five algorithms to optimize and correct the tool path of
TRANSCRIPT

1
Five Algorithms to Optimize and Correctthe Tool Path of the Five-Axis Milling Machine
S.S. Makhanov and M. MunlinDepartment of Information Technology,
Sirindhorn International Institute of Technology, Thammasat University, Pathum Thani, 12121, Thailand
www.5axis-thai.com
Two Royal Golden Jubilee Scholarships of the Thailand Research Fund are available for Thai Master of Ph.D. students

2
Cutter
CutterTilt Table
Rotary TableWorkpiece
Milling Machines Maho600E and HERMLE
Cutter Rotary Table
Tilt Table
Rotary Table
Tilt Table

3
5-Axis Machining

4
CAD
NCprogram
General Objective: Tool path Optimization. A Software Prototype Tool path OptimizerCriteria: kinematics error, scallop height, machining stripAdaptive tool paths(grids, space filling curves, angle optimization) Gouging avoidance, Collision detection
Tool pathInverse
kinematicsModeling
kernel
Error estimator 1with visualization
Tool tip errorScallop height
Gouging Machining strip
Solid model of the machine
Visual collision detection
Error estimator 2and visualizationMaterial removalintegrated with
the UG
Virtual Milling Machine
Errors
NURBS(IGES)
Tool path

5
Optimization Problem Given a surface find a set of tool positions and orientationssuch that the surface is cut with max accuracy for minimum time

6
Idea 1. Curvilinear grids

(a) (b)
Adaptation of the spiral tool path. Grid in the polar coordinates

8
High accuracy milling
A very high density of the CL- points

Enter the circular region
Start the spiral motion
Exit from the circular regionComposite patterns

Adaptation to the boundary & pockets
Robot with sad face Oister

11
A complicated boundary & a pocket

12
Workpeices produced by means of adaptive tool path
Concave-convex surface, plastic
Parabolic surface, wood
Concave-convex Beziersurface, steel
Concave-convex surface, wood
Complex boundary,wood
Internal boundary, wood.
13
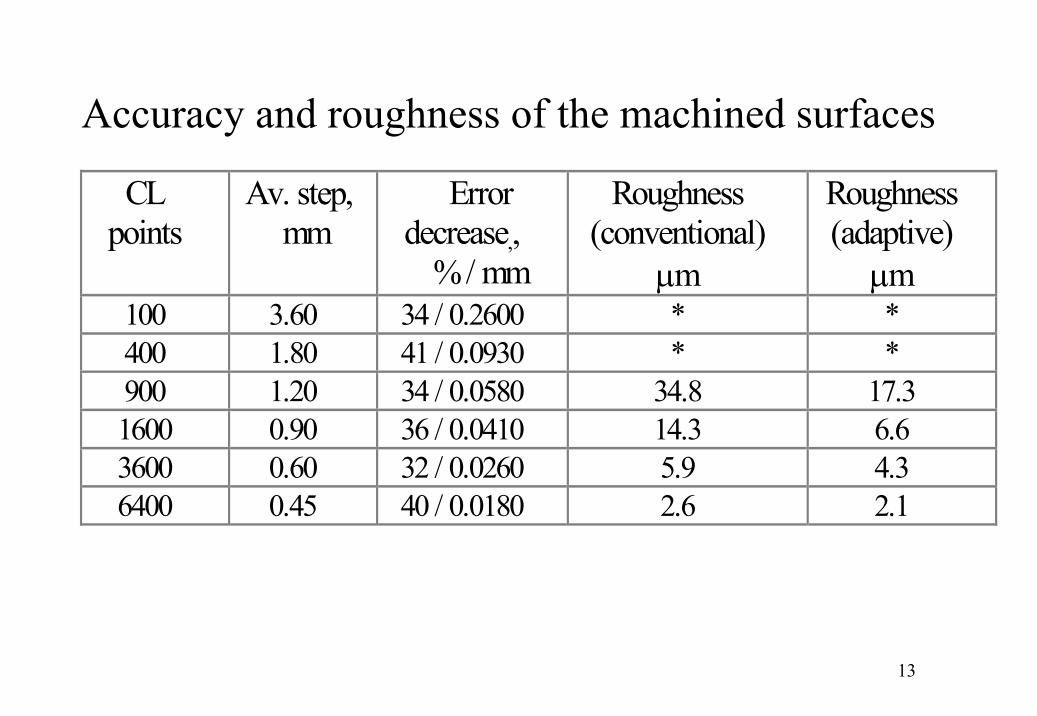
CLpoints
Av. step,mm
Errordecrease,,
% / mm
Roughness(conventional)
µm
Roughness(adaptive)
µm100 3.60 34 / 0.2600 * *400 1.80 41 / 0.0930 * *900 1.20 34 / 0.0580 34.8 17.31600 0.90 36 / 0.0410 14.3 6.63600 0.60 32 / 0.0260 5.9 4.36400 0.45 40 / 0.0180 2.6 2.1
Accuracy and roughness of the machined surfaces

