diplomovÁ prÁce - dspace5.zcu.cz · components for control, safety and for the main realization...
TRANSCRIPT
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHICKÁ
KATEDRA ELEKTROENERGETIKY A EKOLOGIE
DIPLOMOVÁ PRÁCE
Jednoúčelové elektrické zařízení řízené programovatelným logickým automatem
Vedoucí práce: Doc. Ing. Bohumil Skala, Ph.D. 2012 Autor: Bc. Jaroslav Novotný

Anotace
Diplomová práce v první části pojednává o programovatelném logickém automatu. Je
zde uveden stručný přehled nejznámějších výrobců PLC a ke každému z výrobců je pak
uvedeno několik jednotlivých výrobků s výčtem hlavních výhod. Ve druhé části se zabývá
kompletním návrhem jednoúčelového stroje. Je zde popsán výběr komponentů pro řízení,
bezpečnost a samotnou realizaci zařízení a stručný popis softwaru pro řízení. Dále práce
obsahuje elektrické schéma a návod na obsluhu. V přílohách najdeme katalogové listy a
návody ke komponentům a také samotný software pro PLC.
Klíčová slova
programovatelný logický automat, rozvaděč, svorkovnice, nouzové zastavení, kabeláž, návod
na obsluhu, program, realizace
Annotation
Diploma thesis in the first part is about programmable logical automatic machine.
There is a brief overview of the most known producers of PLC and to each of the producers
there is given a list of few individual products with list of main advantages. In the second part
thesis looks into full design of a single purpose machine. There is described a selection of the
components for control, safety and for the main realization of the device and short describe of
the device software. Next the work contains electrical scheme and manual for operation. In
the attachment we will find datasheets, manuals for the components and also the software of
PLC.
Key words:
Programmable logical computer, distribution board, terminal, emergency stop, wiring, manual
for operation, program, realization

Prohlášení
Předkládám tímto k posouzení a obhajobě diplomovou práci, zpracovanou na závěr studia
na Fakultě elektrotechnické Západočeské univerzity v Plzni.
Prohlašuji, že jsem tuto diplomovou práci vypracoval samostatně, s použitím odborné
literatury a pramenů uvedených v seznamu, který je součástí této diplomové práce.
Dále prohlašuji, že veškerý software, použitý při řešení této diplomové práce, je legální.
V Plzni dne 9. 5. 2012 …………………………….
podpis

Tímto bych rád poděkoval Doc. Ing. Bohumilu Skalovi, Ph.D. za to, že mi zaštítil tuto
diplomovou práci a za jeho trpělivost a loajalitu. Dále bych rád poděkoval Ing. Michalovi
Nováčkovi a Milošovi Menclovi za pomoc a cenné rady při řešení mé diplomové práce.
Jaroslav Novotný
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
5
Obsah
1 Úvod ................................................................................................................................... 6 2 Teoretická část.................................................................................................................... 7
2.1 Firma Siemens............................................................................................................ 8 2.2 Allen Bradley ........................................................................................................... 10 2.3 Schneider Electric .................................................................................................... 11 2.4 ABB.......................................................................................................................... 12 2.5 Omron....................................................................................................................... 12 2.6 Vipa .......................................................................................................................... 13
3 Praktická část.................................................................................................................... 14 3.1 Zadání od investora .................................................................................................. 14 3.2 První seznámení s projektem.................................................................................... 17 3.3 PLC........................................................................................................................... 17 3.4 Elektrické schéma .................................................................................................... 19 3.5 Bezpečnostní prvky .................................................................................................. 20 3.6 Vnější periférie ......................................................................................................... 21
3.6.1 Čidla: ................................................................................................................ 21 3.6.2 Ventily:............................................................................................................. 21 3.6.3 Signalizační a ovládací zařízení: ...................................................................... 21
3.7 Spínací prvky............................................................................................................ 22 3.8 Svorkovnice.............................................................................................................. 22 3.9 Rozvaděčová skříň ................................................................................................... 24 3.10 Sestava rozvaděčové desky ...................................................................................... 24 3.11 Realizace .................................................................................................................. 26 3.12 Software ................................................................................................................... 28
3.12.1 PLC................................................................................................................... 29 3.12.2 Ovládací panel.................................................................................................. 33
3.13 Návod na obsluhu stroje........................................................................................... 35 3.13.1 Ovládací prvky stroje ....................................................................................... 35 3.13.2 Hlavní vypínač - Zapnutí / vypnutí stroje ........................................................ 37 3.13.3 Volba ovládání ................................................................................................. 38 3.13.4 Spuštění stroje .................................................................................................. 38 3.13.5 Zastavení stroje ................................................................................................ 38 3.13.6 Testování dílů ................................................................................................... 39 3.13.7 Total stop.......................................................................................................... 40 3.13.8 Dotykový panel ................................................................................................ 40
4 Závěr................................................................................................................................. 41 Použitá literatura ...................................................................................................................... 43 Seznam příloh:.......................................................................................................................... 44
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
6
1 Úvod Tématem mé diplomové práce je jednoúčelové elektrické zařízení řízené
programovatelným logickým automatem. V první části práce se budu zabývat vyhledáváním
značek a typů programovatelných logických automatů a uvedu jejich základní výhody.
V další části práce bude kompletní návrh elektroinstalace do jednoúčelového elektrického
zařízení. Pro tuto práci jsem si vybral stroj na tlakové testování těsnosti Bogenu, což je
plastový rezonátor svařený ze dvou částí a ukončený rychlospojkou. Budu se zabývat
výběrem komponent pro řízení stroje, jeho ovládání a v neposlední řadě i komponenty
zajišťující bezpečný chod zařízení. Dále vytvořím software pro PLC a celý projekt zrealizuju
a zařízení oživím.
Toto téma jsem si vybral na základě mé praxe ve firmě MDS Elektro Engineering
s.r.o., kde pracuji již šestým rokem. Tato firma se zabývá automatizací a výrobou elektrických
rozvaděčů. Nejprve jsem ve firmě dostával k samostatnému zpracování menší projekty a na
větších zakázkách jsem se více či méně podílel, a nyní jsem se rozhodl samostatně zpracovat
již projekt většího rozsahu a ten popsat ve své diplomové práci. Mám zájem o projektování a
uvádění těchto zařízení do provozu, protože si myslím, že obor automatizace má velkou
budoucnost. Tato práce je smysluplná a pomáhá zefektivnit a zpřesnit výrobu, a také vyloučit
chybu lidského faktoru.

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
7
2 Teoretická část Automatizační technika prošla v poslední době bouřlivým vývojem, jak z pohledu
součástkové základny a prostředků, tak z pohledu poznání, aplikované teorie a metodiky
aplikací. Radikálně se změnily i technické prostředky pro vývoj a tvorbu aplikací. Osobní
počítače a systémy pro automatické navrhování a projektování jsou dnes zcela běžné ve
většině oborů.
Dnes není automatizace něčím unikátním, co je výsadou drahého komfortu rozsáhlých
výrobních linek a náročných technologických procesů. Kvalitní a inteligentní řízení je
dostupné i pro obyčejné stroje, pomocné mechanismy a technologická zařízení ve všech
oborech. S inteligentní automatizační technikou se běžně setkáváme v „nevýrobní
automatizaci“, zejména v „malé energetice“ a v technice budov (kde přináší značné úspory).
Obtížně bychom hledali obor, kde není automatizační technika využívána.
Prostředky, které byly donedávna výsadou složitých řídicích systémů (např.
mikrořadiče, fuzzy prvky), dnes nacházíme ve výrobcích spotřebního charakteru, třeba
v regulátorech pro kvalitní vytápění bytů a rodinných domků, v automobilech, telefonech a
faxech, v automatických pračkách, myčkách nádobí, sporácích, vysavačích a v dalších
přístrojích pro kuchyňskou a domácí automatizaci. Setkáváme se s nimi ale i v holicích
strojcích, kamerách nebo v hračkách.[1]
Původně byly PLC určeny pro řízení strojů, jako náhrada za pevnou reléovou logiku.
Tomu odpovídal i programovací jazyk kontaktních (reléových) schémat. Jazyky prvních PLC
disponovaly několika příkazy (typicky 8 nebo 16), které byly ekvivalentní spínacímu a
rozpínacímu kontaktu, paralelnímu a sériovému řazení, cívce, obvodům paměti, čítače a
časovače. Dnes je pro každý programovatelný automat k dispozici několik typů jazyků:
kromě jazyka kontaktních schémat to bývá jazyk logických schémat, jazyk mnemokódů nebo
jiný textový jazyk, nově i jazyk sekvenčního programování. Dnešní programovací jazyky jsou
podstatně bohatší – bohužel se poněkud vzdálily mentalitě konstruktérů a projektantů, takže
vznikla samostatná profese „programátor PLC“. Sjednocení programových jazyků a
vývojových systémů pro PLC je cílem nové mezinárodní normy IEC 1131-3.
Postupně se možnosti PLC rozšiřovaly, ceny klesaly a oblasti výhodného nasazení se
rozšiřovaly. Dnes se s jejich aplikacemi setkáváme snad ve všech oborech, mnohde vytlačují

