guide to composites - epoxiofiber | köp kolfiber, · pdf file · 2015-11-055.4...
TRANSCRIPT

GUIDE TO COMPOSITES
www.gurit.com
DELIVERING THE FUTURE OF COMPOSITE SOLUTIONS
GTC-5-0113 - 1
Contents
1. Introduction 4
1.1 Basiccompositetheory 4
1.2 Polymermatrixcomposites 4
2. Designingwithcomposites 6
2.1 Loading 6
2.1.1 Tension 6
2.1.2 Compression 6
2.1.3 Shear 7
2.1.4 Flexure 7
2.2 Stressorstrain? 7
2.3 Fibreorientation 10
2.4 FatigueResistance 10
3. Monolithiclaminates 10
3.1 Ruleofmixtures 10
3.2 Laminatetheory 12
3.3 Laminatenotation 13
4. Sandwichpanels 13

2 - GTC-5-0113
5. Materialselection 14
5.1 Resinmatrix 14
5.1.1 PolyesterResins 15
5.1.2 VinylesterResins 18
5.1.3 EpoxyResins 19
5.1.4 ComparisonofResinProperties 20
5.1.5 OtherResinSystemsusedinComposites 23
5.2 Fibres 24
5.2.1 BasicPropertiesofFibresandOtherEngineeringMaterials 25
5.2.2 FibreTypes 28
5.3 Fabrictypes 33
5.3.1 UnidirectionalFabrics 33
5.3.2 0/90°Fabrics 34
5.3.3 WovenFabrics 34
5.3.4 MultiaxialFabrics 37
5.3.5 OtherFabrics 39
5.4 Corematerialsforsandwichconstruction 40
5.4.1 FoamCores 40
5.4.2 Honeycombs 42
5.4.3 Designconsiderations 45
6. Processingroute 46
6.1 SprayLay-up 47
6.2 WetLay-up/HandLay-up 48
6.3 VacuumBagging 49
6.4 FilamentWinding 50
6.5 Pultrusion 51
6.6 ResinTransferMoulding(RTM) 52
6.7 OtherInfusionProcesses-SCRIMP,RIFT,VARTMetc. 53
6.8 Autoclave 54
6.9 Oven 55
6.10 ResinFilmInfusion(RFI) 56

GTC-5-0113 - 3
7. Secondarybonding 57
7.1 Scienceofadhesion 57
7.1.1 Mechanicalinterlocking 58
7.1.2 Diffusiontheory 58
7.1.3 Adsorptiontheory 58
7.1.4 WeakBoundaryLayers 58
7.2 Pre–treatmentpriortobonding 59
7.3 Adhesiveselection 60
7.3.1 Epoxiesandtoughenedepoxies 60
7.3.2 Polyurethanes 60
7.3.3 Acrylicsandmethacrylatesstructuraladhesives 61
7.3.4 Polyesters 61
7.3.5 Urethane-acrylates 61
7.3.6 Heatstableadhesives:Bismaleimides,polyimides,cyanateesters 61
7.3.7 Anaerobicsandcyanoacrylates 62
7.4 Jointdesign 62
8. Gelation,curing&postcuring 63
9. Inspectionandtesting 63
9.1 Nondestructivetesting 64
9.1.1 Visualinspection 64
9.1.2 Taptesting 64
9.1.3 Ultrasonics 64
9.1.4 ComputedTomography 65
9.1.5 Shearography 65
9.1.6 Thermography 65
9.1.7 LambWaveSensing 66
9.1.8 Radiography 66
9.2 Destructivetesting 66
9.2.1 Mechanicaltesting 67

4 - GTC-5-0113
GuidetoStructuralCompositesIntroduction
Tofullyappreciatetheroleandapplicationofcompositematerialstoastructure,anunderstandingisrequiredofthecomponentmaterialsthemselvesandofthewaysinwhichtheycanbeprocessed.Thisguidelooksatbasiccompositetheory,propertiesofmaterialsusedandthenthevariousprocessingtechniquescommonlyfoundfortheconversionofmaterialsintofinishedstructures.
1.1BasicCompositeTheory
Initsmostbasicformacompositematerialisone,whichiscomposedofatleasttwoelementsworkingtogethertoproducematerialpropertiesthataredifferenttotheprop-ertiesofthoseelementsontheirown.Inpractice,mostcompositesconsistofabulkmaterial(the‘matrix’),andareinforcementofsomekind,addedprimarilytoincreasethestrengthandstiffnessofthematrix.Thisreinforcementisusuallyinfibreform.Today,themostcommonman-madecompositescanbedividedintothreemaingroups:
PolymerMatrixComposites(PMC’s)–Thesearethemostcommonandwillbedis-cussedhere.AlsoknownasFRP-FibreReinforcedPolymers(orPlastics)-thesematerialsuseapolymer-basedresinasthematrix,andavarietyoffibressuchasglass,carbonandaramidasthereinforcement.
MetalMatrixComposites(MMC’s)-Increasinglyfoundintheautomotiveindustry,thesematerialsuseametalsuchasaluminiumasthematrix,andreinforceitwithfibres,orparticles,suchassiliconcarbide.
CeramicMatrixComposites(CMC’s)-Usedinveryhightemperatureenvironments,thesematerialsuseaceramicasthematrixandreinforceitwithshortfibres,orwhisk-erssuchasthosemadefromsiliconcarbideandboronnitride.
1.2 Polymermatrixcomposites
Resinsystemssuchasepoxiesandpolyestershavelimiteduseforthemanufactureofstructuresontheirown,sincetheirmechanicalpropertiesarenotveryhighwhencomparedto, forexample,mostmetals. However, theyhavedesirableproperties,mostnotablytheirabilitytobeeasilyformedintocomplexshapes.
Materialssuchasglass,aramidandboronhaveextremelyhightensileandcompressivestrengthbutin‘solidform’thesepropertiesarenotreadilyapparent.Thisisduetothefactthatwhenstressed,randomsurfaceflawswillcauseeachmaterialtocrackandfailwellbelowitstheoretical‘breakingpoint’.Toovercomethisproblem,thematerialisproducedinfibreform,sothat,althoughthesamenumberofrandomflawswilloccur,theywillberestrictedtoasmallnumberoffibreswiththeremainderexhibit-ingthematerial’stheoreticalstrength.Thereforeabundleoffibreswillreflectmoreaccuratelytheoptimumperformanceofthematerial.However,fibresalonecanonlyexhibittensilepropertiesalongthefibre’slength,inthesamewayasfibresinarope.

GTC-5-0113 - 5
Itiswhentheresinsystemsarecombinedwithreinforcingfibressuchasglass,carbonandaramid,thatexceptionalpropertiescanbeobtained.Theresinmatrixspreadstheloadappliedtothecompositebetweeneachoftheindividualfibresandalsoprotectsthefibresfromdamagecausedbyabrasionandimpact.Highstrengthsandstiffnesses,easeofmouldingcomplexshapes,highenvironmentalresistanceallcoupledwithlowdensities,maketheresultantcompositesuperiortometalsformanyapplications.
Since PMC’s combine a resin system and reinforcing fibres, the properties of theresultingcompositematerialwillcombinesomethingofthepropertiesoftheresinonitsownwiththatofthefibresontheirown.
Overall,thepropertiesofthecompositearedeterminedby:
i) Thepropertiesofthefibre
ii) Thepropertiesoftheresin
iii) Theratiooffibretoresininthecomposite(FibreVolumeFraction)
iv) Thegeometryandorientationofthefibresinthecomposite
Thefirsttwowillbedealtwithinmoredetaillater.Theratioofthefibretoresinderiveslargelyfromthemanufacturingprocessusedtocombineresinwithfibre,aswillbedescribedinthesectiononmanufacturingprocesses.However,itisalsoinfluencedbythetypeofresinsystemused,andtheforminwhichthefibresareincorporated.Ingeneral,sincethemechanicalpropertiesoffibresaremuchhigherthanthoseofresins,thehigherthefibrevolumefractionthehigherwillbethemechanicalpropertiesoftheresultantcomposite.Inpracticetherearelimitstothis,sincethefibresneedtobefullycoatedinresintobeeffective,andtherewillbeanoptimumpackingofthegenerallycircularcross-sectionfibres.Inaddition,themanufacturingprocessusedtocombinefibrewithresinleadstovaryingamountsofimperfectionsandairinclusions.Typically,withacommonhandlay-upprocessaswidelyusedintheboat-buildingindustry,alimitforFVFisapproximately30-40%.Withthehigherquality,moresophisticatedandpreciseprocessesusedintheaerospaceindustry,FVF’sapproaching70%canbesuccessfullyobtained.

6 - GTC-5-0113
Thegeometryofthefibresinacompositeisalsoimportantsincefibreshavetheirhighestmechanicalpropertiesalongtheirlengths,ratherthanacrosstheirwidths.Thisleadstothehighlyanisotropicpropertiesofcomposites,where,unlikemetals, themechanicalpropertiesofthecompositearelikelytobeverydifferentwhentestedindifferentdirections.Thismeansthatitisveryimportantwhenconsideringtheuseofcompositestounderstandatthedesignstage,boththemagnitudeandthedirectionoftheappliedloads.Whencorrectlyaccountedfor,theseanisotropicpropertiescanbeveryadvantageoussinceitisonlynecessarytoputmaterialwhereloadswillbeapplied,andthusredundantmaterialisavoided.
Itisalsoimportanttonotethatwithmetalsthepropertiesofthematerialsarelargelydeterminedbythematerialsupplier,andthepersonwhofabricatesthematerialsintoafinishedstructurecandoalmostnothingtochangethose‘in-built’properties.How-ever,acompositematerialisformedatthesametimeasthestructureisitselfbeingfabricated.This is aFUNDAMENTALdistinctionof compositematerials andMUSTalwaysbeconsideredduringdesignandmanufacturingstages.
2Designingwithcomposites
2.1Loading
Therearefourmaindirectloadsthatanymaterialinastructurehastowithstand:ten-sion,compression,shearandflexure.
2.1.1TensionFig.2showsatensileloadappliedtoacomposite.Theresponseofacompositetotensileloadsisverydependentonthetensilestiffnessandstrengthpropertiesofthereinforcementfibres,sincethesearefarhigherthantheresinsystemonitsown.
Figure1–Tensileloading
2.1.2Compression
Figure2showsacompositeunderacompressiveload.Here,theadhesiveandstiff-nesspropertiesoftheresinsystemarecrucial,asitistheroleoftheresintomaintainthefibresasstraightcolumnsandtopreventthemfrombuckling.
Figure2–Compressiveloading

GTC-5-0113 - 7
2.1.3Shear
Figure3showsacompositeexperiencingashear load. This load is tryingtoslideadjacentlayersoffibresovereachother.Undershearloadstheresinplaysthemajorrole,transferringthestressesacrossthecomposite.Forthecompositetoperformwellundershearloadstheresinelementmustnotonlyexhibitgoodmechanicalpropertiesbutmustalsohavehighadhesiontothereinforcementfibre.Theinterlaminarshearstrength(ILSS)ofacompositeisoftenusedtoindicatethispropertyinamulti-layercomposite(‘laminate’).
Figure3–Shearloading
2.1.4Flexure
Flexuralloadsarereallyacombinationoftensile,compressionandshearloads.Whenloadedasshown,theupperfaceisputintocompression,thelowerfaceintotensionandthecentralportionofthelaminateexperiencesshear.
Figure4–Flexuralloading
2.2Stressorstrain?
Thestrengthofalaminateisusuallythoughtofintermsofhowmuchloaditcanwith-standbeforeitsufferscompletefailure.Thisultimateorbreakingstrengthisthepointatwhichtheresinexhibitscatastrophicbreakdownandthefibrereinforcementsbreak.
However,beforethisultimatestrengthisachieved,thelaminatewillreachastresslevelwheretheresinwillbegintocrackawayfromthosefibrereinforcementsnotalignedwiththeappliedload,andthesecrackswillspreadthroughtheresinmatrix.Thisisknownas‘transversemicro-cracking’and,althoughthelaminatehasnotcompletelyfailedatthispoint,thebreakdownprocesshascommenced.Consequently,engineerswhowantalong-lastingstructuremustensurethattheirlaminatesdonotexceedthispointunderregularserviceloads.

8 - GTC-5-0113
Figure5–TypicalFRPstress/straingraph
Thestrain thata laminatecanreachbeforemicrocrackingdependsstronglyonthetoughnessandadhesivepropertiesoftheresinsystem.Forbrittleresinsystems,suchasmostpolyesters,thispointoccursalongwaybeforelaminatefailure,andsoseverelylimitsthestrainstowhichsuchlaminatescanbesubjected.Asanexample,testshaveshownthatforapolyester/glasswovenrovinglaminate,micro-crackingtypicallyoccursatabout0.2%strainwithultimatefailurenotoccurringuntil2.0%strain.Thisequatestoausablestrengthofonly10%oftheultimatestrength.
Astheultimatestrengthofalaminateintensionisgovernedbythestrengthofthefibres,theseresinmicro-cracksdonotimmediatelyreducetheultimatepropertiesofthelaminate.However,inanenvironmentsuchaswaterormoistair,themicro-crackedlaminatewillabsorbconsiderablymorewaterthananuncrackedlaminate.Thiswillthenleadtoanincreaseinweight,moistureattackontheresinandfibresizingagents,lossofstiffnessand,withtime,aneventualdropinultimateproperties.
Increased resin/fibreadhesion isgenerallyderived fromboth the resin’s chemistryanditscompatibilitywiththechemicalsurfacetreatmentsappliedtofibres.Herethewell-knownadhesivepropertiesofepoxyhelplaminatesachievehighermicrocrackingstrains.Resintoughnesscanbehardtomeasure,butisbroadlyindicatedbyitsultimatestraintofailure.AcomparisonbetweenvariousresinsystemsisshowninFigure6

GTC-5-0113 - 9
Figure6-TypicalResinStress/StrainCurves(Post-Curedfor5hrs@80°C
Itshouldalsobenotedthatwhenacompositeisloadedintension,forthefullme-chanicalpropertiesofthefibrecomponenttobeachieved,theresinmustbeabletodeformtoatleastthesameextentasthefibre.Figure7givesthestraintofailureforE-glass,S-glass,aramidandhigh-strengthgradecarbonfibresontheirown(i.e.notinacompositeform).Hereitcanbeseenthat,forexample,theS-glassfibre,withanelongationtobreakof5.3%,willrequirearesinwithanelongationtobreakofatleastthisvaluetoachievemaximumtensileproperties.
Figure7–Typicalstrainstofailure

10 - GTC-5-0113
2.3 Fibreorientation
Itisrareforfibresinacompositelaminatetobeperfectlyaligned.Wovenfabricsin-troduceacrimptofibreswhichcausesmisalignmentofloadpaths.Evennonwovenfabricscansufferfromsomecrimpingaroundstitchpoints.Themisalignmentoffibrescausesdramatic lossofmechanicalproperties,particularly incompression,due toincreasedlikelihoodofbuckling.
Whenusingunidirectionalfabrics,tapesortows,itbecomescriticaltoensureaccuratealignmentoffibresduringcomponentmanufacturetoensureloadsaretransferredefficientlyandtomaximizetheadvantagesofutilizingcompositematerials.
2.4 FatigueResistance
Generallycompositesshowexcellentfatigueresistancewhencomparedwithmostmetals.However,sincefatiguefailuretendstoresultfromthegradualaccumulationofsmallamountsofdamage,thefatiguebehaviourofanycompositewillbeinfluencedbythetoughnessoftheresin,itsresistancetomicrocracking,andthequantityofvoidsandotherdefectswhichoccurduringmanufacture.Asaresult,epoxy-basedlaminatestendtoshowverygoodfatigueresistancewhencomparedwithbothpolyesterandvinylester,thisbeingoneofthemainreasonsfortheiruseinaircraftstructures.
3.MonolithiclaminatesMostcompositestructuresarebuiltupintousefulsectionsbystackingpliesoffibreorfabricontoeachother.Sincetheorientationofthefibrescanbevaried,thepropertiesofthelaminatearenotconsistentthroughthethicknessofthepart,andareconsideredhighlyanisotropicinall3planes.
3.1 Ruleofmixtures
Whilstdeformationofhomogeneous,isotropicmaterialscanbedescribedrelativelysimplybyuseofYoungsandShearmoduli,whicharebulkpropertiesoftherawmaterialsimplepropertiesofcompositematerialscanbeestimatedbasedonthecontributionofeachpartofthecomposite.Thismethodisreferredtoastheruleofmixtures(RoM).
Fora2componentcomposite:
Vf +Vm =1
where Vf =Volumefractionfibre
Vm=Volumefractionmatrix

GTC-5-0113 - 11
BasedonRoMacompositeproperty,Pc,canbeestimatedby:
Pc =Pf Vf+PmVm=PfVf+Pm(1-Vf)
wherePf&Pm=Thepropertyoffibre
Forexampleelasticmodulus,E1,paralleltofibredirectioncanbecalculatedbasedontheYoungsmodulusofeachoftheconstituentmaterials:
E1 =Ef Vf+Em Vm
Thisequationiseasilyunderstoodbyconsideringtheanalogyofcalculatingthestiff-nessof2springsconnectedinparallel:
Figure8–RoMmodelforlongitudinalproperties
Fortheelasticmodulusperpendiculartofibredirectionthecalculationbecomesalit-tlemoresophisticated,dependantonthefibreshapeandfibrecontent,butaagoodestimatecanbeobtainedusingthemodeloftwospringsconnectedinseries:
Figure9–RoMmodelfortransverseproperties
Withthismodel,thetotaldeformationatapointofloadapplicationinadirectionper-pendiculartofibredirectionisthesumofthedeflectionsinthefibreandthematrix.Theresultingexpressionfortransversemodulusis:
1 Vf Vm
E2=
Ef+
Em
Unitvolume Stiffnessrepresentation
Unitvolume Stiffnessrepresentation
Matrix-Fibre-Matrix

12 - GTC-5-0113
3.2 Laminatetheory
RoMformulaeandmodelsareuseful forcalculatingthepropertiesofsingle layersbut more complex methodologies are required to enable characterisation of multipliedlaminates.LaminatePlateTheory(LPT)isacomplexbutwellestablishedandac-ceptedapproach.WhilsttoocomplicatedtodescribeindetailhereLPTdescribesthedeformationofalaminateunderexternalloadingbasedonthepropertiesofthefibre,matrixandthe%ofeachineachaxisofloading.Itislogicalandeasilyautomatedforincorporationintoengineeringmodels.
Itisquiteobviousthatmechanicalpropertiesofaplywithinthelaminatearedepend-antonthealignmentandorientationofthefibrewithintheply.Howthepropertiesvarydependsonthetypeoffibre.CarbonforexampleismoresensitivetoloadingdirectionthanKevlar.
Figure 10 shows how the primary mechanical properties,Youngs modulus, shearmodulusandpoisson’sratiovarywithplyangle:
Figure10–Typicaleffectofplyangleoncarbonlaminate
FurtherinformationonLPTcanbefoundinanycompositematerialtextbook.Agoodinitialtextis:
An introduction to composite materials
Derek Hull
Cambridge solid state series
ISBN 0 521 28392 2