14
Idea 2. Space-Filling Curve
• SFC is a continuous mapping of a unit line segment onto the unit square.

15
Adaptive Space-Filling Curve Construction
• Overlay two iso-parametric tool paths; one in the v-direction and one in the u-direction.
Iso-parametric tool path in v-direction
Iso-parametric tool path in u-direction
The resulting grid

16
Machining strip must cover the entire surface

17
Space-Filling Curve Generation
• Generation of space-filling curve is formulated as the Hamiltonian path problem.
• The grid is first covered by small rectangular circuits.

18
Space-Filling Curve Generation
• Any two adjacent circuits merge into a bigger circuit. The cost of merging is defined as:
Where |e| presents the length (distance) of the edge e.• Define a dual graph G’:
Each small circuit in G defines a vertex in G’Two edges connecting two small circuits in G define an edge in G’
A B
C
D
e fs
tA′ B′
C′
D′
v′
fetsBACost −−+=),(
Dual Graph G’

19
Space-Filling Curve Generation
• Merging is done by constructing a minimum spanning tree on the dual grid graph
• Tool path is obtained by removing virtual edges (dashed line), if any.
Minimum Spanning Tree of Dual Graph G’
Corresponding Hamiltonian Path In G

20
Tool Path Correction

21
Example 1

22
Example 1 Machining
Cutting without tool path correction Cutting with tool path corrections

23
Example 2

24
Example 3
The Unigraphis Simulator

25
6780.847955.582637.54SFC tool path
9036.179397.972648.12Iso-parametric in the u-direction
7831.709397.973917.31Iso-parametric in the v-direction
Example 3Example 2Example 1
Total path length (mm)Tool Path
Efficiency of the SFC tool path

26
Calculate optimal directions. Find clusters of the optimal directions which “look like” zigzag or spiral
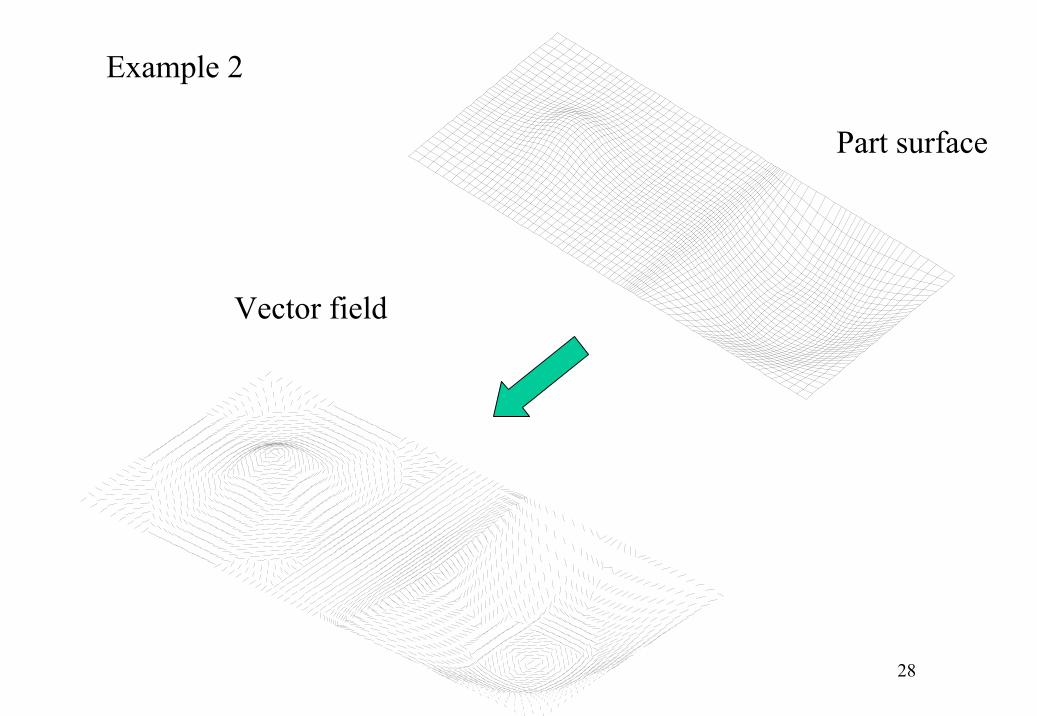
Idea 3. Vector Field Clustering
f
Fy Fx−,( )

