
Welcome to
Holden Engine Operations 2015

VICTORIA

Plant 18 Office and Conference Room
Evacuation Map
IN AN EMERGENCY DIAL 222The Alert alarm is a loud repetitive beeping sound (beep……beep……beep…). On hearing this alarm, all persons should:
• Standby and prepare to evacuate• Make your work area safe, park mobile equipment• And follow Emergency Wardens instructions
The Evacuation alarm is a loud repetitive whooping sound (whoop……whoop……whoop...). On hearing this alarm all persons should:• Evacuate the building IMMEDIATELY by the nearest safe Emergency Exit• Go straight to the Emergency Assembly Area via the shortest safe route• At the Emergency Assembly Area muster in your work group.• Stay in the Emergency Assembly Area until the ALL CLEAR is given.
Last updated 23/10/13
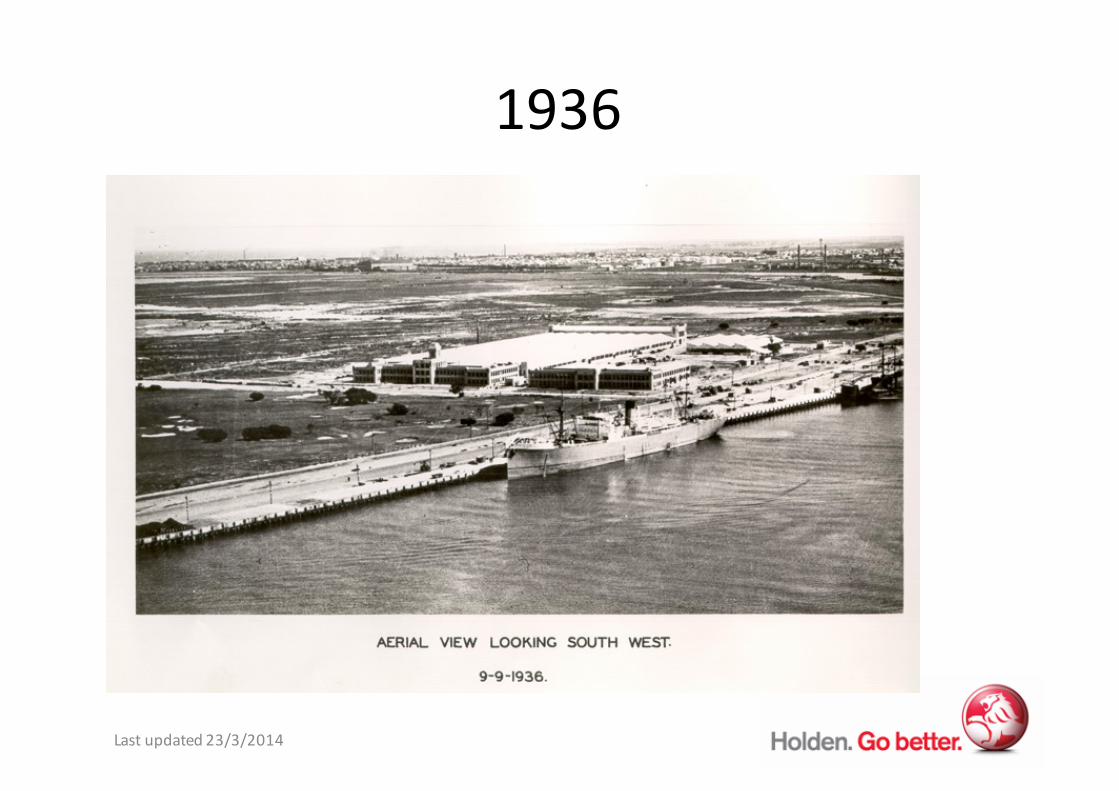
1936
Last updated 23/3/2014

