fo rmula - home - whip mixwhipmix.com/.../product_docs/formula_1_inst_web.pdf · fo rmula1 1.75...
TRANSCRIPT

Whip Mix Corporation • 361 Farmington Ave. • P.O. Box 17183 • Louisville, KY 40217-0183 USA 502-637-1451 • 800-626-5651 • Fax 502-634-4512 • www.whipmix.com
Universal Investment for All Alloys and Pressable Ceramics
Formula1
1.75
1.50
1.25
1.00
0.75
0.50
0.25
PERCENT LIQUID CONCENTRATION
PERC
ENT
LINE
AR S
ETTI
NG E
XPAN
SION
010 20 30 40 50 60 70 80 90 100%0
Setting ExpansionThermal Expansion
1.4
1.2
1.0
.8
.6
.4
.2
PERCENT LIQUID CONCENTRATION
PERC
ENT
EXPA
NSIO
N
010 20 30 40 50 60 70 80 90 100%0
Revestimiento Universal para Todas las Aleaciones y Cerámicas de Inyección.
Rivestimento universale per tutti i tipi di leghe e ceramiche fuse.
Revêtement universel pour tous les alliages et céramiques pressées.
Universaleinbettmasse für alle Legierungen und verpressbaren Keramiken.
15113 Formula1 Inst.indd 1 8/11/09 1:42:55 PM

ENGLISHFormula 1 is a high performance phosphate investment designed to meet all your metal casting and glass pressing needs. It features both rapid and standard burnout as well as easy pouring and divesting capabilities. In addition, Formula 1 provides the widest expansion range and the best surface qualities of any investment available. To ensure success with Formula 1, please follow the instructions carefully.Recommended Liquid: Special Liquid Concentrate – Plus
Physical Properties:Liquid/Powder Ratio 22 mL/100 gramWorking Time 6–8 minutesSetting Expansion 1.6%Thermal Expansion 0.65%Compressive Strength 1,350 psi (9.2 MPa)
1. Pattern Preparation:• Attachspruetothewaxpatternusingpliablestickywax.• Mountpatternsoncrucibleformerbase.• SpraywithWhipMixSMOOTHEXWaxPatternCleaner.
Gently blow excess cleaner from pattern.
2. Preparation:• Ifmetalringisused,linecastingringwithaceramicordrypaper
liner positioned 6 mm short of each end. (Do not wet the liner.)• Placeringontoformerbase.
3. Mixing:For best results, store and use powder and liquid at room temperature (between 20° C (68° F) and 25° C (78° F)).• Prepareliquidatsuggestedconcentrationfollowingthechart
below (distilled water recommended for dilution).• Rinsebowloutwithwaterandshakeoutexcess.Useseparate
mixing bowls for phosphate and gypsum investments.• Addmeasuredliquidtomixingbowl.Incorporatepowderby
hand spatulation 10–15 seconds.• Mechanicalmixundervacuum,slowspeed(350–600RPM)
for 2 minutes (120 seconds).HigherRPMmixersmayrequiredecreased mix time (90 seconds).
Note: Different paddle designs and mixer speed may require varying mixing time.
4. Benchset:• Oncethemoldispoured,benchset15minutes.• Rinsehotmoldundertapwaterandtrimglazeofftopofmold
before burnout.• Forbestresults,placeinpreheatedovenwithin30minutes
of investing.Note: Molds allowed to set more than 12 hours should be re-wet prior to burnout by soaking in water for 1–3 minutes.
5. Burnout: Rapid Technique (Preheated Oven):
• Placemoldsinpreheatedovenatalloymanufacturer’srecommended temperature, up to 925° C (1,700° F)*. For higher temperatures, place molds in oven at 925° C (1,700° F) then heat to final temperature at 14°-20° C (25°-40° F) per minute.
• Heatsoakatfinaltemperaturefor30minutes,add10minutesper additional mold.
* Note: Maximum preheat entry temperature for metal ring is 870° C (1,600° F).
Standard Technique (Cold Oven):• Placemoldsinovenatroomtemperature.Heattodesired
temperature at 14°–20° C (25°–40° F) per minute. • Heatsoakatfinaltemperaturefor30minutes,add10minutes
per additional mold.
6. Casting (Alloy):• Uponremovalfromoven,immediatelycastaccordingtoalloymanufacturer’sinstructions.
Pressing (Pressable Ceramics):• Pressaccordingtoceramicmanufacturer’srecommendations.• Use200grammoldforrestorationsrequiringtwoingots.
7. Divesting:• Allowmetalcastingsandceramicpressingstocoolcompletely
before divesting.
Note:• RecommendedLiquid:SpecialLiquidConcentrate–Plus• Forsmallvolumemixes(lessthan100grams)decreasing
liquid/powder ratio approximately 2 mL/100 gram will increase expansion and improve surface quality.
• Tocorrecttightfits:Increaseliquidconcentrationorincreasemix temperature. If using metal rings, you may also use a double liner.
• Tocorrectloosefits:Decreaseliquidconcentrationordecreasemix temperature. (Refer to Expansion Ratio Chart.)
• Forlargemoldscontainingcomplexrestorationsorplasticsprues, runner bars or copings, the standard technique described above or a two-stage burnout technique is recommended.
