Download - Pathapati- bioprocessing symposium 2011
Catalytic Conversion of Tall Oil to Renewable Diesel and Biodiesel
University of Louisiana at LafayetteChemical Engineering Department
Kiran Pathapati, Stephen Dufreche, Rakesh Bajpai, Mark Zappi
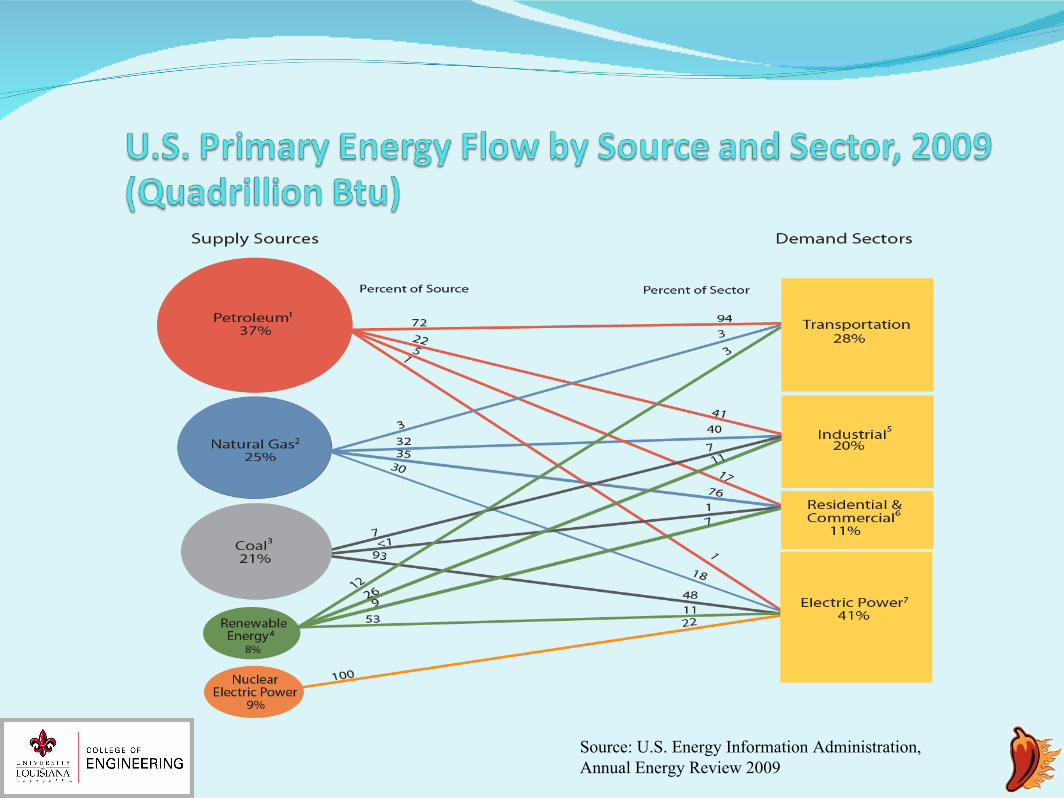
Source: U.S. Energy Information Administration, Annual Energy Review 2009

Why Biofuels? Forecasted shortages and increasing prices of fossil
fuels
Energy security
Economy
Environmental issues
Feedstocks are the Key Today’s popular feedstocks include sugars from
sugarcane, sugar beets, and sweet sorghum, along with starch from corn and wheat, and vegetable oil from soybeans or palm
Drawbacks: Combine to produce just 3% of today’s transportation
fuel requirement Biodiesel and Ethanol are competitive in the market
only due to subsidies Food vs Fuel Issues related to diesel engine performance
New Feedstock Alternative Abundant Renewable Non-food
Example: Tall Oil
A yellow-black, foul-smelling, homogeneous mixture that consists of materials extracted from wood pulping waste liquors, such as resins, fatty acids, sterols, and/or alcohols of high molecular weight.
Tall Oil • The principal components of CTO include saturated and
unsaturated C18 FFA, resin acids and other non-acidic compounds.
• The global annual production of CTO is approx. 1.4 million tonnes, out of which about 750,000 tonnes is produced in the USA
• On a pulp basis, each ton of pulp affords 140-220 pounds black liquor soaps, 70-110 pounds crude tall oil, yielding 30-50 pounds of TOFA.
• The main uses of tall oil fatty acids are alkyd resins, soaps, cleaners, detergents, surfactants, lubricants and ore flotation reagents and that of tall oil rosin acids are paper sizes, printing inks and adhesives.
• Time of year or growing cycle of the tree.
• The particular species involved.
• Aging of the wood.
• The amount of heartwood.
• Pulping conditions.