1936
GMH Fishermans Bend Facility Opened.
Production StartFor Foundry and Engine Plant
Family II Engine Plant Commissioned
Launch of Australia’sfirst locallymanufactured car and Engine.Holden 48 - 215FX6 Cylinder –2.15 Litre Grey Engine
First Australian Designed L6 Engine Produced for EH Vehicle
First AustralianV8 Engine Produced for HT Vehiclemore than 541,00 were builtThis V8 model lasted until 1999 followed by the introduction of V8 Gen III 5.7 litre
HFV6 Start of Production
Holden Engine Operations History
GREY ENGINE
HFV6
Produced Two Millionth Export Engines
1940
1948
1963
1969
1981
1994
2004-2015
2003 Continued Export Growth- Increase demand forGM Korea and SGM-2005 achieved the4 Millionth Export Engines.- 2009 Launched LLT/LF1 SIDIEnginesCurrently working on CNG.2014 One millionth V6 engine produced.
HFV6 CNG
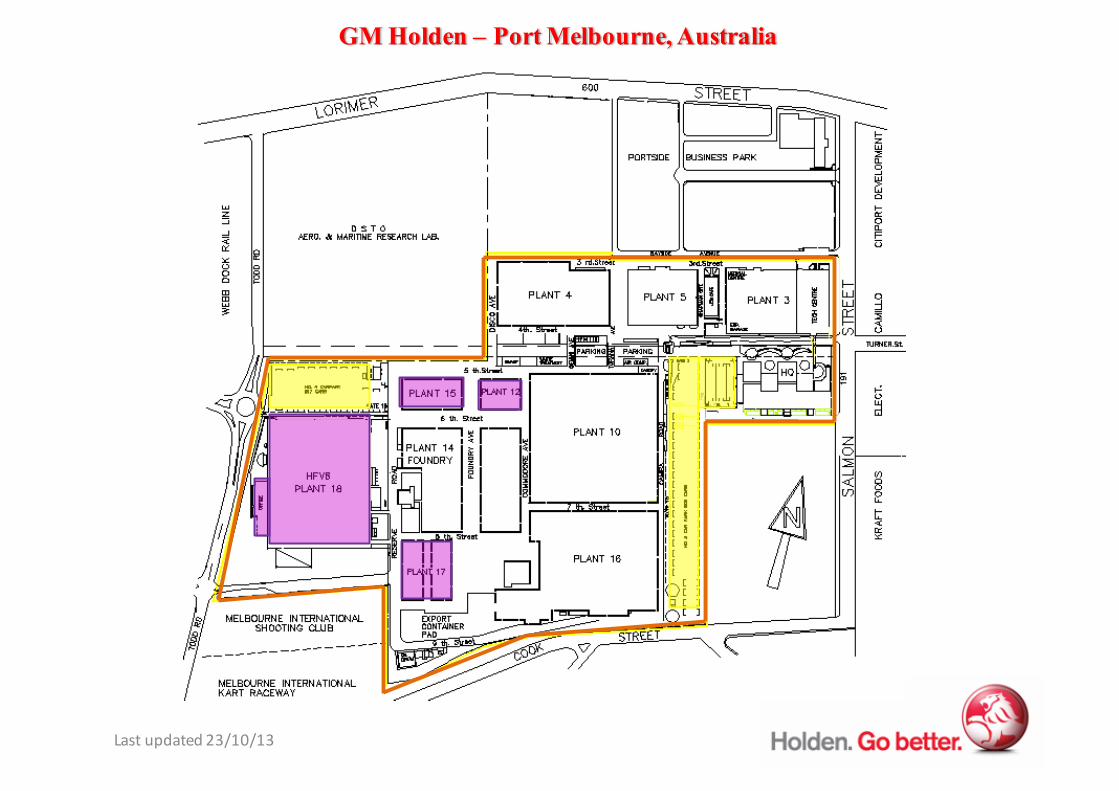
GM Holden – Port Melbourne, Australia
Last updated 23/10/13

Investment -‐ $400 Million Initial Investment
$ 50 Million Machine upgrades for new models. (2003 – 2014)
S.O.P. -‐ 2003
Capacity -‐ 960 Engines / Day (320 per shift OEM capacity)
(216,000 Annualised Capacity)
Currently running at 240 per shift / one shift.
2015
Current Head -‐ 150 Hourly
Count -‐ 22 Salaried