27
Part surfaceTool path
Machining
K –means/ Normalized cut method/ DBSCAN
Vector field analysis
28
Example 2
Part surface
Vector field
29
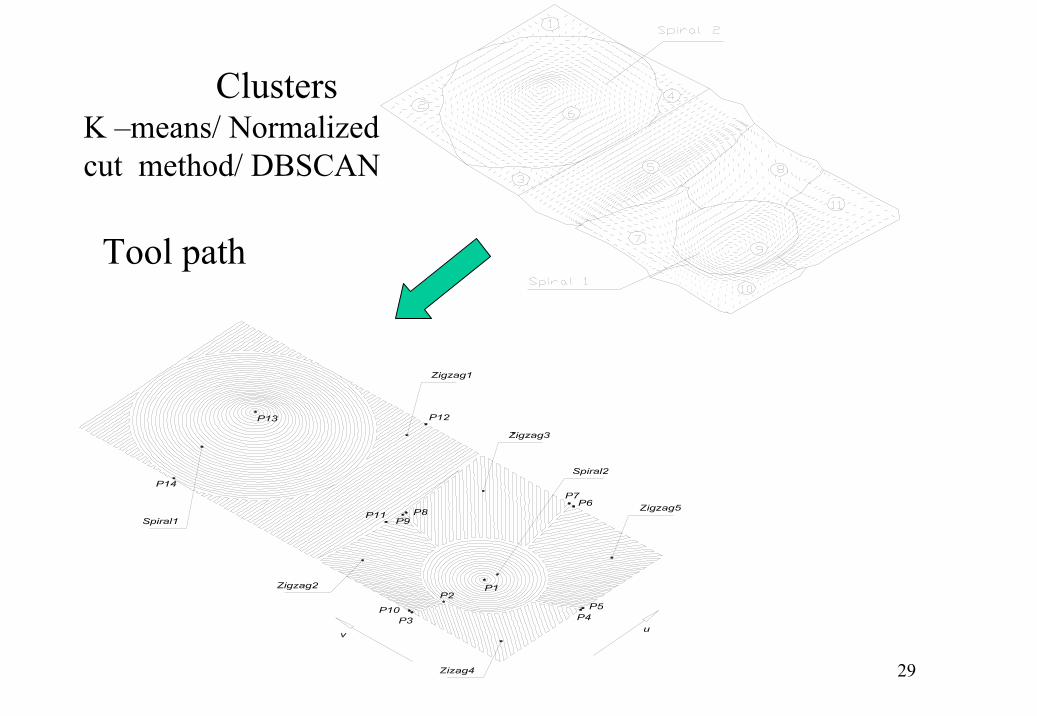
Clusters
Tool path
K –means/ Normalized cut method/ DBSCAN

30
Example 2Actual machining
Comparison between tool path calculated by the proposed method and by the iso-parametric method
15220616.16The vdir
29620255.37The udirConventional
Method
30018675.45Vector Field
Number of turnsCC path length
(mm)