GTC-5-0113 - 13
3.3 Laminatenotation
Consideringalaminatemanufacturedusingunidirectional(UD)plies,thelayupnotationisdescribedasshownbelow:
Startingatthetopsurface(0/+45/-45/90/-45/+45/0)
Figure11–Stackingsequenceexample
WhendesigningalaminateitisimportanttoconsiderthestackingsequenceofpliesandtobeawareofSYMMETRYandBALANCEofthestack.Thestackaboveisbothsymmetric(aboutthemidplane)whichhelpstoeliminateanytendencytobendorwarp,andbalancedmeaningthatthereisanequalnumberof+45°&-45°plies,whichreducesshearcoupling.
4. SandwichpanelsSingleskinlaminates,madefromglass,carbon,aramid,orotherfibersmaybestrong,buttheycanlackstiffnessduetotheirrelativelylowthickness.Traditionallythestiffnessofthesepanelshasbeenincreasedbytheadditionofmultipleframesandstiffeners,addingweightandconstructioncomplexity.
Asandwichstructureconsistsoftwohighstrengthskinsseparatedbyacorematerial.Insertingacoreintothelaminateisawayofincreasingitsthicknesswithoutincurringtheweightpenaltythatcomesfromaddingextralaminatelayers.IneffectthecoreactslikethewebinanI-beam,wherethewebprovidesthelightweight‘separator’betweentheload-bearingflanges.InanI-beamtheflangescarrythemaintensileandcompres-siveloadsandsothewebcanberelativelylightweight.Corematerialsinasandwichstructurearesimilarlylowinweightcomparedtothematerialsintheskinlaminates.
Engineeringtheoryshowsthattheflexuralstiffnessofanypanelisproportionaltothecubeofitsthickness.Thepurposeofacoreinacompositelaminateisthereforetoincreasethelaminate’sstiffnessbyeffectively‘thickening’itwithalow-densitycorematerial.Thiscanprovideadramaticincreaseinstiffnessforverylittleadditionalweight.
0o
+45o
-45o
90o
-45o
+45o
0o

14 - GTC-5-0113
Figure12showsacoredlaminateunderabendingload.Here,thesandwichlaminatecanbelikenedtoanI-beam,inwhichthelaminateskinsactastheI-beamflange,andthecorematerialsactasthebeam’sshearweb.Inthismodeofloadingitcanbeseenthattheupperskinisputintocompression,thelowerskinintotensionandthecoreintoshear.Itthereforefollowsthatoneofthemostimportantpropertiesofacoreisitsshearstrengthandstiffness.
Figure12–Sandwichpanelloading
Inaddition,particularlywhenusing lightweight, thin laminateskins, thecoremustbecapableoftakingacompressiveloadingwithoutprematurefailure.Thishelpstopreventthethinskinsfromwrinkling,andfailinginabucklingmode.
5. Materialselection
5.1 Resinmatrix
The resins thatareused infibre reinforcedcompositesaresometimes referred toas ‘polymers’.Allpolymersexhibitan importantcommonproperty in that theyarecomposedof long chain-likemolecules consistingofmany simple repeatingunits.Man-madepolymersaregenerallycalled‘syntheticresins’orsimply‘resins’.Polymerscanbeclassifiedundertwotypes,‘thermoplastic’and‘thermosetting’,accordingtotheeffectofheatontheirproperties.
Thermoplastics,likemetals,softenwithheatingandeventuallymelt,hardeningagainwithcooling.Thisprocessofcrossingthesofteningormeltingpointonthetempera-turescalecanberepeatedasoftenasdesiredwithoutanyappreciableeffectonthematerialpropertiesineitherstate.Typicalthermoplasticsincludenylon,polypropyleneandABS,andthesecanbereinforced,althoughusuallyonlywithshort,choppedfibressuchasglass.
Thermosettingmaterials,or‘thermosets’,areformedfromachemicalreactioninsitu,wheretheresinandhardenerorresinandcatalystaremixedandthenundergoanon-reversiblechemicalreactiontoformahard, infusibleproduct.Insomethermosets,suchasphenolicresins,volatilesubstancesareproducedasby-products(a‘conden-sation’ reaction). Other thermosetting resinssuchaspolyesterandepoxycurebymechanismsthatdonotproduceanyvolatilebyproductsandthusaremucheasiertoprocess(‘addition’reactions).

GTC-5-0113 - 15
Oncecured,thermosetswillnotbecomeliquidagainifheated,althoughaboveacertaintemperaturetheirmechanicalpropertieswillchangesignificantly. ThistemperatureisknownastheGlassTransitionTemperature(Tg),andvarieswidelyaccordingtotheparticularresinsystemused,itsdegreeofcureandwhetheritwasmixedcorrectly.AbovetheTg,themolecularstructureofthethermosetchangesfromthatofarigidcrystallinepolymertoamoreflexible,amorphouspolymer.ThischangeisreversibleoncoolingbackbelowtheTg.AbovetheTgpropertiessuchasresinmodulus(stiffness)dropsharply,andasaresultthecompressiveandshearstrengthofthecompositedoestoo.Otherpropertiessuchaswaterresistanceandcolourstabilityalsoreducemarkedlyabovetheresin’sTg.
Although therearemanydifferent typesof resin inuse in thecomposite industry,themajorityofstructuralpartsaremadewith threemain types,namelypolyester,vinylesterandepoxy.
5.1.1 PolyesterResins
Polyesterresinsarethemostwidelyusedresinsystems,particularly inthemarineindustry.Byfarthemajorityofdinghies,yachtsandwork-boatsbuilt incompositesmakeuseofthisresinsystem.
Polyesterresinssuchastheseareofthe‘unsaturated’type.Unsaturatedpolyesterresinisathermoset,capableofbeingcuredfromaliquidorsolidstatewhensubjectto the rightconditions.Anunsaturatedpolyesterdiffers fromasaturatedpolyestersuchasTerylene™whichcannotbecuredinthisway.Itisusual,however,torefertounsaturatedpolyesterresinsas‘polyesterresins’,orsimplyas‘polyesters’.
Inchemistrythereactionofabasewithanacidproducesasalt.Similarly,inorganicchemistrythereactionofanalcoholwithanorganicacidproducesanesterandwater.Byusingspecialalcohols,suchasaglycol,inareactionwithdi-basicacids,apolyesterandwaterwillbeproduced.Thisreaction,togetherwiththeadditionofcompoundssuchassaturateddi-basicacidsandcross-linkingmonomers,formsthebasicprocessofpolyestermanufacture.Asaresultthereisawholerangeofpolyestersmadefromdifferentacids,glycolsandmonomers,allhavingvaryingproperties.
Therearetwoprincipletypesofpolyesterresinusedasstandardlaminatingsystemsinthecompositesindustry.Orthophthalicpolyesterresinisthestandardeconomicresinusedbymanypeople.Isophthalicpolyesterresinisnowbecomingthepreferredmate-rialinindustriessuchasmarinewhereitssuperiorwaterresistanceisdesirable.
Figure 13 shows the idealised chemical structure of a typical polyester. Note thepositionsoftheestergroups(CO-O-C)andthereactivesites(C*=C*)withinthemolecularchain.
Figure13–IdealisedchemicalstructureoftypicalIsophthalicpolyester
16 - GTC-5-0113
Mostpolyesterresinsareviscous,palecolouredliquidsconsistingofasolutionofapolyesterinamonomerwhichisusuallystyrene.Theadditionofstyreneinamountsofupto50%helpstomaketheresineasiertohandlebyreducingitsviscosity.Thestyrenealsoperformsthevitalfunctionofenablingtheresintocurefromaliquidtoasolidby‘cross-linking’themolecularchainsofthepolyester,withouttheevolutionofanyby-products.Theseresinscanthereforebemouldedwithouttheuseofpressureandarecalled‘contact’or‘lowpressure’resins.Polyesterresinshavealimitedstor-agelifeastheywillsetor‘gel’ontheirownoveralongperiodoftime.Oftensmallquantitiesofinhibitorareaddedduringtheresinmanufacturetoslowthisgellingaction.
Foruseinmoulding,apolyesterresinrequirestheadditionofseveralancillaryprod-ucts.Theseproductsaregenerally:
■ Catalyst
■ Accelerator
■ Additives: Thixotropic Pigment Filler Chemical/fireresistance
Amanufacturermaysupplytheresininitsbasicformorwithanyoftheaboveaddi-tivesalreadyincluded.Resinscanbeformulatedtothemoulder’srequirementsreadysimplyfortheadditionofthecatalystpriortomoulding.Ashasbeenmentioned,givenenoughtimeanunsaturatedpolyesterresinwillsetbyitself.Thisrateofpolymerisationistooslowforpracticalpurposesandthereforecatalystsandacceleratorsareusedtoachievethepolymerisationoftheresinwithinapracticaltimeperiod.Catalystsareaddedtotheresinsystemshortlybeforeusetoinitiatethepolymerisationreaction.Thecatalystdoesnottakepartinthechemicalreactionbutsimplyactivatestheprocess.Anaccelerator isaddedtothecatalysedresintoenablethereactiontoproceedatworkshoptemperatureand/oratagreaterrate.Sinceacceleratorshavelittleinfluenceontheresinintheabsenceofacatalysttheyaresometimesaddedtotheresinbythepolyestermanufacturertocreatea‘pre-accelerated’resin.
Themolecularchainsofthepolyestercanberepresentedasfollows,where‘B’indicatesthereactivesitesinthemolecule.
Figure14-SchematicRepresentationofPolyesterResin(Uncured)
Withtheadditionofstyrene‘S‘,andinthepresenceofacatalyst,thestyrenecross-linksthepolymerchainsateachofthereactivesitestoformahighlycomplexthree-dimensionalnetworkasfollows:
ABA B ABA

GTC-5-0113 - 17
Figure15-SchematicRepresentationofPolyesterResin(Cured)
Thepolyester resin is thensaid tobe ‘cured’. It isnowachemically resistant (andusually)hardsolid.Thecross-linkingorcuringprocessiscalled‘polymerisation’.Itisanon-reversiblechemicalreaction.The‘side-by-side’natureofthiscross-linkingofthemolecularchainstendstomeansthatpolyesterlaminatessufferfrombrittlenesswhenshockloadingsareapplied.
Greatcareisneededinthepreparationoftheresinmixpriortomoulding.Theresinandanyadditivesmustbecarefullystirredtodisperseallthecomponentsevenlybeforethecatalystisadded.Thisstirringmustbethoroughandcarefulasanyairintroducedintotheresinmixaffectsthequalityofthefinalmoulding.Thisisespeciallysowhenlaminatingwith layersof reinforcingmaterialsasairbubblescanbe formedwithintheresultantlaminatewhichcanweakenthestructure.Itisalsoimportanttoaddtheacceleratorandcatalystincarefullymeasuredamountstocontrolthepolymerisationreactiontogivethebestmaterialproperties.Toomuchcatalystwillcausetoorapidagelationtime,whereastoolittlecatalystwillresultinunder-cure.
Colouringoftheresinmixcanbecarriedoutwithpigments.Thechoiceofasuitablepigmentmaterial,eventhoughonlyaddedatabout3%resinweight,mustbecarefullyconsideredasitiseasytoaffectthecuringreactionanddegradethefinallaminatebyuseofunsuitablepigments.
Filler materials are used extensively with polyester resins for a variety of reasonsincluding:
■ Toreducethecostofthemoulding
■ Tofacilitatethemouldingprocess
■ Toimpartspecificpropertiestothemoulding
Fillersareoftenaddedinquantitiesupto50%oftheresinweightalthoughsuchaddi-tionlevelswillaffecttheflexuralandtensilestrengthofthelaminate.Theuseoffillerscanbebeneficialinthelaminatingorcastingofthickcomponentswhereotherwiseconsiderableexothermicheatingcanoccur.Additionofcertainfillerscanalsocontributetoincreasingthefire-resistanceofthelaminate.
ABA B A BA
ABA B A BA
S S S

18 - GTC-5-0113
5.1.2VinylesterResins
Vinylesterresinsaresimilarintheirmolecularstructuretopolyesters,butdifferprimarilyinthelocationoftheirreactivesites,thesebeingpositionedonlyattheendsofthemolecularchains.Asthewhole lengthofthemolecularchain isavailabletoabsorbshockloadingsthismakesvinylesterresinstougherandmoreresilientthanpolyes-ters.Thevinylestermoleculealsofeaturesfewerestergroups.Theseestergroupsaresusceptibletowaterdegradationbyhydrolysiswhichmeansthatvinylestersexhibitbetterresistancetowaterandmanyotherchemicalsthantheirpolyestercounterparts,andarefrequentlyfoundinapplicationssuchaspipelinesandchemicalstoragetanks.
Thefigurebelowshowstheidealisedchemicalstructureofatypicalvinylester.Notethepositionsoftheestergroupsandthereactivesites(C*=C*)withinthemolecularchain.
Figure16-IdealisedChemicalStructureofaTypicalEpoxyBasedVinylester
Themolecularchainsofvinylester,representedbelow,canbecomparedtothesche-maticrepresentationofpolyestershownpreviouslywherethedifferenceinthelocationofthereactivesitescanbeclearlyseen:
Figure17-SchematicRepresentationofVinylesterResin(Uncured)
Withthereducednumberofestergroupsinavinylesterwhencomparedtoapolyester,theresinislesspronetodamagebyhydrolysis.Thematerialisthereforesometimesusedasabarrieror‘skin’coatforapolyesterlaminatethatistobeimmersedinwater,suchasinaboathull.Thecuredmolecularstructureofthevinylesteralsomeansthatittendstobetougherthanapolyester,althoughtoreallyachievethesepropertiestheresinusuallyneedstohaveanelevatedtemperaturepostcure.
Figure18-SchematicRepresentationofVinylesterResin(Cured)
BAA A A AB
B A A A A A B
B A A A A A B B A A A A A B
S S

GTC-5-0113 - 19
5.1.3EpoxyResins
Thelargefamilyofepoxyresinsrepresentsomeofthehighestperformanceresinsofthoseavailableatthistime.Epoxiesgenerallyout-performmostotherresintypesintermsofmechanicalpropertiesandresistancetoenvironmentaldegradation,whichleadstotheiralmostexclusiveuseinaircraftcomponents.Asalaminatingresintheirincreasedadhesivepropertiesandresistancetowaterdegradationmaketheseresinsidealforuseinapplicationssuchasboatbuilding.Hereepoxiesarewidelyusedasaprimaryconstructionmaterialforhigh-performanceboatsorasasecondaryapplicationtosheathahullorreplacewater-degradedpolyesterresinsandgelcoats.
Theterm‘epoxy’ refers toachemicalgroupconsistingofanoxygenatombondedtotwocarbonatomsthatarealreadybondedinsomeway.Thesimplestepoxyisathree-memberringstructureknownbytheterm‘alpha-epoxy’or‘1,2-epoxy’.Theide-alisedchemicalstructureisshowninthefigurebelowandisthemosteasilyidentifiedcharacteristicofanymorecomplexepoxymolecule.
Figure19-IdealisedChemicalStructureofaSimpleEpoxy(EthyleneOxide)
Usually identifiable by their characteristic amber or brown colouring, epoxy resinshaveanumberofusefulproperties.Boththeliquidresinandthecuringagentsformlowviscosityeasilyprocessedsystems.Epoxyresinsareeasilyandquicklycuredatanytemperaturefrom5°Cto150°C,dependingonthechoiceofcuringagent.Oneofthemostadvantageouspropertiesofepoxiesistheirlowshrinkageduringcurewhichminimises fabric ‘print-through’ and internal stresses. High adhesive strength andhighmechanicalpropertiesarealsoenhancedbyhighelectricalinsulationandgoodchemical resistance.Epoxiesfindusesasadhesives,caulkingcompounds,castingcompounds,sealants,varnishesandpaints,aswellaslaminatingresinsforavarietyofindustrialapplications.
Epoxyresinsareformedfroma longchainmolecularstructuresimilartovinylesterwithreactivesitesateitherend.Intheepoxyresin,however,thesereactivesitesareformedbyepoxygroupsinsteadofestergroups.Theabsenceofestergroupsmeansthattheepoxyresinhasparticularlygoodwaterresistance.Theepoxymoleculealsocontainstworinggroupsatitscentrewhichareabletoabsorbbothmechanicalandthermalstressesbetterthanlineargroupsandthereforegivetheepoxyresinverygoodstiffness,toughnessandheatresistantproperties.
Thefigurebelowshowstheidealisedchemicalstructureofatypicalepoxy.Notetheabsenceoftheestergroupswithinthemolecularchain.
Figure20-IdealisedChemicalStructureofaTypicalEpoxy(DiglycidylEtherofBisphenol-A)
0
CH2–CH–

20 - GTC-5-0113
Epoxiesdifferfrompolyesterresinsinthattheyarecuredbya‘hardener’ratherthanacatalyst.Thehardener,oftenanamine,isusedtocuretheepoxybyan‘additionreac-tion’wherebothmaterialstakeplaceinthechemicalreaction.Thechemistryofthisreactionmeansthatthereareusuallytwoepoxysitesbindingtoeachaminesite.Thisformsacomplexthree-dimensionalmolecularstructurewhichisillustratedinFigure21:
Figure21-SchematicRepresentationofEpoxyResin(Cured3-DStructure)
Sincetheaminemolecules‘co-react’withtheepoxymoleculesinafixedratio,itisessentialthatthecorrectmixratioisobtainedbetweenresinandhardenertoensurethatacompletereactiontakesplace.Ifamineandepoxyarenotmixedinthecorrectratios,unreactedresinorhardenerwillremainwithinthematrixwhichwillaffectthefinalpropertiesaftercure.Toassistwiththeaccuratemixingoftheresinandhardener,manufacturersusuallyformulatethecomponentstogiveasimplemixratiowhichiseasilyachievedbymeasuringoutbyweightorvolume.
5.1.4ComparisonofResinProperties
Thechoiceofaresinsystemforuseinanycomponentdependsonanumberofitscharacteristics,withthefollowingprobablybeingthemostimportantformostcom-positestructures:
1 AdhesiveProperties
2 MechanicalProperties
3 DegradationFromWaterIngress
5.1.4.1 AdhesiveProperties
Ithasalreadybeendiscussedhowtheadhesivepropertiesoftheresinsystemareimportantinrealisingthefullmechanicalpropertiesofacomposite.Theadhesionoftheresinmatrixtothefibrereinforcementortoacorematerialinasandwichconstructionareimportant.Polyesterresinsgenerallyhavethelowestadhesivepropertiesofthethreesystemsdescribedhere.Vinylesterresinshowsimprovedadhesivepropertiesoverpolyesterbutepoxysystemsofferthebestperformanceofall,andaretherefore

GTC-5-0113 - 21
frequentlyfoundinmanyhigh-strengthadhesives.Thisisduetotheirchemicalcom-positionandthepresenceofpolarhydroxylandethergroups.Asepoxiescurewithlowshrinkagethevarioussurfacecontactssetupbetweentheliquidresinandtheadherendsarenotdisturbedduringthecure.Theadhesivepropertiesofepoxyareespeciallyusefulintheconstructionofhoneycomb-coredlaminateswherethesmallbondingsurfaceareameansthatmaximumadhesionisrequired.
Thestrengthofthebondbetweenresinandfibreisnotsolelydependentontheadhe-sivepropertiesoftheresinsystembutisalsoaffectedbythesurfacecoatingonthereinforcementfibres.This‘sizing’isdiscussedlaterinsection5.2.2.5.
5.1.4.2 MechanicalProperties
Twoimportantmechanicalpropertiesofanyresinsystemareitstensilestrengthandstiffness.Figure22showsresultsfortestscarriedoutoncommerciallyavailablepoly-ester,vinylesterandepoxyresinsystemscuredat20°Cand80°C.
Figure22–Comparisonofresintensilestrength&modulus
Afteracureperiodofsevendaysatroomtemperatureitcanbeseenthatatypicalepoxywillhavehigherpropertiesthanatypicalpolyesterandvinylesterforbothstrengthandstiffness.Thebeneficialeffectofapostcureat80°Cforfivehourscanalsobeseen.
Alsoofimportancetothecompositedesignerandbuilderistheamountofshrinkagethatoccursinaresinduringandfollowingitscureperiod.Shrinkageisduetotheresinmoleculesrearrangingandre-orientatingthemselvesintheliquidandsemi-gelledphase.Polyesterandvinylestersrequireconsiderablemolecularrearrangementtoreachtheircuredstateandcanshowshrinkageofupto8%.Thedifferentnatureoftheepoxyreaction,however,leadstoverylittlerearrangementandwithnovolatilebi-productsbeingevolved,typicalshrinkageofanepoxyisreducedtoaround2%.Theabsenceofshrinkageis,inpart,responsiblefortheimprovedmechanicalpropertiesofepoxiesoverpolyester,asshrinkageisassociatedwithbuilt-instressesthatcanweakenthematerial.Furthermore,shrinkagethroughthethicknessofalaminateleadsto‘print-through’ofthepatternofthereinforcingfibres,acosmeticdefectthatisdifficultandexpensivetoeliminate.