Organisation
•Structure Flat Structure4 layers of leadership
• Team Leader, • Group Leader,• Area Manager • Plant Manager
•Team Work throughout Plant .
•Team sizes 4-‐ 8 team members.
•Team Leaders selection process by Management.
Production
Maintenance, M.E, Q.A, GSC
HR, Finance, WFG
1
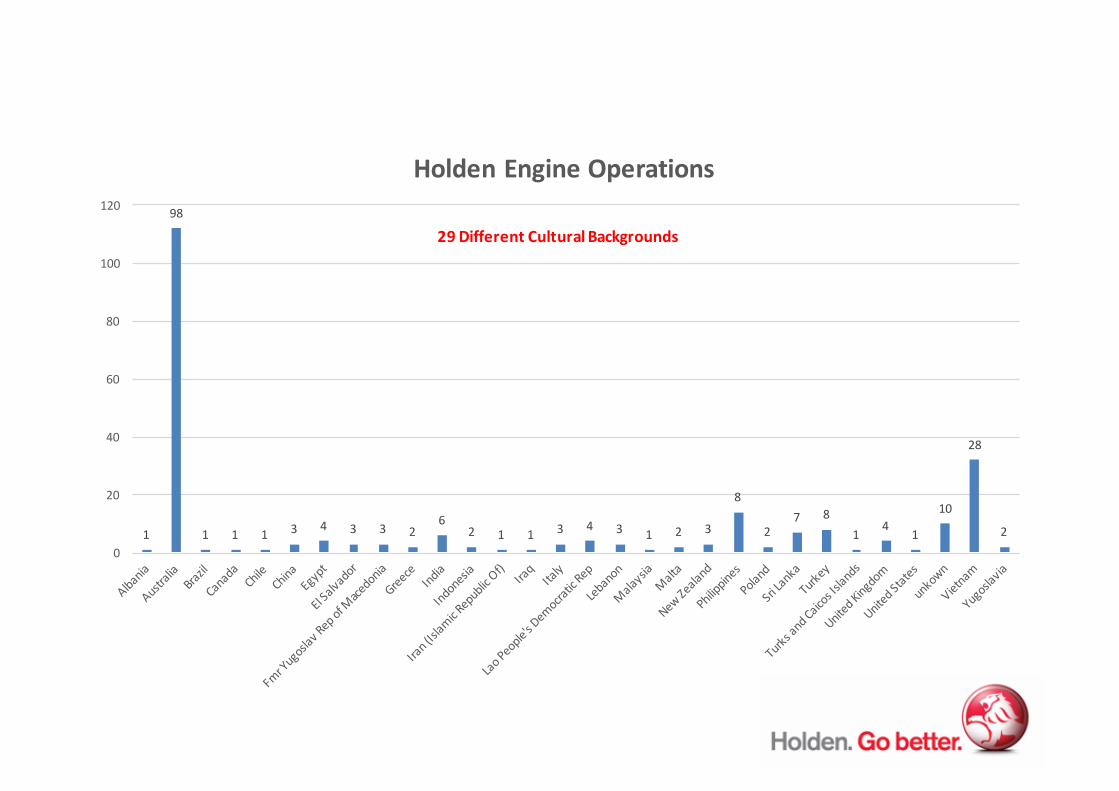
98
1 1 1 3 4 3 3 26
2 1 1 3 4 3 1 2 3
8
27 8
14
1
10
28
20
20
40
60
80
100
120
Holden Engine Operations
29 Different Cultural Backgrounds

What do we make?