31
Idea 4. Angle Optimization

32
Around or across the hill ? The first rotary axis
The second rotary axis
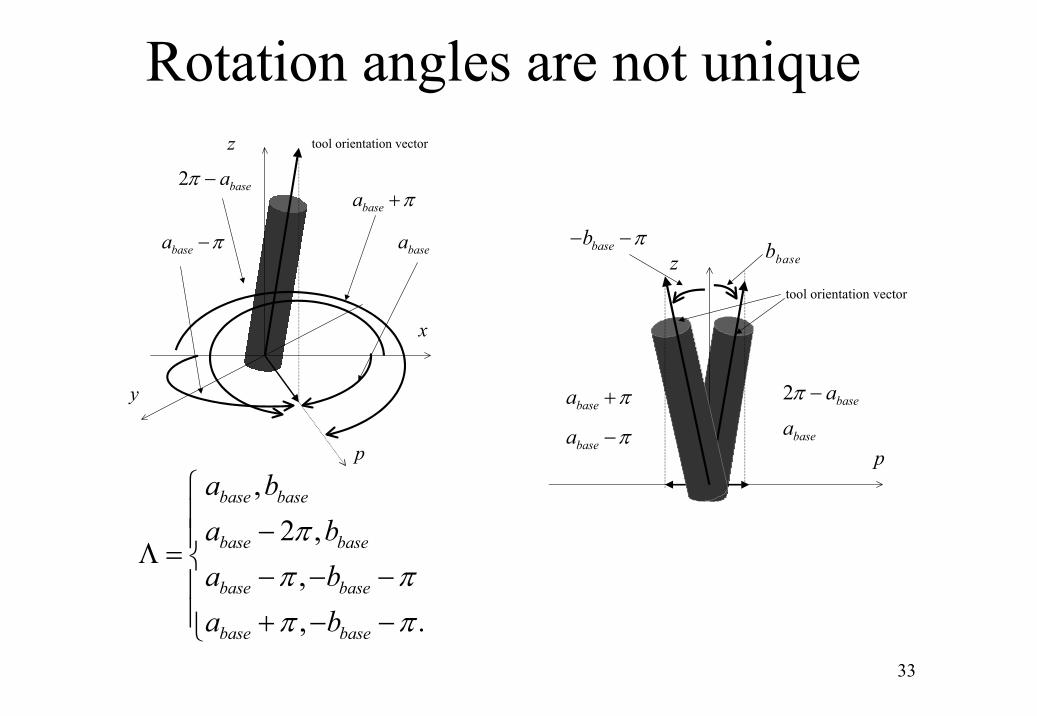
33
tool orientation vector
baseabasea π−basea π+ 2 baseaπ −
p
zbaseb π− −
baseb
tool orientation vector
baseabasea π−
basea π+2 baseaπ −
x
y
z
p
,2 ,
,, .
base base
base base
base base
base base
a ba ba ba b
ππ ππ π
−Λ = − − − + − −
Rotation angles are not unique

34
The Shortest Path
,1basea
,1baseb
,2basea π−,2baseb π− −
,2basea π+
,2baseb π− −
,2basea
,2baseb
,22 baseaπ−
,2baseb
,3basea π−,3baseb π− −
,3basea π+
,3baseb π− −
,3basea
,3baseb
,32 baseaπ−,3baseb