• The efficiency of the system used to recover the tall oil.
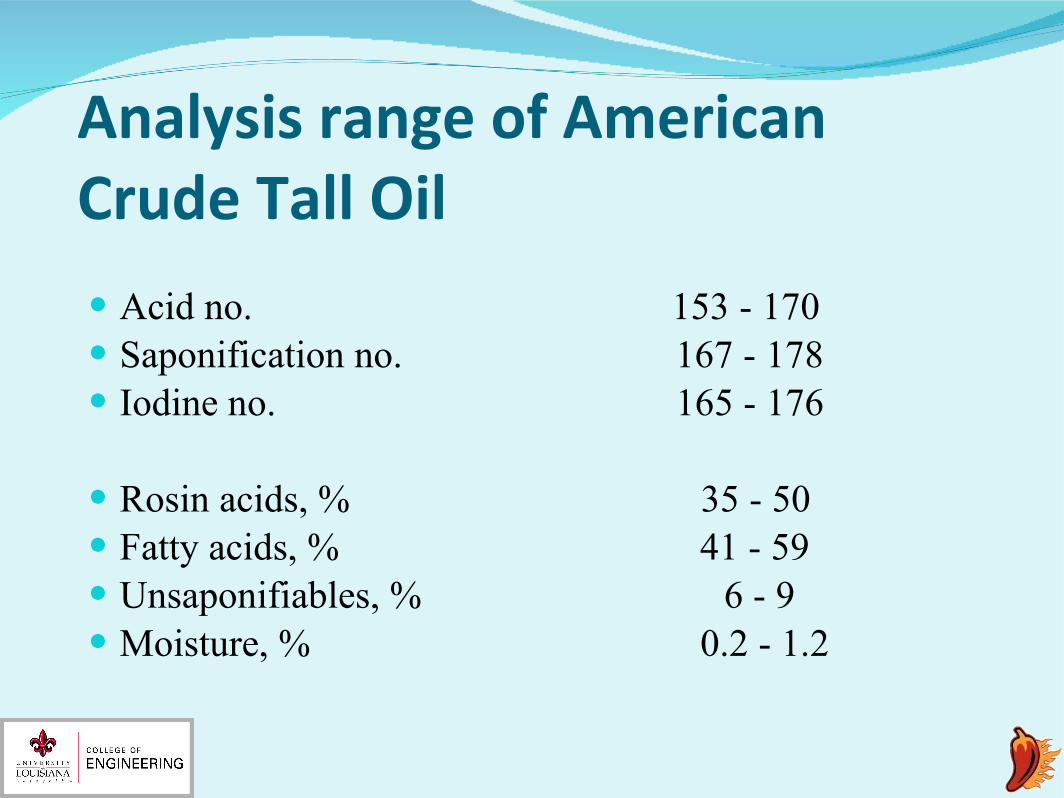
Analysis range of American Crude Tall Oil
Acid no. 153 - 170 Saponification no. 167 - 178 Iodine no. 165 - 176
Rosin acids, % 35 - 50 Fatty acids, % 41 - 59 Unsaponifiables, % 6 - 9 Moisture, % 0.2 - 1.2
The oil is distilled into five components with different boiling points:
• Tall oil heads (which boils first)
• Tall oil fatty acids
• Distilled tall oil (a mixture of fatty and resin acids)
• Resin acids (collectively known as rosin)
• Pitch (the residue)
Renewable Diesel vs BiodieselThree defining characteristics Price Alternative, lower cost feedstocks Process Uses traditional refinery processes. Catalytic
cracking. Properties Chemically identical to petroleum diesel
Scope of Project Biodiesel from tall oil gives good yield percentage
from TOFA fraction.