• SpecialLiquidConcentrate–Plusmayfreezeduringshipmentincoldweather.Ifliquidshouldhavecrystallizeduponarrival,itwillnolongerbeusable.Keepliquidfromfreezing.
WARnIng: Investments contain free silica —DOnOTBREATHEDUST. May cause delayed lung injury (silicosis/lung cancer).
ENGLISH
60 gram 100 gram 150 gram LIQUID 13 mL/60 gram 22 mL/100 gram 33 mL/150 gram ConCentratIon LIQUID (mL) Water (mL) LIQUID (mL) Water (mL) LIQUID (mL) Water (mL)
100% 13.0 0.0 22.0 0.0 33.0 0.0 90% 12.0 1.0 20.0 2.0 30.0 3.0
Base 80% 11.0 2.0 18.0 4.0 27.0 6.0Noble 75% 10.0 3.0 16.5 5.5 25.0 8.0High Noble 70% 9.0 4.0 15.0 7.0 23.0 10.0
60% 8.0 5.0 13.0 9.0 20.0 13.0 50% 6.5 6.5 11.0 11.0 16.5 16.5
90% 12.0 1.0 20.0 2.0 30.0 3.0 80% 11.0 2.0 18.0 4.0 27.0 6.0
Crowns, Veneers 70% 9.0 4.0 15.0 7.0 23.0 10.0Inlays, MODs 60% 8.0 5.0 13.0 9.0 20.0 13.0
50% 6.5 6.5 11.0 11.0 16.5 16.5 40% 5.0 8.0 9.0 13.0 13.0 20.0
eX
Pan
SIo
n
Expansion Ratio Chart
aLL
oY
Le
ss
Opti
mum
m
Ore
Ce
ra
mIC
Le
ss
Opti
mum
m
Ore
tWo-mInUtemIX tIme
*Recommendedconcentrationsareapproximateandcanbeadjustedtooptimizefit.Toincreaseexpansion,usemoreliquidandlesswater. Todecreaseexpansion,uselessliquidandmorewater.Alwaysmaintaintotalliquid/watervolume.
15113 Formula1 Inst.indd 2 8/11/09 1:42:55 PM

ESPAÑOLFórmula 1 es un revestimiento de fosfato de altas prestaciones diseñado para hacer frente a todas sus necesidades de coladodemetaleinyeccióndecerámicadevidrio.Ofrecetantoprecalentamientorápidocomonormalasícomofácilescapacidadesdevertidoydeeliminacióndelrevestimiento.Además,Fórmula1proporcionaelrangodeexpansiónmásamplio y las mejores calidades de superficie de cualquier revestimiento existente. Para asegurar el éxito con Fórmula 1, por favor siga las instrucciones cuidadosamente. Recommended Liquid: Special Liquid Concentrate – Plus
1. Preparación del modelo: • Unalosbebederosalmodelodecerautilizandoceraflexibledepegar.• Montelosmodelosenelcono.• PulvericeconelSprayLimpiadordeModelosdeCeraSMOOTHEX
de Whip Mix. Sople suavemente para eliminar el exceso de limpiador del modelo.
2. Preparación: • Siutilizacilindrodemetal,revistasuinteriorconmaterialalineadorde
papel de celulosa o de cerámica de forma que no llegue a los bordes quedandoa6mmdeéstos.(nomojeestematerial)
• Sitúeelcilindrosobreelcono
3. Mezclado: Para resultados óptimos, almacene y utilice el polvo y el líquido a temperatura ambiente (entre 20°C (68°F) y 25°C (78°F)). • Prepareellíquidosegúnlaconcentraciónsugeridaenlatablasiguiente
(se recomienda agua destilada para la disolución). • Enjuaguelatazaconaguaysacudaelexceso.Usetazasdemezcla
distintas para revestimientos de yeso y de fosfato. • Agregueellíquidomedidoenlatazademezcla.Incorporeelpolvo
espatulando a mano durante 10-15 segundos.• Realicemezcladomecánicoalvacío,abajavelocidad(350-600RPM)durante2minutos(120segundos).LasmezcladorasdemásRPMpuedenrequerirunmenortiempodemezcla(90segundos).
Nota: Diferentes diseños de paletas y diferentes velocidades de la mezcladora pueden requerir variaciones en el tiempo de mezclado.
4. Fraguado: • 15minutosdefraguado.• Enjuagueelmoldecalientebajoelaguacorrienteyrecortela
parte superior del molde antes del precalentamiento.• Pararesultadosóptimos,coloqueenelhornodeprecalentamiento
antes de que hayan pasado 30 minutos del revestimiento.Nota: Los moldes que se hayan dejado fraguar más de 12 horas se deberían volver a humedecer antes del precalentamiento, sumergiéndolos en agua durante 1-3 minutos.
5. Precalentamiento: Técnica rápida (Horno de Precalentamiento): • Coloquelosmoldesenelhornodeprecalentamientoalatemperatura
recomendada por el fabricante de la aleación, hasta 925°C (1.700°F)*. Para temperaturas superiores, coloque los moldes en el horno a 925°C (1.700°F) después aumente la temperatura hasta llegar a la final a 14°-20°C (25°-40°F) por minuto.