35
The shortest path for 2 points
Error Reduction 98.25%=
.7291571.1,896.0,571.1
,:After
.412.1,4.712,896.0,571.1
:Before
22
11
,2222
22
11
.,baba
bbaa
baba
−=−=′−=−=
−−=′+=′
−=−=−=−=
ππ
36
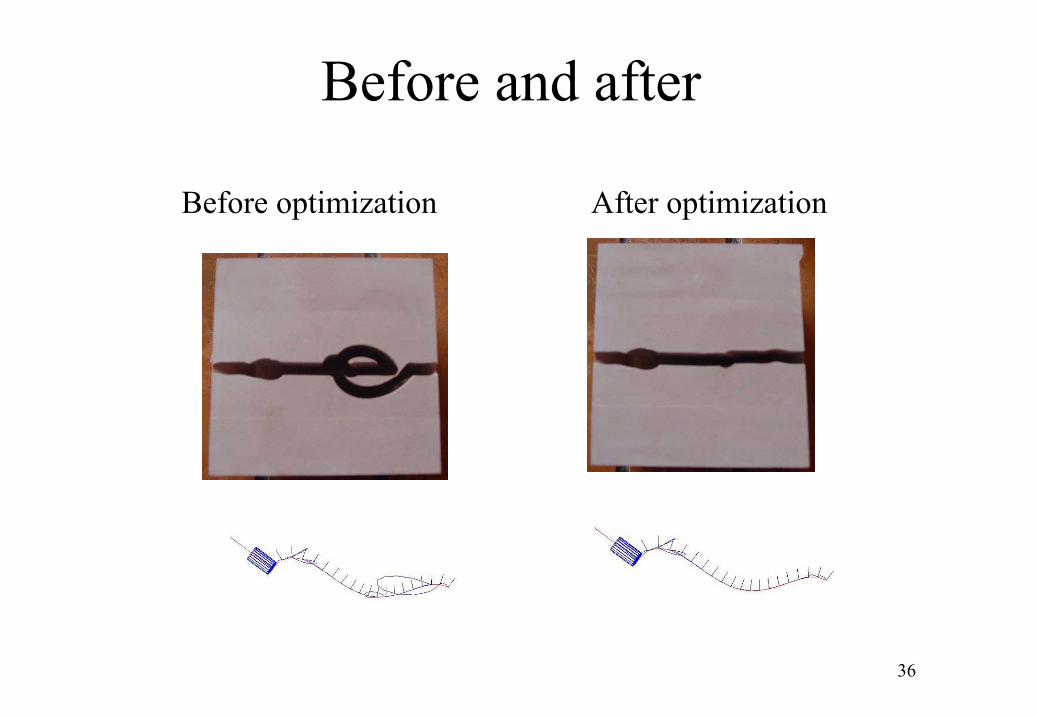
Before and after
Before optimization After optimization

37
Before and After

38
Efficiency
1876.49 / 1876.4903.999 3.999 130 x 201916.1/ 1911.24.07.103 7.395 100 x 202069.3 / 2020.121.06.878 8.711 40 x 202183.6 / 2038.356.07.162 16.253 30 x 202367.6 / 2101.262.67.558 20.228 20 x 202500.3 / 2123.055.98.517 19.300 15 x 202825.6 / 2255.547.912.426 23.862 10 x 20
Path lengthNon-opt/opt(mm)
error decrease(%)
Optimizationmax error (mm )
No optimization max error(mm)
Tool path

39
Impeller before and after

40
Idea 5. The error depends the on workpiece initial orientation
and the machine setup

41
Least Square Error
12
, 1 , 101
2 2 2, 1 , 1 , 1 , 1 , 1 , 1
0
,
( ) ( ) ( ) .
Dp p p p
p
D D Dp p p p p p p p p p p p
p
W W dt
x x y y z z dt
ε + +
+ + + + + +
= −
= − + − + −
∑∫
∑∫

42
System of nonlinear Equations
• Differentiate the error function with respect to workpiece (Ra,Rb,T12),
• Solved by Newton Method.
2 2 2
2a 12
2 2 2
212
2 2 2
212 12 12
d d dd d d d d
d d dd d d d d
d d dd d d d d
a b a
a b b b
a b
R R R R T
JR R R R T
R T R T T
ε ε ε
ε ε ε
ε ε ε
=
The Jacobian matrix for the case Ra,Rb,T12