Cylinder Blocks
Area 6755m2 (approximately)
Cost of Line $79.1 million (approximately)
Types of Machines13 x CNC Transfer Machines2 x Leak Test Machines2 x Washing Machine
1 x HoningMachine1 x Deburring Machine4 x Assembly Machines
Machine Manufacturers
-‐Toyoda-‐Kito-‐Toyo-‐Shinmei
Hourly Capacity 54 parts per hour
Variants 4 (2 large bore, 2 small bore)
Takt Time 67 seconds per part
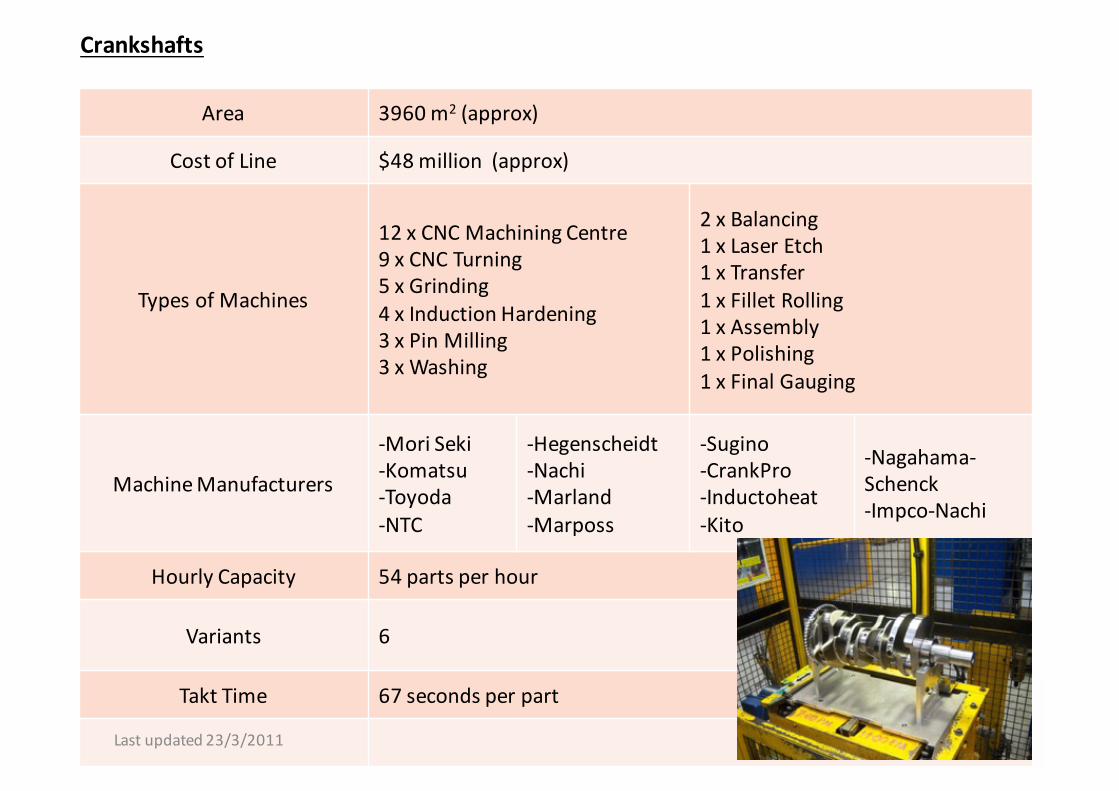
Crankshafts
Area 3960 m2 (approx)
Cost of Line $48 million (approx)
Types of Machines
12 x CNC Machining Centre9 x CNC Turning5 x Grinding4 x Induction Hardening3 x Pin Milling3 x Washing
2 x Balancing1 x Laser Etch1 x Transfer1 x Fillet Rolling1 x Assembly1 x Polishing1 x Final Gauging
Machine Manufacturers
-‐Mori Seki -‐Komatsu-‐Toyoda-‐NTC
-‐Hegenscheidt-‐Nachi-‐Marland-‐Marposs
-‐Sugino-‐CrankPro-‐Inductoheat-‐Kito
-‐Nagahama-‐Schenck-‐Impco-‐Nachi
Hourly Capacity 54 parts per hour
Variants 6
Takt Time 67 seconds per part
Last updated 23/3/2011

Cylinder Heads
Area 4740 m2 (approximately)
Cost of Line $56.9 million (approximately)
Types of Machines
2 x Anicillary Machines2 x Assembly Machines8 x Machining Centre Machines3 x Milling Machine
4 x Horizontal Machining Centre Machines1 x Gauging Machine2 x Washing Machines
Machine Manufacturers -‐Enshu -‐Horkos
Hourly Capacity 108 parts per hour
Variants 14
Takt Time 32 seconds per part

Engine Assemblies
Area 4180m2 (approximately)
Cost of Line $52.1 million (approximately)
No of Stations 118
Types of Stations 10 test, 15 Auto Nut Runner, 82 Manual
Machine Manufacturers Sanyo, Future Technologies
Hourly Capacity 50.7 parts per hour
Processing Time per piece 2.8 hours
Installed Takt Time 67 seconds per engine
Variants 32

3,044
52,275
136,318 136,396132,802
98,356
62,663
99,293
106,155
83,13078,365
63,821 61,909
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
160,000
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
HFV6 Engine Production Volumes

Suppliers
Local Australia: • 23% of Engine• 31 Suppliers• Key suppliers – Bosch, Mett, ZF Boge, Denso
International:• 77% of Engine• 102 Suppliers• Key Suppliers -‐ Nemak, Mahle, Sumitomo, Bleistahl, Hitachi, Mark IV, Auma.
23/10/2013

Where do they go?