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
8
již zavedené specializované přístroje a řídicí systémy (např. regulátory, analyzátory,
komunikační adaptéry apod.).
Kromě tradičních aplikací ve strojírenství - při řízení strojů, mechanismů, linek a
nejrůznějších výrobních technologií, v manipulační, dopravní a skladové technice, při
retrofitu (modernizaci) starších strojů. Dnes se PLC hojně uplatňují v energetice: od regulace
turbín, vodních a větrných elektráren, kogeneračních jednotek, solárních a geotermálních
zdrojů, kompresorů a teplovodních sítí, až po předávací a výměníkové stanice, kotelny,
klimatizační jednotky, chladící zařízení, ale i při regulaci a monitorování spotřeby elektrické
energie, řízení rozvoden a nově i v technice inteligentních budov. Dále nacházejí uplatnění
v ekologii, v zemědělství a potravinářství, v chemii a farmacii, ve školství a kultuře, ale i
v procesu měření, dálkového ovládání, monitorování a sledování kvality.[1]
Na našem trhu se v poslední době nejvíce objevují následující značky, které ve svém
produktovém portfoliu mají i programovatelné logické automaty.
- Siemens
- Allen Bradley
- Schneider Electric
- ABB
- Omron
- Vipa
Nyní si rozebereme jednotlivé značky a uvedeme produkty, které nabízejí v oblasti
průmyslové automatizace.
2.1 Firma Siemens
V současné době jedna z nejrozšířenějších značek v oboru automatizace v České republice. Je
ale poněkud dražší, ale bohatě to kompenzuje vysokou spolehlivostí a kvalitou vyráběných
produktů. V České republice působí již cca 120 let a patří mezi největší zaměstnavatele.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
9
Mikrosystémy
Malé řídicí systémy, které jsou cenově výhodnější, jednodušší na ovládání a programování,
ale zároveň nabízejí široké spektrum možností využití ve spodním výkonnostním spektru.
LOGO!
- univerzální logický modul
- flexibilně rozšířitelný
- v základní verzi 8 vstupů a 4 výstupy
- možnost montáže na DIN lištu
- 8 základních funkcí a 29 speciálních
- snadné programování pomocí software
- možnost programování na displeji zařízení
- dobrá odolnost vůči vlivům prostředí
SIMATIC S7-200
- určen pro řízení jednoduchých zařízení
- vysokorychlostní čítače
- pulzní výstup
- velké komunikační možnosti
- spolupráce s vizualizačními panely
- základní verze 8 vstupů 8 výstupů
- velké možnosti rozšiřování
SIMATIC S7-1200
- určen pro řízení složitějších zařízení
- až 6 vysokorychlostních čítačů
- velké komunikační možnosti (integrovaný Profinet)
- spolupráce s vizualizačními panely
- nejmodernější z řady mikrosystémů
- až 8 signálních karet
Průmyslové automatizační systémy SIMATIC

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
10
Velké spolehlivé a robustní systémy, které nabízí komplexní řešení jakékoliv aplikace. Jsou
postaveny na bázi řídícího CPU a možnosti univerzálního rozšiřování.
SIMATIC S7-300
- určen pro řízení nejsložitějších aplikací
- plně integrovaná automatizace
- intuitivní programování
- výkonná integrovaná diagnostika
- paměťové karty MMC
- nejmodernější komunikační možnosti
SIMATIC S7-400
- pro nejsložitější aplikace
- nejrychlejší strojový cyklus
- nejkvalitnější zpracování dat
- nejvyšší spolehlivost
- největší možnosti komunikace a rozšiřování
2.2 Allen Bradley
Značku Allen Bradley vlastní firma Rockwell Automation, která je předním světovým
dodavatelem automatizační techniky. Firma se zabývá řízením průmyslových procesů,
pohonů a průmyslových informačních systémů. V České republice působí od roku 2002.
Opět se dělí do dvou základních skupin:
Malé řídicí systémy:
řada CompactLogix
- řešení pro malé a střední aplikace
- dobré komunikační vlastnosti (EtherNet/IP)
- paměťové karty SD
- USB port pro programování
- možnost připojeni periferií jako jsou tiskárny, čtečky čárových kódů, atd.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
11
Velké řídicí systémy:
ControlLogix
- vysokorychlostní CPU
- vysoce výkonný
- velké komunikační schopnosti
- velké možnosti rozšíření
2.3 Schneider Electric
Firma zabývající se především rozvodem elektrické energie, automatizační technikou a
monitoringem a úsporou energie. Nabízí kompletní řešení aplikací v elektro oblasti a je
významným dodavatelem elektrických komponent. V České republice působí od 80. let 20.
století. V počátcích prostřednictvím firmy Telemecanique.
Opět se dělí do dvou základních skupin:
Malé PLC systémy pro obecné použití:
Twido
- kompaktní modulární systém
- 10 základních jednotek
- volitelné doplňky: displej, hodiny s reálným časem, atd.
- dobré komunikační schopnosti (EtherNet)
Zelio Logic
- kompaktní systém
- rozhraní Bluetooth pro bezdrátové připojení
- intuitivní programovací software
- možnosti rozšiřujících modulů
PLC systémy pro řízení strojů:
řada produktů Modicon
- určen pro řízení nejsložitějších aplikací
- plně integrovaná automatizace
- intuitivní programování
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
12
- synchronizování os (max. 16 os)
- velké komunikační možnosti (Profibus, Ethernet)
2.4 ABB
Přední světová firma poskytující technologie pro energetiku a automatizaci. Vyrábí spolehlivé
a konzistentní výrobky v elektro oblasti. Silné inženýrské zázemí a kvalitní servisní centra.
V České republice působí od roku 1970.
systém Freelance
- univerzální systém
- malé až střední aplikace
- nižší cena
- dobré komunikační vlastnosti
- software s emulačním prostředím
- integrovaná diagnostika
systém Compact 800
- robustní kontrolní systém
- výborná spolupráce s PC
- integrovaná diagnostika
- určen pro řízení nejsložitějších aplikací
- rozsáhlé využití průmyslových sběrnic
2.5 Omron
Společnost byla založena v roce 1933 v Japonsku. Působí v nejrůznějších oborech, včetně
průmyslové automatizace, výroby elektronických komponent a zdravotnické techniky. Své
evropské ústředí má v Holandsku. Nabízí široké spektrum PLC. Uvedu tedy jen základní
typy.
Své PLC automaty rozděluje do dvou skupin:
Kompaktní PLC (např. CP1H)
- vysoce kompaktní
- integrované funkce pulsních I/O

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
13
- snadné připojení k ovládacímu terminálu
- rozšiřující jednotky - průmyslová sběrnice, digitální a analogové jednotky
- možnost sběrnicového systému
- vysokorychlostní
Modulární PLC (např. CJ2H)
- neustálá přístupnost prostřednictvím standardního portu USB
- standardní port Ethernet s funkcí EtherNet/IP Data Link
- vysoká programová kapacita až 400 tisíc kroků
- vyšší přesnost chodu strojů a kvalita zpracování
- okamžitá obnova I/O hodnot zajišťuje zpracování v reálném čase
- vysoká kapacita datové paměti až 832 tisíc slov
2.6 Vipa
Německá společnost působící na trhu 25 let. Vyrábí řídicí systémy programovatelné
softwarem STEP7 od firmy Siemens. Díky této vlastnosti, jsou prakticky zaměnitelné za
komponenty Siemens. VIPA PLC mají vlastní vývoj čipu s technologií SPEED7 a díky tomu
jsou jejich CPU jedny z nejrychlejších na světě.
Vipa 100V
- integrovaná ROM paměť pro trvalé ukládání programu a dat
- integrovaná baterie zálohující RAM paměť
- podporuje paměťové MMC karty
- rozšiřitelné o čtyři karty ze systémů VIPA 100V a 200V
- kompaktní design
Vipa 200V
- integrovaná pracovní paměť
- podporuje paměťové MMC karty
- MPI rozhraní standardem
- pro lokální a decentrální aplikace

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
14
- možnost rozšíření až 32 modulů v řadě CPU
- kompaktní provedení
Vipa 300S
- vysokorychlostní řídicí systém
- integrovaná pracovní paměť - provoz bez paměťové karty
- podpora karet MMC
- SPEED-Bus pro rozšíření s vysokorychlostními signálními moduly
- Ethernet, Profibus-DP a MPI rozhraní na desce
- Centralizované a decentralizované využívání a modulárně rozšiřitelný
3 Praktická část
3.1 Zadání od investora
Popis stroje
Testovací stroj je určen pro vyhodnocování těsnosti součástky (Bogenu) podle
nastavené, povolené, hodnoty úniku vzduchu.
Popis výrobku Bogen je plastový rezonátor svařený ze dvou částí a ukončený rychlospojkou (O-
kroužek, opěrný kroužek a pružinka).
Výkon stroje Strojní čas cyklu musí být maximálně 10 sec./ks (test + značení). Celkový čas na test a
značení na jedné pozici je max. 30 sec. Interval „vhození“ hotových finálních kusů ze stroje
do boxu max. 15 sec/ks. Požadovaný výkon stroje je tedy 240 kusů za hodinu.
Kvalita otestovaných kusů Na kusech se nesmí vyskytovat poškozené plochy na povrchu ani uvnitř vlivem upnutí
či testovacího procesu. Systém nesmí uvolnit díl s únikem (prasklinami korpusu, netěsným
svarem a prasklým nebo s poškozeným O-kroužkem). Finální kus nesmí být umazán,
zamaštěn a mechanicky poškozen vlivem procesu.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
15
Počítadlo vyrobených kusů Zařízení bude osazeno počítadlem kusů OK a NOK. Autorizace obsluhy, volba
finálního výrobku-programu, grafická vizualizace a komunikace s operátorem s textovou
podporou. Směnový záznamem dat, chybové hlášky. Ověřování protichybového systému
(poka-yoke).
Obsluha a řízení stroje
Ovládání stroje bude poloautomatické - obsluha stroje je 1 osobou, která bude
provádět pouze ruční založení a vyjmutí dílů a iniciuje test uzamknutím dílu (alt.: opuštěním
prostoru stroje vytýčeného bezpečnostními závorami). Obsluha při práci sedí na židli nebo
stojí u stroje.
Konstrukční zásady
Testovací zařízení bude osazeno řídicím systémem Siemens S200. Alternativně (S300
nebo Schneider M340). Siemens dotykový panel. Detektory úniku Furness 290 poskytne
objednatel (bez komunikačních kabelů a konektorů).
Zařízení bude využívat pro tisk OK kusů tiskárnu Ink-jet Imaje s popisovací hlavou.
Tiskárnu poskytne objednatel. Formát tisku obsahuje kód obsluhy, datum a čas výroby.
Pojezd hlavy bude zajištěn elektrickým pohonem.
Rám bude vybaven skluzem pro NOK kusy s optickými čidly. NOK box bude zajištěn
proti vyjmutí dílů neoprávněnou osobou zámkem s klíčem (mechanicky), nesmí být možné
získat signál o vhození NOK kusu pouze rukou. Zařízení bude osazeno Centrál stop tlačítkem
– předřazený bezpečností prvek.
Rám stroje bude zhotoven z ocelových jeklů a hliníkových profilů s výplní plexisklem.
Celkové rozměry nepřesáhnou š 1000 x v 2000 x h 1000 mm. Ocelové části konstrukce budou
v modré barvě odstínu RAL 5017. Stroj bude ustaven na kolečkách s aretací.
Tři zakládací místa pro testování budou koncipovány modulově (vyměnitelný celek s
pístem). Upnutí dílu ručně masivní upínkou. V okolí modulu nesmí vést kabely nebo rám
konstrukce (prostor pro možné jiné varianty výrobků do budoucna).
Osvětlení pracovní plochy stroje a ovládacích prvků.
Pneumatické díly použité ve stroji budou FESTO.
Čidla lze polohově seřídit s následnou aretací polohy.
Všechny řídící, seřizovací nebo pro údržbu důležité prvky budou lehce dostupné.