22 - GTC-5-0113
5.1.4.3DegradationfromWaterIngress
Animportantpropertyofanyresin,particularlyinamarineenvironment,isitsabilitytowithstanddegradationfromwateringress.Allresinswillabsorbsomemoisture,addingtoalaminate’sweight,butwhatismoresignificantishowtheabsorbedwateraffectstheresinandresin/fibrebondinalaminate,leadingtoagradualandlong-termlossinmechanicalproperties.Bothpolyesterandvinylesterresinsarepronetowa-terdegradationduetothepresenceofhydrolysableestergroupsintheirmolecularstructures.Asaresult,athinpolyesterlaminatecanbeexpectedtoretainonly65%ofitsinter-laminarshearstrengthafterimmersioninwaterforaperiodofoneyear,whereasanepoxylaminateimmersedforthesameperiodwillretainaround90%.
Figure23-EffectofPeriodsofWaterSoakat100°ConResinInter-LaminarShearStrength
Figure23demonstratestheeffectsofwateronanepoxyandpolyesterwovenglasslaminate,whichhavebeensubjectedtoawatersoakat100°C.Thiselevatedtem-peraturesoakinggivesaccelerateddegradationpropertiesfortheimmersedlaminate.
5.1.4.4Osmosis
All laminates in a marine environment will permit very low quantities of water topassthroughtheminvapourform.Asthiswaterpassesthrough,itreactswithanyhydrolysablecomponentsinsidethelaminatetoformtinycellsofconcentratedsolu-tion.Undertheosmoticcycle,morewateristhendrawnthroughthesemi-permeablemembraneofthelaminatetoattempttodilutethissolution.Thiswaterincreasesthefluidpressureinthecelltoasmuchas700psi.Eventuallythepressuredistortsorburststhelaminateorgelcoat,andcanleadtoacharacteristic‘chicken-pox’surface.Hydrolysablecomponentsinalaminatecanincludedirtanddebristhathavebecometrappedduringfabrication,butcanalsoincludetheesterlinkagesinacuredpolyester,andtoalesserextent,vinylester.
Useofresinrichlayersnexttothegelcoatareessentialwithpolyesterresinstomini-misethistypeofdegradation,butoftentheonlycureoncetheprocesshasstartedisthereplacementoftheaffectedmaterial.
GTC-5-0113 - 23
Topreventtheonsetofosmosisfromthestart,itisnecessarytousearesinwhichhasbothalowwatertransmissionrateandahighresistancetoattackbywater.Whenusedwithreinforcementswithsimilarlyresistantsurfacetreatmentandlaminatedtoaveryhighstandard,blisteringcanthenbevirtuallyeliminated.Apolymerchainhavinganepoxybackboneissubstantiallybetterthanmanyotherresinsystemsatresistingtheeffectsofwater.Suchsystemshavebeenshowntoconferexcellentchemicalandwaterresistance,lowwatertransmissionrateandverygoodmechanicalpropertiestothepolymer.
5.1.5 OtherResinSystemsusedinComposites
Besidespolyesters,vinylestersandepoxiesthereareanumberofotherspecialisedresinsystemsthatareusedwheretheiruniquepropertiesarerequired:
5.1.5.1 Phenolics
Primarilyusedwherehighfire-resistanceisrequired,phenolicsalsoretaintheirproper-tieswellatelevatedtemperatures.Forroom-temperaturecuringmaterials,corrosiveacidsareusedwhichleadstounpleasanthandling.Thecondensationnatureoftheircuringprocesstendstoleadtotheinclusionofmanyvoidsandsurfacedefects,andtheresinstendtobebrittleanddonothavehighmechanicalproperties.Typicalcosts:£2-4/kg.
5.1.5.2 CyanateEsters
Primarilyusedintheaerospaceindustry.Thematerial’sexcellentdielectricpropertiesmakeitverysuitableforusewithlowdielectricfibressuchasquartzforthemanufac-tureofradomes.Thematerialalsohastemperaturestabilityuptoaround200°Cwet.Typicalcosts:£40/kg.
5.1.5.3 Silicones
Syntheticresinusingsiliconasthebackboneratherthanthecarbonoforganicpoly-mers.Goodfire-resistantproperties,andable towithstandelevated temperatures.Hightemperaturecuresneeded.Usedinmissileapplications.Typicalcosts:>£15/kg.
5.1.5.4 Polyurethanes
Hightoughnessmaterials,sometimeshybridisedwithotherresins,duetorelativelylow laminatemechanical properties in compression. Usesharmful isocyanatesascuringagent.Typicalcosts:£2-8/kg
5.1.5.5 Bismaleimides(BMI)
Primarilyusedinaircraftcompositeswhereoperationathighertemperatures(230°Cwet/250°Cdry)isrequired.e.g.engineinlets,highspeedaircraftflightsurfaces.Typi-calcosts:>£50/kg.

24 - GTC-5-0113
5.1.5.6Polyimides
Usedwhereoperationathighertemperaturesthanbismaleimidescanstandisrequired(useupto250°Cwet/300°Cdry).Typicalapplicationsincludemissileandaero-enginecomponents.Extremelyexpensiveresin(>£80/kg),whichusestoxicrawmaterialsinitsmanufacture.Polyimidesalsotendtobehardtoprocessduetotheircondensationreactionemittingwaterduringcure,andarerelativelybrittlewhencured.PMR15andLaRC160aretwoofthemostcommonlyusedpolyimidesforcomposites.
5.2 Fibres
Themechanicalpropertiesofmostreinforcingfibresareconsiderablyhigherthanthoseofun-reinforcedresinsystems.Themechanicalpropertiesofthefibre/resincompositearethereforedominatedbythecontributionofthefibretothecomposite.
Thefourmainfactorsthatgovernthefibre’scontributionare:
1. Thebasicmechanicalpropertiesofthefibreitself.
2. Thesurfaceinteractionoffibreandresin(the‘interface’).
3. Theamountoffibreinthecomposite(‘FibreVolumeFraction’).
4. Theorientationofthefibresinthecomposite.
Thebasicmechanicalpropertiesofthemostcommonlyusedfibresaregiveninthefollowingtable.Thesurfaceinteractionoffibreandresiniscontrolledbythedegreeofbondingthatexistsbetweenthetwo.Thisisheavilyinfluencedbythetreatmentgiventothefibresurface,andadescriptionofthedifferentsurfacetreatmentsand‘finishes’isalsogivenhere.
Theamountoffibreinthecompositeislargelygovernedbythemanufacturingproc-ess used. However, reinforcing fabrics with closely packed fibres will give higherFibreVolumeFractions(FVF)inalaminatethanwillthosefabricswhicharemadewithcoarserfibres,orwhichhavelargegapsbetweenthefibrebundles.Fibrediameterisanimportantfactorherewiththemoreexpensivesmallerdiameterfibresprovidinghigherfibresurfaceareas,spreadingthefibre/matrixinterfacialloads.Asageneralrule,thestiffnessandstrengthofalaminatewillincreaseinproportiontotheamountoffibrepresent.However,aboveabout60-70%FVF(dependingonthewayinwhichthefibrespacktogether)althoughtensilestiffnessmaycontinuetoincrease,thelaminate’sstrengthwillreachapeakandthenbegintodecreaseduetothelackofsufficientresintoholdthefibrestogetherproperly.
Finally,sincereinforcingfibresaredesignedtobeloadedalongtheirlength,andnotacrosstheirwidth,theorientationofthefibrescreateshighly‘direction-specific’prop-ertiesinthecomposite.This‘anisotropic’featureofcompositescanbeusedtogoodadvantageindesigns,withthemajorityoffibresbeingplacedalongtheorientationofthemainloadpaths.Thisminimisestheamountofparasiticmaterialthatisputinorientationswherethereislittleornoload.

GTC-5-0113 - 25
5.2.1BasicPropertiesofFibresandOtherEngineeringMaterials
MaterialType TensileStr. TensileModulus TypicalDensity Specific (MPa) (GPa) (g/cc) Modulus
Carbon HS 3500 160 - 270 1.8 90 - 150
Carbon IM 5300 270 - 325 1.8 150 - 180 Carbon HM 3500 325 - 440 1.8 180 - 240 Carbon UHM 2000 440+ 2.0 200+
Aramid LM 3600 60 1.45 40
Aramid HM 3100 120 1.45 80
Aramid UHM 3400 180 1.47 120
Glass - E glass 2400 69 2.5 27
Glass - S2 glass 3450 86 2.5 34
Glass - quartz 3700 69 2.2 31
Aluminium Alloy (7020) 400 1069 2.7 26
Titanium 950 110 4.5 24
Mild Steel (55 Grade) 450 205 7.8 26
Stainless Steel (A5-80) 800 196 7.8 25
HS Steel (17/4 H900) 1241 197 7.8 25
Table1-BasicPropertiesofFibresandOtherEngineeringMaterials
5.2.1.1LaminateMechanicalPropertiesThepropertiesofthefibresgivenaboveonlyshowspartofthepicture.Thepropertiesofthecompositewillderivefromthoseofthefibre,butalsothewayitinteractswiththeresinsystemused,theresinpropertiesitself,thevolumeoffibreinthecompositeanditsorientation.Thefollowingdiagramsshowabasiccomparisonofthemainfibretypeswhenusedinatypicalhigh-performanceunidirectionalepoxyprepreg,atthefibrevolumefractionsthatarecommonlyachievedinaerospacecomponents.

26 - GTC-5-0113
Figure24-Fibrestrengths&strains
Thesegraphsshowthestrengthsandmaximumstrainsofthedifferentcompositesat failure. Thegradientofeachgraphalso indicates thestiffness (modulus)of thecomposite;thesteeperthegradient,thehigheritsstiffness.Thegraphsalsoshowhowsomefibres,suchasaramid,displayverydifferentpropertieswhen loaded incompression,comparedwithloadingintension.
5.2.1.2LaminateImpactStrength
Figure25-ComparisonofLaminateImpactStrength
Impactdamagecanposeparticularproblemswhenusinghighstiffnessfibresinverythinlaminates.Insomestructures,wherecoresareused,laminateskinscanbelessthan0.3mmthick.Althoughotherfactorssuchasweavestyleandfibreorientationcansignificantlyaffectimpactresistance,inimpact-criticalapplications,carbonisoftenfoundincombinationwithoneoftheotherfibres.Thiscanbeintheformofahybridfabricwheremorethanonefibretypeisusedinthefabricconstruction.Thesearedescribedinmoredetaillater.
TensilePropertiesofU/DPrepregLaminate CompressivePropertiesofU/DPrepregLaminates
0
50
100
150
200
250
300
E-Glass S-GlassYarn 6781
Aramid HS Carbon
Impa
ctS
tren
gth
(Ft.
lbs/
in2 )

GTC-5-0113 - 27
Figure26-Comparativefibrecost(woven)
Thefiguresabovearecalculatedonatypicalpriceofa300gwovenfabric.Mostfibrepricesareconsiderablyhigherforthesmallbundlesize(tex)usedinsuchlightweightfabrics.Whereheavierbundlesoffibrecanbeused,suchasinunidirectionalfabrics,thecostcomparisonisslightlydifferent.
Figure27–Comparativefibrecost(UD)
5.2.1.3 Fibrecost
0
5
10
15
20
15
30
35
40
45
50
E-GlassRoving
E-GlassYarn 7781
S-GlassYarn 6781
Aramid HMStyle 900
HSCarbon
IMCarbon
Typi
calC
ost
of~
300g
/m2 W
oven
Fab
ric(£
/m2 )
25
E-Glass1200 tex
S-Glass410 tex
Aramid 252 tex
HS CarbonT700-12k
IM CarbonT800-12k
Typi
calC
ost
of~
300g
/m2 U
/D(£
/m2 )
0
5
10
15
20

28 - GTC-5-0113
5.2.2 FibreTypes
5.2.2.1 Glass
Byblendingquarryproducts(sand,kaolin, limestone,colemanite)at1,600°C, liquidglassisformed.Theliquidispassedthroughmicro-finebushingsandsimultaneouslycooledtoproduceglassfibrefilamentsfrom5-24µmindiameter.Thefilamentsaredrawntogetherintoastrand(closelyassociated)orroving(looselyassociated),andcoatedwitha“size”toprovidefilamentcohesionandprotecttheglassfromabrasion.
Byvariationofthe“recipe”,differenttypesofglasscanbeproduced.Thetypesusedforstructuralreinforcementsareasfollows:
a. E-glass(electrical)-loweralkalicontentandstrongerthanAglass(alkali).Goodtensile andcompressive strength andstiffness, goodelectrical properties andrelativelylowcost,butimpactresistancerelativelypoor.DependingonthetypeofEglassthepricerangesfromabout£1-2/kg.E-glassisthemostcommonformofreinforcingfibreusedinpolymermatrixcomposites.
b. C-glass(chemical)-bestresistancetochemicalattack.Mainlyusedintheformofsurfacetissueintheouterlayeroflaminatesusedinchemicalandwaterpipesandtanks.
c. R,SorT-glass–manufacturers tradenamesforequivalentfibreshavinghighertensile strengthandmodulus thanEglass,withbetterwetstrength retention.HigherILSSandwetoutpropertiesareachievedthroughsmallerfilamentdiameter.S-glassisproducedintheUSAbyOCF,R-glassinEuropebyVetrotexandT-glassbyNittoboinJapan.Developedforaerospaceanddefenceindustries,andusedinsomehardballisticarmourapplications.Thisfactor,andlowproductionvolumesmeanrelativelyhighprice.DependingonthetypeofRorSglassthepricerangesfromabout£12-20/kg.
EGlassfibreisavailableinthefollowingforms:
a. strand-acompactlyassociatedbundleoffilaments.Strandsarerarelyseencommerciallyandareusuallytwistedtogethertogiveyarns.
b. yarns - a closely associatedbundleof twistedfila-mentsorstrands.Eachfilamentdiameterinayarnisthesame,andisusuallybetween4-13µm.Yarnshavevaryingweightsdescribedbytheir‘tex’(theweightingrammesof1000linearmetres)ordenier(theweightinlbsof10,000yards),withthetypicaltexrangeusuallybeingbetween5and400.
c. rovings-alooselyassociatedbundleofuntwistedfilamentsorstrands.Eachfila-mentdiameterinarovingisthesame,andisusuallybetween13-24µm.Rovingsalsohavevaryingweightsandthetexrangeisusuallybetween300and4800.Wherefilamentsaregatheredtogetherdirectlyafter themeltingprocess, theresultantfibrebundleisknownasadirectroving.Severalstrandscanalsobebroughttogetherseparatelyaftermanufactureoftheglass,togivewhatisknownasanassembledroving.

GTC-5-0113 - 29
Assembledrovingsusuallyhavesmallerfilamentdiametersthandirectrovings,givingbetterwet-outandmechanicalproperties,buttheycansufferfromcatenaryproblems(unequalstrandtension),andareusuallyhigherincostbecauseofthemoreinvolvedmanufacturingprocesses.
Itisalsopossibletoobtainlongfibresofglassfromshortfibresbyspinningthem.Thesespunyarnfibreshavehighersurfaceareasandaremoreabletoabsorbresin,buttheyhavelowerstructuralpropertiesthantheequivalentcontinuouslydrawnfibres.
5.2.2.2AramidAramidfibreisaman-madeorganicpolymer(anaromaticpolyamide)producedbyspinningasolidfibrefromaliquidchemicalblend.Thebrightgoldenyellowfilamentsproducedcanhavearangeofproperties,butallhavehighstrengthandlowdensitygivingveryhighspecificstrength.Allgradeshavegoodresistancetoimpact,andlowermodulusgradesareusedextensivelyinballisticapplications.Compressivestrength,however,isonlysimilartothatofEglass.
Althoughmostcommonlyknownunder itsDupont tradename‘Kevlar’,therearenowanumberofsuppliersofthefibre,mostnotablyAkzoNobelwith‘Twaron’.Eachsupplieroffersseveralgradesofaramidwithvariouscombinationsofmodulusandsurfacefinishtosuitvariousapplications.Aswellasthehighstrengthproperties,thefibresalsooffergoodresistancetoabrasion,andchemicalandthermaldegradation.However,thefibrecandegradeslowlywhenexposedtoultravioletlight.
Aramidfibresareusuallyavailableintheformofrovings,withtexesrangingfromabout20to800.Typicallythepriceofthehighmodulustyperangesfrom£15-to£25perkg.
5.2.2.3 Carbon
Carbon fibre is produced by the controlled oxidation,carbonisation and graphitisation of carbon-rich organicprecursors which are already in fibre form. The mostcommonprecursor ispolyacrylonitrile (PAN),because itgivesthebestcarbonfibreproperties,butfibrescanalsobemadefrompitchorcellulose.Variationofthegraphi-tisationprocessproduceseitherhighstrengthfibres(@~2,600°C)orhighmodulusfibres(@~3,000°C)withothertypesinbetween.Onceformed,thecarbonfibrehasasurfacetreatmentappliedtoimprovematrixbondingandchemicalsizingwhichservestoprotectitduringhandling.
Whencarbonfibrewasfirstproducedinthelatesixtiesthepriceforthebasichighstrengthgradewasabout£200/kg.By1996theannualworldwidecapacityhadin-creasedtoabout7,000tonnesandthepricefortheequivalent(highstrength)gradewas£15-40/kg.Carbonfibresareusuallygroupedaccordingtothemodulusbandinwhichtheirpropertiesfall.Thesebandsarecommonlyreferredtoas:highstrength(HS),intermediatemodulus(IM),highmodulus(HM)andultrahighmodulus(UHM).