• Manténgaloalatemperaturafinaldurante30minutos,agregue 10 minutos por molde adicional.
* Nota: La temperatura máxima de entrada de precalentamiento para cilindros de metal es de 870°C (1.600°F).
Técnica normal (Horno Frío): • Coloquelosmoldesenelhornoatemperaturaambiente. Aumentelatemperaturahastaladeseadaarazónde14°-20°C (25°-40°F) por minuto.
• Manténgalosalatemperaturafinaldurante30minutos,agregue 10 minutos por molde adicional.
6. Colado (Aleación): • Unavezretiradodelhorno,realiceelcoladoinmediatamentesiguiendo
las instrucciones del fabricante de la aleación.
Inyección (Cerámicas de Inyección): • Realicelainyecciónsegúnlasrecomendacionesdelfabricante
de la cerámica.• Utilicemoldesde200gramospararestauracionesquerequierandos
lingotes.
7. Eliminación del revestimiento: • Dejequeloscoladosdemetalylacerámicainyectadaseenfríen
completamente antes de retirar el revestimiento.
Nota: • Líquidorecomendado:SpecialLiquidConcentrate–Plus• Paramezclasdepequeñovolumen(menosde100gramos),disminuyendolaproporcióndepolvo/líquidoaproximadamente a 100 gr / 2 mL aumentará la expansión y mejorará la calidad de la superficie.
• Paramayorexpansión:aumentelaconcentracióndelíquidooaumentelatemperaturademezclado.
Siseutilizancilindrosdemetal,ustedtambiénpuedeutilizarunalineador doble.
• Paramenorexpansión:disminuyalaconcentracióndelíquidoodisminuyalatemperaturademezclado.(VealaTabladeValores de Expansión.)
• Paramoldesgrandesquecontenganrestauracionescomplejasobebederos de plástico, barras o copings, se recomienda la técnica normal descrita anteriormente o una técnica de precalentamiento de dos etapas.
• Enclimafrío,ellíquidoSpecialLiquidConcentrate–Pluspuedecongelarseduranteelenvío.Siellíquidosehubiesecristalizadoasullegada,elmismonopodráusarse.Evitequeellíquidosecongele.
ADVERTEnCIA:Losrevestimientoscontienensílice–nOInHALEELPOLVO.Puede causar lesiones pulmonares (silicosis / cáncer de pulmón).
60 gramoS 100 gramoS 150 gramoS ConCentraCIÓn 13 mL/60 gr. 22 mL/100 gr. 33 mL/150 gr. LÍQUIDo LÍQUIDo (mL) agUa (mL) LÍQUIDo (mL) agUa (mL) LÍQUIDo (mL) agUa (mL)
100% 13.0 0.0 22.0 0.0 33.0 0.0 90% 12.0 1.0 20.0 2.0 30.0 3.0
No precioso 80% 11.0 2.0 18.0 4.0 27.0 6.0Semi-precioso 75% 10.0 3.0 16.5 5.5 25.0 8.0Precioso 70% 9.0 4.0 15.0 7.0 23.0 10.0
60% 8.0 5.0 13.0 9.0 20.0 13.0 50% 6.5 6.5 11.0 11.0 16.5 16.5
90% 12.0 1.0 20.0 2.0 30.0 3.0 80% 11.0 2.0 18.0 4.0 27.0 6.0
Coronas, Veneers 70% 9.0 4.0 15.0 7.0 23.0 10.0Inlays, MODs 60% 8.0 5.0 13.0 9.0 20.0 13.0
50% 6.5 6.5 11.0 11.0 16.5 16.5 40% 5.0 8.0 9.0 13.0 13.0 20.0
eX
Pan
SIo
n
Tabla Valores Expansión
aLe
aC
IÓn
meN
Or
Opti
mA
mAY
OrC
er
ám
ICa
meN
Or
Opti
mA
mAY
Or
tIemPo De meZCLa2 mInUtoS
Propiedades físicas:ProporciónPolvo/Líquido 100gr/22mLTiempo de trabajo 6-8 minutos Expansión de fraguado 1.6% Expansión térmica 0.65% Resistencia a la Compresión 1.350 psi (9,2 MPa)
* Las concentraciones recomendadas son aproximadas y pueden ser ajustadas para una adaptación óptima. Para incrementar la expansión, use más líquidoymenosagua.Paradisminuirlaexpansión,usemenoslíquidoymásagua.Mantengasiempreelvolumentotallíquido/agua.
15113 Formula1 Inst.indd 3 8/11/09 1:42:56 PM
ENGLISH ITALIANO
1. Preparazione del modello• Attaccareilpernodicolataalmodellatoincerausandocera
collante malleabile (pliable sticky wax).• Fissareiltuttosullabasedigomma.• SpruzzareilriduttoreditensionesuperficialeSMOOTHEXWhipMix.Eliminarel’eventualeeccessodiSmoothexconunlievegettod’aria.(nonutilizzareincasodipreriscaldorapido).
2. Preparazione• Sevieneutilizzatoilcilindrodimetallo,ricoprirelostessocon unlinerinceramicaoincartaposizionatoa6mmdaciascunaestremità.