Catalytic cracking may convert other fractions of CTO along with TOFA effectively
Effect of Crude Tall Oil on commercial catalyst
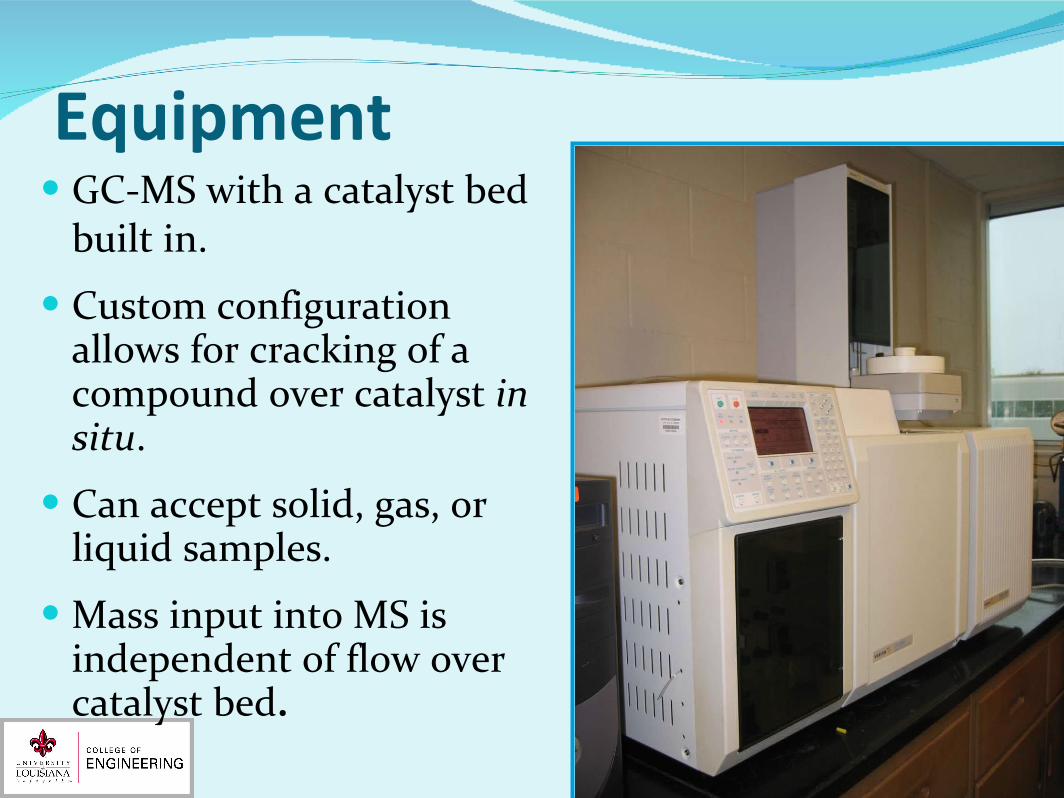
Equipment GC-MS with a catalyst bed
built in.
Custom configuration allows for cracking of a compound over catalyst in situ.
Can accept solid, gas, or liquid samples.
Mass input into MS is independent of flow over catalyst bed.
