eib~ testin{t - usda
TRANSCRIPT

Eib~ Testin{T
Laurence Mott, Stephen M. Shaler, Leslie H. Groom, and Dei-Hong Liang
fects that recycled pulps have uponpaper quality (3). Recently, however,individual fiber tests have led tomore detailed information concern-ing the properties of specific pulpfibers at various stages in the re-cycled fiber life cycle (4). Methodsused to obtain individual virgin fiberproperties and also recycled fiberproperties give an insight into thechanges that occur in secondary fi-ber properties after a varying num-ber of recycling runs. Individualfibers are subject to recycling re-lated alteration, but it is apparentthat testing procedures have im-pacted highly on previously obtaineddata (5,6). Wuu et aL (4) speculatethat the restrained drying mecha-nism, frequently used in the prepa-ration of tensile test fiber samples,enhances individual fiber propertiesthrough the partial removal of free-drying induced microcompressions,originally described by Page andTydeman (7). Such drying also re-duces strain to failure by removinglatency in the form of gross defectssuch as kinks, crimps, and curl (8).
It is not surprising therefore, thatrestrained drying has a tendency toincrease initial modulus values.These are then believed to gradu-ally decrease upon further recycling(4). Decreasing modulus values areaccompanied by increasing strain tofailure. Both phenomena presumablyoccur as a response to the furtherkinking, crimping, curling, and mi-cro-compressional damage to the fi-ber. This damage it would seem is
,,
..
ABSTRACT:- Relationships betwl'en virgin fiber types, fiberproduction techniques and mechanical propertil's a" wellunderstood and documen~d For recyckd fibers, however, tht'Sesame "lationships a" confoundl'd by unquantified degrees offitrther mechanical and chemical damage. To gain a mo"comprehensivl' understanding of thl' impact of "cycling onsecondary fibers, thl' potentially dekterious effect of recyclingupon fiber mechanical propertil'S must be quantified In thisstudy, individual fibers-both recyckd and virgin-were testl'din tension with an environmental scanning ekctron microscope.Failurl' characteristics of both "cyckd and virgin fibers arereported. The influence of both natural and procl'ssing inducedgross defects were seen to bl' highly influential in controllingml'chanical behavior. The importancl' of defects and thl'implications for modeling the behavior of fibers is explained. .
KEYWORDS: Ecology, image analysis. mechanical propertil's,reclaimed fibers, recycling, scanning ekCtTOn microscopy, televi-sion, tensik tests, wood fibers.
grees of further mechanical andchemical damage (2). Quantifyingrecycling effects on pulp quality haspreviously been a matter of inter-preting the results of laboratory pa-per testing. This method of studyhas now largely established the ef-
R elationships between virgin fi-ber types, fiber production
techniques and mechanical proper-ties are well understood and docu-mented (1). For recycled fibers,however, these same relationshipsare confounded by unquantified de-
Mott, Shaler, Groom, and Liang are, respectively, research assistant and associateprofessor, D\lpt. Forest Management, University of Maine, Orono, ME 04469-5755,senior research scientist, USDA Southern Forest Products Experiment Station,Pineville, LA 71360, and former research assistant, Dept. Forest Management,University of Maine, Orono.
Vol. 78. No.5 TappiJoumal 143


3. Crack enlargement through 81 and 52 (load~8:6-gr 4. Virgin linerboa-rdfiber fracture surface (ultimate load = 9.5 g)
a series of pressure limiting aper-tures. This allows the electron gunto remain under a high vacuum whilethe sample chamber may contain agas. The conventional Everhart-Thornley secondary electron detec-tor is replaced by a detector thatuses this gas as an amplifier. Thegaseous environment in the cham-ber serves two purposes. First, it pre-vents the build-up of charge on thesurface of insulating specimens, thusremoving the need for conductivecoatings. Secondly, where water va-por is used as the gas, wet or dampspecimens may be viewed in theirnatural hydrated state. If the cham-ber pressure is maintained at 5-20torr and the specimen temperaturebetween O-22OC, (conditions dependon the sample) it is possible to imagebiological samples under saturatedwater vapor conditions (13). Undersuch conditions, samples do not gainmoisture by condensation or losemoisture through evaporation. Thismakes it possible to image dynamicprocesses in the ESEM under arange of environmental conditions.