• Sistemareilcilindrosullabase.
3. MiscelazioneNota: per ottenere i migliori risultati possibili, conservare il liquido e la polvere a temperatura ambiente (tra 20° C e 25° C).• Preparareilliquidonellaconcentrazioneconsigliatacome
da tabella mostrata sotto (si consiglia di diluire con acqua distillata).
• Sciacquarelascodellapermiscelazioneconacquaeliminandol’eccesso.Utilizzarescodelledistinteperlamiscelazionedeirivestimenti fosfatici e di quelli gessosi.
• Versarenellascodellalaquantitàdiliquidonecessaria,quindi aggiungere la polvere miscelando con una spatola per 10-15 secondi.
• Miscelareconilmiscelatoresottovuotoabassavelocità (350-600 giri/m) per 120 secondi. Miscelatori con un rapporto giri/mpiùelevatorichiedonounadiminuzionedeltempodimiscelazione(90secondi).
4. Indurimento• Lasciareindurireper15minuti.• Eliminarelapatinalucidadallapartesuperioredellostesso.• Perottenereimiglioririsultatipossibili,mettereglistampinel
forno preriscaldato entro 30 minuti dalla colata del rivestimento.Nota: gli stampi lasciati indurire per più di 12 ore vanno nuovamente bagnati immergendoli in acqua distillata per 1-3 minuti prima di procedere al preriscaldo.
5. Preriscaldo Tecnica veloce (forno preriscaldato)
• Mettereglistampinelfornopreriscaldatoallatemperaturaconsigliata dal fabbricante della lega, 925° C max. Se si deve raggiungere una temperatura più alta, mettere gli stampi nel forno a 925° C, quindi aumentare la temperatura di 14°-20° C al minuto.
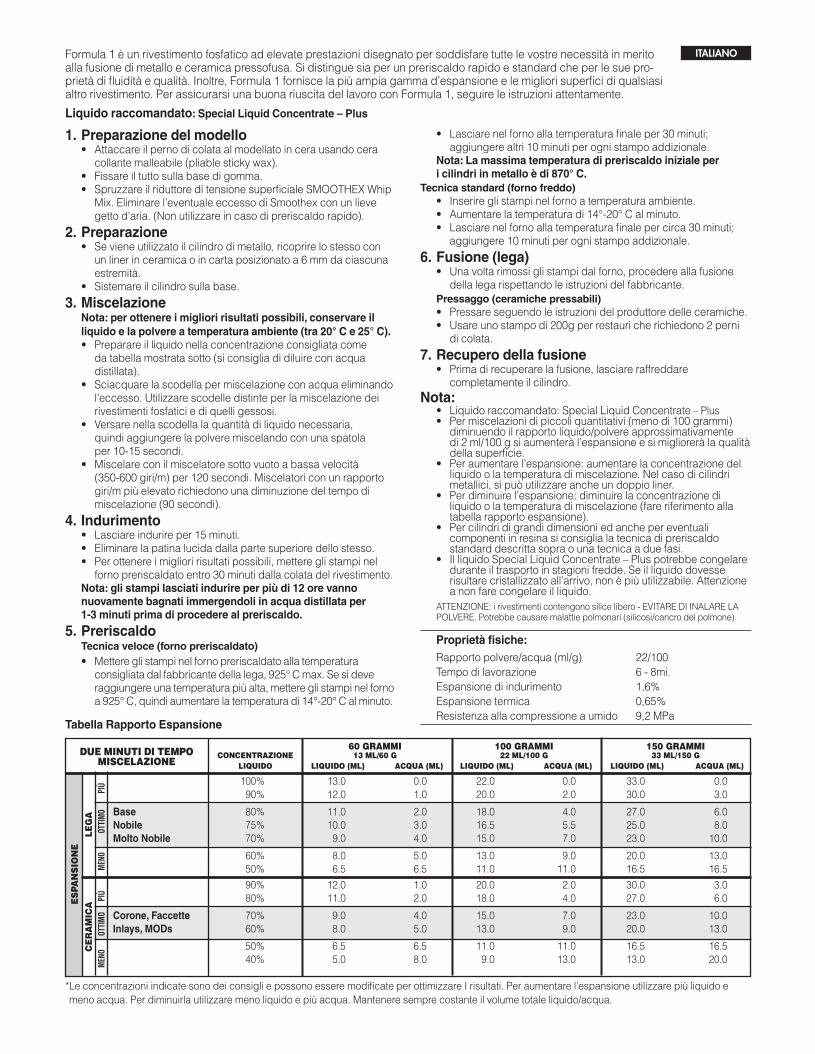
Formula1èunrivestimentofosfaticoadelevateprestazionidisegnatopersoddisfaretuttelevostrenecessitàinmeritoalla fusione di metallo e ceramica pressofusa. Si distingue sia per un preriscaldo rapido e standard che per le sue pro-prietàdifluiditàequalità.Inoltre,Formula1forniscelapiùampiagammad’espansioneelemigliorisuperficidiqualsiasialtrorivestimento.PerassicurarsiunabuonariuscitadellavoroconFormula1,seguireleistruzioniattentamente.