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
16
Všechny části, kde bude hrozit riziko koroze, budou povrchově upraveny.
Signalizace stavu čidel pro seřizování v zorném poli operátora.
Všechna kabeláž bude provedena přehledně s identifikací jednotlivých kabelů a
zanesením ve schématu stroje.
Při výpadku energie nesmí nastat nebezpečná situace a ani nesmí dojít k poškození
stroje.
Optické vodiče budou alespoň v exponovaných místech chráněny kryty proti
poškození.
Systém bude vybaven samokontrolou funkčnosti čidel.
Zamezení úniku chemických látek do okolí
Stroj nesmí nadměrně zatěžovat životní prostředí
Životnost zařízení
Konstrukce stroje bude provedena pro životnost minimálně 30 000 pracovních hodin.
Výjimku tvoří dílčí komponenty s kratší životností definovanou výrobcem.
Logika pracovního postupu
1) Příprava kusu pro testování – místo pro odložení monitorováno
2) Založení kusu do přípravku – jedno z testovacích míst, nezávisle na sobě
3) Upnutí kusu upínkou
4) Test těsnosti – nepřekročení povoleného poklesu tlaku
5) Označení OK dílů – ink-jet značení (kód obsluhy, datum a čas výroby)
6) NOK díl blokován – po potvrzení chyby očekáván signál o vhození do NOK boxu
7) Uvolnění dílů OK - vhození do OK boxu (čidlo není nutné)
Dále je nutné připravit testování systému Poka-yoke :
Vyhlášení po dosažení každých 1800 ks nebo zapnutí stroje. Test etalonu. Vyhodnocení
NOK.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
17
3.2 První seznámení s projektem
Začátek každého projektu je spojen s důkladným přečtením zadání, a pokud je některá
část nejasná, musí se vše dořešit ještě před započetím projektování. Následuje vyhledání
dokumentace od periférií, které budou se zařízením komunikovat nebo spolupracovat a tedy
mají přímou návaznost na projekt, nebo zařízení která dodává objednatel sám.
V našem případě jsou to především testovací zařízení Furnes 290 a externí tiskárna pro
popis Bogenu, ale i zdroj a řízení krokového motoru.
V příloze na datovém nosiči jsou katalogové listy jednotlivých komponentů od
dodavatele.
3.3 PLC
Podle zadání má být zařízení řízeno programovatelným logickým automatem od firmy
Siemens a to konkrétně řadou S7-200. Stavbou tabulky a plánováním vstupů a výstupů jsme
určili, o jaký typ CPU se bude jednat. Při našem počtu vstupů a výstupů bylo potřeba základní
verzi CPU 224 rozšířit dvěma rozšiřujícími kartami a to EM 223 (16 digitálních vstupů a 16
digitálních výstupů) a EM221 (16 digitálních vstupů)
Pro snadné ovládání byl systém doplněn dotykovým ovládacím panelem TP 177 micro
a vytvořena komunikace mezi panelem a PLC pomocí sběrnice profibus.
Nejdříve je potřeba navrhnout tabulku vstupů a výstupů programovatelného logického
automatu a tím určit jak a čím bude zařízení řízeno.
Při vytváření tabulky vstupů a výstupů jsem nemohl osazovat vstupy a výstupy
libovolně, ale musel jsem dodržovat určitá pravidla. Jelikož se v našem zařízení objevuje i
krokový motor a je potřeba ho nějakým způsobem řídit, muselo se k řízení krokového motoru
využít prvního výstupu Q0.0, který je k tomu uzpůsoben a je takzvaně „vysokorychlostní“ a
lze na něm generovat pulzní signál PTO (pulse train output) a také lze generovat pulzní
šířkovou modulaci (PWM). Jednotlivé výstupní bity jsou samostatně napájeny, a toho budeme
využívat pro zajištění bezpečnosti, kdy odepínáme z bitů napájení. Signalizace musí být na
společném bitu, který má napájení po celou dobu provozu, abychom mohli určit, v jakém
stavu se zařízení nalézá. Dále jsme při osazování vstupů a výstupů postupovali logicky, aby
bylo zařízení přehledné.
Napájení je provedeno ze zdroje od firmy Siemens. Typ SITOP Smart 24V/10A

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
18
Tab. 1
Digitální vstupy Popis I0.0 Ovládací napětí OK I0.1 Jističe 24V OK I0.2 Jistič Krokový motor OK Jeden před a jeden za jeho zdrojem I0.3 REZERVA I0.4 REZERVA I0.5 REZERVA
Inte
rní s
igná
ly
I0.6 Přepínač Automat/Ruka Ovládací pult
I0.7 Prosvětlené tlačítko Kvitování NiO 1 Krabička nad pracovištěm 1
I1.0 Prosvětlené tlačítko Kvitování NiO 2 Krabička nad pracovištěm 2
I1.1 Prosvětlené tlačítko Kvitování NiO 3 Krabička nad pracovištěm 3 S
vork
ovni
ce p
ult,
exte
rní t
lačítk
a
I1.2 Tlakový vzduch OK Snímač tlaku vzduchu I1.3 Pozice 1 - založeno Optický snímač - snímá přítomnost dílu I1.4 Pozice 2 - založeno Optický snímač - snímá přítomnost dílu
CP
U 2
24
I1.5 Pozice 3 - založeno Optický snímač - snímá přítomnost dílu I2.0 Pozice 1 - zajištěno Indukční snímač - poloha mechanické upínky
I2.1 Pozice 2 - zajištěno Indukční snímač - poloha mechanické upínky
I2.2 Pozice 3 - zajištěno Indukční snímač - poloha mechanické upínky
I2.3 Válec V1 - poloha S1.1 Snímač pracovní polohy válce zatěsnění dílu I2.4 Válec V2 - poloha S2.1 Snímač pracovní polohy válce zatěsnění dílu I2.5 Válec V3 - poloha S3.1 Snímač pracovní polohy válce zatěsnění dílu
I2.6 Snímač NiO (vysílač) Optický snímač - kontrola prohození dílu do NiO boxu (vysílač) K
arta
16D
I/16D
O
I2.7 Tisková hlava - mezní poloha vlevo (reference)
Indukční snímač - mezní poloha tiskové hlavy (krok. motoru) vlevo / ref. poloha
I3.0 Tisková hlava - mezní poloha vpravo
Indukční snímač - mezní poloha tiskové hlavy (krok. motoru) vpravo
I3.1 Tisková hlava - poloha 1 OPTION I3.2 Tisková hlava - poloha 2 OPTION I3.3 Tisková hlava - poloha 3 OPTION
I3.4 Snímač NiO (přijímač) Optický snímač - kontrola prohození dílu do NiO boxu (přijímač)
I3.5 Kryt - základní poloha Kryt tiskové hlavy - základní poloha I3.6 Kryt - pracovní poloha Kryt tiskové hlavy - pracovní poloha
Kar
ta 1
6DI/1
6DO
I3.7 REZERVA Rezerva na svorkách
Tří
patr
ová
svor
kovn
ice
pro
sním
ače
I4.0 Detektor 1 - READY Detektor 1 - připraven I4.1 Detektor 1 - FAIL- Detektor 1 - chyba I4.2 Detektor 1 - FAIL+ Detektor 1 - chyba I4.3 Detektor 1 - PASS Detektor 1 - test OK I4.4 Detektor 2 - READY Detektor 2 - připraven I4.5 Detektor 2 - FAIL- Detektor 2 - chyba I4.6 Detektor 2 - FAIL+ Detektor 2 - chyba
Kar
ta 1
6DI
I4.7 Detektor 2 - PASS Detektor 2 - test OK I5.0 Detektor 3 - READY Detektor 3 - připraven I5.1 Detektor 3 - FAIL- Detektor 3 - chyba I5.2 Detektor 3 - FAIL+ Detektor 3 - chyba I5.3 Detektor 3 - PASS Detektor 3 - test OK I5.4 Tiskárna - TAL Tiskárna - alarm I5.5 Tiskárna - TWA Tiskárna - warning I5.6 Tiskárna - TRE Tiskárna - ready Svo
rkov
nice
pro
kom
unik
aci s
ext
. pří
stro
ji
Kar
ta 1
6DI
I5.7 Krokový motor - ALM Krokový motor - připraven (není alarm) Interní