Current CustomersCustomer Application 2014 Fcst
Volume SOP Brand
Holden Vehicle Ops VF Series 22,542 Current
GM Europe Insignia 1,187 Current
Brazil GMI700 750 Current
GM Thailand GMI700 962 Current
GM Korea C140, VS300 15,725 Current
SGM SGM 258 – Buick GL8 19,928 Current
HSPO Service Motors 315 Current
GM North America Impala 500 Current
Total 61,909

GM KoreaGM Europe
SGM
GM Thailand
GMNA
Export Volume and Destination
Brazil
Last updated 23/10/13

Current Export Application
Buick: GL8
GM Korea
Holden: VF Commodore
Opel: Insignia
Chev Impala CNG

Questions?

Holden’s manufacturing system
overview

Welcome to Holden
The purpose of this information session:• Define our manufacturing process.• Give functional examples of this process in use.• Identify types of waste elimination tools used.

Global Manufacturing System
This supports General Motors' Vision of Designing, Building and Selling the World's Best
Vehicles.”
GMS Definition“The Global Manufacturing System is a single, common manufacturing system that engages all employees.
GMS sets the standards throughout General Motors world-‐wide, whilst utilising it’s employee’s initiatives to reduce
waste and continuously improve.

Global Manufacturing System
Where did GMS come from?
GMS is based on the Toyota model, TPS (Toyota Production System).
After years of implementation, many other Global Organisations, including GM, have developed their
own version

Global Manufacturing System
Why do we need a production system?
There Are 64 Different Brands of cars in Australia
Mazda, MitsubishiFiatSuzukiRenaultHyundaiHondaNissanPeugeotChryslerVolkswagenFordToyota
BMWSubaruMercedesOpelLotusMaseratiSaabPorscheDaihatsuHinoLexusCitroenFerrariAlfa Romeo
AudiBentleyBugattiLamborghiniSEATSkodaJeepDodgeMiniGreat WallSmartIsuzuSsangYangChery
KiaProtonSkodaAston MartinJaguarLand RoverVolvoInfinitiDatsunRolls-‐Royce

Global Manufacturing System
• COMMWIP ?(Waste elimination)• Plan, Do, Check, Act (Kaizen)• Andon• Kanban• Poka-‐Yoke• ‘Pull system’• First Time Quality• Visual control / Status-‐at-‐a-‐glance• Business Plan Deployment Goals• Workplace organisation
The list goes on

Our Core ValuesCUSTOMERSOur decision-‐making starts and ends with our customers. We listen intently to their needs and provide them with:A high level of expertiseComplete transparencyUnparalleled convenienceGenuine appreciation for their business
RELATIONSHIPSWe work with and care for all team members across the GM enterprise with complete respect, transparency and appreciation of one another’s unique strengths.
EXCELLENCEEach of us strives to perform at our highest level and can be trusted to serve our customers and fellow team members with personal integrity and accountability. Each of us has a thirst for creativity, ingenuity and innovation – and has the tenacity to win.

Last updated 23/3/2011
Before you start, your people need to know why you do what you do.
What's your MISSION.

General Motor’s Goals
Safe, Clean & Healthy Working
Environment for all
employees and visitors
Focus on employee
Development, Involvement and Enthusiasm
Each customer in each process expects a high quality product or service
Customers want a quality product or service but they also want it FAST!
Eliminate waste and control costs to deliver our customers the right product at the right price!!
SPQRCE
To provide a cleaner, safer and healthier living and working
environment.
S P Q R C E