Liquido raccomandato: Special Liquid Concentrate – Plus
60 grammI 100 grammI 150 grammI ConCentraZIone 13 mL/60 g 22 mL/100 g 33 mL/150 g LIQUIDo LIQUIDo (mL) aCQUa (mL) LIQUIDo (mL) aCQUa (mL) LIQUIDo (mL) aCQUa (mL)
100% 13.0 0.0 22.0 0.0 33.0 0.0 90% 12.0 1.0 20.0 2.0 30.0 3.0
Base 80% 11.0 2.0 18.0 4.0 27.0 6.0Nobile 75% 10.0 3.0 16.5 5.5 25.0 8.0Molto Nobile 70% 9.0 4.0 15.0 7.0 23.0 10.0
60% 8.0 5.0 13.0 9.0 20.0 13.0 50% 6.5 6.5 11.0 11.0 16.5 16.5
90% 12.0 1.0 20.0 2.0 30.0 3.0 80% 11.0 2.0 18.0 4.0 27.0 6.0
Corone, Faccette 70% 9.0 4.0 15.0 7.0 23.0 10.0Inlays, MODs 60% 8.0 5.0 13.0 9.0 20.0 13.0
50% 6.5 6.5 11.0 11.0 16.5 16.5 40% 5.0 8.0 9.0 13.0 13.0 20.0
eS
Pan
SIo
ne
Tabella Rapporto Espansione
Leg
a
meN
O Ot
tim
O pi
ùC
er
am
ICa
m
eNO
Otti
mO
più
DUe mInUtI DI temPo mISCeLaZIone
• Lasciarenelfornoallatemperaturafinaleper30minuti;aggiungerealtri10minutiperognistampoaddizionale.
Nota: La massima temperatura di preriscaldo iniziale per i cilindri in metallo è di 870° C.
Tecnica standard (forno freddo)• Inserireglistampinelfornoatemperaturaambiente.• Aumentarelatemperaturadi14°-20°Calminuto.• Lasciarenelfornoallatemperaturafinalepercirca30minuti;aggiungere10minutiperognistampoaddizionale.
6. Fusione (lega)• Unavoltarimossiglistampidalforno,procedereallafusionedellalegarispettandoleistruzionidelfabbricante.
Pressaggo (ceramiche pressabili)• Pressareseguendoleistruzionidelproduttoredelleceramiche.• Usareunostampodi200gperrestauricherichiedono2perni
di colata.
7. Recupero della fusione• Primadirecuperarelafusione,lasciareraffreddare
completamente il cilindro.Nota:
• Liquidoraccomandato:SpecialLiquidConcentrate – Plus• Permiscelazionidipiccoliquantitativi(menodi100grammi)
diminuendo il rapporto liquido/polvere approssimativamente di2ml/100gsiaumenteràl’espansioneesimiglioreràlaqualitàdella superficie.
• Peraumentarel’espansione:aumentarelaconcentrazionedelliquidoolatemperaturadimiscelazione.nelcasodicilindrimetallici,sipuòutilizzareancheundoppioliner.
• Perdiminuirel’espansione:diminuirelaconcentrazionediliquidoolatemperaturadimiscelazione(fareriferimentoallatabella rapporto espansione).
• Percilindridigrandidimensioniedanchepereventualicomponenti in resina si consiglia la tecnica di preriscaldo standard descritta sopra o una tecnica a due fasi.
• IlliquidoSpecialLiquidConcentrate–Pluspotrebbecongelaredurante il trasporto in stagioni fredde. Se il liquido dovesse risultarecristallizzatoall’arrivo,nonèpiùutilizzabile.Attenzionea non fare congelare il liquido.
ATTEnZIOnE:irivestimenticontengonosilicelibero-EVITAREDIInALARELAPOLVERE.Potrebbecausaremalattiepolmonari(silicosi/cancrodelpolmone).
Proprietà fisiche:Rapporto polvere/acqua (ml/g) 22/100Tempodilavorazione 6-8mi.Espansione di indurimento 1,6%Espansione termica 0,65%Resistenzaallacompressioneaumido 9,2MPa
*LeconcentrazioniindicatesonodeiconsigliepossonoesseremodificateperottimizzareIrisultati.Peraumentarel’espansioneutilizzarepiùliquidoemenoacqua.Perdiminuirlautilizzaremenoliquidoepiùacqua.Manteneresemprecostanteilvolumetotaleliquido/acqua.
15113 Formula1 Inst.indd 4 8/11/09 1:42:56 PM

FRANÇAISFormula 1 est un revêtement phosphaté haute performance qui pourra être utilisé pour la coulée de tous les metaux, ainsi quepourlacéramiquespressée.Utilisationpossibleentechniqued’enfournementrapide(fouràtemperature)oumethodestandard(Fourdepartàfroid).DeplusavecFormula1vouspouvezréglerl’expansiondevosrevêtementsetobtenirlameilleurequalitédesurfacequ’aucunautrerevêtement.Pourêtrecertaind’obtenirlemeilleurresultatavecFormula1.