43
Example 1 Tool Path
Before optimization After optimization
44
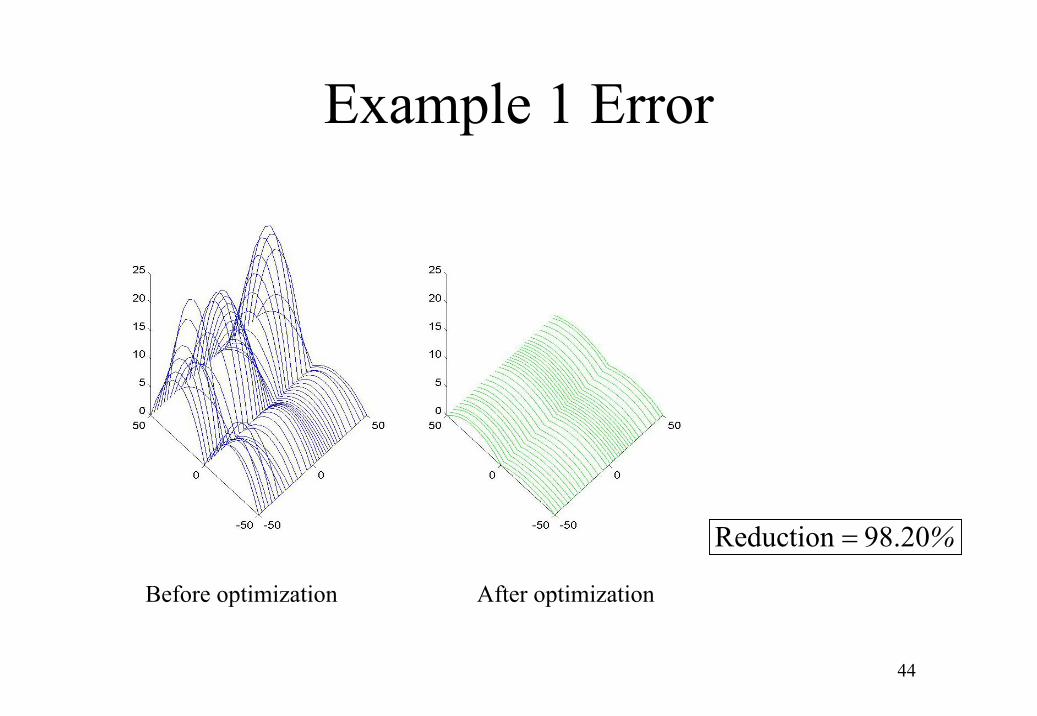
Example 1 Error
Before optimization After optimization
Reduction 98.20%=

45
Other machines Similar resultsThe 1-1 machine The 0-2 machine

46
Example 2. The 1-1 Machine
Before optimization After optimization

47
Example 2. The 1-1 Machine
Before optimizationReduction 98.03%=
After optimization

48
We obtained a rigorous mathematical proof that every
machine has 6 optimizable variables
The 0-2 machine
The 1-1 machine
none The 2-0 machine
Machine settings Tool Workpiece
setup Machine Type
12, 12, 12,, , , ,a b x y zr r T T T
12, 12,, , ,a b x yr r T T
,a br r
23,xT
4,zT
4,zT
34,xT
23, 23, 34,, ,x y yT T T

49
Other parameters are either invariant parameters
(The parameter doesn’t affect the tool trajectory. For example: the tool length for the 2-0 machine)
d 0dvε≡