Principles and Elements
So how does GMS work?
PI-7 WHY: Roles and responsibilities establish the duties, behaviors and work deliverables for each level of the organization. WHAT/HOW: The roles and responsibilities exist for each position and are maintained by the Leadership. Roles and responsibilities cover the 5 GMS Principles. Ask/Look for:>Ask the PI Principle Owner and/or Director Human Resources if R&Rs are defined for all levels of the organization and how they have been communicated and where they can be found.>Review examples of the TM and TL R&Rs to ensure that they support SPQRCE.>Ask a sample of employees from each area where they can find their R&Rs and share with you. Do they have a general understanding of them? Let them describe to you.> Review the GL and TL STS - is there clear separation of duties with appropriate overlap, or is the GL performing TL duties? > For the GL you may look at roles such as (1) continuous improvement/problem solve, (2) coach/teach/recognize, (3) plan through BPD and (4) support TMs/TLs to manage the week. Ask the Group Leader to describe how they perform these activities.
Roles and Responsibilities
Roles and responsibilities are defined, written and communicated and understood for all levels of the organization. . Ref. PI Team Concept Core Requirement: 1, 2
For O the plant should present written structured R&R (job description, list of R&R or other format) + STS/TIS. All major areas of responsibility to be covered such as Safety, Quality, Standardized work, participation in CI activities, being a trainer, Group/ Team Meetings, etc. TM, TL, GL (or other employee) should be able to explain how they perform these R&R. Execution of R&R should is confirmed and assessed by other principles.
Reason for ∆ or X can be, for example: R&R are not clearly identified, not communicated effectively to the user, not understood by the user.

PEOPLE INVOLVEMENTELEMENTS
• Vision & Values
• Mission
• Health, Safety, & Environment
• Qualified People
• Team Concept
• People Involvement
• Open Communication Process
• Shop Floor Management
People are the most valuable resource in the company
People Involvement

Roots = Culture & Values
Trunk = People & Mindset
People Involvement Company
Branches = Processes & Tools
Fruit = Quality ProductPEOPLE are our most
important resource!!!
Like a Tree, People Need Nurturing for Growth
Soil = Environment
Employee Mind Change
TRADITIONAL EXPECTATION
MODERN EXPECTATION
• Just Do What You Are Told To Do• Employee Enthusiasm Not Important
• Participate in Making Standardized Work• Continuously Improve Job• Involved in Problem Solving• Involvement Brings Enthusiasm!
J Hamalian

The Stages of Safety Awareness
Stage 1:Unawareness of
Hazards
Stage 2: Awareness But No Action to Prevent Injury
Stage 3:Injury But Still No
Concern
Building a “Safety Culture”
No Problem –He Can Still Work!

The Stages of Safety AwarenessBuilding a “Safety Culture”
Stage 4:Injury and Realisation of Impact to Person and Company
Stage 5:Awareness of Hazards
& Proactive Countermeasures to Prevent Incidents

STANDARDISATIONELEMENTS
• Standardised Work
•Management by Takt Time
•Workplace Organisation
• Visual Management
Standardization Set and follow standards to achieve a base from which to grow

STANDARDISATIONELEMENTS

STANDARDISATIONELEMENTS

5S
ift-‐ Identify those things that are absolutely needed for the operation -‐discard the others.
ort-‐ Create a place for everything and put everything in its place. Designate and mark locations for specific items and make sure they are kept in the designated area when not in use.
weep-‐ Clean the area completely. Ensure you remove dirt and dust. Clean up liquid spills and fix leaks.
ustain-‐ Keep your area clean and orderly. Go through the above points in your area and work tasks.
elf Discipline-‐ Create pride in the workplace, and the discipline to maintain it. Make it a habit to ensure your work area is always clean and tidy.
When things are in their correct place! No trip, slip hazards, etc.
Items in their place reduce the likelihood of mistakes, you’ll use the
right tool because it’s there.
Items in their place mean there is no need for everyone to have a
spare one.
Why have Workplace Org?

How to maintain the standard
All of our workplace organisation standards are contained in one
folder, accessible to every employee. These are located
throughout the plant.

Waste Elimination
CorrectionOver productionMotionMaterial MovementWaitingInventoryProcessing

COMMWIP
CorrectionWhat is it?Doing something over because it wasn’t done right the first time
What causes it?Not following standardisation, inadequate standardisation, machine/tooling faults, faulty material
Where do we see it?Repair stations, re-‐machining parts

COMMWIP
OverproductionWhat is it?Making more than is necessary or making things faster than necessary, working ahead
What causes it?Unbalanced operations, lack of communication, high equipment downtime
Where do we see it?Inventory levels, buffer stock

COMMWIP
Motion
What is it?Unnecessary work movements by an operator or machine which is not necessary in adding value to the productWhat causes it?Worksite poorly laid out or standardized work sequence not properly planned or followed
Where do we see it?Looking for tools, poor 5S, lack of shadow boards and visual management, distance between storage and point of use