Liquide recommandé: Special Liquid Concentrate – Plus
1. Préparation de la maquette• Attacherlatigedecouléeàlamaquetteencireenutilisantdela
cire souple et collante.• Placerlesmaquettessurlabaseconiqueducône.• PulvériserdudégraissantSMOOTHEXdeWhipMixpourmaquetteencire.Soufflerdoucementsurlamaquettepourenleverl’excèsdeproduit.
2. Préparation• Siuncylindremétalliqueestutilisé,legarnird’unedoublureen
céramique ou papier, court de 6 mm à chaque extrémité.• Placerlecylindresurlecône.
3. MélangeRemarque — Pour obtenir les meilleurs résultats possibles, stocker le liquide et la poudre entre 20° et 25° C.• Préparerleliquideenrespectantlesconcentrationssuggérées
dans le tableau ci-dessous (il est recommandé de diluer avec de l’eaudistillée).
• Rincerlebolavecdel’eauetsecouerpouréliminerl’excès.• Verserd’abordlamesuredeliquidedanslebol.Ajouterlapoudreen
mélangeant à la main avec une spatule pendant 10 à 15 secondes.• Mélangerensuitesousvide,àvitessefaible(350à600tr/min)
pendant 120 secondes. Le temps de mélange peut être affecté suivant la forme des pales et la vitesse du melangeor.
4. Durcissement• Laisserdurcirpendant15minutes• Enleverleglaçageduhautdumouleetrincersousl’eaudurobinet.• Pourobtenirlesmeilleursrésultats,placerdansunfourchauddans
les trente minutes suivant la mise en revêtement. Remarque — Avant le chauffage, faire tremper dans de l’eau
pendant à 3 minutes les moules qui ont été préparés plus de 12 heures auparavant.
5. Chauffage Technique rapide (four chauffé)
• Placerlerevêtementdanslefourchaufféàlatempératurerecommandéeparlefabricantdel’alliage,maximum925°C.Pourles températures plus élevées, mettre les moules dans le four à 925° C, puis augmenter progressivement la température de 14° à 20° C parminute,jusqu’àlatempératurefinale.
• Laisseràlatempératurefinalependant30minutes;ajouter 10 minutes pour chaque cylindre supplémentaire.
* Remarque — La temperature maximum d’entrée pour la technique avec cylindre est de 870° C
Technique standard (four froid)• Placerlesmoulesdanslefouràtempératureambiante.• Chaufferjusqu’àlatempératuredésiréeàraisonde14°à20°C
par minute.• Laisseràlatempératurefinalependant30minutes;ajouter
10 minutes pour chaque cylindre supplémentaire.
6. Moulage• Aprèslasortiedufour,demoulerimmédiatementselonlesinstructionsdufabricantdel’alliage.
Ceramique Pressée.• Utiliserlesrecommandationsdufabricant• Utiliserdescylindres200grspourdeuxlingots
7. Demoulage• Prevoirquelescylindrescoulesetlesceramiquespresséesdoivent
être complement refroidis avant demoulage.
Remarque• Liquiderecommandé:SpecialLiquidConcentrate–Plus• Pourlespetitsvolumedemélange(-100grs)diminuérleratiopoudreliquidede2MLvousaugmenterezl’expansionetobtiendrezune excellente qualité de surface.
• Ilfaututiliserdesbolsséparéspourmélangerlesrevêtementsauphosphate et au gypse.
• Unetempératurebassedumélangeréduitl’expansion,augmenteletemps de durcissement et produit une surface de moulage rugueuse.
• Encasd’utilisationduproduitenvrac,ilfautprendresoindebienrefermer le sac pour éviter la détérioration du produit.
• Pourlesgrandscylindrescontenantdesrestaurationscomplexesou des tiges de coulée en plastique, des canaux de moulage sec-ondairesoudescoiffes,ilestrecommandéd’utiliserlatechniquedechauffage standard décrite plus haut ou la technique à deux étapes.
• SpecialLiquidConcentrate–Plusrisquedegelerpendantletransportàdestempératuresbasses.Encecas,iln’estplusutilisable.Prendregardequ’ilnegèlepas.
ATTEnTIOn—Lesrevêtementscontiennentdelasilicelibre.nEPASInHALERLESPOUSSIERES,ellespeuventoccasionnerdesmaladiespulmonairesàretar-dement (silicose ou cancer du poumon).