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
19
Tab. 2
Digitální výstupy
Q0.0 Krokový motor - PUL Krokový motor - pulzy Q0.1 Krokový motor - DIR Krokový motor - směr Q0.2 Krokový motor - ENA Krokový motor - uvolnění In
tern
í si
gnál
y
Q0.3 Detektor 1 - START Detektor 1 - start testu Q0.4 Detektor 1 - RESET Detektor 1 - reset Q0.5 Detektor 2 - START Detektor 2 - start testu Q0.6 Detektor 2 - RESET Detektor 2 - reset Q0.7 Detektor 3 - START Detektor 3 - start testu Q1.0 Detektor 3 - RESET Detektor 3 - reset
CP
U 2
24
Q1.1 Tiskárna - START Tiskárna - start tisku
Svo
rkov
nice
pro
ko
mun
ikac
i s e
xt.
přís
troj
i
Q2.0 Ventil Y0 Ventil přívodu tlakového vzduchu Q2.1 Ventil Y1 Válec zatěsnění dílu V1 Q2.2 Ventil Y2 Válec zatěsnění dílu V2 Q2.3 Ventil Y3 Válec zatěsnění dílu V3 Q2.4 Ventil Y4 Ventil ovládání bezpečnostního krytu Q2.5 REZERVA Rezerva na svorkovnici Q2.6 REZERVA Rezerva na svorkovnici K
arta
16D
I/16D
O
Q2.7 REZERVA Rezerva na svorkovnici Tří
patr
ová
svor
kovn
ice
pro
vent
ily
Q3.0 Prosvětlené tlačítko Ovládání ZAP Ovládací pult (bílé prosvětlené tlačítko)
Q3.1 Kontrolka díl iO 1 Krabička nad pracovištěm 1 (zelená kontrolka)
Q3.2 Prosvětlené tlačítko díl NiO 1 Krabička nad pracovištěm 1 (rudé prosvětlené tlačítko)
Q3.3 Kontrolka díl iO 2 Krabička nad pracovištěm 2 (zelená kontrolka)
Q3.4 Prosvětlené tlačítko díl NiO 2 Krabička nad pracovištěm 2 (rudé prosvětlené tlačítko)
Q3.5 Kontrolka díl iO 3 Krabička nad pracovištěm 3 (zelená kontrolka)
Q3.6 Prosvětlené tlačítko díl NiO 3 Krabička nad pracovištěm 3 (rudé prosvětlené tlačítko)
Svo
rkov
nice
pul
t, ex
tern
í tlačítk
a
Kar
ta 1
6DI/1
6DO
Q3.7 REZERVA Interní
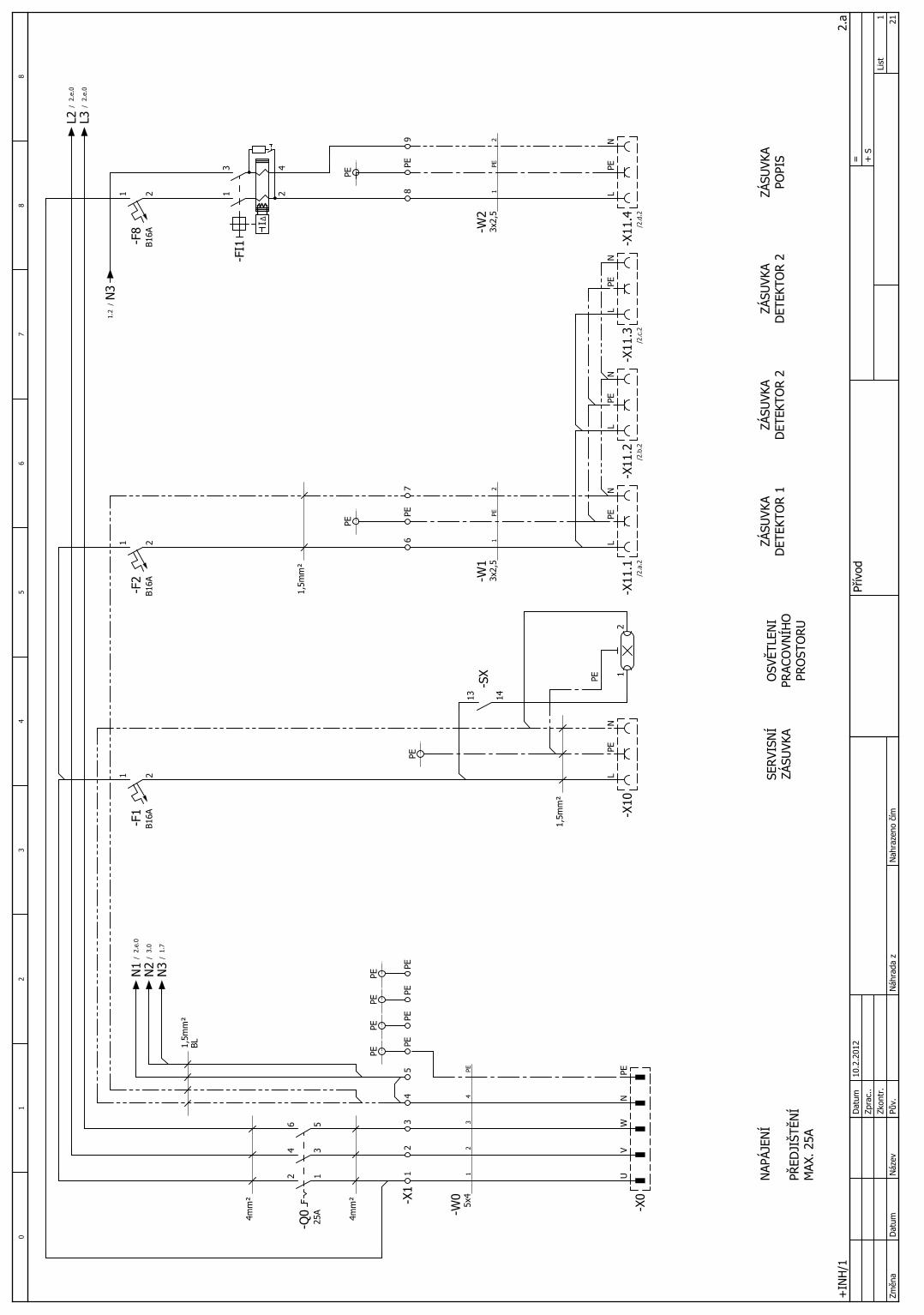
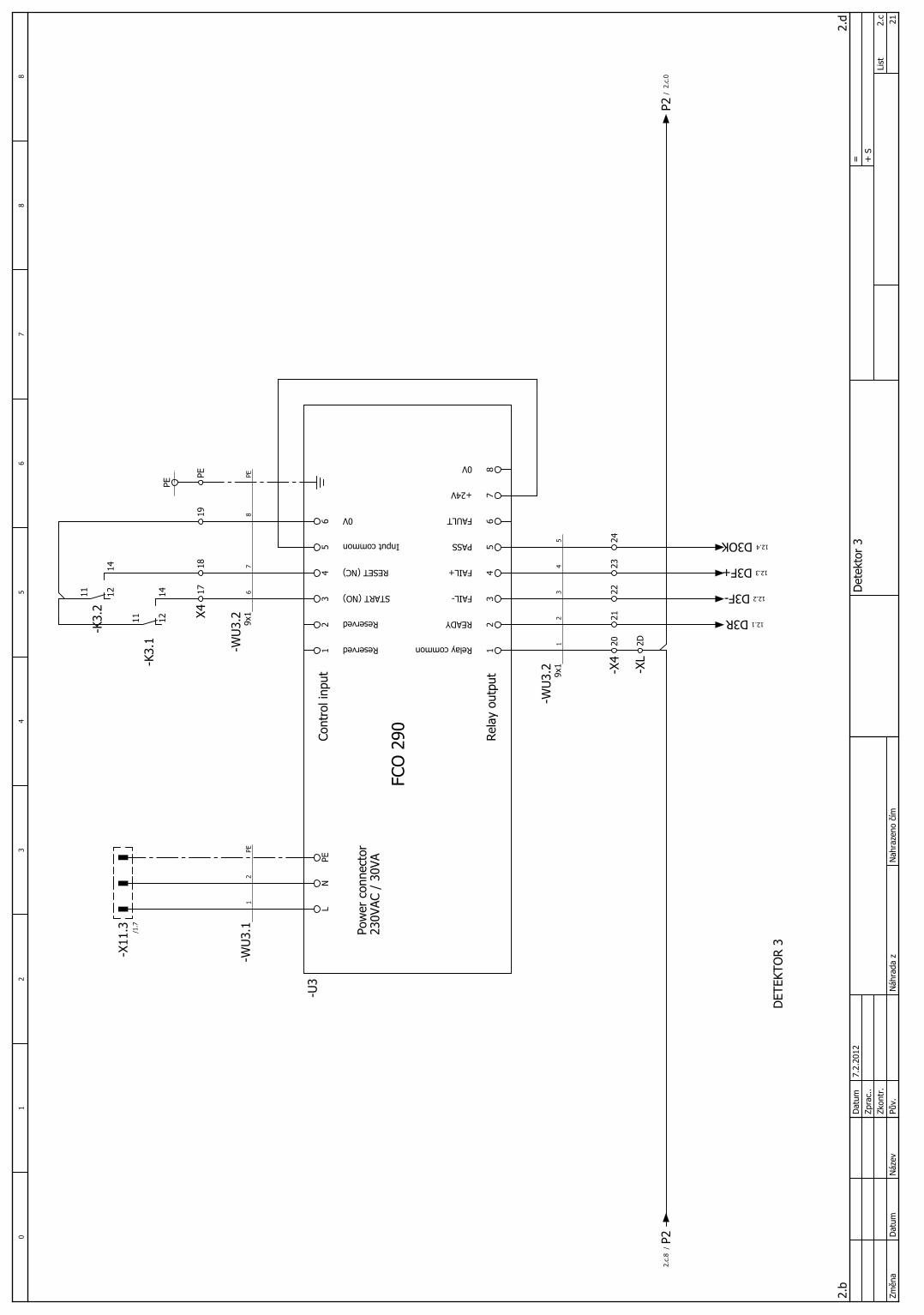
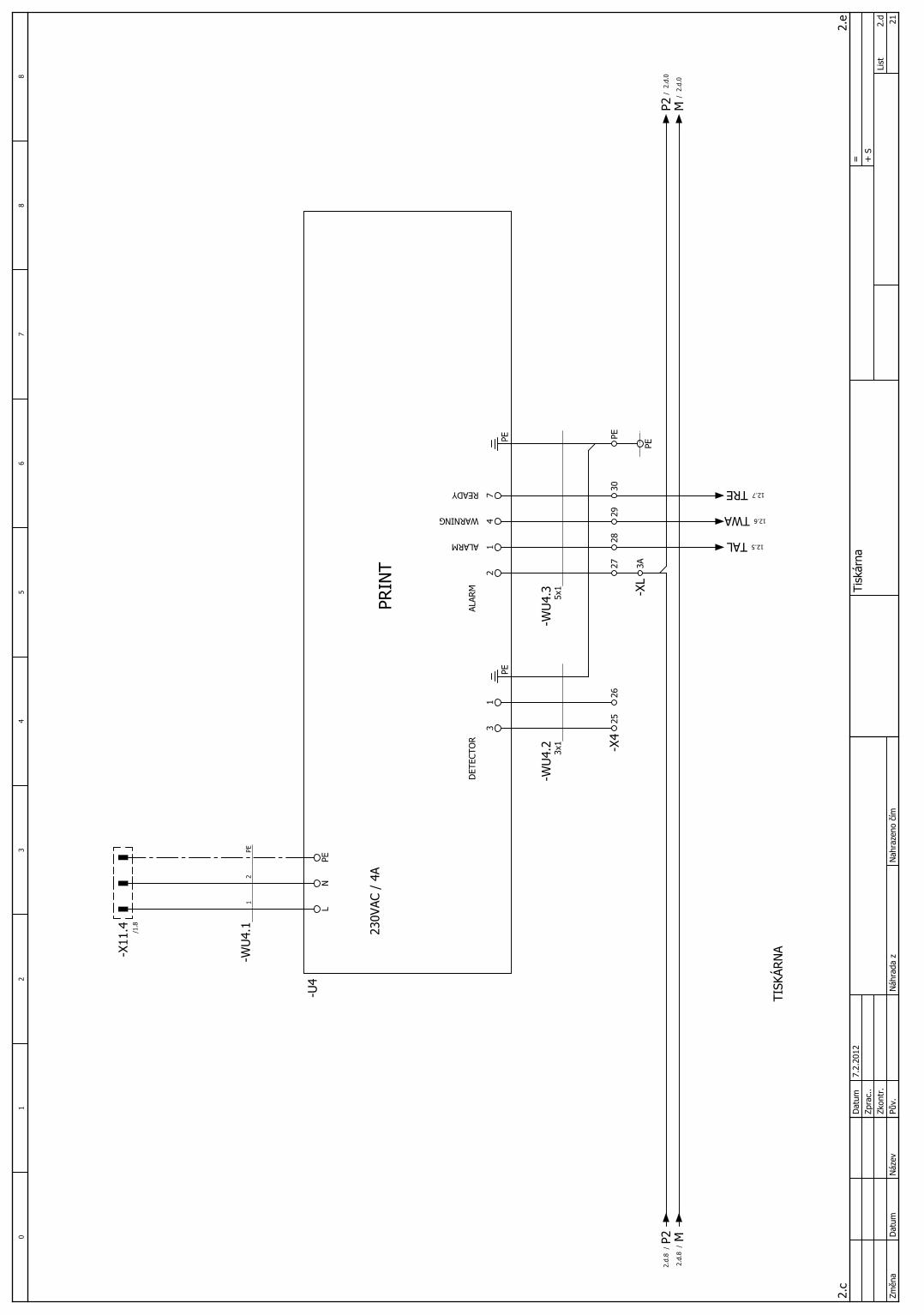
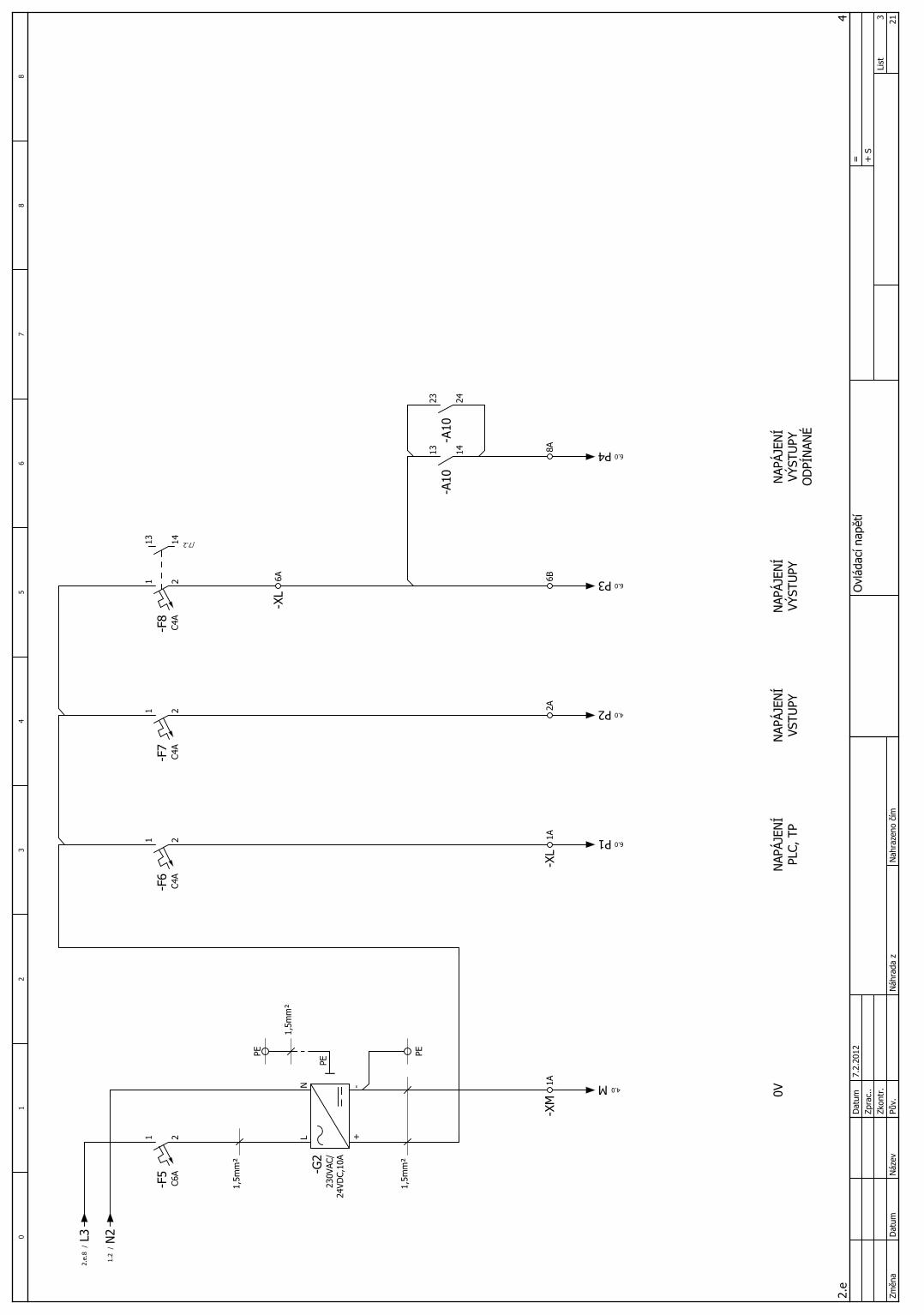
3.4 Elektrické schéma
Elektrické schéma jsem pro zvýšení přehlednosti zařadil do příloh. Má ovšem stěžejní
funkci a v projektu se na něj často odkazuji.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
20
3.5 Bezpečnostní prvky
Pro zajištění bezpečného provozu a obsluhy je zařízení vybaveno několika typy
ochrany.
První a základní je hlavní vypínač, který zároveň v zapnutém stavu blokuje dveře od
rozvaděče a nedovoluje tak přístupu do rozvaděče, který je pod napětím. Strana vypínače,
která je pod napětím i ve vypnutém stavu, je doplněna krytkou s výstražným označením.
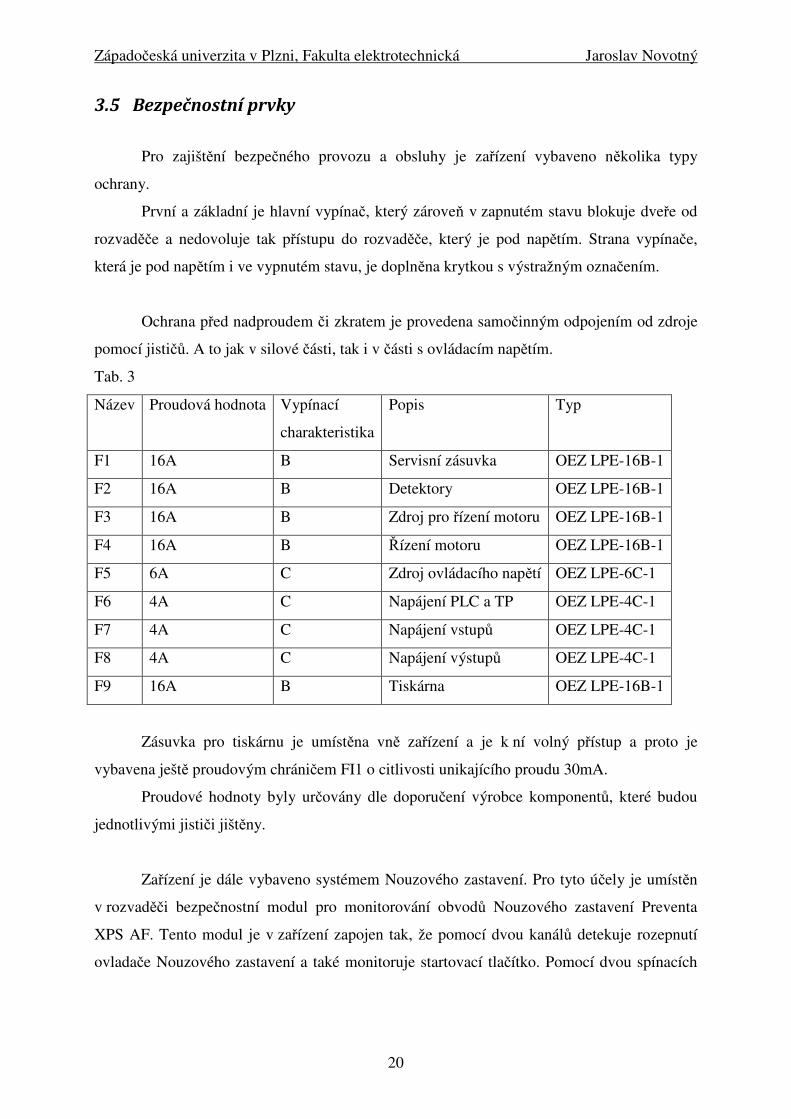
Ochrana před nadproudem či zkratem je provedena samočinným odpojením od zdroje
pomocí jističů. A to jak v silové části, tak i v části s ovládacím napětím.
Tab. 3
Název Proudová hodnota Vypínací
charakteristika
Popis Typ
F1 16A B Servisní zásuvka OEZ LPE-16B-1
F2 16A B Detektory OEZ LPE-16B-1
F3 16A B Zdroj pro řízení motoru OEZ LPE-16B-1
F4 16A B Řízení motoru OEZ LPE-16B-1
F5 6A C Zdroj ovládacího napětí OEZ LPE-6C-1
F6 4A C Napájení PLC a TP OEZ LPE-4C-1
F7 4A C Napájení vstupů OEZ LPE-4C-1
F8 4A C Napájení výstupů OEZ LPE-4C-1
F9 16A B Tiskárna OEZ LPE-16B-1
Zásuvka pro tiskárnu je umístěna vně zařízení a je k ní volný přístup a proto je
vybavena ještě proudovým chráničem FI1 o citlivosti unikajícího proudu 30mA.
Proudové hodnoty byly určovány dle doporučení výrobce komponentů, které budou
jednotlivými jističi jištěny.
Zařízení je dále vybaveno systémem Nouzového zastavení. Pro tyto účely je umístěn
v rozvaděči bezpečnostní modul pro monitorování obvodů Nouzového zastavení Preventa
XPS AF. Tento modul je v zařízení zapojen tak, že pomocí dvou kanálů detekuje rozepnutí
ovladače Nouzového zastavení a také monitoruje startovací tlačítko. Pomocí dvou spínacích
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
21
kontaktů zabezpečuje zařízení tak, že pokud dojde k nebezpečné situaci a je stisknut ovladač
Nouzového zastavení, přestanou být napájeny výstupy PLC a zařízení přestává fungovat.
3.6 Vnější periférie
Vnějšími perifériemi máme na mysli čidla, ventily, ovládací tlačítka a signalizační
zařízení.
3.6.1 Čidla: Pro svoji vysokou spolehlivost a výborné vlastnosti byla jako dodavatel čidel vybrána
firma SICK.
V projektu se objevují 2 druhy čidel:
Induktivní čidla řady MM
Optická čidla řady W8
Optická čidla, která mají v sobě vysílač i přijímač se v projektu použily pro polohu
válců a k zjišťování, zda je díl pro testování založen, či nikoliv. Indukční čidla zase detekují,
zda je testovací díl zajištěn a dále pak pozice tiskové hlavy a jejího bezpečnostního krytu.
Dále je v projektu použita optická závora, která kontroluje odhození vadného dílu do NOK
boxu.
3.6.2 Ventily:
Výrobcem pneumatických dílů, má být podle zadání firma FESTO. Konstruktér
zařízení zvolil pro tuto aplikaci ventil řady MH
3.6.3 Signalizační a ovládací zařízení:
Slouží k zapnutí a vypnutí ovládání zařízení a signalizaci OK a NOK dílu a také stavy
systému. Dále pak k přepnutí systému z ručního režimu do automatického.
Hlavice - Zelená kontrolka M22-L-G
Hlavice - Černé tlačítko M22-D-S
Hlavice - Bílé prosvětlené tlačítko M22-DL-W
Hlavice - Rudé prosvětlené tlačítko M22-DL-R