COMMWIP
Material MovementWhat is it?Unnecessary transporting, storing or rearranging of items, parts, equipment, etc. which is not required for production What causes it?Excess stock, lack of workplace organization, inadequate process, process not being followed
Where do we see it?Moving material between plants/sections
COMMWIP
Waiting
What is it?To remain in one place while doing something other than what is related to the task at hand
What causes it?Operations not balanced, broken equipment, indecisiveness, lack of communication
Where do we see it?No activity/action, standing around, non-‐value activities
COMMWIP
InventoryWhat is it?Too much of anything is a waste. This can often lead to other forms of waste i.e. Material movement, correction, etc
What causes it?Unlevel scheduling, no pull system, too many material storage areas, lack of communication
Where do we see it?Excessive buffer stock
COMMWIP
ProcessingWhat is it?Doing something the customer does not perceive as adding value to the product
What causes it?Inadequate/Not following standardisation, correction, quality issues
Where do we see it?Clicking a torque wrench twice when one is sufficient by the quality standards, polishing the underside of a bonnet, mixed pallets, PDG contractors

BUILT-‐IN-‐QUALITY ELEMENTS
• Product Quality Standards
•Manufacturing Process Validation
• In Process Control & Verification
• Quality Feedback/Feedforward
• Quality System Management
Built-In-Quality Customer’s Quality expectations are built in to each process to ensure defects are not passed on

GLOBAL MANUFACTURING SYSTEM
What is a Critical Process?
What is a Mandatory Sequence?
If the procedure is not followed, the engine might suffer a catastrophic failure. It is an essential parameter
directly influenced by the operator
The steps in the JES MUST follow the described sequence for quality, safety or productivity reasons (as per the PCP). This sequence may only be changed by
Manufacturing Engineering
C
M
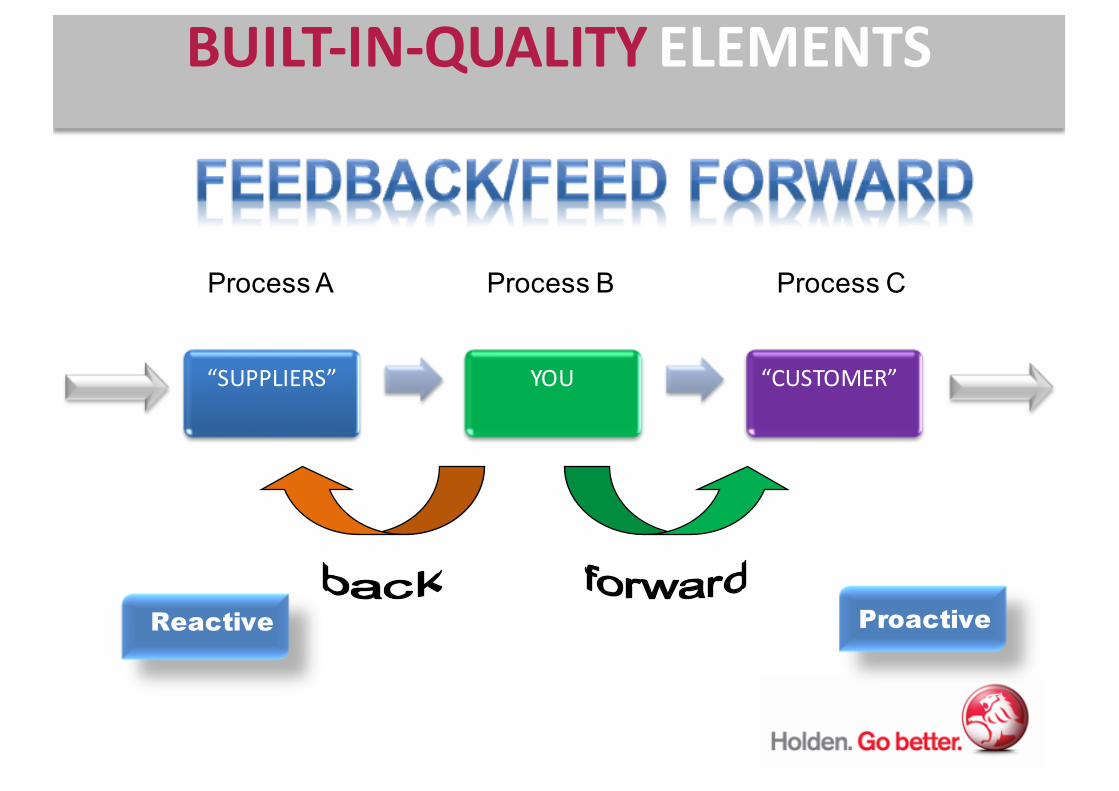
“SUPPLIERS” YOU “CUSTOMER”
Process A Process B Process C
BUILT-‐IN-‐QUALITY ELEMENTS
ProactiveReactive