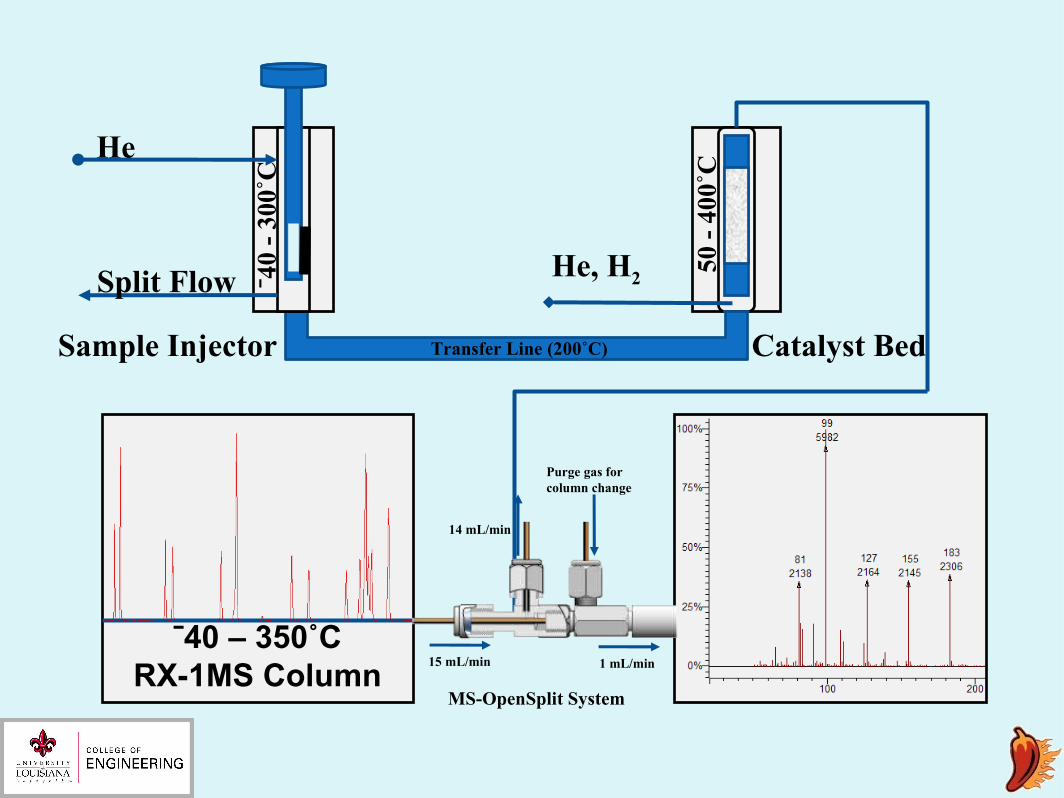
Transfer Line (200˚C)
He
ˉ40 – 350˚CRX-1MS Column
50 -
400
˚C
ˉ40
- 30
0˚C
Sample Injector Catalyst Bed
Split Flow
1 mL/min15 mL/min
14 mL/min
Purge gas forcolumn change
MS-OpenSplit System
He, H2
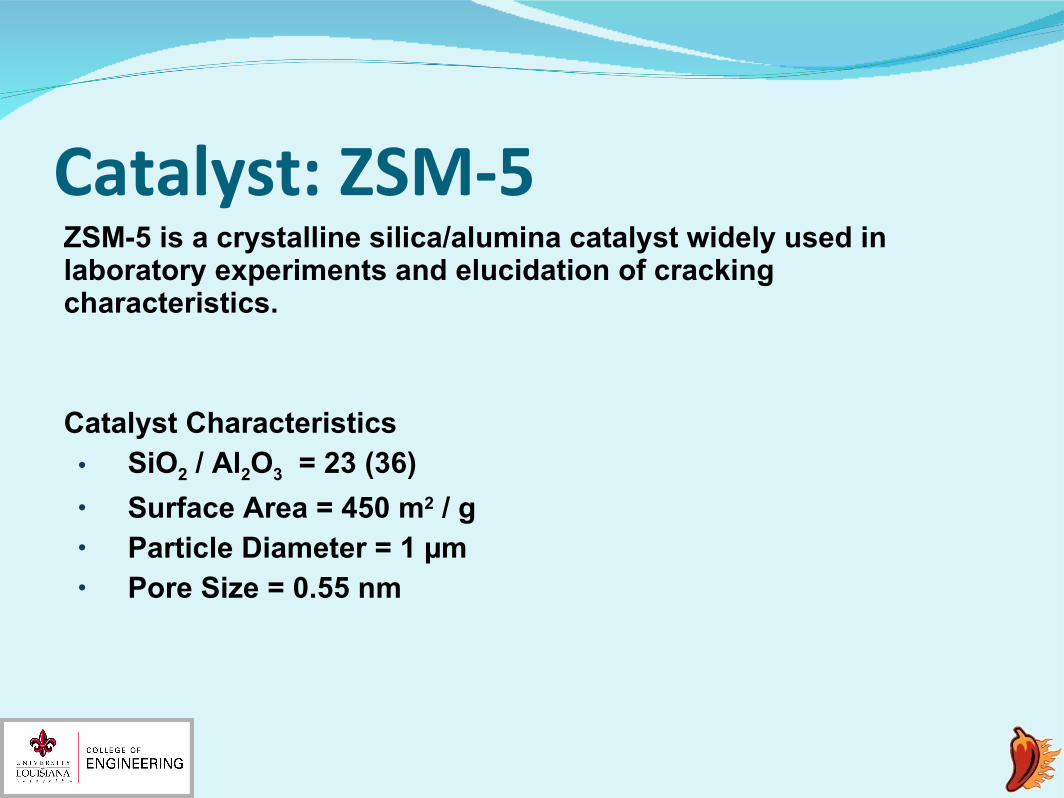
Catalyst: ZSM-5ZSM-5 is a crystalline silica/alumina catalyst widely used in laboratory experiments and elucidation of cracking characteristics.