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
22
Hlavice - Klíček 0-I, aretace M22-WRS
Kontakt 1NO M22-K10
Kontakt 1NC M22-K01
Kontakt 1NO, zadní montáž M22-KC10
LED bílá M22-LED-W
LED zelená, zadní montáž M22-LEDC-G
LED rudá, zadní montáž M22-LEDC-R
Držák kontaktů M22-A
Držák štítku M22S-ST-X
Štítek M22-XST
Štítek Nouzového vypnutí M22-XBK1
3.7 Spínací prvky
Abychom mohli ovládat zařízení pro testování Furnes 290, bez obav z interference a
také z důvodu toho, že zařízení pro sepnutí potřebuje větší proud, než je schopen dodat výstup
z PLC, musíme oddělit potenciály pomocí relátek. Pro tyto účely jsme vybrali relátka od
firmy Finder s jedním přepínacím kontaktem. Typ 48.61.7.024.0050.
3.8 Svorkovnice
V tomto projektu se použije 5 druhů svorkovnic. Pro napájení, komunikaci s vnějšími
komponenty a také pro interní signály a napájení. Vybíralo se ze sortimentu od tří výrobců.
Weidmüller, PHOENIX CONTACT a WAGO. Při výběru byly brány v potaz cena, kvalita,
dostupnost, snadná instalace a široký sortiment příslušenství. Jako nejlepší výrobce se
v těchto ohledech ukázala firma WAGO. Jedinou výjimku tvoří svorkovnice X3 kde byla
použita svorkovnice od firmy Weidmüller.
Určíme tedy jednotlivé svorkovnice.
Svorkovnice pro napájení:
Název: X1
Typy: 281-901 (šedá) - fázové vodiče – přívod (L1, L2, L3)
281-904 (modrá) - pracovní vodiče
281-607 (zelenožlutá) - ochranné vodiče + uzemnění
280-601 (šedá) - fázové vodiče zásuvek vnějších zařízení