SHORT LEAD TIME ELEMENTS
• Simple Process Flow
• Small Lot Packaging
• Fixed Period Ordering
• Controlled External Transportation
• Temporary Material Storage
• Pull Systems
• Level Order Schedules
• Supply Chain Management
•Scheduled Ship & Receive
Short Lead Time
The relentless pursuit to reduce the time to deliver product or service

18. Simple Process Flow ElementFirst In, First Out (FIFO)
FIFO = Control of Quality and Lead Time
FIFO No FIFO
SHORT LEAD TIME ELEMENTS
CONTINUOUS IMPROVEMENT ELEMENTS
• Problem Solving
• Andon Concept
• Business Plan Deployment
• Lean Facilities & Equipment
• Early DFM/DFA (design for manufacture / design for assembly)
• Total Maintenance Systems
• Continuous Improvement Process
Continuous Improvement
Foster a culture of change and constant improvement

Operator Preventative Maintenance

OPM CardTUESDAY DAY SHIFT
Op 100,110
Oil SkimmerEmpty Waste into IBC located between Op 20 & 30
Oil collection Trays.Empty Waste into IBC located between Op 20 & 30
Check Coolant level(Gauge indicator is within operating range)
Check Coolant Temperature(Between 18 -‐ 24°C)

OPM Sheet
O.P.M (OPERATOR PREVENTATIVE MAINTENANCE)TASK SHEETOperation/Stn #
Stn.#1170
14.05MFG/1 Written by: Nathan Baranello Date: 20/05/2015
Check (What) Sym Ref. Key Point (How)
Conveyor table is clearVisual inspection to ensure conveyor table is clear of obstructions and
components. Remove any foreign objects
Nest is clear and clean 1Visual inspection to ensure nest is clear
of obstructions and free of contamination. Clean if required
Nest condition 2.1Visual inspection bearing cap nest (where bearing cap sits) condition for excessive wear e.g. significant scratches and chips
Guide fingers 2.2Clean between guide fingers & nest to remove any steel slithers. Clean if
required
Crankshaft lubrication 3 Ensure that all 4 main bearings are visually coated in oil. (3.1,3.2,3.3,3.4)
Light curtain 4Machine must stop during auto cycle run once light curtain has been broken using test wand (4.1).If machine does not stop during cycle, call team/group leader immediately and move away from
machine.
N.B: If anything requires replacing, consult with team leader first for approval.
3.1
3.4
3.2
3.3

Downtime Recording

All this comes together to meet our Goals
Short Lead Time
Continuous Improvement CompanyPeople Involvement Company
Standardization Built-In-Quality
• Safety• People• Quality
• Responsiveness• CostLean
Principles(Process)
Goals & Metrics (Results)
Business Goals (Scorecard)
Methods to Meet the Goals(GMS)

Future
Q. Why do we use GMS?A. Lean Manufacturing
Using our current labour to increase efficiency, decrease waste, and improve “flow of work”, resulting in a more profitable product, with a
highly skilled, flexible workforce.YOU GET LEAN BY GETTING EFFICIENT NOT
SMALLER!

Future
Q. Manufacturing at Holden is closing, so why bother?A. The more efficient we are the longer we stay, and we will
keep improving until the last day.
• We have just stopped producing 390 engines per shift in a plant rated at 320 per shift with no capital investment.
• 4 plants in the world make the same engine, our volume could be taken, Mexico work 9.6 hour shifts at a fraction of our hourly rate.
• Over 10 million HFV6 engine have been produced, these will need spares for the next ten years, the plant that makes these parts needs to be adaptable, flexible
and efficient.• We need to ready our people for jobs outside of the automotive industry.

Thank you for your attention