Catalyst Characteristics
• SiO2 / Al2O3 = 23 (36)
• Surface Area = 450 m2 / g• Particle Diameter = 1 µm• Pore Size = 0.55 nm
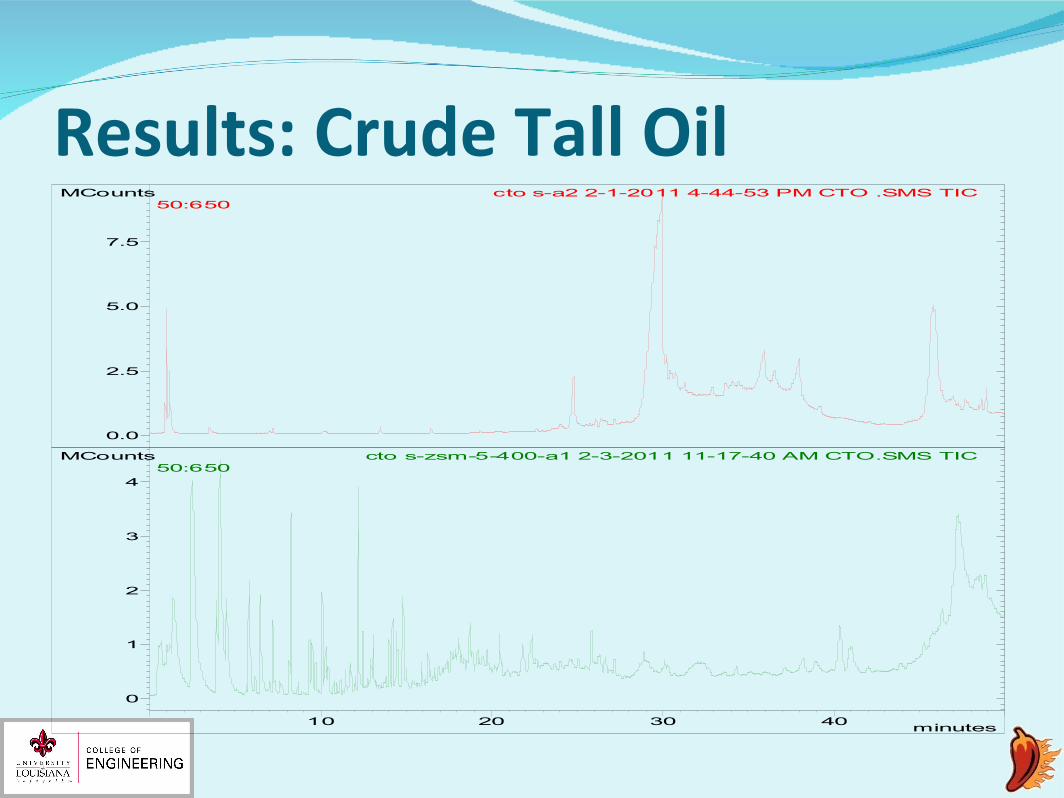
Results: Crude Tall Oil
10 20 30 40minutes
0.0
2.5
5.0
7.5
MCounts
0
1
2
3
4
MCounts
cto s-a2 2-1-2011 4-44-53 PM CTO .SMS TIC50:650
cto s-zsm-5-400-a1 2-3-2011 11-17-40 AM CTO.SMS TIC50:650
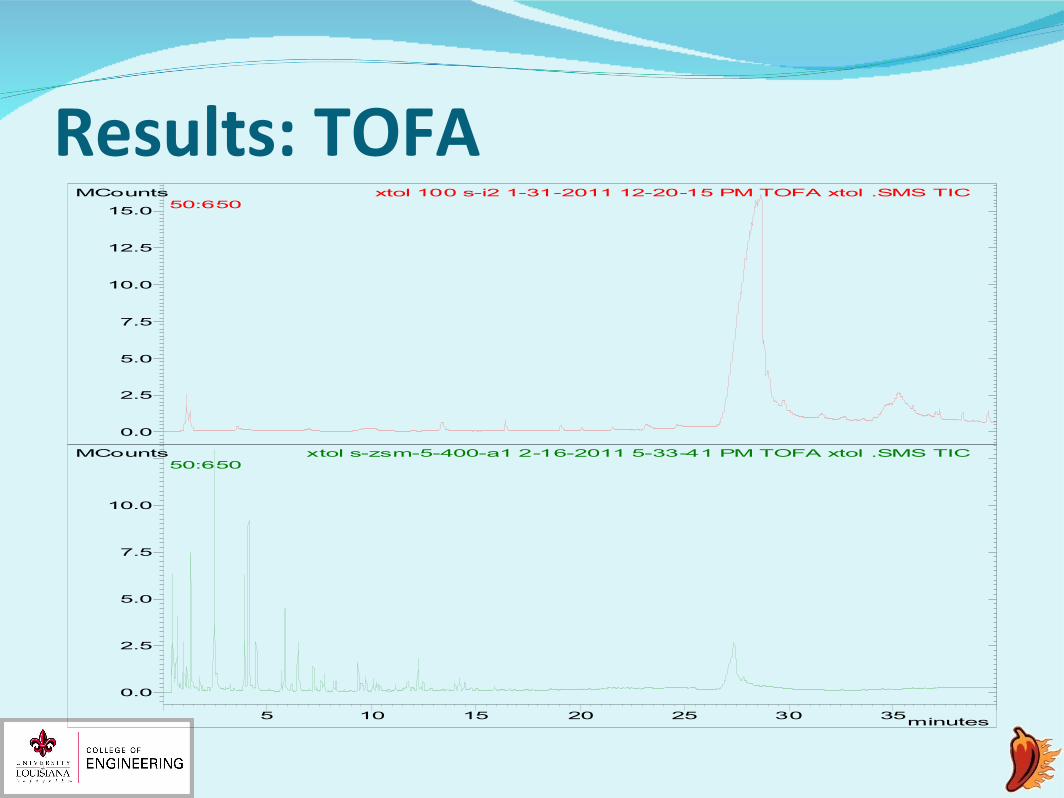
Results: TOFA
5 10 15 20 25 30 35minutes
0.0
2.5
5.0
7.5
10.0
12.5
15.0
MCounts
0.0
2.5
5.0
7.5
10.0
MCounts
xtol 100 s-i2 1-31-2011 12-20-15 PM TOFA xtol .SMS TIC50:650