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
23
280-602 (modrá) - pracovní vodiče zásuvek vnějších zařízení
280-607 (zelenožlutá) - ochranné vodiče + uzemnění
Svorkovnice pro zajištění bezpečnosti a ovládání:
Název: X2
Typy: 280-641 (šedá) - datové a napájecí vodiče (24V)
280-637 (zelenožlutá) - uzemnění připojovacích kabelů
Svorkovnice pro snímače a ventilový ostrov (Weidmüller):
Název: X3
Typy: ZIA 1.5/3L-1S (šedá) - snímače a ventilový ostrov
(jedná se o třípatrové svorkovnice, ve kterých je jedno patro dané, a dvě patra jsou volitelné a
ty byli vyplněni vložkami pro rozvod napájení- „+“, „-“ „PE“)
Svorkovnice pro komunikaci s externími přístroji:
Název: X4
Typy: 280-641 (šedá) - datové a napájecí vodiče (24V)
280-637 (zelenožlutá) - uzemnění připojovacích kabelů
Svorkovnice pro rozvod ovládacího napájení:
Název: XL, XM
Typy: 280-633 (šedá) - +24V a 0V
280-837 (zelenožlutá) - uzemnění nulového potenciálu
Svorkovnice pro připojení odporů:
Název: XR
Typy: 870-501 (šedá) - dvoupatrová, pro umístění odporů
Všechny tyto svorky jsou v bezšroubovém provedení. Montují se jednoduše na DIN
lištu a jejich případná výměna je snadná.