30 - GTC-5-0113
Thefilamentdiameterofmosttypes isabout5-7µm.Carbonfibrehasthehighestspecificstiffnessofanycommerciallyavailablefibre,veryhighstrengthinbothten-sionandcompressionandahigh resistancetocorrosion,creepandfatigue. Theirimpactstrength,however,islowerthaneitherglassoraramid,withparticularlybrittlecharacteristicsbeingexhibitedbyHMandUHMfibres.
StrengthandModulusFiguresforCommercialPAN-basedCarbonFibres:
Grade TensileModulus TensileStrength Country (GPa) (GPa) ofManufacture
StandardModulus(<265GPa)(alsoknownas‘HighStrength’)T300 230 3.53 France/JapanT700 235 5.3 JapanHTA 238 3.95 GermanyUTS 240 4.8 Japan34-700 234 4.5 Japan/USAAS4 241 4.0 USAT650-35 241 4.55 USAPanex 33 228 3.6 USA/HungaryF3C 228 3.8 USATR50S 235 4.83 JapanTR30S 234 4.41 Japan
IntermediateModulus(265-320GPa)T800 294 5.94 France/JapanM30S 294 5.49 FranceIMS 295 4.12/5.5 JapanMR40/MR50 289 4.4/5.1 JapanIM6/IM7 303 5.1/5.3 USAIM9 310 5.3 USAT650-42 290 4.82 USAT40 290 5.65 USA
HighModulus(320-440GPa)M40 392 2.74 JapanM40J 377 4.41 France/JapanHMA 358 3.0 JapanUMS2526 395 4.56 JapanMS40 340 4.8 JapanHR40 381 4.8 Japan
UltraHighModulus(~440GPa)M46J 436 4.21 JapanUMS3536 435 4.5 JapanHS40 441 4.4 JapanUHMS 441 3.45 USA
Table2–PANbasedfibreproperties(informationfrommanufacturer’sdatasheets)

GTC-5-0113 - 31
5.2.2.4 OtherFibres
Thereareavarietyofotherfibreswhichcanbeusedinadvancedcompositestructuresbuttheiruseisnotwidespread.Theseinclude:
Polyester
Alowdensity,hightenacityfibrewithgoodimpactresistancebutlowmodulus.Itslackofstiffnessusuallyprecludesitfrominclusioninacompositecomponent,butitisusefulwherelowweight,highimpactorabrasionresistance,andlowcostarerequired.Itismainlyusedasasurfacingmaterial,asitcanbeverysmooth,keepsweightdownandworkswellwithmostresintypes.
Polyethylene
Inrandomorientation,ultra-highmolecularweightpolyethylenemoleculesgiveverylowmechanicalproperties.However,ifdissolvedanddrawnfromsolutionintoafilamentbyaprocesscalledgel-spinning,themoleculesbecomedisentangledandalignedinthedirectionofthefilament.Themolecularalignmentpromotesveryhightensilestrengthtothefilamentandtheresultingfibre.CoupledwiththeirlowS.G.(<1.0),thesefibreshavethehighestspecificstrengthofthefibresdescribedhere.However,thefibre’stensilemodulusandultimatestrengthareonlyslightlybetterthanE-glassandlessthanthatofaramidorcarbon.Thefibrealsodemonstratesverylowcompressivestrengthinlaminateform.Thesefactors,coupledwithhighprice,andmoreimportantly,thedifficultyincreatingagoodfibre/matrixbondmeansthatpolyethylenefibresarenotoftenusedinisolationforcompositecomponents.
Quartz
Averyhighsilicaversionofglasswithmuchhighermechanicalpropertiesandexcel-lentresistancetohightemperatures(1,000°C+).However,themanufacturingprocessandlowvolumeproductionleadtoaveryhighprice(14µm-£74/kg,9µm-£120/kg).
Boron
Carbonormetalfibresarecoatedwithalayerofborontoimprovetheoverallfibreproperties.Theextremelyhighcostofthisfibrerestrictsitusetohightemperatureaerospaceapplicationsandinspecialisedsportingequipment.Aboron/carbonhybrid,composedofcarbonfibresinterspersedamong80-100µmboronfibres,inanepoxymatrix,canachievepropertiesgreaterthaneitherfibrealone,withflexuralstrengthandstiffnesstwicethatofHScarbonand1.4timesthatofboron,andshearstrengthexceedingthatofeitherfibre.
Ceramics
Ceramicfibres,usuallyintheformofveryshort‘whiskers’aremainlyusedinareasrequiringhightemperatureresistance.Theyaremorefrequentlyassociatedwithnon-polymermatricessuchasmetalalloys.
Natural
Attheotherendofthescaleitispossibletousefibrousplantmaterialssuchasjuteandsisalasreinforcementsin‘low-tech’applications.Intheseapplications,thefibres’lowS.G.(typically0.5-0.6)meanthatfairlyhighspecificstrengthscanbeachieved.

32 - GTC-5-0113
5.2.2.5 FibreFinishes
Surfacefinishesarenearlyalwaysappliedtofibresbothtoallowhandlingwithmini-mumdamageandtopromotefibre/matrixinterfacialbondstrength.Withcarbonandaramidfibresforuseincompositeapplications,thesurfacefinishorsizeappliedusuallyperformsbothfunctions.Thefinishisappliedtothefibreatthepointoffibremanufac-tureandthisfinishremainsonthefibrethroughouttheconversionprocessintofabric.Withglassfibrethereisachoiceofapproachinthesurfacefinishthatcanbeapplied.
GlassFibreFinishes
Glassfibrerovingsthataretobeusedindirectfibreproc-essessuchasprepregging,pultrusionandfilamentwind-ing,aretreatedwitha‘dual-function’finishatthepointoffibremanufacture.
Glass fibre yarns, however, when used for weaving aretreated in two stages. The first finish is applied at thepointoffibremanufactureatquiteahighlevelandispurelyforprotectionofthefibreagainstdamageduringhandlingandtheweavingprocessitself.Thisprotectivefinish,whichisoftenstarchbased,iscleanedoffor‘scoured’aftertheweavingprocesseitherbyheatorwithchemicals.Thescouredwovenfabricisthenseparatelytreatedwithadifferentmatrix-compatiblefinishspecificallydesignedtooptimisefibretoresininterfacialcharacteristicssuchasbondstrength,waterresistanceandopticalclarity.
CarbonFibreFinishes
Finishes,orsizes,forcarbonfibresusedinstructuralcompositesaregenerallyepoxybased,withvaryinglevelsbeinguseddependingontheenduseofthefibre.Forweav-ingthesizelevelisabout1-2%byweightwhereasfortapeprepreggingorfilamentwinding(orsimilarsingle-fibreprocesses),thesizelevelisabout0.5-1%.Thechemistryandlevelofthesizeareimportantnotonlyforprotectionandmatrixcompatibilitybutalsobecausetheyeffectthedegreeofspreadofthefibre.Fibrescanalsobesuppliedunsizedbutthesewillbepronetobrokenfilamentscausedbygeneralhandling.Mostcarbonfibresuppliersoffer3-4levelsofsizeforeachgradeoffibre.
AramidFibreFinishes
Aramidfibresaretreatedwithafinishatthepointofmanufactureprimarilyformatrixcompatibility.Thisisbecausearamidfibresrequirefarlessprotectionfromdamagecausedbyfibrehandling. Themain typesoffibre treatmentarecompositefinish,rubbercompatiblefinish(beltsandtyres)andwaterprooffinish(ballisticsoftarmour).Likethecarbonfibrefinishes,therearedifferinglevelsofcompositeapplicationfinishdependingonthetypeofprocessinwhichthefibrewillbeused.
GTC-5-0113 - 33
5.3 Fabrictypes
Inpolymericcompositeterms,afabricisdefinedasamanufacturedassemblyoflongfibresofcarbon,aramidorglass,oracombinationofthese,toproduceaflatsheetofoneormorelayersoffibres.Theselayersareheldtogethereitherbymechanicalinterlockingofthefibresthemselvesorwithasecondarymaterialtobindthesefibrestogetherandholdtheminplace,givingtheassemblysufficientintegritytobehandled.
Fabrictypesarecategorisedbytheorientationofthefibresused,andbythevariousconstructionmethodsusedtoholdthefibrestogether.
The fourmainfibreorientationcategoriesare:Unidirectional,0/90°,Multiaxial,andOther/random.Thesearedescribedbelow.
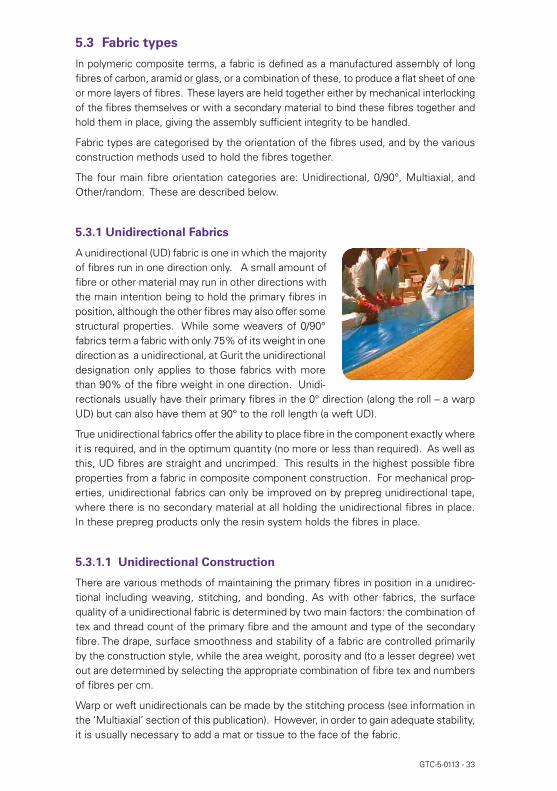
5.3.1UnidirectionalFabrics
Aunidirectional(UD)fabricisoneinwhichthemajorityoffibresruninonedirectiononly.Asmallamountoffibreorothermaterialmayruninotherdirectionswiththemainintentionbeingtoholdtheprimaryfibresinposition,althoughtheotherfibresmayalsooffersomestructuralproperties. Whilesomeweaversof0/90°fabricstermafabricwithonly75%ofitsweightinonedirectionasaunidirectional,atGurittheunidirectionaldesignationonly applies to those fabricswithmorethan90%ofthefibreweightinonedirection.Unidi-rectionalsusuallyhavetheirprimaryfibresinthe0°direction(alongtheroll–awarpUD)butcanalsohavethemat90°totherolllength(aweftUD).
Trueunidirectionalfabricsoffertheabilitytoplacefibreinthecomponentexactlywhereitisrequired,andintheoptimumquantity(nomoreorlessthanrequired).Aswellasthis,UDfibresarestraightanduncrimped.Thisresultsinthehighestpossiblefibrepropertiesfromafabricincompositecomponentconstruction.Formechanicalprop-erties,unidirectionalfabricscanonlybeimprovedonbyprepregunidirectionaltape,wherethereisnosecondarymaterialatallholdingtheunidirectionalfibresinplace.Intheseprepregproductsonlytheresinsystemholdsthefibresinplace.
5.3.1.1UnidirectionalConstruction
Therearevariousmethodsofmaintainingtheprimaryfibresinpositioninaunidirec-tional includingweaving, stitching, andbonding.Aswithother fabrics, thesurfacequalityofaunidirectionalfabricisdeterminedbytwomainfactors:thecombinationoftexandthreadcountoftheprimaryfibreandtheamountandtypeofthesecondaryfibre.Thedrape,surfacesmoothnessandstabilityofafabricarecontrolledprimarilybytheconstructionstyle,whiletheareaweight,porosityand(toalesserdegree)wetoutaredeterminedbyselectingtheappropriatecombinationoffibretexandnumbersoffibrespercm.
Warporweftunidirectionalscanbemadebythestitchingprocess(seeinformationinthe‘Multiaxial’sectionofthispublication).However,inordertogainadequatestability,itisusuallynecessarytoaddamatortissuetothefaceofthefabric.

34 - GTC-5-0113
Therefore,togetherwiththestitchingthreadrequiredtoassemblethefibres,thereisarelativelylargeamountofsecondary,parasiticmaterialinthistypeofUDfabric,whichtendstoreducethelaminateproperties.Furthermorethehighcostofsetupofthe0°layerofastitchinglineandtherelativelyslowspeedofproductionmeansthatthesefabricscanberelativelyexpensive.
5.3.20/90°Fabrics
Forapplicationswheremorethanonefibreorientationisrequired,afabriccombining0°and90°fibreorientationsisuseful.Themajorityofthesearewovenproducts.0/90°fabricscanbeproducedbystitchingratherthanaweavingprocessandadescriptionofthisstitchingtechnologyisgivenbelowunder‘MultiaxialFabrics’.
5.3.3WovenFabrics
Wovenfabricsareproducedbytheinterlacingofwarp(0°)fibresandweft(90°)fibresinaregularpatternorweavestyle.Thefabric’sintegrityismaintainedbythemechanicalinterlockingofthefibres.Drape(theabilityofafabrictoconformtoacomplexsurface),surfacesmoothnessandstabilityofafabricarecontrolledprimarilybytheweavestyle.Theareaweight,porosityand(toalesserdegree)wetoutaredeterminedbyselectingthecorrectcombinationoffibretexandthenumberoffibres/cm2.Thefollowingisadescriptionofsomeofthemorecommonlyfoundweavestyles:
5.3.3.1Plain
Each warp fibre passes alternately under and over eachweftfibre.Thefabricissymmetrical,withgoodstabilityandreasonableporosity.However,itisthemostdifficultoftheweavestodrape,andthehighleveloffibrecrimpimpartsrelativelylowmechanicalpropertiescomparedwiththeotherweavestyles.Withlargefibres(hightex)thisweavestylegivesexcessivecrimpandthereforeittendsnottobeusedforveryheavyfabrics.
5.3.3.2Twill
Oneormorewarpfibresalternatelyweaveoverandundertwoormoreweftfibresinaregularrepeatedmanner.Thisproducesthevisualeffectofastraightorbrokendiagonal‘rib’tothefabric.Superiorwetoutanddrapeisseeninthetwillweaveover theplainweavewithonlyasmall reduction instability.Withreducedcrimp,thefabricalsohasasmoothersurfaceandslightlyhighermechanicalproperties.

GTC-5-0113 - 35
5.3.3.3 SatinSatinweavesarefundamentallytwillweavesmodifiedtoproducefewerintersectionsofwarpandweft.The‘harness’numberusedinthedesignation(typically4,5and8)isthetotalnumberoffibrescrossedandpassedunder,beforethefibrerepeatsthepattern.A‘crowsfoot’weaveisaformofsatinweavewithadifferentstaggerintherepeatpattern.Satinweavesareveryflat,havegoodwetoutandahighdegreeofdrape.Thelowcrimpgivesgoodmechanicalprop-erties.Satinweavesallowfibrestobewovenintheclosestproximityandcanproducefabricswithaclose‘tight’weave.However,thestyle’slowstabilityandasymmetryneedstobeconsidered.Theasymmetrycausesonefaceofthefabrictohavefibrerunningpredominantlyinthewarpdirectionwhiletheotherfacehasfibresrunningpredominantlyintheweftdirection.Caremustbetakeninassemblingmultiplelayersofthesefabricstoensurethatstressesarenotbuiltintothecomponentthroughthisasymmetriceffect.
5.3.3.4BasketBasketweave is fundamentally thesameasplainweaveexceptthattwoormorewarpfibresalternatelyinterlacewithtwoormoreweftfibres.Anarrangementoftwowarpscross-ingtwoweftsisdesignated2x2basket,butthearrangementoffibreneednotbesymmetrical.Thereforeitispossibletohave8x2,5x4,etc.Basketweaveisflatter,and,throughlesscrimp,strongerthanaplainweave,butlessstable.Itmustbeusedonheavyweightfabricsmadewiththick(hightex)fibrestoavoidexcessivecrimping.
5.3.3.5 LenoLenoweaveimprovesthestabilityin‘open’fabricswhichhavealowfibrecount.
Aformofplainweave inwhichadjacentwarpfibresaretwistedaroundconsecutiveweftfibrestoformaspiralpair,effectively‘locking’eachweftinplace.Fabricsinlenoweavearenormallyusedinconjunctionwithotherweavestylesbecauseifusedalonetheiropennesscouldnotproduceaneffectivecompositecomponent.
5.3.3.6MockLenoAversionofplainweaveinwhichoccasionalwarpfibres,atregularintervalsbutusuallyseveralfibresapart,deviatefromthealternateunder-overinterlacingandinsteadinter-laceeverytwoormorefibres.Thishappenswithsimilarfrequencyintheweftdirection,andtheoveralleffectisafabricwithincreasedthickness,roughersurface,andad-ditionalporosity.