xtol s-zsm-5-400-a1 2-16-2011 5-33-41 PM TOFA xtol .SMS TIC50:650
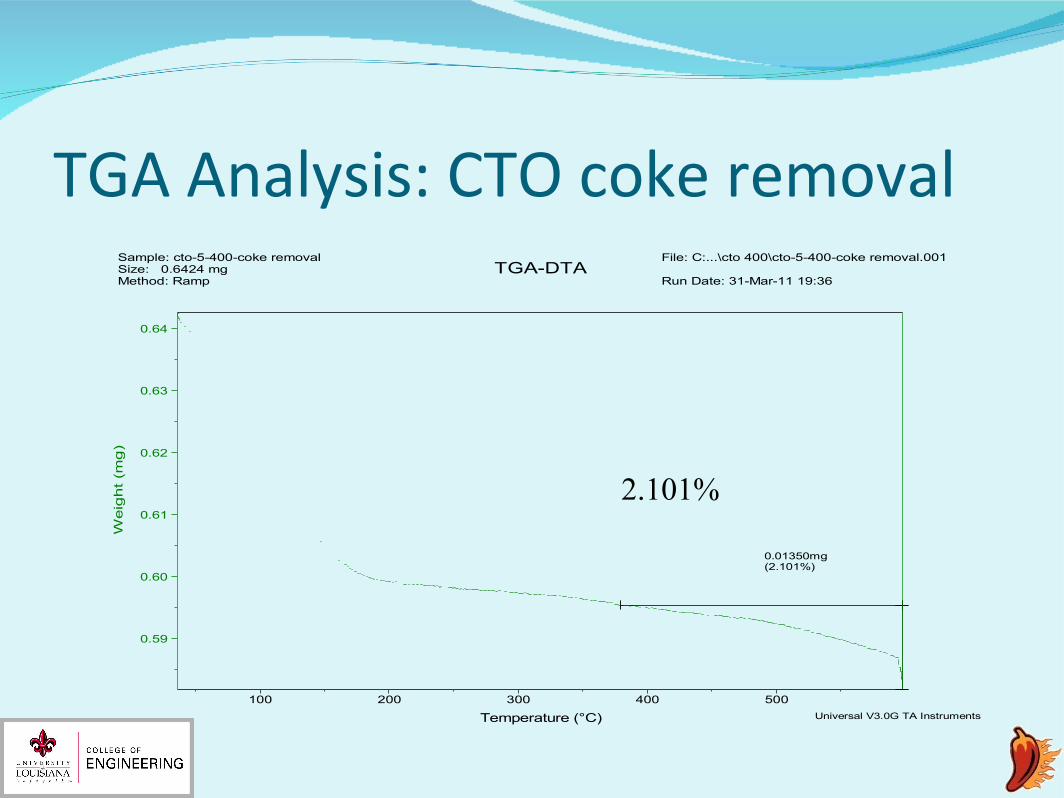
TGA Analysis: CTO coke removal
0.01350mg (2.101%)
0.59
0.60
0.61
0.62
0.63
0.64
Weig
ht
(mg
)
100 200 300 400 500
Temperature (°C)
Sample: cto-5-400-coke removalSize: 0.6424 mgMethod: Ramp
TGA-DTAFile: C:...\cto 400\cto-5-400-coke removal.001
Run Date: 31-Mar-11 19:36
Universal V3.0G TA Instruments
2.101%
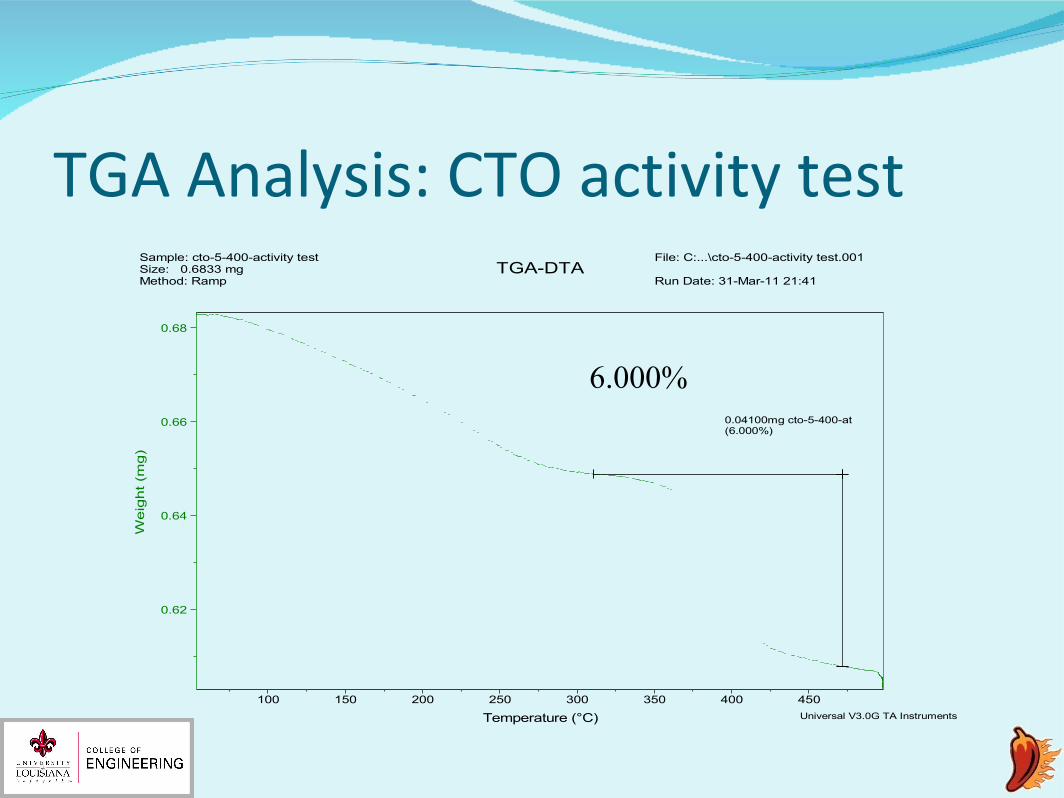
TGA Analysis: CTO activity test
0.04100mg cto-5-400-at(6.000%)
0.62
0.64
0.66
0.68
We
igh
t (m
g)
100 150 200 250 300 350 400 450
Temperature (°C)