has a dual cross-head type movementto aid in keeping areas of interestcentrally located on the viewingmonitor while load is applied. Thegripping system, shown in Fig. 1,was based upon Kersavage's (5) fi-ber testing method, where the fibersare held encastre via a ball and socketjoint (a drop of adhesive providingthe ball attached near the ends ofthe fiber), rather than held rigidlywith adhesive. This system has beenproven to minimize the problems offiber misalignment, which can leadto premature failure (5). It also fa-cilitates the rapid replacement of fi-bers once they have ruptured(approximate 3-5 min change over),thus ensuring a substantial numberof fibers can be tested. A modifiedminiature l-lb load cell was incorpo-rated into the test grips. The dia-phragm type design of the load cellnecessitated modifications. Sealedload cells have air entrapped in them,rendering them sensitive to fluctuat-ing air pressure, which has to be ac-counted for during calibration.Without modification the pressurevariations in the ESEM would con-tinually lead to a false load reading.The load cell was modified to ensureit was nonhermetically sealed. Avacuum sealed inlet/outlet port in theESEM chamber wall pennits loadreadings to be taken externally via avoltmeter, as the tensile testprogresses.
Fiber preparation
It is clear that fiber preparationmethods impact greatly on individualfiber mechanical properties (5,6). Tominimize this effect and to preventmore than a nominal straining of fi-bers prior to tensile testing, a han-dling procedure similar to thatadopted by Kim et al. (9) was used inthis study. VIrgin wood fibers con-sisted of commercial kraft linerboardloblolly pine (Pinus taeda L.) pulpsamples obtained in a never dried,chilled wet state while recycled fi-bers consisted of office waste and oldnewsprint that had been pulped in aHydrapulper. Single fibers extractedfrom a dilute suspension, using fineforceps, were placed in individualwater droplets between standardglass slides. To avoid potential dam-age to the central span of the fibersamples, only the very ends of thefibers were handled with the forceps.Approximately 10 fibers were appliedto each glass slide. The second glassslide was applied to control dryingrate and to prevent excessive fibertwisting and curling. The fibers werethen allowed to dry under ambientconditions.
Dried fibers were removed fromthe slides and prepared under a dis-secting microscope to ensure selectedsamples were free from preparation-induced defects. Individual fiberswere laid across a prepared channel,
Microtensile testing stage
A Microtensile testing stage de-signed to fit inside the ESEM cham-ber was provided by Electroscan. Itwas subsequently heavily modifiedto permit the tensile testing of indi-vidual wood fibers. The stage itself
VoL 78. No. S TappiJoumal 145

8. Crack enlargement (load = 8.6 g)
fi~qI~a5. ESEM photomicrograph showW1g crack PfopagatM)n ttI~ .single mixed office waste fiber. Crack w,itiation at a point of kinkingand compressive flattening (load. 4.5 g).
of defects that were of interest. Ad-justing the microscope parametersto focus on this potential weak point,the fiber was then strained at a cross-head movement rate of 1 JJ;m/s. Aftertesting several virgin fibers, it be-came possible to select the point offailure prior to testing. Selecting apotential failure point for secondaryfibers proved to be easily done. Itshould be noted that beam condenserstrength was adjusted to preventdamage to the surface of the fibersat very high magnifications. How-ever, prolonged exposures, i.e., over10 min continually focused on oneregion, can leave small score lineson the fiber wall. Beam damage wasnot deemed to have any effect onstrength values or failure character-istics of the fibers.
with only the very ends of the fibersused to support the central span. Atwo-eomponent epoxy was mixed and.single spherical droplets were ap-plied close to both supported endsusing fine forceps. This technique issimilar to that described in detail byKersavage (5). The resulting fiberconsists of an untouched central spanwith an epoxy droplet attached closeto either end. The spherical dropletsthen served as ball joints in the de-scribed ball and socket fiber grip-ping assembly.
viously applied to investigations suchas measurement of strain in paperand wood (14,15) still images cap-tured from video tape can be used tocalculate strains within highly local-ized fiber regions. When used to ana-lyze fiber images magnifiedapproximately l(xx)X, it is possibleto quantify strains surrounding pitfields, microcompressions and grossdefects. At higher magnifications ini-tial studies suggest that displace-ments will be measurable to withinat least 0.4 ~. A subsequent paperwill report on these findings.
Individual RGB (non-interlaced)fonnat images taken from the moni-tor can also be captured digitally viaa frame grabber. The resulting im-ages are of a higher resolution andcontain less random noise than thoseretrieved from video tape. For thisreason, digitally recorded images areparticularly desirable for digital im-age correlation work. The tinal im-age recording medium used is thestandard Polaroid photomicrograph.Due to the time required to exposeeach print, photomicrograph. areonly taken where publishable qual-ity images are required. The imagesdisplayed in this study are repro-duced from Polaroid photomicro-graphs.