36 - GTC-5-0113
5.3.3.7 WovenGlassYarnFabricsvsWovenRovings
Yarn-based fabricsgenerallygivehigherstrengthsperunitweight than roving,andbeinggenerallyfiner,producefabricsatthelighterendoftheavailableweightrange.Wovenrovingsarelessexpensivetoproduceandcanwetoutmoreeffectively.How-ever,sincetheyareavailableonlyinheaviertexes,theycanonlyproducefabricsatthemediumtoheavyendoftheavailableweightrange,andarethusmoresuitableforthick,heavierlaminates.
5.3.3.8 Stitched0/90oFabrics
0/90°fabricscanalsobemadebyastitchingprocess,whicheffectivelycombinestwolayersofunidirectionalmaterialintoonefabric.Stitched0/90°fabricscanoffermechani-calperformanceincreasesofupto20%insomepropertiesoverwovenfabrics,duetothefollowingfactors:
(i) Parallelnon-crimpfibresbearthestrainimmediatelyuponbeingloaded.
(ii) Stresspointsfoundattheintersectionofwarpandweftfibresinwovenfabricsareeliminated.
(iii) Ahigherdensityoffibrecanbepackedintoalaminatecomparedwithawoven.Inthisrespectthefabricbehavesmorelikelayersofunidirectional.
Otherbenefitscomparedwithwovenfabricsinclude:
1. Heavyfabricscanbeeasilyproducedwithmorethan1kg/sqmoffibre.
2. Increasepackingofthefibrecanreducethequantityofresinrequired.
5.3.3.9 HybridFabrics
Thetermhybridreferstoafabricthathasmorethanonetypeofstructuralfibreinitsconstruction.Inamulti-layerlaminateifthepropertiesofmorethanonetypeoffibrearerequired,thenitwouldbepossibletoprovidethiswithtwofabrics,eachcontainingthefibretypeneeded.
However,iflowweightorextremelythinlaminatesarerequired,ahybridfabricwillallowthetwofibrestobepresentedinjustonelayeroffabricinsteadoftwo.

GTC-5-0113 - 37
Itwouldbepossibleinawovenhybridtohaveonefibrerunningintheweftdirectionandthesecondfibrerunninginthewarpdirection,butitismorecommontofindalternatingthreadsofeachfibreineachwarp/weftdirection.Althoughhybridsaremostcommonlyfoundin0/90°wovenfabrics,theprincipleisalsousedin0/90°stitched,unidirectionalandmultiaxialfabrics.Themostusualhybridcombinationsare:
Carbon/Aramid
Thehigh impactresistanceandtensilestrengthof thearamidfibrecombineswithhighthecompressiveandtensilestrengthofcarbon.Bothfibreshavelowdensitybutrelativelyhighcost.
Aramid/Glass
Thelowdensity,highimpactresistanceandtensilestrengthofaramidfibrecombineswiththegoodcompressiveandtensilestrengthofglass,coupledwithitslowercost.
Carbon/Glass
Carbonfibrecontributeshightensilecompressivestrengthandstiffnessandreducesthedensity,whileglassreducesthecost.
5.3.4MultiaxialFabricsInrecentyearsmultiaxialfabricshavebeguntofindfavourintheconstructionofcom-positecomponents.Thesefabricsconsistofoneormorelayersoflongfibresheldinplacebyasecondarynon-structuralstitchingtread.Themainfibrescanbeanyofthestructuralfibresavailableinanycombination.Thestitchingthreadisusuallypolyesterduetoitscombinationofappropriatefibreproperties(forbindingthefabrictogether)andcost.Thestitchingprocessallowsavarietyoffibreorientations,beyondthesim-ple0/90°ofwovenfabrics,tobecombinedintoonefabric.Multiaxialfabricshavethefollowingmaincharacteristics:
Advantages
Thetwokeyimprovementswithstitchedmultiaxialfabricsoverwoventypesare:
(i) Bettermechanicalproperties,primarilyfromthefactthatthefibresarealwaysstraightandnon-crimped,andthatmoreorientationsoffibreareavailablefromtheincreasednumberoflayersoffabric.
(ii) Improvedcomponentbuildspeedbasedonthefactthatfabricscanbemadethickerandwithmultiplefibreorientationssothatfewerlayersneedtobeincludedinthelaminatesequence.
Disadvantages
Polyesterfibredoesnotbondverywelltosomeresinsystemsandsothestitchingcanbeastartingpointforwickingorotherfailureinitiation.Thefabricproductionprocesscanalsobeslowandthecostofthemachineryhigh.This,togetherwiththefactthatthemoreexpensive,lowtexfibresarerequiredtogetgoodsurfacecoverageforthelowweightfabrics,meansthecostofgoodquality,stitchedfabricscanberelativelyhigh compared to wovens. Extremely heavy weight fabrics, while enabling largequantitiesoffibretobeincorporatedrapidlyintothecomponent,canalsobedifficulttoimpregnatewithresinwithoutsomeautomatedprocess.Finally,thestitchingprocess,unlesscarefullycontrolledasintheGuritfabricstyles,canbunchtogetherthefibres,particularlyinthe0°direction,creatingresin-richareasinthelaminate.

38 - GTC-5-0113
5.3.4.1 Weave&Stitch
Withthe‘Weave&Stitch’methodthe+45°and-45°layerscanbemadebyweavingweftUnidirectionalsandthenskewingthefabric,onaspecialmachine,to45°.Awarpunidirectionaloraweftunidirectionalcanalsobeusedunskewedtomakea0°and90°layerIfboth0°and90°layersarepresentinamulti-layerstitchedfabricthenthiscanbeprovidedbyaconventional0/90°wovenfabric.Duetothefactthatheavyrovingscanbeusedtomakeeachlayertheweavingprocessisrelativelyfast,asisthesubsequentstitchingtogetherofthelayersviaasimplestitchingframe.
Tomake aquadraxial (four-layer:+45°, 0°, 90°, -45°) fabric by thismethod, aweftunidirectionalwouldbewovenandskewedinonedirectiontomakethe+45°layer,andintheothertomakethe-45°layer.The0°and90°layerswouldappearasasinglewovenfabric.Thesethreeelementswouldthenbestitchedtogetheronastitchingframetoproducethefinalfour-axisfabric.
5.3.4.2 SimultaneousStitch
Simultaneous stitch manufacture is carried out on special machines based on theknittingprocess,suchasthosemadebyLiba,Malimo,Mayer,etc.Eachmachinevar-iesintheprecisionwithwhichthefibresarelaiddown,particularlywithreferencetokeepingthefibresparallel.
Thesetypesofmachinehaveaframewhichsimultaneouslydrawsinfibresforeachaxis/layer, until the required layers have been assembled, and then stitches themtogether,asshowninthediagrambelow.
WeftUnidirectional
Layer1
Layer2
Skewto45oStitchtheskewed
layerstogether
-45o
+45o
±45ofabric
CourtesyLibaMaschinenfabrickGMBH

GTC-5-0113 - 39
5.3.5 OtherFabrics
5.3.5.1 ChoppedStrandMat
Choppedstrandmat(CSM)isanon-wovenmaterialwhich,asitsnameimplies,con-sistsofrandomlyorientatedchoppedstrandsofglasswhichareheldtogether-formarineapplications-byaPVAemulsionorapowderbinder.DespitethefactthatPVAimpartssuperiordrapinghandlingandwettingoutcharacteristicsusers inamarineenvironmentshouldbewaryofitsuseasitisaffectedbymoistureandcanleadtoosmosislikeblisters.
Today,choppedstrandmatisrarelyusedinhighperformancecompositecomponentsasitisimpossibletoproducealaminatewithahighfibrecontentand,bydefinition,ahighstrength-to-weightratio.
5.3.5.2 Tissues
Tissuesaremadewithcontinuousfilamentsoffibrespreaduniformlybutrandomlyover a flat surface.These are then chemically bound together with organic basedbindingagentssuchasPVA,polyester,etc.Havingrelativelylowstrengththeyarenotprimarilyusedasreinforcements,butassurfacinglayersonlaminatesinordertoprovideasmoothfinish.Tissuesareusuallymanufacturedwithareaweightsofbetween5and50g/sqm.Glasstissuesarecommonlyusedtocreateacorrosionresistantbar-rierthroughresinenrichmentatthesurface.Thesameenrichmentprocesscanalsopreventprint-throughofhighlycrimpedfabricsingelcoatsurfaces.
5.3.5.3 Braids
Braidsareproducedbyinterlacingfibresinaspiralnaturetoformatubularfabric.Thediameterofthetubeiscontrolledbythenumberoffibresinthetube’scircumference,theangleofthefibres inthespiral,thenumberof intersec-tionsoffibreperunitlengthofthetubeandthesize(tex)ofthefibresintheassembly.Theinterlacingcanvaryinstyle(plain,twill,etc.)aswith0/90°wovenfabrics.Tubediameter isnormallygivenforafibreangleof±45°butthebraidingprocessallowsthefibrestomovebetween anglesofabout25°and75°,dependingonthenumberandtexofthefibres.Thenarrowanglegivesasmalldiameterwhereasthewideranglegivesalargediameter.Thereforealongthelengthofonetube it ispossibletochangethediameterbyvariationofthefibreangle -asmallerangle(relativetozero)givingasmallerdiameterandviceversa.Braidscanbefoundinsuchcompositecomponentsasmasts,antennae,driveshaftsandothertubularstructuresthatrequiretorsionalstrength.

40 - GTC-5-0113
5.4 Corematerialsforsandwichconstruction
5.4.1FoamCores
Foamsareoneofthemostcommonformsofcoremate-rial.Theycanbemanufacturedfromavarietyofsyntheticpolymers includingpolyvinylchloride(PVC),polystyrene(PS), polyurethane (PU), polymethyl methacrylamide(acrylic), polyetherimide (PEI) and styreneacrylonitrile(SAN). Theycanbesupplied indensities ranging fromlessthan30kg/m3tomorethan300kg/m3,althoughthemostuseddensitiesforcompositestructuresrangefrom40to200kg/m3.Theyarealsoavailableinavarietyofthicknesses,typicallyfrom5mmto50mm.
5.4.1.1PVCFoam
Closed-cellpolyvinylchloride(PVC)foamsareoneofthemostcommonlyusedcorematerials for theconstructionofhighperformancesandwichstructures. AlthoughstrictlytheyareachemicalhybridofPVCandpolyurethane,theytendtobereferredtosimplyas‘PVCfoams’.
PVCfoamsofferabalancedcombinationofstaticanddynamicpropertiesandgoodresistancetowaterabsorption.Theyalsohavealargeoperatingtemperaturerangeoftypically-240°Cto+80°C(-400°Fto+180°F),andareresistanttomanychemicals.AlthoughPVCfoamsaregenerallyflammable,therearefire-retardantgradesthatcanbeusedinmanyfire-criticalapplications,suchastraincomponents.WhenusedasacoreforsandwichconstructionwithFRPskins,itsreasonableresistancetostyrenemeansthatitcanbeusedsafelywithpolyesterresinsanditisthereforepopularinmanyindustries.Itisnormallysuppliedinsheetform,eitherplain,orgrid-scoredtoalloweasyformingtoshape.
TherearetwomaintypesofPVCfoam:crosslinkedanduncrosslinkedwiththeun-crosslinkedfoamssometimesbeingreferredtoas‘linear’.Theuncrosslinkedfoams(suchasAirexR63.80)aretougherandmoreflexible,andareeasiertoheat-formaroundcurves. However, theyhavesome lowermechanicalpropertiesthananequivalentdensity of cross-linked PVC, and a lower resistance to elevated temperatures andstyrene.Theircross-linkedcounterpartsareharderbutmorebrittleandwillproduceastifferpanel,lesssusceptibletosofteningorcreepinginhotclimates.Typicalcross-linkedPVCproductsincludetheHerexC-seriesoffoams,DivinycellHandHPgradesandPolimexKlegecellandTermantoproducts.
AnewgenerationoftoughenedPVCfoamsisnowalsobecomingavailablewhichtradesomeofthebasicmechanicalpropertiesofthecross-linkedPVCfoamsforsomeoftheimprovedtoughnessofthelinearfoams.
OwingtothenatureofthePVC/polyurethanechemistryincross-linkedPVCfoams,thesematerialsneedtobethoroughlysealedwitharesincoatingbeforetheycanbesafelyusedwithlow-temperaturecuringprepregs.Althoughspecialheatstabilisationtreatmentsareavailableforthesefoams,thesetreatmentsareprimarilydesignedtoimprovethedimensionalstabilityofthefoam,andreducetheamountofgassingthatisgivenoffduringelevatedtemperatureprocessing.

GTC-5-0113 - 41
5.4.1.2PolystyreneFoams
Althoughpolystyrenefoamsareusedextensivelyinsailandsurfboardmanufacture,wheretheirlightweight(40kg/m3),lowcostandeasytosandcharacteristicsareofprimeimportance,theyarerarelyemployedinhighperformancecomponentconstruc-tionbecauseoftheirlowmechanicalproperties.Theycannotbeusedinconjunctionwithpolyesterresinsystemsbecausetheywillbedissolvedbythestyrenepresentintheresin.
5.4.1.3PolyurethaneFoams
Polyurethanefoamsexhibitonlymoderatemechanicalpropertiesandhaveatendencyforthefoamsurfaceattheresin/coreinterfacetodeterioratewithage,leadingtoskindelamination.Theirstructuralapplicationsarethereforenormallylimitedtothepro-ductionofformerstocreateframesorstringersforstiffeningcomponents.However,polyurethanefoamscanbeusedinlightlyloadedsandwichpanels,withthesepanelsbeingwidelyusedforthermalinsulation.Thefoamalsohasreasonableelevatedservicetemperatureproperties(150°C/300°F),andgoodacousticabsorption.Thefoamcanreadilybecutandmachinedtorequiredshapesorprofiles.
5.4.1.4 PolymethylmethacrylamideFoams
Foragivendensity,polymethylmethacrylamide(acrylic)foamssuchasRohacellof-fersomeofthehighestoverallstrengthsandstiffnessesoffoamcores.Theirhighdimensionalstabilityalsomakesthemuniqueinthattheycanreadilybeusedwithconventional elevated temperature curing prepregs. However, they are expensive,whichmeansthattheirusetendstobelimitedtoaerospacecompositepartssuchashelicopterrotorblades,andaircraftflaps.
5.4.1.5 Styreneacrylonitrile(SAN)co-polymerFoams
SANfoamsbehaveinasimilarwaytotoughenedcross-linkedPVCfoams.Theyhavemostofthestaticpropertiesofcross-linkedPVCcores,yethavemuchhigherelonga-tionsandtoughness.TheyarethereforeabletoabsorbimpactlevelsthatwouldfracturebothconventionalandeventhetoughenedPVCfoams.However,unlikethetoughenedPVC’s,whichuseplasticizerstotoughenthepolymer,thetoughnesspropertiesofSANareinherentinthepolymeritself,andsodonotchangeappreciablywithage.
SANfoamsarereplacinglinearPVCfoamsinmanyapplicationssincetheyhavemuchofthelinearPVC’stoughnessandelongation,yethaveahighertemperatureperform-anceandbetterstaticproperties.However,theyarestillthermoformable,whichhelpsin themanufactureofcurvedparts.Heat-stabilisedgradesofSAN foamscanalsobemoresimplyusedwithlow-temperaturecuringprepregs,sincetheydonothavetheinterferingchemistryinherentinthePVC’s.TypicalSANproductsincludeGurit’sCorecell®A-seriesfoams.

42 - GTC-5-0113
5.4.1.6Otherthermoplastics
Asnewtechniquesdevelopfortheblowingoffoamsfromthermoplastics,therangeofexpandedmaterialsofthistypecontinuestoincrease.TypicalisPEIfoam,anexpandedpolyetherimide/polyethersulphone,whichcombinesoutstandingfireperformancewithhighservicetemperature.Althoughitisexpensive,thisfoamcanbeusedinstructural,thermalandfireprotectionapplicationsintheservicetemperaturerange-194°C(-320°F)to+180°C(+355°F).Itishighlysuitableforaircraftandtraininteriors,asitcanmeetsomeofthemoststringentfireresistantspecifications.
5.4.2Honeycombs
Honeycombcoresareavailableinavarietyofmaterialsforsandwichstructures.Theserangefrompaperandcardforlowstrengthandstiffness,lowloadapplications(suchas domestic internal doors) to high strength and stiffness, extremely lightweightcomponentsforaircraftstructures.Honeycombscanbeprocessedintobothflatandcurvedcompositestructures,andcanbemadetoconformtocompoundcurveswithoutexcessivemechanicalforceorheating.
Thermoplastichoneycombsareusuallyproducedbyextrusion,followedbyslicingtothickness.Otherhoneycombs(suchasthosemadeofpaperandaluminium)aremadebyamulti-stageprocess. In thesecases largethinsheetsof thematerial (usually1.2x2.4m)areprintedwithalternating,parallel,thinstripesofadhesiveandthesheetsarethenstackedinaheatedpresswhiletheadhesivecures.Inthecaseofaluminiumhoneycombthestackofsheetsisthenslicedthroughitsthickness.Theslices(knownas‘blockform’)arelatergentlystretchedandexpandedtoformthesheetofcontinu-oushexagonalcellshapes.
Inthecaseofpaperhoneycombs,thestackofbondedpapersheetsisgentlyexpandedtoformalargeblockofhoneycomb,severalfeetthick.Heldinitsexpandedform,thisfragilepaperhoneycombblockisthendippedinatankofresin,drainedandcuredinanoven.Oncethisdippingresinhascured,theblockhassufficientstrengthtobeslicedintothefinalthicknessesrequired.
Inbothcases,byvaryingthedegreeofpullintheexpansionprocess,regularhexagon-shapedcellsorover-expanded(elongated)cellscanbeproduced,eachwithdifferentmechanicalandhandling/drapeproperties.Duetothisbondedmethodofconstruction,ahoneycombwillhavedifferentmechanicalpropertiesinthe0°and90°directionsofthesheet.
WhileskinsareusuallyofFRP,theymaybealmostanysheetmaterialwiththeappropri-ateproperties,includingwood,thermoplastics(egmelamine)andsheetmetals,suchasaluminiumorsteel.Thecellsofthehoneycombstructurecanalsobefilledwitharigidfoam.Thisprovidesagreaterbondareafortheskins,increasesthemechanicalpropertiesofthecorebystabilisingthecellwallsandincreasesthermalandacousticinsulationproperties.