Sample: cto-5-400-activity testSize: 0.6833 mgMethod: Ramp
TGA-DTAFile: C:...\cto-5-400-activity test.001
Run Date: 31-Mar-11 21:41
Universal V3.0G TA Instruments
6.000%
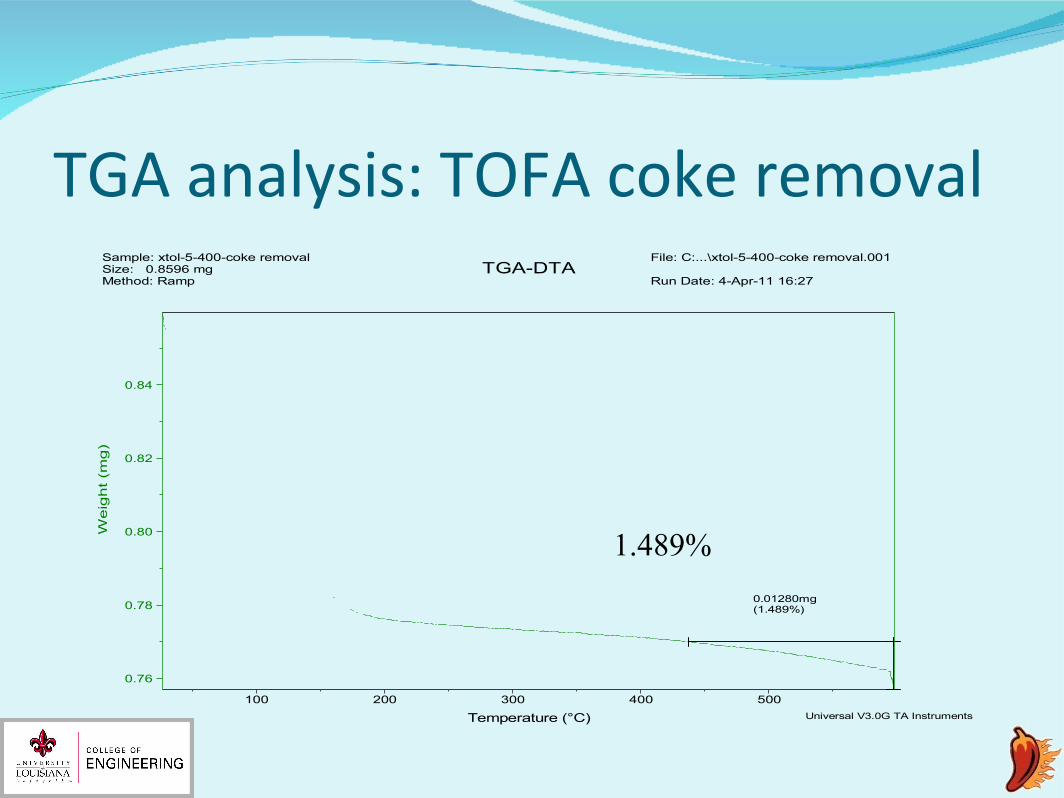
TGA analysis: TOFA coke removal
0.01280mg (1.489%)
0.76
0.78
0.80
0.82
0.84
We
igh
t (m
g)
100 200 300 400 500
Temperature (°C)
Sample: xtol-5-400-coke removalSize: 0.8596 mgMethod: Ramp
TGA-DTAFile: C:...\xtol-5-400-coke removal.001
Run Date: 4-Apr-11 16:27
Universal V3.0G TA Instruments
1.489%
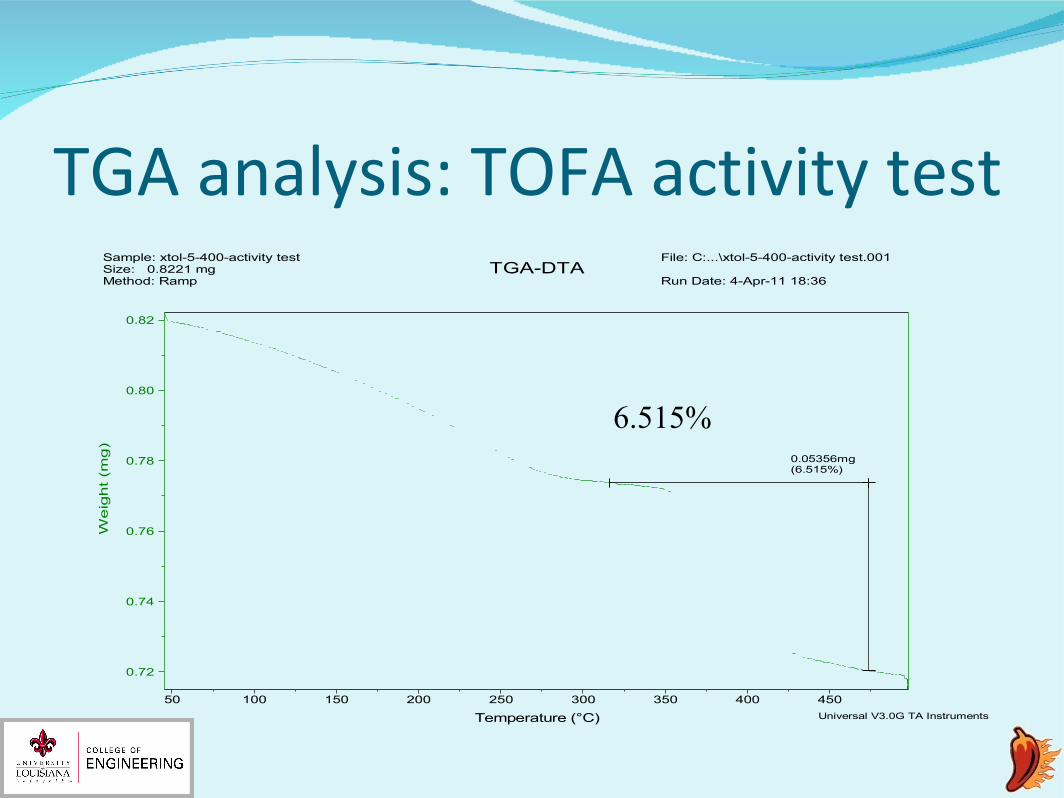
TGA analysis: TOFA activity test
0.05356mg (6.515%)
0.72
0.74
0.76
0.78
0.80
0.82
Weig
ht
(mg)
50 100 150 200 250 300 350 400 450
Temperature (°C)
Sample: xtol-5-400-activity testSize: 0.8221 mgMethod: Ramp
TGA-DTAFile: C:...\xtol-5-400-activity test.001
Run Date: 4-Apr-11 18:36
Universal V3.0G TA Instruments
6.515%
Conclusions
Tall Oil Rosin Acids have effect on the catalyst.
Crude tall oil can be reacted along with the TOFA.
Results show that the crude tall oil can be cracked into fuel.
• Comparison of obtained biodiesel with that of biodiesel obtained from soybean oil.
• Comparison of obtained green diesel with the petroleum diesel.
Questions?







