach on FBGSERP system
for H2 production from WP with long time is feasible.
Acknowledgment
This work is supported by the Natural Science Foundation of
China (Project Nos. 91434129, 51476022, 51276032, and
51522605).
This work was also supported by International Science and
Technology Cooperation Program of China under grant
No.2014DFA60600, and the Fundamental Research Funds for
the Central Universities (DUT15JJ(G)02).
r e f e r e n c e s
[1] Wong SL, Ngadi N, Abdullah TAT, Inuwa IM. Current stateand future prospects of plastic waste as source of fuel: areview. Renew Sust Energ Rev 2015;50:1167e80.
[2] Dou BL, Song YC, Wang C, Chen HC, Xu YJ. Hydrogenproduction from catalytic steam reforming of biodieselbyproduct glycerol: issues and challenges. Renew Sust EnergRev 2014;30:950e60.
[3] Xue Y, Zhou S, Brown RC, Kelkar A, Bai X. Fast pyrolysis ofbiomass and waste plastic in a fluidized bed reactor. Fuel2015;156:40e6.
[4] Dou BL, Dupont V, Rickett G, Blakeman N, Williams PT,Chen HS, et al. Hydrogen production by sorption-enhancedsteam reforming of glycerol. Bioresour Technol2009;100:3540e7.
[5] Dou BL, Jiang B, Song YC, Zhang C, Wang C, Chen HS, et al.Enhanced hydrogen production by sorption-enhanced steamreforming from glycerol with in-situ CO2 removal in a fixed-bed reactor. Fuel 2016;166:340e6.
[6] Dou BL, Chen BB, Gao JS, Sha XZ. HCl removal and chlorinedistribution of sorbent in a fixed-bed reactor. Energy Fuel2006;20:959e63.
Please cite this article in press as: Dou B, et al., Fluidized-bed gasificsystem to continuous hydrogen production from waste plastic, Int10.1016/j.ijhydene.2015.12.197
[7] Song XF, Ji XY, Bie HP, Liu QQ, Bie RS. Characteristics of gasand char generation study from reed black liquor particles(RBLP) pyrolysis in fluidized bed. Fuel 2015;159:89e97.
[8] Mastellone ML, Zaccariello L, Arena U. Co-gasification ofcoal, plastic waste and wood in a bubbling fluidized bedreactor. Fuel 2010;89:2991e3000.
[9] Ruoppolo G, Ammendola P, Chirone R, Miccio F. H2-richsyngas production by fluidized bed gasification of biomassand plastic fuel. Waste Manage 2012;32:724e32.
[10] Wu GW, Zhang CX, Li SR, Huang ZQ, Yan SL, Wang SP, et al.Sorption enhanced steam reforming of ethanol on Ni-CaO-Al2O3 multifunctional catalysts derived from hydrotalcite-like compounds. Energy Environ Sci 2012;5:8942e9.
[11] Garcı́a-Lario AL, Aznar M, Martinez I, Grasa GS, Murillo R.Experimental study of the application of a NiO/NiAl2O4
catalyst and a CaO-based synthetic sorbent on the sorptionenhanced reforming process. Int J Hydrogen Energ2015;40:219e32.
[12] Yancheshmeh MS, Radfarnia HR, Iliuta MC. Hightemperature CO2 sorbents and their application for hydrogenproduction by sorption enhanced steam reforming process.Chem Eng J 2016;283:420e44.
[13] Wess R, Nores-Pondal F, Laborde M, Giunta P. Single stage H2
production, purification and heat supply by means ofsorption-enhanced steam reforming of glycerol. Athermodynamic analysis. Chem Eng Sci 2015;134:86e95.
[14] Dou BL, Wang C, Chen HC, Song YC, Xie BZ. Continuoussorption-enhanced steam reforming of glycerol to high-purity hydrogen production. Int J Hydrogen Energ2013;38:11902e9.
[15] Dou BL, Song YC, Wang C, Chen HC, Yang MJ, Xu YJ.Hydrogen production by enhanced-sorption chemicallooping steam reforming of glycerol in moving-bed reactors.Appl Energ 2014;130:342e9.
[16] Dou BL, Lim S, Kang P, Hwang J, Song S, Yu T-U, et al. Kineticstudy in modeling pyrolysis of refuse plastic fuel. Energy Fuel2007;21:1442e7.
[17] Dou BL, Park S, Lim S, Yu T, Hwang J. Pyrolysis characteristicsof refuse derived fuel in a Pilot-Scale Unit. Energy Fuel2007;21:3730e4.
[18] Dou BL, Song YC. A CFD approach on simulation of hydrogenproduction from steam reforming of glycerol in a fluidised-bed reactor. Int J Hydrogen Energ 2010;35:10271e84.
[19] Dou BL, Dupont V, Williams PT. Computational fluiddynamics simulation of gas-solid flow during steamreforming of glycerol in a fluidised bed reactor. Energy Fuel2008;22:4102e8.
[20] Wu GW, Zhang CX, Li SR, Han ZP, Wang T, Ma XB, et al.Hydrogen production via glycerol steam reforming over Ni/Al2O3: influence of nickel precursors. ACS Sust Chem Eng2013;1:1052e62.
[21] Zou W, Song C, Xu S, Lu C, Tursun Y. Biomass gasification inan external circulating countercurrent moving bed gasifier.Fuel 2013;112:635e40.
[22] Pfeifer C, Koppatz S, Hofbauer H. Steam gasification ofvarious feedstocks at a dual fluidised bed gasifier: impacts ofoperation conditions and bed materials. Biomass ConversBiorefin 2011;1:39e53.
[23] Corella J, Toledo JM, Molina G. Biomass gasification with puresteam in fluidised bed: 12 variables that affect theeffectiveness of the biomass gasifier. Int J Oil Gas CoalTechnol 2008;1:194e207.
[24] Chaudhari ST, Dalai AK, Bakhshi NN. Production of hydrogenand/or syngas (H2þCO) via steam gasification of biomass-derived chars. Energy Fuel 2003;17:1062e7.
[25] Wu GW, Li SR, Zhang CX, Wang T, Gong JL. Glycerol steamreforming over perovskite-derived nickel-based catalysts.Appl Catal B Environ 2014;144:277e85.
ation combined continuous sorption-enhanced steam reformingernational Journal of Hydrogen Energy (2016), http://dx.doi.org/