GTC-5-0113 - 43
Propertiesofhoneycombmaterialsdependonthesize(andthereforefrequency)ofthecellsandthethicknessandstrengthofthewebmaterial.Sheetscanrangefromtypically3-50mminthicknessandpaneldimensionsaretypically1200x2400mm,althoughitispossibletoproducesheetsupto3mx3m.
Honeycombcorescangivestiffandverylightlaminatesbutduetotheirverysmallbondingareatheyarealmostexclusivelyusedwithhigh-performanceresinsystemssuchasepoxiessothatthenecessaryadhesiontothelaminateskinscanbeachieved.
5.4.2.1 Aluminiumhoneycomb
Aluminiumhoneycombproducesoneof thehighest strength/weight ratiosof anystructuralmaterial.Therearevariousconfigurationsoftheadhesive-bondingofthealuminiumfoilwhichcanleadtoavarietyofgeometriccellshapes(usuallyhexago-nal).Propertiescanalsobecontrolledbyvaryingthefoilthicknessandcellsize.Thehoneycombisusuallysuppliedintheunexpandedblockformandisstretchedoutintoasheeton-site.
Despiteitsgoodmechanicalpropertiesandrelativelylowprice,aluminiumhoneycombhastobeusedwithcautioninsomeapplications,suchaslargemarinestructures,becauseofthepotentialcorrosionproblemsinasalt-waterenvironment.Inthissitu-ationcarealsohastobeexercisedtoensurethatthehoneycombdoesnotcomeintodirectcontactwithcarbonskinssincetheconductivitycanaggravategalvaniccorrosion.Aluminiumhoneycombalsohastheproblemthatithasno‘mechanicalmemory’.Onimpactofacoredlaminate,thehoneycombwilldeformirreversiblywhereastheFRPskins,beingresilient,willmovebacktotheiroriginalposition.Thiscanresultinanareawithanunbondedskinwithmuchreducedmechanicalproperties.
5.4.2.2 Nomexhoneycomb
NomexhoneycombismadefromNomexpaper-aformofpaperbasedonKevlar™,ratherthancellulosefibres.Theinitialpaperhoneycombisusuallydippedinaphenolicresintoproduceahoneycombcorewithhighstrengthandverygoodfireresistance.Itiswidelyusedforlightweightinteriorpanelsforaircraftinconjunctionwithphenolicresinsintheskins.Specialgradesforuseinfireretardantapplications(egpublictrans-portinteriors)canalsobemadewhichhavethehoneycombcellsfilledwithphenolicfoamforaddedbondareaandinsulation.
Nomexhoneycombisbecomingincreasinglyusedinhigh-performancenon-aerospacecomponentsduetoitshighmechanicalproperties,lowdensityandgoodlong-termstability.However,ascanbeseenfromFigure28,itisconsiderablymoreexpensivethanothercorematerials.

44 - GTC-5-0113
Figure28–Comparativecorecosts
5.4.2.3 Thermoplastichoneycomb
Corematerialsmadeofotherthermoplasticsarelightinweight,offeringsomeusefulpropertiesandpossiblyalsomakingforeasierrecycling.Theirmaindisadvantageisthedifficultyofachievingagood interfacialbondbetweenthehoneycombandtheskinmaterial,andtheirrelativelylowstiffness.Althoughtheyarerarelyusedinhighlyloadedstructures, theycanbeuseful insimple interiorpanels.Themostcommonpolymersusedare:
ABS-forrigidity,impactstrength,toughness,surfacehardnessanddimensionalstability
Polycarbonate-forUV-stability,excellentlighttransmission,goodheatresistance&self-extinguishingproperties
Polypropylene-forgoodchemicalresistance
Polyethylene-ageneral-purposelow-costcorematerial
5.4.2.4Wood
Woodcanbedescribedas‘nature’shoneycomb’,asithasastructurethat,onami-croscopicscale,issimilartothecellularhexagonalstructureofsynthetichoneycomb.Whenusedinasandwichstructurewiththegrainrunningperpendiculartotheplaneoftheskins,theresultingcomponentshowspropertiessimilartothosemadewithman-madehoneycombs.However,despitevariouschemicaltreatmentsbeingavailable,allwoodcoresaresusceptibletomoistureattackandwillrotifnotwellsurroundedbylaminateorresin.
5.4.2.5Balsa
Themostcommonlyusedwoodcoreisend-grainbalsa.Balsawoodcoresfirstappearedinthe1940’sinflyingboathulls,whichwerealuminiumskinnedandbalsa-coredtowithstandtherepeatedimpactoflandingonwater.Thisperformanceledthemarineindustrytobeginusingend-grainbalsaasacorematerialinFRPconstruction.
Apartfromitshighcompressiveproperties,itsadvantagesincludebeingagoodthermalinsulatorofferinggoodacousticabsorption.Thematerialwillnotdeformwhenheated

GTC-5-0113 - 45
andactsasaninsulatingandablativelayerinafire,withthecorecharringslowly,allow-ingthenon-exposedskintoremainstructurallysound.Italsoofferspositiveflotationandiseasilyworkedwithsimpletoolsandequipment.
Balsacoreisavailableascontouredend-grainsheets3to50mmthickonabackingfabric,andrigidend-grainsheetsupto100mmthick.Thesesheetscanbeprovidedreadyresin-coatedforvacuum-bagging,prepregorpressure-basedmanufacturingprocessessuchasRTM.Oneofthedisadvantagesofbalsaisitshighminimumdensity,with100kg/m3beingatypicalminimum.Thisproblemisexacerbatedbythefactthatbalsacanabsorblargequantitiesofresinduringlamination,althoughpre-sealingthefoamcanreducethis.Itsuseisthereforenormallyrestrictedtoprojectswhereoptimumweightsavingisnotrequiredorinlocallyhighlystressedareas.
5.4.2.6OtherCoreMaterials
Althoughnotusuallyregardedastruesandwichcores,thereareanumberofthin,low-density‘fabric-like’materialswhichcanbeusedtoslightlylowerthedensityofasingle-skinlaminate.MaterialssuchasCoremat™andSpheretex™consistofanon-woven‘felt-like’fabricfullofdensity-reducinghollowspheres.Theyareusuallyonly1-3mminthicknessandareusedlikeanotherlayerofreinforcementinthemiddleofalaminate,beingdesignedto‘wetout’withthelaminatingresinduringconstruction.However,thehollowspheresdisplaceresinandsotheresultantmiddlelayer,althoughmuchheavierthanafoamorhoneycombcore,islowerindensitythantheequivalentthicknessofglassfibrelaminate.Beingsothintheycanalsoconformeasilyto2-Dcurvature,andsoarequickandeasytouse.
5.4.3Designconsiderations
Asmightbeexpected,allthecoresshowanincreaseinpropertieswithincreasingdensity.However,otherfactors,besidesdensity,alsocomeintoplaywhenlookingattheweightofacoreinasandwichstructure.Forexample,lowdensityfoammaterials,whilecontributingverylittletotheweightofasandwichlaminate,oftenhaveaveryopensurfacecellstructurewhichcanmeanthatalargemassofresinisabsorbedintheirbondlines.Thelowerthedensityofthefoam,thelargerarethecellsandtheworseistheproblem.Honeycombs,ontheotherhand,canbeverygoodinthisrespectsinceawellformulatedadhesivewillformasmallbondingfilletonlyaroundthecellwalls.
Finally,considerationneedstobegiventotheformacoreisusedintoensurethatitfitsthecomponentwell.Theweightsavingsthatcorescanoffercanquicklybeusedupifcoresfitbadly,leavinglargegapsthatrequirefillingwithadhesive.Scrim-backedfoamorbalsa,wherelittlesquaresofthecorearesupportedonalightweightscrimcloth,canbeusedtohelpcoresconformbettertoacurvedsurface.Contour-cutfoam,whereslotsarecutpart-waythroughthecorefromoppositesidesachievesasimilareffect.However,boththesecoresstilltendtousequitelargeamountsofadhesivesincetheslotsbetweeneachfoamsquareneedfillingwithresintoproduceagoodstructure.
Inweight-criticalcomponentstheuseoffoamcoreswhicharethermoformableshouldbeconsidered.TheseincludethelinearPVC’sandtheSANfoamswhichcanallbeheatedtoabovetheirsofteningpointsandpre-curvedtofitamouldshape.
Forhoneycombs,over-expanded formsare themostwidelyusedwhenfitting thecoretoacompoundcurve,sincewithdifferentexpansionpatternsawiderangeofconformabilitycanbeachieved.

46 - GTC-5-0113
6. Processingroute
Takingcompositematerialsasawhole,therearemanydifferentmaterialoptionsto
choosefromintheareasofresins,fibresandcores,allwiththeirownuniquesetof
propertiessuchasstrength,stiffness,toughness,heatresistance,cost,production
rateetc..However,theendpropertiesofacompositepartproducedfromthesediffer-
entmaterialsisnotonlyafunctionoftheindividualpropertiesoftheresinmatrixand
fibre(andinsandwichstructures,thecoreaswell),butisalsoafunctionofthewayin
whichthematerialsthemselvesaredesignedintothepartandalsothewayinwhich
theyareprocessed.Thissectioncomparesafewofthecommonlyusedcomposite
productionmethodsandpresentssomeofthefactorstobeborneinmindwitheach
differentprocess,includingtheinfluenceofeachprocessonmaterialsselection.

GTC-5-0113 - 47
6.1SprayLay-up
Description
Fibreischoppedinahand-heldgunandfedintoasprayofcatalysedresindirectedatthemould.Thedepositedmaterialsarelefttocureunderstandardatmosphericconditions.
MaterialsOptions:
Resins: Primarilypolyester.
Fibres: Glassrovingonly.
Cores: None.Thesehavetobeincorporatedseparately.
MainAdvantages:
i) Widelyusedformanyyears.
ii) Lowcostwayofquicklydepositingfibreandresin.
iii) Lowcosttooling.
MainDisadvantages:
i) Laminatestendtobeveryresin-richandthereforeexcessivelyheavy.
ii) Only short fibres are incorporated which severely limits the mechanical propertiesofthelaminate.
iii) Resinsneedtobelowinviscositytobesprayable.Thisgenerallycompromisestheirmechanical/thermalproperties.
iv) Thehighstyrenecontentsofspraylay-upresinsgenerallymeansthattheyhavethepotentialtobemoreharmfulandtheirlowerviscositymeansthattheyhaveanincreasedtendencytopenetrateclothingetc.
(v) Limitingairbornestyreneconcentrationstolegislatedlevelsisbecoming increasinglydifficult.
TypicalApplications:
Simpleenclosures,lightlyloadedstructuralpanels,e.g.caravanbodies,truckfairings,bathtubs,showertrays,somesmalldinghies.

48 - GTC-5-0113
6.2WetLay-up/HandLay-up
Description
Resinsareimpregnatedbyhandintofibreswhichareintheformofwoven,knitted,stitchedorbondedfabrics.Thisisusuallyaccomplishedbyrollersorbrushes,withanincreasinguseofnip-rollertypeimpregnatorsforforcingresinintothefabricsbymeansofrotatingrollersandabathofresin.Laminatesarelefttocureunderstandardatmosphericconditions.
MaterialsOptions:
Resins: Any,e.g.epoxy,polyester,vinylester,phenolic.
Fibres: Any,althoughheavyaramidfabricscanbehardtowet-outbyhand.
Cores: Any.
MainAdvantages:
i) Widelyusedformanyyears.
ii) Simpleprinciplestoteach.
iii) Lowcosttooling,ifroom-temperaturecureresinsareused.
iv) Widechoiceofsuppliersandmaterialtypes.
v) Higherfibrecontents,andlongerfibresthanwithspraylay-up.
MainDisadvantages:
i) Resinmixing,laminateresincontents,andlaminatequalityareverydependentontheskillsoflaminators.Lowresincontentlaminatescannotusuallybeachievedwithouttheincorporationofexcessivequantitiesofvoids.
ii) Healthandsafetyconsiderationsofresins.Thelowermolecularweightsofhandlay-upresinsgenerallymeansthattheyhavethepotentialtobemoreharmfulthanhighermolecularweightproducts.Thelowerviscosityoftheresinsalsomeansthattheyhaveanincreasedtendencytopenetrateclothingetc.
iii) Limitingairbornestyreneconcentrationstolegislatedlevelsfrompolyestersandvinylestersisbecomingincreasinglyhardwithoutexpensiveextractionsystems.
iv) Resins need to be low in viscosity to be workable by hand. This generallycompromisestheirmechanical/thermalpropertiesduetotheneedforhigh diluent/styrenelevels.
TypicalApplications:
Standardwind-turbineblades,productionboats,architecturalmouldings.

GTC-5-0113 - 49
6.3VacuumBagging(WetLay-up)
Description
Thisisbasicallyanextensionofthewetlay-upprocessdescribedabovewherepres-sureisappliedtothelaminateoncelaid-upinordertoimproveitsconsolidation.Thisisachievedbysealingaplasticfilmoverthewetlaid-uplaminateandontothetool.Theairunderthebagisextractedbyavacuumpumpandthusuptooneatmosphereofpressurecanbeappliedtothelaminatetoconsolidateit.
MaterialsOptions:
Resins: Primarilyepoxyandphenolic.Polyestersandvinylestersmayhave problemsduetoexcessiveextractionofstyrenefromtheresinbythe vacuumpump.
Fibres: Theconsolidationpressuresmeanthatavarietyofheavyfabrics canbewet-out.
Cores: Any.
MainAdvantages:
i) Higherfibrecontentlaminatescanusuallybeachievedthanwithstandardwetlay-uptechniques.
ii) Lowervoidcontentsareachievedthanwithwetlay-up.
iii) Betterfibrewet-outduetopressureandresinflowthroughoutstructuralfibres,withexcessintobaggingmaterials.
iv) Healthandsafety:Thevacuumbagreducestheamountofvolatilesemittedduringcure.
MainDisadvantages:
i) Theextraprocessaddscostbothinlabourandindisposablebaggingmaterials
ii) Ahigherlevelofskillisrequiredbytheoperators
iii) Mixingandcontrolofresincontentstilllargelydeterminedbyoperatorskill
iv) Althoughvacuumbagsreducevolatiles,exposureisstillhigherthaninfusionorprepregprocessingtechniques.
TypicalApplications:
Large,one-offcruisingboats,racecarcomponents,core-bondinginproductionboats.

50 - GTC-5-0113
6.4FilamentWinding
Description
Thisprocessisprimarilyusedforhollow,generallycircularorovalsectionedcomponents,suchaspipesandtanks.Fibretowsarepassedthrougharesinbathbeforebeingwoundontoamandrelinavarietyoforientations,controlledbythefibrefeedingmechanism,andrateofrotationofthemandrel.
MaterialsOptions:
Resins: Any,e.g.epoxy,polyester,vinylester,phenolic.
Fibres: Any.Thefibresareusedstraightfromacreelandnotwovenorstitched intoafabricform.
Cores: Any,althoughcomponentsareusuallysingleskin.
MainAdvantages:
i) Thiscanbeaveryfastandthereforeeconomicmethodoflayingmaterialdown.
ii) Resincontentcanbecontrolledbymeteringtheresinontoeachfibretowthroughnipsordies.
iii) Fibrecostisminimisedsincethereisnosecondaryprocesstoconvertfibreintofabricpriortouse.
iv) Structuralpropertiesoflaminatescanbeverygoodsincestraightfibrescanbelaidinacomplexpatterntomatchtheappliedloads.
MainDisadvantages:
i) Theprocessislimitedtoconvexshapedcomponents.
ii) Fibrecannoteasilybelaidexactlyalongthelengthofacomponent.
iii) Mandrelcostsforlargecomponentscanbehigh.
iv) Theexternalsurfaceofthecomponentisunmoulded,andthereforecosmeticallyunattractive.
v) Lowviscosityresinsusuallyneedtobeusedwiththeirattendantlowermechanicalandhealthandsafetyproperties.
TypicalApplications:
Chemicalstoragetanksandpipelines,gascylinders,fire-fightersbreathingtanks.
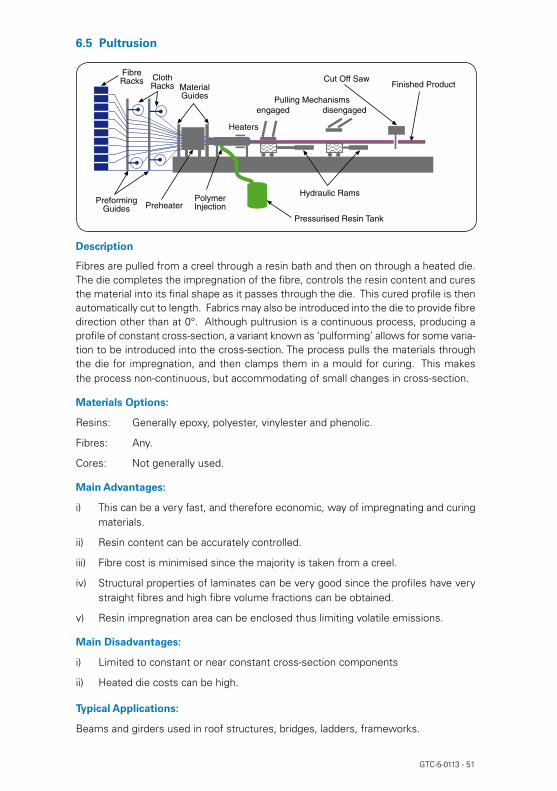
GTC-5-0113 - 51
6.5Pultrusion
Description
Fibresarepulledfromacreelthrougharesinbathandthenonthroughaheateddie.Thediecompletestheimpregnationofthefibre,controlstheresincontentandcuresthematerialintoitsfinalshapeasitpassesthroughthedie.Thiscuredprofileisthenautomaticallycuttolength.Fabricsmayalsobeintroducedintothedietoprovidefibredirectionotherthanat0°.Althoughpultrusionisacontinuousprocess,producingaprofileofconstantcross-section,avariantknownas‘pulforming’allowsforsomevaria-tiontobeintroducedintothecross-section.Theprocesspullsthematerialsthroughthediefor impregnation,andthenclampstheminamouldforcuring.Thismakestheprocessnon-continuous,butaccommodatingofsmallchangesincross-section.
MaterialsOptions:
Resins: Generallyepoxy,polyester,vinylesterandphenolic.
Fibres: Any.
Cores: Notgenerallyused.
MainAdvantages:
i) Thiscanbeaveryfast,andthereforeeconomic,wayofimpregnatingandcuringmaterials.
ii) Resincontentcanbeaccuratelycontrolled.
iii) Fibrecostisminimisedsincethemajorityistakenfromacreel.
iv) Structuralpropertiesoflaminatescanbeverygoodsincetheprofileshaveverystraightfibresandhighfibrevolumefractionscanbeobtained.
v) Resinimpregnationareacanbeenclosedthuslimitingvolatileemissions.
MainDisadvantages:
i) Limitedtoconstantornearconstantcross-sectioncomponents
ii) Heateddiecostscanbehigh.
TypicalApplications:
Beamsandgirdersusedinroofstructures,bridges,ladders,frameworks.

52 - GTC-5-0113
6.6ResinTransferMoulding(RTM)
Description
Fabricsarelaidupasadrystackofmaterials.Thesefabricsaresometimespre-pressedtothemouldshape,andheldtogetherbyabinder.These‘preforms’arethenmoreeasilylaidintothemouldtool.Asecondmouldtoolisthenclampedoverthefirst,andresinisinjectedintothecavity.Vacuumcanalsobeappliedtothemouldcavitytoassistresininbeingdrawnintothefabrics.ThisisknownasVacuumAssistedResinInjection(VARI).Onceallthefabric iswetout,theresininletsareclosed,andthelaminateisallowedtocure.Bothinjectionandcurecantakeplaceateitherambientorelevatedtemperature.
MaterialsOptions:
Resins: Generallyepoxy,polyester,vinylesterandphenolic,althoughhigh temperatureresinssuchasbismaleimidescanbeusedatelevated processtemperatures.
Fibres: Any.Stitchedmaterialsworkwellinthisprocesssincethegapsallowrapidresintransport.Somespeciallydevelopedfabricscanassistwithresinflow.
Cores: Nothoneycombs,sincecellswouldfillwithresin,andpressuresinvolvedcancrushsomefoams.
MainAdvantages:
i) Highfibrevolumelaminatescanbeobtainedwithverylowvoidcontents.
ii) Goodhealthandsafety,andenvironmentalcontrolduetoenclosureofresin.
iii) Possiblelabourreductions.
iv) Bothsidesofthecomponenthaveamouldedsurface.
MainDisadvantages:
i) Matchedtoolingisexpensive,andheavyinordertowithstandpressures.
ii) Generallylimitedtosmallercomponents.
iii) Unimpregnatedareascanoccurresultinginveryexpensivescrapparts.
TypicalApplications:
Smallcomplexaircraftandautomotivecomponents,trainseats.