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
24
3.9 Rozvaděčová skříň
Před návrhem desky rozvaděče bylo nutné konzultovat rozměr rozvaděčové skříně
s konstruktérem zařízení. Bylo důležité určit rozměr tak, aby se veškeré komponenty vešly na
montážní desku a zároveň bylo dostatek místa na případné pozdější změny v osazení desky.
Rozvaděč se také musel vejít do prostoru, který pro to byl konstruktérem určen. Jako
nejvhodnější byl po sérii konzultací zvolen rozvaděč od firmy Rittal o rozměrech
760x760x210.
Tato rozvaděčová skříň je vyrobena z ocelového plechu a je opatřena základním
nátěrem nanášeným máčením a z vnější strany práškovým nástřikem bílé barvy. Montážní
deska v něm umístěná je o rozměrech 704x730 je vyrobena z pozinkovaného plechu o
tloušťce 3mm. Montážní deska je v balení od výrobce umístěna zvlášť a je tedy možné
nejdříve vybalit pouze desku pro zpracování sestavy a skříň zatím kryje kartónový obal před
případným poškozením. Skříň je zcela uzavřená a má závěsy dveří na pravé straně, které lze
popřípadě přehodit doleva. Dveře obsahují dva otočné uzávěry, které otevřeme speciální
klikou. Firma Rittal vybavuje své rozvaděče i montážní sadou, kde nalezneme zmiňovanou
kliku k otevření dveří, plastové uzávěry na montážní otvory, které nejsou využity a konečně
veškeré vybavení pro uzemnění i s malým návodem, jak který komponent rozvaděče uzemnit.
Dveře i přírubovou desku izoluje pěnové těsnění. V základním stavu po uzavření veškerých
montážních otvorů skříň vyhovuje stupni krytí IP66.
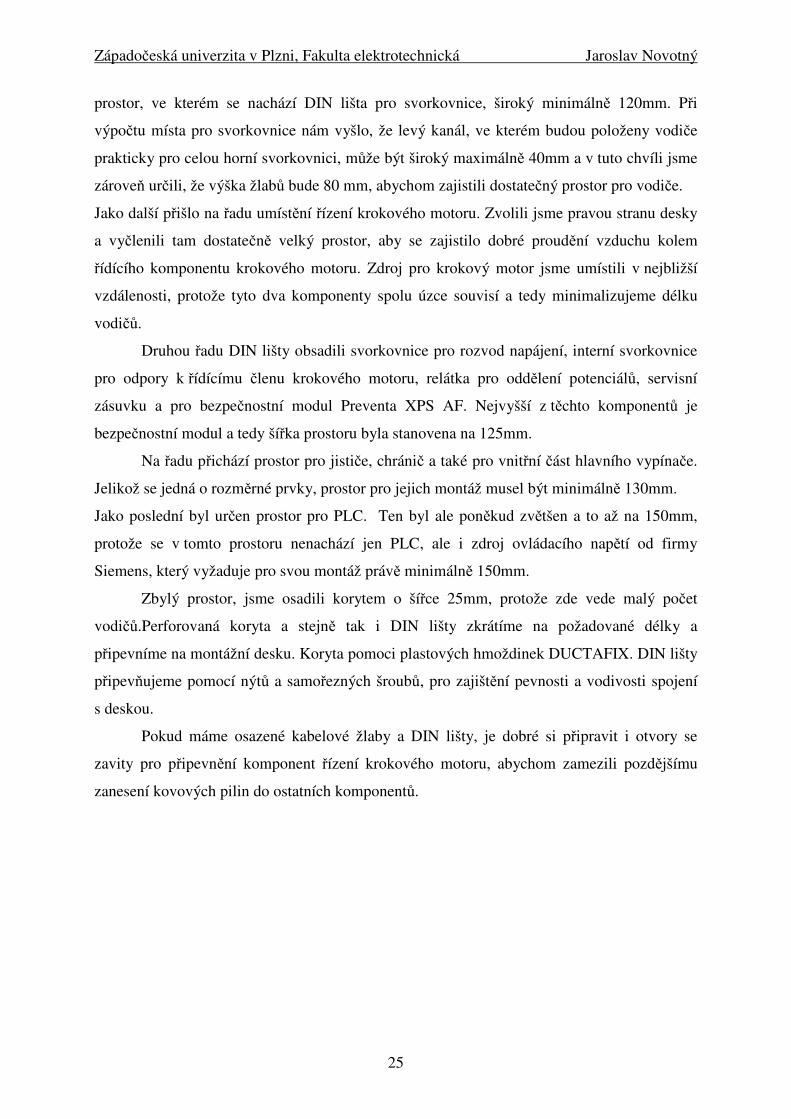
3.10 Sestava rozvaděčové desky
Pro vytvoření sestavy bylo velmi důležité určit, z jaké strany se bude rozvaděčová
skříň opatřovat průchodkami pro přivedení kabeláže. Toto pak zohledníme v návrhu tak, že se
k dané straně snažíme směřovat veškeré svorkovnice, které jsou určeny pro komponenty
ležící vně rozvaděče, aby se usnadnilo připojování kabelů. Drtivá většina komponentů, které
umístíme do rozvaděče, mají montáž na DIN lištu. Pouze komponenty řízení krokového
motoru se připevňují přímo k desce pomocí šroubového spoje. Pro usnadnění rozměřování, je
na desce nakresleno pravítko ve svislém směru.
Jediné co má předem určené své místo, jsou svorkovnice. Ty musí být směřovány
nahoru a pro přívody kabeláže musí být dostatečně velký i kabelový žlab. Zvolili jsme tedy
šířku horního kanálu 60 mm. Abychom zaručili pohodlnou montáž na svorkovnice, musí být
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
25
prostor, ve kterém se nachází DIN lišta pro svorkovnice, široký minimálně 120mm. Při
výpočtu místa pro svorkovnice nám vyšlo, že levý kanál, ve kterém budou položeny vodiče
prakticky pro celou horní svorkovnici, může být široký maximálně 40mm a v tuto chvíli jsme
zároveň určili, že výška žlabů bude 80 mm, abychom zajistili dostatečný prostor pro vodiče.
Jako další přišlo na řadu umístění řízení krokového motoru. Zvolili jsme pravou stranu desky
a vyčlenili tam dostatečně velký prostor, aby se zajistilo dobré proudění vzduchu kolem
řídícího komponentu krokového motoru. Zdroj pro krokový motor jsme umístili v nejbližší
vzdálenosti, protože tyto dva komponenty spolu úzce souvisí a tedy minimalizujeme délku
vodičů.
Druhou řadu DIN lišty obsadili svorkovnice pro rozvod napájení, interní svorkovnice
pro odpory k řídícímu členu krokového motoru, relátka pro oddělení potenciálů, servisní
zásuvku a pro bezpečnostní modul Preventa XPS AF. Nejvyšší z těchto komponentů je
bezpečnostní modul a tedy šířka prostoru byla stanovena na 125mm.
Na řadu přichází prostor pro jističe, chránič a také pro vnitřní část hlavního vypínače.
Jelikož se jedná o rozměrné prvky, prostor pro jejich montáž musel být minimálně 130mm.
Jako poslední byl určen prostor pro PLC. Ten byl ale poněkud zvětšen a to až na 150mm,
protože se v tomto prostoru nenachází jen PLC, ale i zdroj ovládacího napětí od firmy
Siemens, který vyžaduje pro svou montáž právě minimálně 150mm.
Zbylý prostor, jsme osadili korytem o šířce 25mm, protože zde vede malý počet
vodičů.Perforovaná koryta a stejně tak i DIN lišty zkrátíme na požadované délky a
připevníme na montážní desku. Koryta pomoci plastových hmoždinek DUCTAFIX. DIN lišty
připevňujeme pomocí nýtů a samořezných šroubů, pro zajištění pevnosti a vodivosti spojení
s deskou.
Pokud máme osazené kabelové žlaby a DIN lišty, je dobré si připravit i otvory se
zavity pro připevnění komponent řízení krokového motoru, abychom zamezili pozdějšímu
zanesení kovových pilin do ostatních komponentů.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
26
Nyní máme připravenou desku pro osazení komponentů.
3.11 Realizace
Můžeme tedy přistoupit k osazování jednotlivých komponent a ke stavbě svorkovnic.
Jako první je dobré osadit svorkovnice. Ty tvoříme tak, že jako první umístíme nosiče
popisky svorkovnice a poté za sebe skládáme jednotlivé svorky v pořadí, které nám určuje
plán elektroinstalace. Pokud dojde ke změně typu svorky, umístíme koncovou záklopku,
protože z důvodu úspory místa, jsou svorky tohoto typu kryté jen z jedné strany. Vyskládáme
první svorkovnici a následuje nosič popisky další svorkovnice a postup se opakuje. Pokud
máme hotovo, umístíme propojky do míst předepsaných plánem elektroinstalace. Tím
vytvoříme můstky bez použití vodičů (např. můstky na svorkách pracovního vodiče a
v ovládacím napětí) a svorky očíslujeme.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
27
Zbylé komponenty usadíme na své pozice a náležitě popíšeme dle plánu
elektroinstalace, vždy jednou na komponent a jednou pod něj na montážní desku, aby i při
odstranění nebo výměně byla jednoznačně určena jeho pozice.
Můžeme přistoupit k propojování jednotlivých komponent vodiči. Používáme lankové
vodiče, které pokud končí ve šroubové svorce, opatřujeme lisovacími dutinkami. Pokud vodič
končí ve svorkovnici s pružinovým kontaktem, není potřeba lisovací dutinku použít a jen se
vodič odholí v požadované délce. Vodiče ukládáme do kabelových žlabů tak, aby nebyli
překroucené. Délku vodičů volíme tak, aby nebili příliš napnuté, a zároveň není vyhovující
ani přílišná délka.
Zpravidla postupujeme tak, že se nejdříve propojí silová část rozvaděče. Od
přívodních svorek přes hlavní vypínač je silové vedení provedeno vodiči o průřezu 4mm2 dále
se pak po jištění mění průřezy podle plánu na menší. Barva silových vodičů je provedena
podle příslušných norem.
Jako další na řadu přichází ovládací napětí. Barva vodičů je v tomto případě tmavě
modrá a většina vodičů je v průřezu 0,75mm2 . To se ovšem netýká obvodů bezpečnosti, ty
jsou provedeny pro větší spolehlivost v průřezech 1mm2. Vstupy a výstupy z PLC jsou
provedeny vodiči s průřezem 0,5mm2. Tento průřez postačuje, protože proudové nároky
vstupů a výstupů jsou tímto průřezem splněny.
Po propojení veškerých komponentů přichází na řadu uzemnění. Svorky, které mají
zelenožlutou barvu, jsou již kontaktovány s DIN lištou a tudíž i s montážní deskou. Jako
hlavní uzemňovací bod jsme zvolili napájecí svorky a tedy svorkovnici X1. K té nejkratší
možnou cestou připojíme uzemnění desky a uzemňovací kontakty všech komponentů.
Uzemníme také záporný pól ovládacího napětí z důvodu srovnání potenciálů. Připravíme též
vodiče pro připojení rozvaděčové skříně a jejích dveří. Zemnění provedeme vodičem zeleno
žluté barvy a průřezem 6mm2. Komponenty zemníme maximálním průřezem, který se do
jejich svorek vejde, nejvýše však 6mm2 .
Před uložením montážní desky do rozvaděčové skříně, musíme připravit průchodky
kabelů. Po konzultaci s konstruktérem zařízení připravíme průchodky do horní části
rozvaděče. Podle plánu zjistíme, kolik průstupů budeme potřebovat. Počítáme přívod
napájení, uzemnění konstrukce, kabel pro komunikaci mezi ovládacím panelem a PLC,
kabely pro komunikaci s externími perifériemi a také kabeláže čidel a ventilů. Pro úsporu
materiálu nevrtáme pro každé čidlo zvláštní průchodku, ale sdružujeme je po pěti do
průchodky o velikosti M25. Podle plánu jich tedy bude 20 a pro rezervu přidáme ještě 2
průchodky, kdyby bylo potřeba doplnit zařízení o nějaké další komponenty či čidla.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
28
Nyní můžeme přistoupit k osazení desky do rozvaděčové skříně. Po dostatečném
dotažení příchytných šroubů připojíme připravené uzemňovací vodiče ke konstrukci skříně.
Jediné co nám ještě chybí je osazení snímatelné části hlavního vypínače do dveří rozvaděče.
Rozměříme tedy umístění v závislosti na desce a poté zkrátíme vodící tyčku na potřebnou
velikost.
Kompletní rozvaděčovou skříň osadíme do stroje a zahájíme montáž kabeláže
k jednotlivým komponentům a čidlům, které máme předpřipraveny od konstruktéra.
Provedeme také propojení PLC a ovládacího panelu pomocí profibusového kabelu.
Nakonec všechny kabely vybavíme štítky s popisem dle elektrického schéma zapojení.
3.12 Software
Pro zpracování softwaru je nejdříve potřeba si ujasnit, jaký bude pracovní postup, který se
na stroji bude dodržovat.
1. Obsluha založí díl (Bogen) do zakládacího místa a zajistí jej upínkou. K zatěsnění
Bogenu dojde pomocí pneuválce, který silou působí na gumový nákružek a ten utěsní
díl.
2. Kombinace zavřené upínky, zastíněného senzoru identifikace
dílu a pneuválce v pracovní poloze je signálem pro Leak Detektor k zahájení testu.
3. Pokud je testovaný díl vyhodnocen jako OK, dojde k jeho popsání pomocí inkjetu.
Pokud je díl NOK k popsání nedojde a díl se musí prohodit NOK skluzem.
4. Pokud je testováno více dílů najednou a jeden z nich je vyhodnocen jako NOK, tak
všechny OK díly zůstanou zajištěny pomocí zatěsňovacího pneuválce a dojde jen k
uvolnění u dílu NOK. Po jeho prohození NOK skluzem dojde k uvolnění ostatních OK
dílů.
5. Podmínkou pro pojezd inkjetu je jeho překrytí pomocí plexisklového krytu. Ten se
aktivuje při zavření všech tří upínek dílu. Jeho odsunutí se provede automaticky po
otevření kterékoliv z upínek a splněním podmínky, že tisková hlava inkjetu je v
základní výchozí poloze.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
29
Pozn.: i při testování jen jednoho dílu musí být, pro jeho popsání, zavřeny všechny tři upínky.
Stroj umožňuje založení tří Bogenu a jejich testování nezávisle na sobě.
3.12.1 PLC Při tvorbě programu jsme používali software od firmy Siemens STEP7-Micro/WIN.
Vytvořili jsme si datové bloky s jednotlivými úkony.
• Jako první se vytvoří základní organizační blok OB1
Tento datový blok je základní a musí být součástí každého programu. Z tohoto
datového bloku se postupně volají jednotlivé datové bloky (podprogramy).
Osahuje volání datových bloků, které se volají při prvním strojovém cyklu, tak i
v každém strojovém cyklu.
• Datový blok SBR0 – původní parametry
Pokud je vyvolán tento datový blok. Celé zařízení se uvede do defaultního nastavení.
Povolí se veškerá pracoviště, tisk a veškeré proměnné hodnoty se nastaví do
základního nastavení.
• Datový blok SBR2- všeobecné funkce
V tomto bloku se provádí samotestování. Otestují se jednotlivá pracoviště, tlakový
vzduch a kontrolky.
• Datový blok SBR3- poruchy
V tomto datovém bloku se kontroluje, zda nedochází k nějaké poruše. Pro ukázku
uvádím přehled poruch, které může systém mít a zároveň jsou i zobrazeny na
ovládacím panelu:
- Vypadlý jistič 24V DC (F7, F8)
- Vypadlý jistič krokového motoru (F3, F4)
- Ovládání vypnuto během testu
- Automatický provoz vypnut během testu
- Výpadek tlakového vzduchu (S0)
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
30
- Pracoviště 1 - díl zmizel během testu (S1.2)
- Pracoviště 2 - díl zmizel během testu (S2.2)
- Pracoviště 3 - díl zmizel během testu (S3.2)
- Pracoviště 1 - díl odjištěn během testu (S1.3)
- Pracoviště 2 - díl odjištěn během testu (S2.3)
- Pracoviště 3 - díl odjištěn během testu (S3.3)
- Pracoviště 1 - díl neutěsněn (S1.1)
- Pracoviště 2 - díl neutěsněn (S2.1)
- Pracoviště 3 - díl neutěsněn (S3.1)
- Pracoviště 1 - utěsnění uvolněno během testu (S1.1)
- Pracoviště 2 - utěsnění uvolněno během testu (S2.1)
- Pracoviště 3 - utěsnění uvolněno během testu (S3.1)
- Skluz NOK dílů zaplněný (S4)
- Krokový motor - krajní poloha vlevo i vpravo (S5.1, S5.2)
- Krokový motor - krajní poloha vlevo (S5.1)
- Krokový motor - krajní poloha vpravo (S5.2)
- Krokový motor - pohyb doleva neukončen
- Krokový motor - pohyb doprava neukončen
- Ochranný kryt - základní i pracovní poloha (S7.1, S7.2)
- Ochranný kryt - nedosáhl základní polohu (S7.1)
- Ochranný kryt - nedosáhl pracovní polohu (S7.2)
- Detektor 1 - není připraven (U1)
- Detektor 2 - není připraven (U2)
- Detektor 3 - není připraven (U3)
- Detektor 1 - test nebyl ukončen (U1)
- Detektor 2 - test nebyl ukončen (U2)
- Detektor 3 - test nebyl ukončen (U3)
- Tiskárna - porucha (sledujte displej tiskárny)
- Tiskárna - varování (sledujte displej tiskárny)
- Tiskárna - není připravena (sledujte displej tiskárny)
- Krokový motor - chyba řídicí karty (U5)