Tensile testing procedure
Recording mechanism
and digital image analysis
Several tensile test visual recordingmediums are presently used. Super-VHS video is used to record all fiberloading tests. Videoing the testsserves two purposes. First, a reviewof tJte video tape can yield furthervaluable infonnation with regard torespective positions and points offracture initiation. Secondly, it per-mits post processing of tile video im-ages. Through a technique known asdigital image correlation (DIC), pre-
The modified tensile stage (shownin Fig. 1) was attached to the x,y.Zstage of the ESEM. Once a fiberhad been placed into the grippingsystem, the XYZ controls were usedto manoeuvre the fiber gripping de-vice into the beam path/field of view.The individual fiber could be clearlyseen on the video monitor. Prior totensile testing, at magnifications ofapproximately 700X, each fiber wasscanned along its length to assesswhere the point of failure was mostlikely to occur. This scanning pro-cess also permitted the fiber toequilibrate to the moisture condi-tions present within the ESEMchamber while not under load. Theinitial images displayed in Figs. 2and 3 give an indication of the type
146 May 1995 TappiJouraai
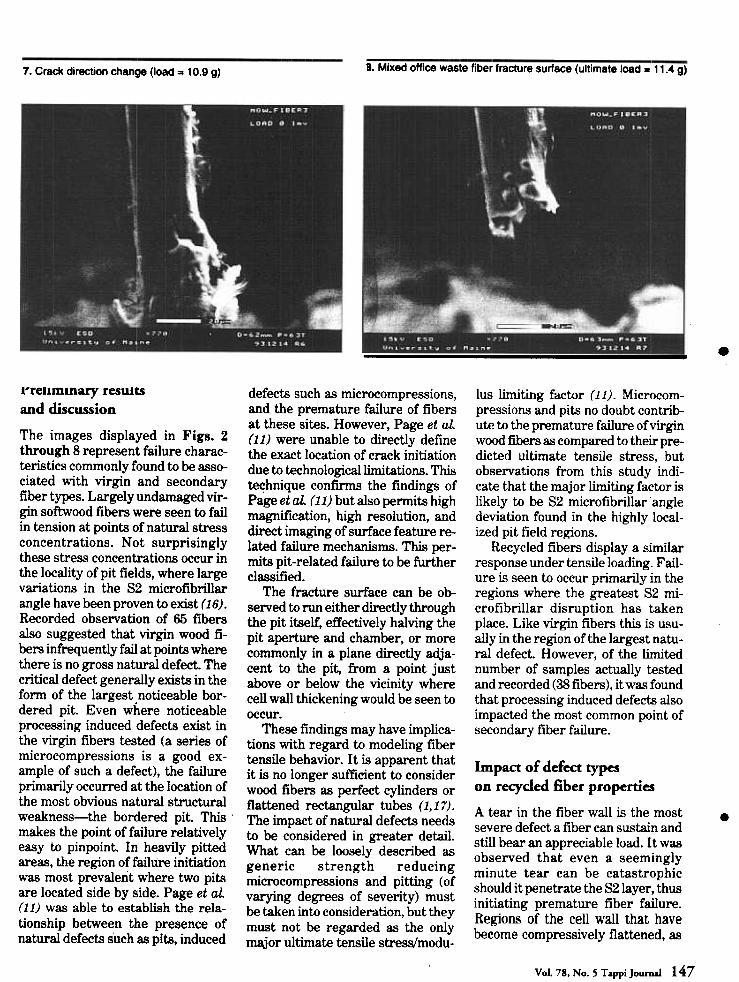
8. Mixed office waste fiber fracture surface (ultimate load = 11.4 g)
~
Preliminary resultsand discussion
The images displayed in Figs. 2through 8 represent failure charac-teristics commonly found to be asso-ciated with virgin and secondaryfiber types. Largely undamaged vir-gin softwood fibers were seen to failin tension at points of natural stressconcentrations. Not surprisinglythese stress concentrations occur inthe locality of pit fields, where largevariations in the 82 microfibrillarangle have been proven to exist (16).Recorded observation of 65 fibersalso suggested that virgin wood fi-bers infrequently fail at points wherethere is no gross natural defect. Thecritical defect generally exists in thefonD of the largest noticeable bor-dered pit. Even where noticeableprocessing induced defects exist inthe virgin fibers tested (a series ofmicrocompressions is a good ex-ample of such a defect), the failureprimarily occurred at the location ofthe most obvious natural structuralweakness-the bordered pit. Thismakes the point of failure relativelyeasy to pinpoint. In heavily pittedareas, the region of failure initiationwas most prevalent where two pitsare located side by side. Page et aL(11) was able to establish the rela-tionship between the presence ofnatural defects such as pits, induced
~~
Iii
~
II
7. Crack direction change (load = 10.9 g)
;!