GTC-5-0113 - 53
6.7OtherInfusionProcesses-SCRIMP,RIFT,VARTMetc.
Description
FabricsarelaidupasadrystackofmaterialsasinRTM.Thefibrestackisthencov-eredwithpeelplyandaknittedtypeofnon-structuralfabric.Thewholedrystackisthenvacuumbagged,andoncebagleakshavebeeneliminated,resinisallowedtoflowintothelaminate.Theresindistributionoverthewholelaminateisaidedbyresinflowingeasilythroughthenon-structuralfabric,andwettingthefabricoutfromabove.
MaterialsOptions:
Resins: Generallyepoxy,polyesterandvinylester.
Fibres: Anyconventionalfabrics.Stitchedmaterialsworkwellinthisprocess sincethegapsallowrapidresintransport.
Cores: Anyexcepthoneycombs.
MainAdvantages:
i) AsRTMabove,exceptonlyonesideofthecomponenthasamouldedfinish.
ii) Muchlowertoolingcostduetoonehalfofthetoolbeingavacuumbag,andlessstrengthbeingrequiredinthemaintool.
iii) Verylargecomponentscanbefabricatedwithhighfibrevolumefractionsandlowvoidcontents.
iv) Standardwetlay-uptoolsmaybeabletobemodifiedforthisprocess.
v) Coredstructurescanbeproducedinoneoperation.
MainDisadvantages:
i) Relativelycomplexprocesstoperformconsistentlywellonlargestructureswithoutrepair.
ii) Resinsmustbeverylowinviscosity,thuscomprisingmechanicalproperties.
iii) Unimpregnatedareascanoccurresultinginveryexpensivescrapparts.
TypicalApplications:
Semi-productionsmallyachts,trainandtruckbodypanels,windenergyblades.

54 - GTC-5-0113
6.8Prepreg-Autoclave
Description
Fabricsandfibresarepre-impregnatedbythematerialsmanufacturer,underheatandpressureorwithsolvent,withapre-catalysedresin.Thecatalystislargelylatentatambi-enttemperaturesgivingthematerialsseveralweeks,orsometimesmonths,ofusefullifewhendefrosted.Howevertoprolongstoragelifethematerialsarestoredfrozen.Theprepregsarelaidupbyhandormachineontoamouldsurface,vacuumbaggedandthenheatedtotypically120-180°C.Thisallowstheresintoinitiallyreflowandeventuallytocure.Additionalpressureforthemouldingisusuallyprovidedbyanautoclave(effectivelyapressurisedoven)whichcanapplyupto5atmospherestothelaminate.
MaterialsOptions:
Resins: Generallyepoxy,polyester,phenolicandhightemperatureresinssuchaspolyimides,cyanateestersandbismaleimides.
Fibres: Any.Usedeitherdirectfromacreelorasanytypeoffabric.
Cores: Any,althoughspecialtypesoffoamneedtobeusedduetotheelevatedtemperaturesandpressuresinvolvedintheprocess.
MainAdvantages:
i) Resin/catalystlevelsandtheresincontentinthefibreareaccuratelysetbythemateri-alsmanufacturer.Highfibrecontentscanbesafelyachievedwithlowvoidcontents.
ii) Thematerialshaveexcellenthealthandsafetycharacteristicsandarecleantoworkwithandhavethepotentialforautomationandlaboursaving.
iii) Fibrecostisminimisedinunidirectionaltapessincethereisnosecondaryprocesstoconvertfibreintofabricpriortouse.
iv) Resinchemistrycanbeoptimisedformechanicalandthermalperformance,withthehighviscosityresinsbeingimpregnableduetothemanufacturingprocess.
v) Theextendedworking times (ofup toseveralmonthsat roomtemperatures)meansthatstructurallyoptimised,complexlay-upscanbereadilyachieved.
vi) Potentialforautomationandlaboursaving.
MainDisadvantages:
i) Materials cost is higher for preimpregnated fabrics but for these applicationsexpensiveadvancedresinsareoftenrequired.
ii) Autoclavesareusuallyrequiredtocurethecomponent.Theseareexpensive,slowtooperateandlimitedinsize.
5-6 atmospherespressure

GTC-5-0113 - 55
iii) Toolingneedstobeabletowithstandtheprocesstemperaturesinvolvedandcorematerialsneedtobeabletowithstandtheprocesstemperaturesandpressures.
iv) Forthickerlaminatesprepregpliesneedtobewarm“debulked”duringthelay-upprocesstoensureremovalofairfrombetweentheplies.
TypicalApplications:
Aircraftstructuralcomponents(e.g.wingsandtailsections),F1racingcars.
6.9Prepreg-“OutofAutoclave”
Description
LowTemperatureCuringprepregsaremadeexactlyasconventionalautoclaveprepregsbuthaveresinchemistriesthatallowcuretobeachievedattemperaturesfrom60-120°C.Forlowtemperaturecuring(60°C),theworkinglifeofthematerialmaybelimitedtoaslittleasaweek,butforhighertemperaturecatalysis(>80°C)workingtimescanbeaslongasseveralmonths.Theflowprofilesoftheresinsystemsallowfortheuseofvacuumbagpressuresalone,avoidingtheneedforautoclaves.
MaterialsOptions:
Resins: Generallyonlyepoxy.
Fibres: Any.Asforconventionalprepregs.
Cores: Any,althoughstandardPVCfoamneedsspecialcare.
MainAdvantages:
i) Alloftheadvantages((i)-(iv))associatedwiththeuseofconventionalprepregsareincorporatedinlow-temperaturecuringprepregs.
ii) Cheaper toolingmaterials, suchaswood, canbeuseddue to the lower curetemperaturesinvolved.
iii) Largestructurescanbereadilymadesinceonlyvacuumbagpressureis required,andheatingtotheselowertemperaturescanbeachievedwith simplehot-aircirculatedovens,oftenbuiltin-situoverthecomponent.
iv) Conventionalfoamcorematerialscanbeused,providingcertainproceduresarefollowed.
v) Lowerenergycostthanautoclaveprocess.
vi) Robustprocessprovidingahighlevelofdimensiontoleranceandrepeatability.

56 - GTC-5-0113
MainDisadvantages:
i) Materialscostisstillhigherthanfornon-preimpregnatedfabricsalthoughresincostsarelowerthanthoserequiredforaerospaceapplications.
ii) ToolingneedstobeabletowithstandhighertemperaturesthanInfusionProcesses.(typically80-140°C).
TypicalApplications:
High-performancewind-turbineblades,largeracingandcruisingyachts,rescuecraft,traincomponents.
6.10SPRINT®/SparPregTM-“OutofAutoclave”
Description
Whenusingprepregmaterialsinthicklaminates(>3mm)itbecomesdifficulttoremoveentrappedairbetweenplies,andaroundlaminatedetailslikeplyoverlaps,duringthecuringprocess.Toovercomethisproblemintraditionalprepregmaterialsanumberofwarmdebulkingstagesareintroducedduringlay-uptoremovetrappedairwhichsig-nificantlyincreasesmanufacturingtimes.InrecentyearsGurithaspatentedanumberofmodifiedprepregproductsthatenablethemanufactureofhighquality(lowvoidcontent)thicklaminatesinoneprocessingstep.SPRINT®materialsconsistofaresinfilmsandwichedbetweentwodryfibrelayers.Onceplacedinthemould,avacuumispulledtoextractalloftheairinthelaminate(monolithicand/orsandwich)beforeheatisappliedtoallowtheresintosoftenandimpregnatethedryfibrelayersandthencure.SparPregTMisamodifiedprepregthatenablesairtobeeasilyremovedfrombetweenadjacentpliesduringtheapplicationofvacuumandthesubsequentcuringprocess.
MaterialsOptions:
Resins: Mostcommonlyepoxybutotherresinsavailable.
Fibres: Any.
Cores: Most,althoughPVCfoamneedsspecialproceduresduetotheelevated temperaturesinvolvedintheprocess.

GTC-5-0113 - 57
MainAdvantages:
i) Highfibrevolumescanbeaccuratelyachievedwithlowvoidcontentsforverythicklaminates(100mm).
ii) Highresinmechanicalpropertiesduetosolidstateofinitialpolymermaterialandelevatedtemperaturecure.
iii) Enablestheuseoflowercostheavyweightmaterials(eg1600gsm)andallowsfastdepositionratesreducingcomponentmanufacturingcosts.
iv) Veryrobustandrepeatableprocessastheresincontentisaccuratelycontrolledandthecomplexityoftheinfusionprocessisverylow.
MainDisadvantages:
i) Materialscost isstillhigherthanfornon-peimpregnatedfabricsalthoughresincostsarelowerthanthoserequiredforaerospaceapplications.
ii) ToolingneedstobeabletowithstandhighertemperaturesthanInfusionProcesses(typically80-140°C).
TypicalApplications:
High-performancewind-turbineblades,largeracingandcruisingyachts,rescuecraft.
7. Secondarybonding
Sincecompositematerialsareoftenusedinweightcriticalapplications,itfollowsthatmethodsofjoiningandfasteningcomponentsshouldnotaddunnecessaryweighttoastructure.Forthisreasonbonding,orjoiningwithadhesives,ofcompositepartsiscommon.Otherreasonsforselectingadhesivebondingovermechanicalfasteningorotherjoiningmethodsinclude:
■ Cosmetic-designaesthetics
■ Technical-jointperformance,assemblycomplexity
■ Economic-costofassembly,reducedpartcount
7.1 Scienceofadhesion
Thefundamentalconceptsofadhesionarecomplexandthereare4mainmechanismsidentified:
■ MechanicalInterlocking
■ Diffusiontheory
■ Electronictheory
■ Adsorptiontheory
Afifthconcept,weakboundarylayers(WBL)hasbeenproposedwhichisamechanismwhichmayimpedetheformationofagoodbond.

58 - GTC-5-0113
7.1.1 Mechanicalinterlocking
Many users of adhesives will intuitively understand the importance of mechanicalinterlocking.Often referred toas“keying”asurfaceprior tobonding,paintersandbondershaveimprovedadhesionbyusingmechanicalabrasionofsomeformformanyyears.Thebenefitsofthissurfacepreparationincluderemovalofsurfacecontaminantsandincreasingtheeffectivesurfaceareaforbondingduetosurfacetopographyandroughness.
Many studies have been performed to correlate the relationship between surfaceroughnessandadhesionperformanceand,althoughthereisobviouslyalink,itisnotpossibletoexplainalladhesionphenomenabythismechanismalone.
7.1.2 Diffusiontheory
Proposedintheearly1960’sbyVoyutskii,andbasedonaseriesofexperimentswhichrelatedadhesionbetweentwopolymerstotimeandtemperature,modelledonthebasisofadiffusionprocessusingFickslaw.Theinter-diffusionoftwopolymersrequiresadegreeofchainmobilityandmutualsolubility.
Thediffusiontheorycanbeusedtoexplaintheauto-adhesionofpolymers,andsolventweldingofamorphouspolymers,buthasnoplaceintheconsiderationofadhesionbetweenorganicandinorganicmaterialphases.
7.1.3 Electronictheory
ThebasisoftheElectronictheoryisthatiftwomaterialswithdifferentelectronbandstructuresarebroughtintointimatecontact,therewillsometransferofelectrons,lead-ingtoelectronicinteractionofthemolecules.Thereismuchcontroversysurroundingthistheoryanditisnotgenerallyacceptedastheprimereasonforadhesion.
7.1.4 Adsorptiontheory
The adsorption theory states that provided intimate contact is obtained betweensubstrate and adhesive, adhesion will occur because of intermolecular forces thatoccurbetweenatoms,moleculesandionsofthetwophases.ThereareavarietyofbondtypesthatcanoccurbuthemostcommonisthoughttobeVanderWaalsforces.
7.1.5 WeakBoundaryLayers
Theconceptofa“proper”jointisbasedoncohesivefailureoftheadhesiveorsubstrate.Anyjointthatfailsinterfaciallycanbeconsideredtobeimproper.Suchfailuresaresaidtobeduetoa“weakboundarylayer”.
The simplestWBL is thepresence of a layer of contamination (eggrease) on thesurfaceofasubstrate.HoweverWBLscanbeduetomanysourcessuchasincorrectpre-treatmentprocesses,segregationofcomponentswithintheadhesiveorsubstrate,orthedevelopmentofaweakenedlayerduetoexposuretoenvironmentalattack.

GTC-5-0113 - 59
7.2 Pre–treatmentpriortobonding
AdequatepreparationofsurfacesforbondingisCRITICALtoachievinganimmediatebond,andalso,moreimportantly,alongterm,durablebond.
Thesubjectofsurfacepreparationisamassiveone,andthemostimportantconceptto understand is that surface preparation techniques must be validated with eachsubstrateandadhesivecombinationpriortouseonanycomponent.
Techniquescaninclude,butarenotlimitedto:
Degreasing
■ Soap+water
■ Pressurewashing
■ Ultrasoniccleaning
■ Solventwipe
■ Vapourdegreasing
Mechanicalabrasion
■ Handabrade
■ Handtools
■ Gritblasting
Chemicalcleaning
■ Alkalinecleaning
■ Acidetching
■ Conversioncoatings
■ Anodising(Sulphuric,ChromicorPhosphoricacid)
■ Organo-silaneadhesionpromotors
■ Proprietarypolymertreatments(egTetraEtch)
Gasphasetreatments
■ Flame
■ Coronadischarge
■ Plasma
Theidentificationofappropriatesurfacetreatmentdependsonthesubstrate,adhesiveandprocessingparametersaswellasthefinalapplicationandcriticalityofthebond.

60 - GTC-5-0113
7.3 Adhesiveselection
Adhesivesmustbeselectedthatarecompatiblewithbothadherendsandmeetperform-anceanddesignrequirements.Thechoiceofadhesivetypesisvastbutforstructuralapplicationstheycanbebrokendownbychemistrygroup.
7.3.1 Epoxiesandtoughenedepoxies
Theseformthelargestchemicalfamilyandcanbesuppliedas:
■ Singlecomponentheatcuringfilms
■ Pasteadhesives,eitheronecomponentheatactivated(usuallyfrom130to
180°Cin20to60minutes)or2componentroomtemperaturecuring.
■ Syntacticorfoamingfilmadhesivesforgapfillingrequirements
Epoxyadhesivesdisplay:
■ Highmechanicalresistance(25to40Mpashearresistance).
■ Excellentadhesiontomostmetals,composites,manyplastics,concrete,
glassandwood
■ Highchemicalresistance
■ Longtermdurability(someairplanepartsthatwerebondedwithepoxy
adhesivessome40yearsagoarestillingoodcondition).
■ Highrigidity(exceptthetoughenedepoxies),so,thereforepoorresistanceto peelandcleavage.
Epoxy adhesives areoftenused for aircraftmanufacturing, for partswhich requirehighmodulus,highstiffness(forinstanceflightcontrolsurfaces:flaps,rudders),forleadingandtrailingedges,enginenacelles,bondingofsandwichpanels,stringersandstiffenersonthefuselage,etc.
Theyarealsousedforwindturbineblades,bondingofindustrialandchemicalequip-ment(pipes,tanks),electronicequipmentandprintedcircuits,etc...
7.3.2 Polyurethanes
TherearesemistructuralPUadhesives(shearresistancefrom6to20MPaaccordingtotheformulations)intheformofpastesthatprovideexcellentadhesiontocomposites,metals,plastics,glass,wood....Theyaremoreflexiblethanmostepoxies.
ThesePUadhesivescanbeonecomponentcured(withmoisture)or2componentscured(atroomtemperatureorlowtemperatures).Pricesaregenerallylowerthanepoxies.
Currentapplicationsincludethebondingofpanelsformasstransportationequipment(buses),bondingofhatchesanddoorsforautomotives,constructionsandwichpanels,andFRPboats.Forexample,trams,trucksandrefrigeratedtruckbodiesarenowmadewithastructuralsteeloraluminiumframeonwhichGRPexteriorpanelsarebonded,usuallywithPU2componentsadhesives.
GTC-5-0113 - 61
7.3.3 Acrylicsandmethacrylatesstructuraladhesives
2componentsadhesives,withvariousmixingratios,fastcuringatroomtemperature(from10minutesto2hours),highshearresistance(10to30MPa),excellentadhesiontoalmostallplasticsandcomposites,highimpactstrengthandfatigueresistance(widelyusedforboatassemblywhichmustresisttoveryfrequentshocksonthewaves),goodresistancetowaterandchemicals,mediumprice.
Theseadhesivesaredevelopingfast,theymayreplacethepolyesteradhesivesandsomeepoxieswhenamoreflexiblebondisrequired.
7.3.4 Polyesters
Polyesterresinmanufacturersareofferingsomeimprovedpolyesteradhesives,whichreactaftertheadditionofacatalyst.
Theseadhesivesaremostlyusedforbondingreinforcedpolyesterpartsinboatcon-struction,becausethisindustryisaccustomedtomakereinforcedpolyesterparts.Theyarerigid,maybebrittle,buttheyhaveverygoodgapfillingproperties.
Shearresistanceisapproximately10MPa.Theymaybeusedfordecktohullassembly.Theyaregenerallylowcost.
7.3.5 Urethane-acrylates
Highlyflexible,oftenstructuraladhesivesadhesives.Curebyadditionof2%catalystin1toseveralhoursatroomtemperature.Excellentadhesionwithplastics,metal,woodsubtstrates.
Reasonableshearresistance(10to15MPa),goodimpactresistanceandresistancetocrackpropagation.Theyalsohavegapfillingpropertiesupto10mm(withsomegrades)andgoodresistancetomoistureingress.
Theyaremostlyusedforboatconstructionandbondingofautomotivebodyparts.
7.3.6 Heatstableadhesives:Bismaleimides,polyimides,cyanateesters
Theseareexpensiveadhesives,mostlydeliveredinfilms,whichresisttohightem-peratures,forinstanceservicetemperaturesof250to300°Cforpolyimides,200to250°Cforthebismaleimides,Theyaredifficulttousebecausetheyrequirecuringunderhightemperatures(300°C)andhighpressures(15bars)–thereforeautoclaveorpressprocessingisarequisite.
Usuallyonlyusedinaerospaceapplicationstobondpartswhichareresistanttohightemperatures(forinstancesomepartsofthesurfaceofmilitarysupersonicaircraftsmayreach260°Cduringsomeflightconditions).