50
or dependent variables
12, 23, cz zT T+ =
13, czT =

51
Efficiency
Surface 1Surface 2
52
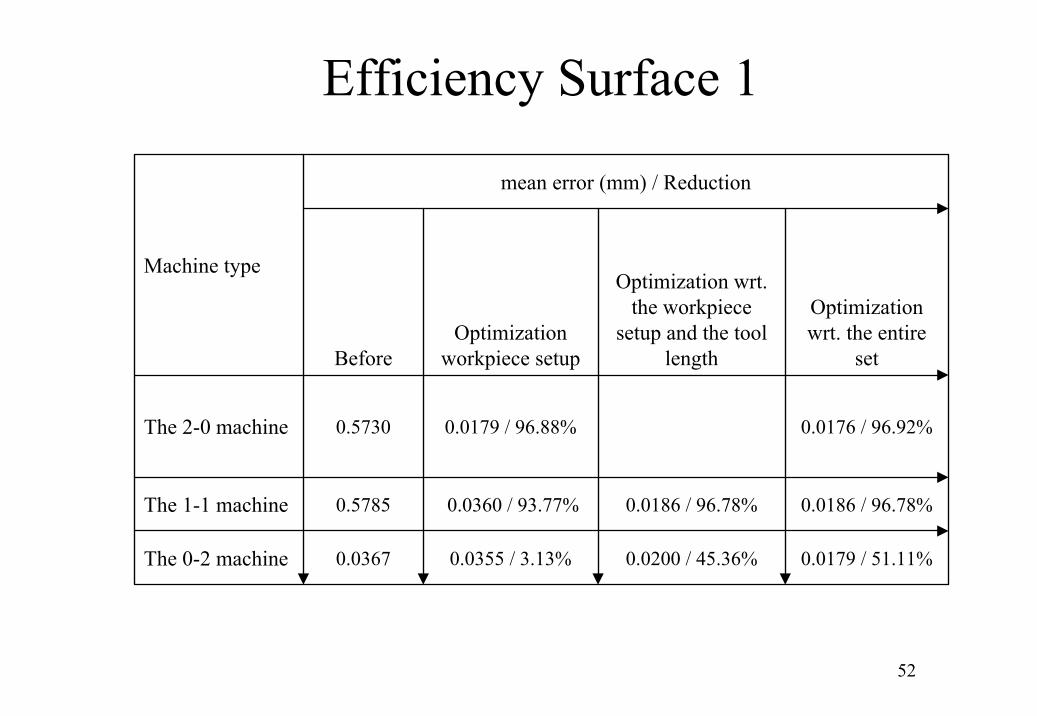
Efficiency Surface 1
0.0179 / 51.11%0.0200 / 45.36%0.0355 / 3.13%0.0367The 0-2 machine
0.0186 / 96.78%0.0186 / 96.78%0.0360 / 93.77%0.5785The 1-1 machine
0.0176 / 96.92%0.0179 / 96.88%0.5730The 2-0 machine
Optimization wrt. the entire
set
Optimization wrt. the workpiece
setup and the tool length
Optimization workpiece setupBefore
mean error (mm) / Reduction
Machine type

53
Efficiency Surface 2
0.1087 / 80.45%0.1220 / 78.06%0.5495 / 1.18%0.5561The 0-2 machine
0.3029 / 57.30%0.3072 / 56.68%0.6335 / 10.68%0.7092The 1-1 machine
0.1102 / 79.62%0.1118 / 79.33%0.5408The 2-0 machine
Optimization wrt. the entire
set
Optimization wrt. the workpiece
setup and the tool length
Optimization wrt. the workpiece
setup
Before optimizatio
n
mean error (mm) / Reduction
Machine type

54
Efficiency. Point Reduction
5544 / 30.0%7925Surface 2
1233 / 68.4%3900Surface 1
Optimization wrt. ra and rbBefore optimization
# of CC points / Reduction
Surface

55
Machining. The 2-0 machine. Surface 1 Before and After

56
ConclusionsWe proposed and analyzed 5 methods to optimize five-axis
machining1) Curvilinear grid techniques (30-40%) accuracy increase2) Space filling curve 10-30% tool path length decrease3) Vector field clustering 10-20% tool path length decrease 4) The shortest path minimization with regard to the angles up
to 90% accuracy increase for rough cut5) The Least square minimization with regard to the initial
position, orientation of the workpeice and configuration of the machine up to 90% accuracy increase. 30-60% decrease in the number of points (positions)

57
Associate Professor, Dr. S. S MakhanovSIIT, Thammasat
Assistant Professor Dr. M. Munlin
SIIT, Thammasat
Associate Professor, Ir. E. Bohez
School of Advanced Technologies,
AIT
Mr. W. AnotaipaiboonPh.D. Student
SIIT,Thammasat the Golden Royal Scholarship, TRF
A New Software for 5-axis Machining, Optimization, Simulation, and VerificationResearch Team
Research Assistant Mr. Than LinCIM Lab Manager, AIT
Mr. Somchai Thaopanich, Maho 600 Supervisor,
AIT
Industry CAD/CAM file formats compatibility
ME expertize,UG
ExperimentsSoftware engineering
Visualization , Solid ModelingOptimization,
Grid Generation
Solid ModelingPart time programmers (2-3 months)
UG,machining
machiningMaster student (vacant)
With the TA-ship Two Royal Golden Jubilee Scholarships of the Thailand Research
Fund are available for Thai Master of Ph.D. students
Details: www.5axis-thai.com