Propriétés physiques:Proportion liquide/poudre (mL/g) 22 / 100Temps de travail 6–8 min.Expansion durant le durcissement 1,6%Expansion thermique 0,65%Force de compression 9.2 MPa
60 grammeS 100 grammeS 150 grammeS ConCentratIon 13 mL/60 grammeS 22 mL/100 grammeS 33 mL/150 grammeS
LIQUIDe LIQUIDe (mL) eaU (mL) LIQUIDe (mL) eaU (mL) LIQUIDe (mL) eaU (mL)
100 % 13.0 0.0 22.0 0.0 33.0 0.0 90 % 12.0 1.0 20.0 2.0 30.0 3.0
Base = Ni-Cr, Ni-Cr-Be 80 % 11.0 2.0 18.0 4.0 27.0 6.0Noble =Ag-Pd,Au<40% 75 % 10.0 3.0 16.5 5.5 25.0 8.0High Noble = Pd avec 70 % 9.0 4.0 15.0 7.0 23.0 10.0 2à8%Au,Au>40%
60 % 8.0 5.0 13.0 9.0 20.0 13.0 50 % 6.5 6.5 11.0 11.0 16.5 16.5
90 % 12.0 1.0 20.0 2.0 30.0 3.0 80 % 11.0 2.0 18.0 4.0 27.0 6.0
Couronnes, Veneers 70 % 9.0 4.0 15.0 7.0 23.0 10.0Inlays, MOD 60 % 8.0 5.0 13.0 9.0 20.0 13.0
50 % 6.5 6.5 11.0 11.0 16.5 16.5 40 % 5.0 8.0 9.0 13.0 13.0 20.0
eX
Pan
SIo
n
Ratio de Melange expansion
DeUX mInUtetemPS De meLange
Ce
ra
mIQ
Ue
mOi
Ns
Opti
mum
pL
usa
LLIa
ge
mOi
Ns
Opti
mum
pL
us
*Lesconcentrationsrecommandéessontapproximativesetpeuventêtremodifiéespouroptimiserl’ajustement.Pouraugmenterl’expansion,utiliserdavantagedeliquideetmoinsd’eau.Pourdiminuerl’expansion,utilisermoinsdeliquideetdavantaged’eau.Toujoursmaintenirlevolumeliquide/eautotal.
15113 Formula1 Inst.indd 5 8/11/09 1:42:56 PM

ENGLISH DEUTSCH
1. Vorbereiten der Modellationen• gussstiftemitweichemKlebewachsamWachsmodellbefestigen• ModellationenamMulden-/gusstrichterformeranwachsen• MitWhipMixSMOOTHEX(Oberflächen-Entspannungsmittel)
einsprühen, überschüssiges Smoothex sanft abblasen.
2. Vorbereitung• Formula1kannimMuffelringoderauchmuffelfreieingebettetwerden.• MetallmuffelnwerdenmitKeramikfaser-oderZellulosevliesausgekleidet.AnjedemMuffelende6mmfreilassen.Muffelvliesnichtanfeuchten.
• MuffelaufdenMulden-/gusstrichterformerstellen.
3. AnmischenHinweis: UmoptimaleResultatesicherzustellen,solltenFlüssigkeitundPulverbeieinerTemperaturzwischen20°und25°Caufbewahrtwerden.• DieFlüssigkeitinderempfohlenenKonzentrationentsprechendderuntengenanntenExpansionstabelleverdünnen(zumVerdünnenwird destilliertes Wasser empfohlen).
• MischgefäßmitWasserausspülen,Überschußausschütteln.• AbgemesseneFlüssigkeitindenBechergeben,Pulverhinzufügenund10–15SekundengutvonHandmischen.
• Beilangsamergeschwindigkeit(350-6001/min)120SekundenmaschinellunterVakuummischen.BeihöherdrehendenMischgerätendieMischzeitgegebenenfallsauf90Sekundenreduzieren.
Hinweis: UnterschiedlicheMischzeiten,MischgeräteundunterschiedlichePaddel-DesignhabeneinenEinflussaufdieExpansion.DaherkannesnotwendigseindieMischzeitanzupassen(sieheunten**).
4. Abbinden• 15Minutenabbindenlassen• OberseitederMuffelantrimmenoderaufkratzenundMuffelunterfließendemWasserabspülen.
• Möglichstinnerhalbvon30MinutennachdemEinbettenindenvorgeheiztenAusbrennofenstellen.
Hinweis: Muffeln die mehr als 12 Stunden abgebunden haben, sollten vordemAusbrennenerneutbefeuchtetwerden,indemmansie1–3Minutenwässert.
5. AusbrennenSchnelles Vorwärmen (vorgeheizter Ausbrennofen):• MuffelindenOfenstellenderaufdievomLegierungsherstellerempfohleneTemperaturvorgeheiztwurde(bis870°C)*.BeihöherenEndtemperaturendieMuffelnbei870°CindenOfenstellenunddannum14°–20°C/minbiszurEndtemperaturaufheizen.
Formula1isteinekohlenstofffreie,phosphatgebundeneHochleistungs-Einbettmasse.SieistkonzipiertalleAnsprücheinderMetallguss-undKeramikpresstechnikoptimalzuerfüllen-direktesAufsetzenimheißenOfenodergesteuertesVorwärmen,dünnfließendein-undleichtauszubetten-eineechteUniversaleinbettmasse.Formula1bietetdiegrößtmöglicheBandbreiteanExpansionbeigleichzeitigglattestenOberflächenderObjekte.UmeinenoptimalenErfolgmitFormula1sicherzustellen,folgenSiebittedenuntenstehenAnweisungen:
Empfohlene Flüssigkeit: Special Liquid Concentrate – Plus
• 30MinutenbeiEndtemperaturhalten,HaltezeitfürjedezusätzlicheMuffel10minverlängern.
• Hinweis:MaximaleAufsetztemperaturbeimuffelfreiemEinbetten:925°CGesteuertes Vorwärmen (kalter Ausbrennofen):• MuffelindenkaltenOfenstellenunddiesenmit 14°–20°C/minaufdiegewünschteTemperaturaufheizen.