62 - GTC-5-0113
7.3.7 Anaerobicsandcyanoacrylates
Maybeusedtobondsmallpartsmadeofthermoplasticpolymers,formechanicalpartsandappliances.Butcyanoacrylatesmaybebrittle.Anaerobicshavegoodadhesiontomanythermoplasticsandthermosets.
7.4 Jointdesign
Inadditiontocorrectsurfacepreparationandmaterialselection,itiscriticallyimportantthatthejointiscorrectlydesignedandmanufactured.
Themainconsiderationwhendesigningbondedjointsisloadtransferpaths.Adhesivesworkwellincompressionandshearloadingbutarenotgenerallygoodintensileloadsituations.Application of peel loads should be minimised, and avoided completelywhereverpossible.Thestiffnessofsubstrates,andhowtheywilldeformunderloadingshouldalsobeconsidered.Itisnotuncommonforjointswhichappearwelldesignedtoinducehighpeelstresseswhenloaded.
SomesimpleexamplesofjointconsiderationareshowninFigure29
Figure29–Jointconfigurations

GTC-5-0113 - 63
8. Gelation,curing&postcuring
Onadditionofthecatalystorhardeneraresinwillbegintobecomemoreviscousuntilitreachesastatewhenitisnolongeraliquidandhaslostitsabilitytoflow.Thisisthe‘gelpoint’.Theresinwillcontinuetohardenafterithasgelled,until,atsometimelater,ithasobtaineditsfullhardnessandproperties.Thisreactionitselfisaccompaniedbythegenerationofexothermicheat,which,inturn,speedsthereaction.Thewholeprocessisknownasthe‘curing’oftheresin.Thespeedofcureiscontrolledbytheamountofacceleratorinapolyesterorvinylesterresinandbyvaryingthetype,notthequantity,ofhardenerinanepoxyresin.Generallypolyesterresinsproduceamoresevereexothermandafasterdevelopmentofinitialmechanicalpropertiesthanepoxiesofasimilarworkingtime.
Withbothresintypes,however,itispossibletoacceleratethecurebytheapplicationofheat,sothatthehigherthetemperaturethefasterthefinalhardeningwilloccur.Thiscanbemostusefulwhenthecurewouldotherwisetakeseveralhoursorevendaysatroomtemperature.Aquickruleofthumbfortheacceleratingeffectofheatonaresinisthata10°Cincreaseintemperaturewillroughlydoublethereactionrate.Thereforeifaresingelsinalaminatein25minutesat20°Citwillgelinabout12minutesat30°C,providingnoextraexothermoccurs.Curingatelevatedtemperatureshastheaddedadvantagethatitactuallyincreasestheendmechanicalpropertiesofthematerial,andmany resinsystemswill not reach theirultimatemechanicalpropertiesunless theresinisgiventhis‘postcure’.
Thepostcureinvolvesincreasingthelaminatetemperatureaftertheinitialroomtem-peraturecure,whichincreasestheamountofcross-linkingofthemoleculesthatcantakeplace.Tosomedegreethispostcurewilloccurnaturallyatwarmroomtempera-tures,buthigherpropertiesandshorterpostcuretimeswillbeobtainedifelevatedtemperaturesareused.
Thisisparticularlytrueofthematerial’ssofteningpointorGlassTransitionTemperature(Tg),which,uptoapoint,increaseswithincreasingpostcuretemperature.
9. Inspectionandtesting
Sincetherawmaterial iseffectivelyprocessedatthesametimeasthecompositecomponent,therearemanyaspectswhichrequirevalidationtoensurequalityoffinishedparts.Assumingthemanufacturingprocess,componentdesignandmaterialselectionhavebeenadequatelyandcorrectlyspecified,visualandnon-destructivetestingformthefirststageofqualitycontrol.

64 - GTC-5-0113
9.1 Nondestructivetesting
9.1.1Visualinspection
Delaminations,misplacedplies,excessresinbleed,dryfabric,porosity,toolingmarksandsurfacedefectsareamongst themanydefectswhichcaneasilybeobservedbyvisualexamination.Inadditiontogeometricanddimensionalchecks,visualchecksofcompositequalitycanofteneasilyidentifyprocessingerrorsormaterialqualityproblems.
Sometimesdefectswillnotbevisibletothenakedeye,orwillbewithinthebulkofacomponentsomorecomplexnondestructiveexaminationisrequired:
9.1.2Taptesting
Tap-testingisacommonmethodfordeterminingvoidsanddefectsincuredlaminatesduetoit’scheap,efficientnature.Themethodinvolvestappingthesurfaceofthelami-natewithahardobject,usuallyacoin,andlisteningforachangeinthepitch/volumeofthenoiseproduced.
Advantages
■ Cheap,simpleandquicktechnique
Disadvantages
■ Methodreliesheavilyonuser
■ Uncured materialswon’t have thenecessary properties to transmit noise/with standtheforceofimpact
9.1.3Ultrasonics
Ultrasonicsissimilartothetap-testmethoddescribedabove,exceptthatitdealswiththefrequencyofsoundthatisoutoftherangeofhumanhearing(ie.,greaterthan20,000Hz).Theultrasonicsignalistransmittedtotheparttobeinspectedviaatrans-ducer,andreceivedeitherbythesameunit(pulse-echomethods)orbyatransducerbehindthepart(through-thicknessmethods).Recentadvancesintechnologymeanthatair-coupledpulse-echoultrasonicunitsarenowcommerciallyavailable.
Advantages
■ Abletodetectawiderangeofdefects
■ Cangiveinformationof3-Dlocationofdefectwithinthelaminate
■ Canbeslow-resolutiondependentonspeed
Disadvantages
■ Levelofskillrequiredtoaccuratelyinterpret
■ Unsuitableforuseonuncuredmaterial

GTC-5-0113 - 65
9.1.4ComputedTomography
Computedtomography(CTscanning)passesx-raysthroughabodyofmaterial,andcollectsthemviaareceiverplacedbehindthepart.Thisisdonefrommultipleanglesaroundthebody,andtheresultstheninterpretedtobuildupa3-Dimageofthepart,showingthesizeandlocationofanydefectspresent.
Advantages
■ 3-Dimagegivesaccurateinformationaboutdefectsize/location
■ Highresolutionofpartachievable
Disadvantages
■ Verycostlyandtime-consuming
■ Health&safetyconsiderations
9.1.5Shearography
Inshearography,aspecimenisdeformedbyanexternallyappliedforce,andthere-sultingout-of-planedisplacementsmeasuredusinglaserspeckleinterferometry.Theexpecteddeformationpatternisknownfromtheboundaryconditionsplaceduponthespecimenbytheloadingconfiguration,withanydifferencesfromthisbeingaresultofdamageinthespecimen.
Advantages
■ Effectiveinlocatingdebondedareas
■ Givesaccurateinformationonthesizeandshapeofthedefect
Disadvantages
■ Willonlydetectdifferencesindisplacements
■ Theequipmentisexpensive
9.1.6Thermography
Inthermography,thesampleisheated,usuallyviaaflashgunorsimilar,andaninfraredcamerausedtoviewthethermalconductivityofthepart.Theresponsewillbediffer-entwheretherearedefectspresentcomparedtothoseareaswheretherearenot.
Advantages
■ Themethodisquicktoimplementandcancoverlargeareas
Disadvantages
■ Defectsatadepthgreaterthan3xtheirdiametercannotbedetected
■ Theequipmentisexpensive

66 - GTC-5-0113
9.1.7LambWaveSensing
LambwavesensinginvolvespropagatingLambwaves(aformofelasticwavesabletopropagatethroughasolidmaterial)throughasample,andusingatransducertopickuptheirsignal.Theamplitudeofthesignalisusedtodeterminethedamagepresentinthepart.Transducersneedtobestucktotheparttobothtransmitandreceivethewaves.
Advantages
■ Themethodcanbeusedoverlargeareasquickly
Disadvantages
■ Poordefectcharacterisation,withsomedefectsbeingundetectable
■ Waveswillnotpropagateinuncuredmaterial
9.1.8Radiography
Inradiography,X-raysarefiredatonesurfaceofthesample,andthencollectedbyareceiverontheotherside.Differentmaterialsabsorbdifferentamountsofradiationasthex-rayspassthroughthesample,andthusdefectsareseen.Toobservecracksordelaminations,itcanbenecessarytouseadye-penetrant;
Advantages
■ Simpleandquickmethodfordetection
■ Goodresolutionsystemsavailable
Disadvantages
■ X-rayequipmentisexpensive
■ Health&safetyconsiderations
9.2 Destructivetesting
Toprovidematerialallowablesduringdesignstage,andtoverifymanufacturingproc-essesandmaterialproperties,itiscommontoperformmechanicaltesting.

GTC-5-0113 - 67
9.2.1Mechanicaltesting
Thenumberoftestmethodsapplicabletocompositematerialsisalmostendless.Theappropriatetestmethodtobeappliedinanycasedependsonthematerialpropertyunderinvestigation,thematerialtypeandtheequipmentavailable.Inadditionthetestcondition (i.e. temperature,humidity)and thepre-testconditioningofsamplescandramaticallyaffectobservedresults.
Someofthecommonmethodsapplyingtolaminatetesting,andtherecommendedmethodarelistedinTable3:
Property&method Recommendedstandard
Tensileproperties
- Unidirectional
- Multiaxial
BSENISO527-5&1
BSENISO527-4&1
Compressiveproperties BSENISO14126
Flexuralproperties BSENISO14125
Interlaminarshearstrength BSENISO14130
In-planeshear BSENISO14129
Notched(hole)tensilestrength ISONWI(UKdraft)/ASTMD5766
Notched(hole)compressivestrength ISONWI(UKdraft)/ASTMD6484
Bearingproperties
- Pin
- Bolt
ISONWI(UKdraft)prEN6037
ASTMD5961
Fracturetoughness
- ModeI
- ModeII
ISO15024
ISONWIproposalfromVAMAS
Fatigueproperties ISO/CD13003
Fibre,resin&voidcontent
Glassfibre
Carbonfibre
ISO1172/ISO7822
ISO14127
Densityofplastics ISO1183
Hot/wetconditioning PrEN2823
Out-gassing ESA-PSS-01-722
Coefficientoflinearexpansion ISO11359-3
Table3–Commonlaminatemechanicaltests

68 - GTC-5-0113
Forsandwichpanelstherearemanyothertestmethods,themostcommonofwhicharelistedbelow:
Property&method Recommendedstandard
Flexuralproperties
- 3pointbend
- 4pointbend
ASTMC393
ASTMC393
Shear ISO1922/ASTMC273
Climbingdrumpeel BSENISO5350C13/ASTMD1781
Flatwisetension BSENISO5350C6/ASTMC297
Edgewisecompression ASTMC364
Table4-commonsandwichpanelmechanicaltests
Theseareonlyafractionofthetestmethodsthatareusedtotestandcharacterisethemechanicalandphysicalpropertiesofcompositematerials.
Duringanytestorvalidationprogramme,it isveryimportanttoconsiderwhattestmethodtouse,whattheoutputoftheresultisactuallyrevealingaboutthematerial,andwhataretheacceptablecriteria.Testingisexpensiveandisonlyaddingvalueifitisunderstood.

GTC-5-0113 - 69
EstimatingQuantitiesofFormulatedProducts
LaminatingResins
Resin/ Hardener Mix Required (g) = A x n x WF x R.C x 1.5* (1 - R.C.)
Where: A = Area of Laminate (sq.m) n = Number of plies WF = Fibre weight of each ply (g/sq.m) R.C. = Resin content by weight
Typical R.C.’s for hand layup manufacturing are: Glass - 0.46 Carbon - 0.55 Aramid - 0.61
GelcoatsandCoatings
SolventFree
Resin/ Hardener Mix Required (kg) = A x t x ρm x 1.5* 1000
SolventBased
Resin/ Hardener Mix Required (kg) = A x t x ρm x 1.5* 10 x S.C.
Where A = Area to be coated (sq.m) t = Total finished thickness required (µm) ρm = Density of cured resin/hardener matrix (g/cm3) S.C. = Solids content of mix (%)
*Assuming 50% wastage, for resin residue left in mixing pots and on tools. This wastage figure is based on our experience of a wide variety of workshops, but should be adjusted to match local working practices.

70 - GTC-5-0113
LaminateFormulaeFibreVolumeFractionFromDensities
FVF = (ρC - ρm) (assuming zero void content) (ρF - ρm)
FibreVolumeFractionfromFibreWeightFraction
FibreWeightFractionfromFibreVolumeFraction
CuredPlyThicknessfromPlyWeight
CPT (mm) = WF
ρF x FVF x 1000
Where FVF = Fibre Volume Fraction FWF = Fibre Weight Fraction ρc = Density of Composite (g/cm3) ρm = Density of Cured Resin/ Hardener Matrix (g/cm3) ρF = Density of Fibres ( g/cm3) WF = Fibre Area Weight of each Ply (g/sqm)

GTC-5-0113 - 71
Imperial/MetricConversionTables
The bold figures in the central columns can be read as either the metric or the British measure.Thus 1 inch = 25.4 millimetres: or 1 millimetre = 0.039 inches.
°C °F
-18 0 0 32 5 41 10 50 15 59 20 68 25 77 30 86 35 95 40 104 45 113 50 122 55 131 60 140 65 149 70 158 75 167 80 176 85 185 90 194 95 203 100 212 105 221 110 230
Mil(thou)Microns
(µM) 0.039 1 25.40 0.079 2 50.80 0.118 3 76.20 0.157 4 101.60 0.197 5 127.00 0.236 6 152.40 0.276 7 177.80 0.315 8 203.20 0.354 9 228.60
Inches mm
0.039 1 25.4 0.079 2 50.8 0.118 3 76.2 0.157 4 101.6 0.197 5 127.0 0.236 6 152.4 0.276 7 177.8 0.315 8 203.2
0.354 9 228.6
Pints Litres
1.760 1 0.568 3.520 2 1.137 5.279 3 1.705 7.039 4 2.273 8.799 5 2.841 10.559 6 3.410 12.318 7 3.978 14.078 8 4.546 15.838 9 5.114
FeetMetres
3.281 1 0.305 6.562 2 0.610 9.843 3 0.914 13.123 4 1.219 16.404 5 1.524 19.685 6 1.829 22.966 7 2.134 26.247 8 2.438
29.528 9 2.743
USQuartsLitres
1.057 1 0.946 2.114 2 1.892 3.171 3 2.838 4.228 4 3.784 5.285 5 4.73 6.342 6 5.676 7.400 7 6.622 8.457 8 7.568 9.514 9 8.514
Yards Metres
1.094 1 0.914 2.187 2 1.829 3.281 3 2.743 4.374 4 3.658 5.468 5 4.572 6.562 6 5.486 7.655 7 6.401 8.749 8 7.315
9.843 9 8.230
USGal. Litres
0.264 1 3.785 0.528 2 7.570 0.792 3 11.355 1.056 4 15.140 1.32 5 18.925 1.584 6 22.710 1.848 7 26.495 2.112 8 30.280 2.376 9 34.065
0.035 1 28.350 0.071 2 56.699 0.106 3 85.048 0.141 4 113.398 0.176 5 141.748 0.212 6 170.097 0.247 7 198.446 0.282 8 226.796
0.317 9 255.146
0.220 1 4.546 0.440 2 9.092 0.660 3 13.638 0.880 4 18.184 1.100 5 22.730 1.320 6 27.277 1.540 7 31.823 1.760 8 36.369 1.980 9 40.915
Sq.ydsSq.metres
1.196 1 0.836 2.392 2 1.672 3.588 3 2.508 4.784 4 3.345 5.980 5 4.181 7.176 6 5.017 8.372 7 5.853 9.568 8 6.689 10.764 9 7.525
Miles Kilomtrs. 0.621 1 1.609 1.243 2 3.219 1.864 3 4.828 2.485 4 6.437 3.107 5 8.047 3.728 6 9.656 4.350 7 11.265 4.971 8 12.875 5.592 9 14.484
oz/sq.ydg/sq.m
0.029 1 33.9 0.059 2 67.9 0.088 3 101.8 0.118 4 135.8 0.147 5 169.7 0.177 6 203.6 0.206 7 237.6 0.236 8 271.5 0.265 9 305.5
lb/cu.ftkg/cu.m 0.062 1 16.0 0.125 2 32.1 0.187 3 48.1 0.250 4 64.1 0.312 5 80.2 0.374 6 96.2 0.437 7 112.2 0.499 8 128.2 0.561 9 144.3
Pounds Kilograms
2.205 1 0.454 4.409 2 0.907 6.614 3 1.361 8.818 4 1.814 11.023 5 2.268 13.228 6 2.722 15.432 7 3.175 17.637 8 3.629
19.842 9 4.082
USGal. Imp.Gal.
1.200 1 0.833 2.401 2 1.666 3.601 3 2.499 4.802 4 3.332 6.002 5 4.165 7.203 6 4.998 8.403 7 5.831 9.604 8 6.664 10.804 9 7.497
ksiN/mm2(MPa)
0.145 1 6.9 0.290 2 13.8 0.435 3 20.7 0.580 4 27.6 0.725 5 34.5 0.870 6 41.4 1.015 7 48.3 1.160 8 55.2 1.305 9 62.1
Msi Gpa
0.145 1 6.895 0.290 2 13.790 0.435 3 20.685 0.580 4 27.580 0.725 5 34.475 0.870 6 41.370 1.015 7 48.265 1.160 8 55.160 1.305 9 62.055
Cu.FeetCu.Metres
35.315 1 0.028 70.629 2 0.057 105.944 3 0.085 141.259 4 0.113 176.573 5 0.142 211.888 6 0.170 247.203 7 0.198 282.517 8 0.227 317.832 9 0.255
lb/cu.ing/cu.cm
0.036 1 27.7 0.029 0.8 22.1 0.031 0.85 23.5 0.033 0.9 24.9 0.034 0.95 26.3 0.038 1.05 29.1 0.040 1.1 30.4 0.042 1.15 31.8 0.043 1.2 33.2
°C °F
115 239 120 248 125 257 130 266 135 275 140 284 145 293 150 302 155 311 160 320 165 329 170 338 175 347 180 356 185 365 190 374 195 383 200 392 205 401 210 410 215 419 220 428 225 437 230 446
FluidOz. Litres
35.21 1 0.028 70.42 2 0.057 105.63 3 0.085 140.84 4 0.114 176.06 5 0.142 211.27 6 0.170 246.48 7 0.199 281.69 8 0.227 316.90 9 0.256