j.defec~ such as microcompressions, Ius limiting factor (11). Microcom-and the premature failure of fibers pressions and pits no doubt contrib-at these sites. However, Page et aL ute to the premature failure of virgin(11) were unable to directly define wood fibers as compared to their pre-the exact location of crack initiation dieted ultimate tensile stress, butdue to technological limitations. This observations from this study indi-technique confinns the findings of cate that the major limiting factor isPage et aL (11) but also permits high likely to be 82 microfibrillar anglemagnification, high resolution, and deviation found in the highly local-direct imaging of surface feature re- ized pit field regions.lated failure mechanisms. This per- Recycled fibers display a similarmits pit-related failure to be further response under tensile loading. Fail- .I
classified. ure is seen to occur primarily in the 'The fracture surface can be ob- regions where the greatest 82 mi-
served to run either directly through crofibrillar disruption has takenthe pit itself, effectively halving the place. Like virgin fibers this is usu-pit aperture and chamber, or more ally in the region of the largest natu-commonly in a plane directly adja- ra1 defect. However, of the limitedcent to the pit, from a point just number of samples actually testedabove or below the vicinity where and recorded (38 fibers), it was foundcell wall thickening would be seen to that processing induced defects alsooccur. impacted the most common point of
These findings may have implica- secondary fiber failure. :tions with regard to modeling fiber.te~ile behavior. It i,s apparent !hat Impact of defect typesIt 18 no longer sufficIent to consIder .wood fibers as perfect cylinders or on recycled fiber propertiesflattened rectangular tubes (1,17). A tear in the fiber wall is the most. The impact of natural defects needs severe defect a fiber can sustain and .to be considered in greate~ detail. still bear an appreciable load. It wasWhat ~an be loosely descnbed. as observed that even a seemingly
g~nerlc str.ength ~e~ucrng minute tear can be catastrophicInlcr.ocompresslons and p~tting (of should it penetrate the S2layer, thusvaryIng ?egrees .of se~enty) must initiating premature fiber failure.be taken mto consIderation, but they Regions of the cell wall that havemust not be regarded as the only become compressively flattened asmajor ultimate tensile stress/modu- '
Vol. 78, No.5 Tappi]oumal 147 1'1
111

that this may be due to the effect ofdifferential shrinkage between the81 and 82 layers.
ites that contain both virgin andsecondary fibers. m
Fiber Tesan.f"
opposed to collapsed which is rela-tively common, were observed as theregions in which failure will other-wise occur if the fiber is gross-de-fect free. Severe microcompressionsor dislocations that obviously runthrough the entire fiber structure,and which do not pull-out under load,are also seen to be the precursors offiber fracture/rupture. It is also in-teresting to note that secondary fi-bers visibly free of these defects butalso probably containing manysmaller microcompressions wereobserved to fail in the vicinity of pitfields and infrequently in clear sec-tions of fiber wall, even if prolificallymicrocompressed.
Literature citedConclusions
1. Page,D. H., EI-Hoeseiny,F. E., Winkler,K., and Lancaster, A P., Tappi 60(4):. 114(1977).
2. Stokke, D. D., 1991 MaterialI RueaTC~Society Proceeding" Pittsburgh, vol. 266,Chapter 4.
3. Howard, R..C., J. Pulp Paper Sci. 16(5):143(1990).
4. WuU, F., Mark R. E., and Perking R. W.,TAPPI1991 Intem4tiO'nal Paper Phys-ics Conference Proceedings, TAPPIPRESS, Atlanta, p. 663.
5. Kersavage, P. C., "A System for Auto-matically Recording the Load-ElongationCharacteJistics of Single Wood FibersUnder Contzolled Relative Humidity Con-ditions," USDA, U.s. Government Print-Ing Office, Washington, 1973. .