• 30MinutenbeiEndtemperaturhalten,HaltezeitfürjedezusätzlicheMuffel10minverlängern.
6. Gießen• SofortnachderEntnahmeausdemOfenentsprechenddenEmpfehlungendesLegierungsherstellersvergießen.
Keramik pressen• DieEmpfehlungendesKeramik-Herstellersbeachten.• FürPressungenmit2Rohlinge200gMuffelverwenden.
7. Ausbetten• LassenSiedieMetallgußmuffelnalsauchdiePreßkreamikmuffeln
unbedingt abkühlen, bevor Sie ausbetten.
Wichtig:• EmpfohleneFlüssigkeit:SpecialLiquidConcentrate–Plus• Wirdwenigerals100gPulverangemischt,führteineReduktionderFlüssigkeitsmengeum2mlzueinerErhöhungderExpansionbeigleichzeitigoptimiertergussoberfläche.
• Beiengengüssen(Muffelring):DoppeltesMuffelvlieseinlegen,Einbettmassenichtzukaltverarbeiten.
• Beiweitengüssen:Flüssigkeitskonzentrationsenken,Einbettmassenichtzuwarmverarbeiten.(BitteExpansionstabellebeachten)
• FürgroßeMuffelnmitkomplizierten,großenRestaurationenoderKunststoffgusskanälenwirdinjedemFallempfohlengesteuertvorzuwärmen.
• SpecialLiquidConcentrate–PluskannbeiMinusgradenwährenddesTransporteseinfrieren.SolltesichdieLiquidbeiAnkunftamZielortkristallisierthaben,istsieunbrauchbar.VorFrostschützen!
WARnHInWEIS:EinbettmassenenthaltenungebundenenQuarzstaubnICHTEInATMEn!!KannzuLungenschädenführen(z.B.Silikose)
Physikalische Eigenschaften:Wasser-Pulver-Verhältnis(ml/g) 22ml/100gVerarbeitungszeit 6-8Min.Abbindeexpansion 1,6%Thermische Expansion 0,65 %Druckfestigkeit, feucht 9,2 MPa
60 g BeUteL 100 g BeUteL 150 g BeUteL LIQUID 13 mL / 60 g 22 mL / 100 g 33 mL / 150 g KonZentratIon LIQUID (mL) WaSSer (mL) LIQUID (mL) WaSSer (mL) LIQUID (mL) WaSSer (mL)
100% 13.0 0.0 22.0 0.0 33.0 0.0 90% 12.0 1.0 20.0 2.0 30.0 3.0
NEM 80% 11.0 2.0 18.0 4.0 27.0 6.0Gold reduziert 75% 10.0 3.0 16.5 5.5 25.0 8.0hochgoldhaltig 70% 9.0 4.0 15.0 7.0 23.0 10.0
60% 8.0 5.0 13.0 9.0 20.0 13.0 50% 6.5 6.5 11.0 11.0 16.5 16.5
90% 12.0 1.0 20.0 2.0 30.0 3.0 80% 11.0 2.0 18.0 4.0 27.0 6.0
K+B, Veneers 70% 9.0 4.0 15.0 7.0 23.0 10.0Inlays, MODs 60% 8.0 5.0 13.0 9.0 20.0 13.0
50% 6.5 6.5 11.0 11.0 16.5 16.5 40% 5.0 8.0 9.0 13.0 13.0 20.0
eX
Pan
SIo
n
Empfohlene Flüssigkeitskonzentrationen**:
Leg
Ier
Un
g W
eNiG
er
Opti
mAL
m
eHr
Pr
eS
SK
er
am
IK W
eNiG
er
Opti
mAL
m
eHr
mISChZeIt:2 mIn
*EmpfohleneAufsetztemperaturbeidirektemVorwärmen-EinbettenimMuffelring:870°C-beimuffelfreiemEinbetten:925°C**DieempfohlenenAngabenwurdenbei23°CRaumtemperaturund20-25°CPulver/Liquid-Temperaturermittelt!EinflüssewieerhöhteRaumtemperatur,erhöhteMaterialtemperatur,MischzeitundVakuummischer,ArtderModellation(Wachs,Kunststoff/Folien,kombinierteWachs-/Kunststoffmodellationetc.)könnendasgussergebnisbeeinflussen.EswirddaherunbedingtempfohlendieobenstehendenAngabenandieindividuelleLaborsituationanzupassen!Die Flüssigkeit / Wasser - Gesamtmenge immer beibehalten.***BeidenempfohlenenKonzentrationenhandeltessichumSchätzungen,diefüreineoptimalePassformangeglichenwerdenkönnen.UmdieExpansionzuerhöhenverwendenSiemehrFlüssigkeitundwenigerWasser.UmdieExpansionzuverringern,verwendenSiewenigerFlüssigkeitundmehrWasser.AchtenSieimmeraufdieinsgesamteFlüssigkeit/Wassermenge.
15113 Formula1 Inst.indd 6 8/11/09 1:42:56 PM

お奨めする液剤: Special Liquid Concentrate– Plus
15113 Formula1 Inst.indd 7 8/11/09 1:42:57 PM

ENGLISH
CPL 10179 08/09
15113 Formula1 Inst.indd 8 8/11/09 1:42:58 PM