6. Ehrnrooth,E.M.L.andKolseth,P., Woodand Fiber Science 16(4): 549(1984).
7. Page, D. H. and Tydeman, P. A, "TheFormation and Structure of Paper,"Trans. BPBMA Symposium London,1962, p. 397.
8. Page, D. H. and Seth, R. S., Tappi 63(10):99(1980).
9. Kim, C. Y., Page D. H., EI-Hosselny, F.E., and Lancaster, A P., J. AppL Poly. .
Sci. 19: 1549(1975).10. Page, D. H. and El-Hosselny, F. E.,
S1Ien8k Pappentid. 14: 471(1976).11. Page, D. H., EI-Hosselny, F. E., Winkler,
K., and Baln, R., Pulp Paper Mag. Can.73(8): 72(1972). .
12. Armatrong, J. P., Kyanka, G. H., andThorpe, J. L., Wood Science 10(2): 72(1977).
13. Cameron, R. E. and Donald. A M., Jour-nal of Microscopy 173:227(1994).
14. Choi D., Thorpe, J. L., and Hanna, R. B.,Wood Science and Technology 25:251(1991).
15. Chao, Y. J. and Sutton, M. A, "ComputerVision In Engineering Mechanics," a dis-cussion paper prepared for the NSFWorkshop on Solid Mechanics Related toPaper, Blue Mountain Lake, NY, 1986.
16. Wilson, K. and White, D.J.B., TheAnatomy of Wood: It, Diversity andVariability, Stobart and Son Ltd., Lon- .don, 1~.
17. Salmen, L. and de Ruvo, A, Wood ana .Fiber Science 17(3): 336(1985).
18. Okayama, T., Yamagashi, Y., and Dye, R.,Japan Tappi 36(2): 71(1~).
1. Pit fields were observed to be themost influential defect with re-spect to controlling the positionof fracture in virgin fibers.Microcompressions were alsoseen to dictate the position of vir-gin fiber failure in a limited num-ber of cases, specifically wheremicrocompressions could be seenas the most obvious structuralflaw in the absence of visible pit-ting. Dynamic observations areable to clearly confinn that pitfailure can be further classifiedinto two types: fracture runningeither directly through the pit it-self, effectively halving the pitaperture and chamber, or morecommonly in a plane directly ad-jacent to the pit, from a point justabove or below the vicinity wherecell wall thickening is seen to oc-cur.
2. Recycled fibers were prone to failin the vicinity of pit fields andalso at points of gross processinginduced defects. These fracturescould be clearly observed usingthe E8EM tensile testing tech-nique.
3. Initial observations suggest thatsecondary wood fibers may dis-play different failure characteris-tics as compared to virgin fibers.These differences appear to be inthe form of increased crack widthand premature failure of the 81layer for recycled fibers.
4. Investigations of micromec-hanical properties and fracturecharacteristics of both virgin andrecycled fibers are now possiblewith the E8EM tensile testingtechnique, but additional testingneeds to be conducted to quantifythese conclusions. Quantified re-sults may have significance withregard to papermaking and couldalso help elucidate the structuralproperties of paper and compos-
The authors would also like to acknowledge theskilled assistance of Paivi Forsberg and theUniversity of Maine Department of ChemicalEDgineering Paper Surfaee Science Laboratoryfor UM of the ESEM. This work was supportedin part by McIntyre Stennis project MEO96O7.The MAFES document number is 1838.
Received for review Feb. 24, l~.
Accepted Dee. I, 1~
Fracture behavior ofsecondary and virgin fibers
The limited number of fiber test ob-servations indicated that recycledfibers and never recycled virgin fi-bers may behave differently undertensile load. Recycled fibers appearto take longer to fail following crackinitiation than virgin fibers when aconstant load is maintained. Evenfrom a limited number of observa-tions, it was obvious that duringcrack propagation, the width of thecrack often grew significantly widerin recycled fibers than in virgin fi-bers. It is proposed that recycledfiber intra-cellular wall delaminationmay be the cause of this. Partial ortotal separation of the 81layerfromthe 82 in the failure region wouldallow the 81 layer to fail well in ad-vance of the 82 as load is applied. Tothe observer, this appears as a largecrack opening in the fiber wall priorto catastrophic or total failure. Astructurally sound nondelaminatedvirgin fiber would strain at a con-stant rate both in the 81 and 82 untilthe point of rupture-a virtually si"'multaneous action across the wholesecondary wall. Dynamic observa-tions of secondary fiber 81 layerdelamination and exaggerated crackwidth support 8EM and transmis-sion electron microcroscopy findingsof Okayama et al. (18) who report agradual peeling of the 81 during pro-gressive recycling. It is suggested
148 May 1995 TappiJoumai