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
31
• Datový blok SBR4 – provoz
V tomto datovém bloku software kontroluje, v jakém provozním režimu se nachází. A
tato kontrola sebou nese i řadu hlášení, které je potřeba zobrazit na ovládacím panelu,
aby byl zajištěn bezproblémový provoz:
- Vypnuto
- Ruční provoz
- Automatický provoz
- Zapněte ovládání
- Odstraňte poruchu
- Zvolte automatický provoz
- Přihlaste uživatele
- Proveďte test pracovišť
• Datový blok SBR5 – uživatel
Tento datový blok obsahuje část programu, ve které se přihlašuje uživatel a je zde také
ošetřena doba činnosti a nečinnosti
• Datový blok SBR6, SBR7, SBR8
Zde jsou tři prakticky identické bloky, které obsahují pracovní postup testování a
popisu Bogenu pomocí tiskárny.
V tomto sledu:
- inicializace
- přítomen, zajištěn -> pauza
- pauza hotovo -> utěsnit
- utěsněn -> test
- test OK -> požadavek tisk
- tisk hotovo -> utěsnění uvolnit
- uvolněno -> čeká na odebrání
- odebrán -> konec
- test NOK -> čeká na potvrzení
- potvrzeno -> utěsnění uvolnit
- uvolněno -> čeká na odebrání a prohození
- odebrán a prohozen -> konec
- vraceny díl -> utěsnění uvolnit
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
32
- uvolněno -> čeká na odebrání
- odebrán -> konec
• Datový blok SBR9 – bezpečnostní kryt
Tento datový blok slouží k automatickému ovládání bezpečnostního krytu, kdy
sledujeme, zda jsou všechny upínky zajištěny a teprve poté je kryt spuštěn a
odblokován tisk a testování.
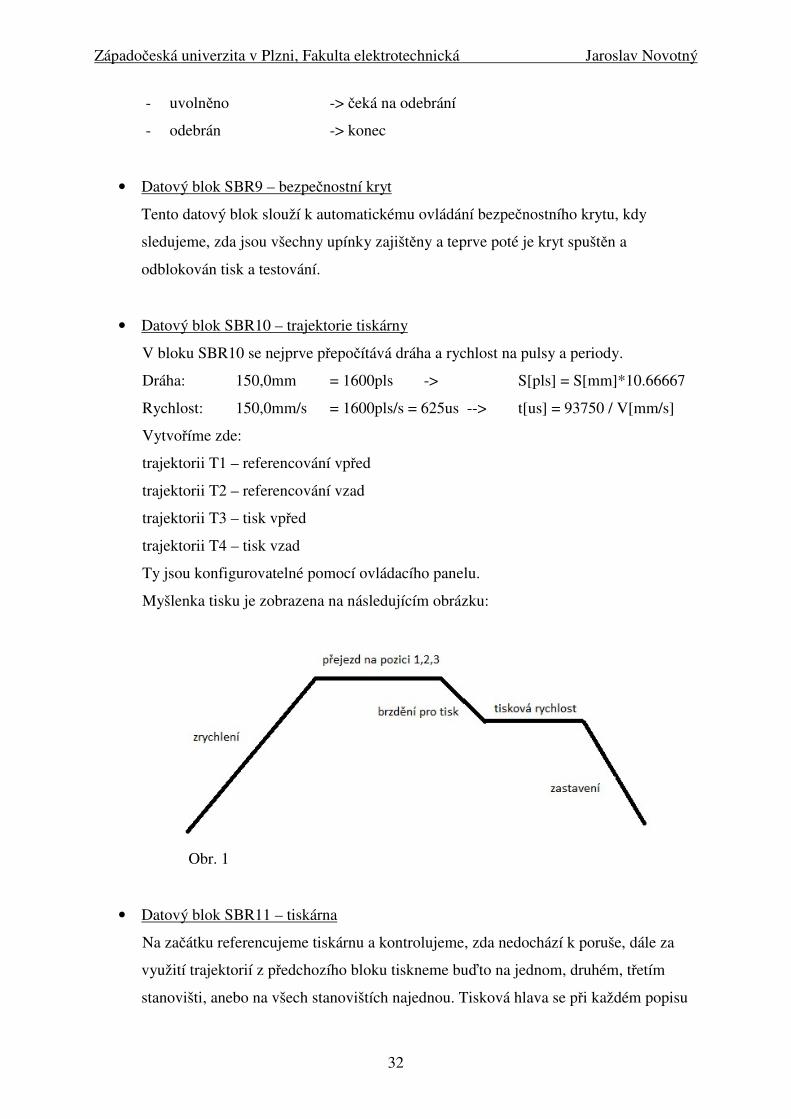
• Datový blok SBR10 – trajektorie tiskárny
V bloku SBR10 se nejprve přepočítává dráha a rychlost na pulsy a periody.
Dráha: 150,0mm = 1600pls -> S[pls] = S[mm]*10.66667
Rychlost: 150,0mm/s = 1600pls/s = 625us --> t[us] = 93750 / V[mm/s]
Vytvoříme zde:
trajektorii T1 – referencování vpřed
trajektorii T2 – referencování vzad
trajektorii T3 – tisk vpřed
trajektorii T4 – tisk vzad
Ty jsou konfigurovatelné pomocí ovládacího panelu.
Myšlenka tisku je zobrazena na následujícím obrázku:
Obr. 1
• Datový blok SBR11 – tiskárna
Na začátku referencujeme tiskárnu a kontrolujeme, zda nedochází k poruše, dále za
využití trajektorií z předchozího bloku tiskneme buďto na jednom, druhém, třetím
stanovišti, anebo na všech stanovištích najednou. Tisková hlava se při každém popisu

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
33
zreferencuje, dojede maximální rychlostí na tiskovou pozici jednotlivých dílů, zpomalí
a zahájí tisk s tiskovou rychlostí, dotiskne a maximální rychlostí se vrací na referenční
pozici.
• Datový blokSBR12 – krokový motor
Zde je provedené základní ovládání krokového motoru, jako jsou povely k pohybu,
směr pohybu a bezpečnost. Kontrolují se také koncové polohy. V tomto bloku se
provádí zápis vypočítaných trajektorií na výstup Q0.0.
• Datový blok SBR13 – počítadla
V tomto posledním datovém bloku se provádí počítání kusů, které vyhověli i počítání
kusů, které nevyhověli. Je zde i počítání provozních hodin.
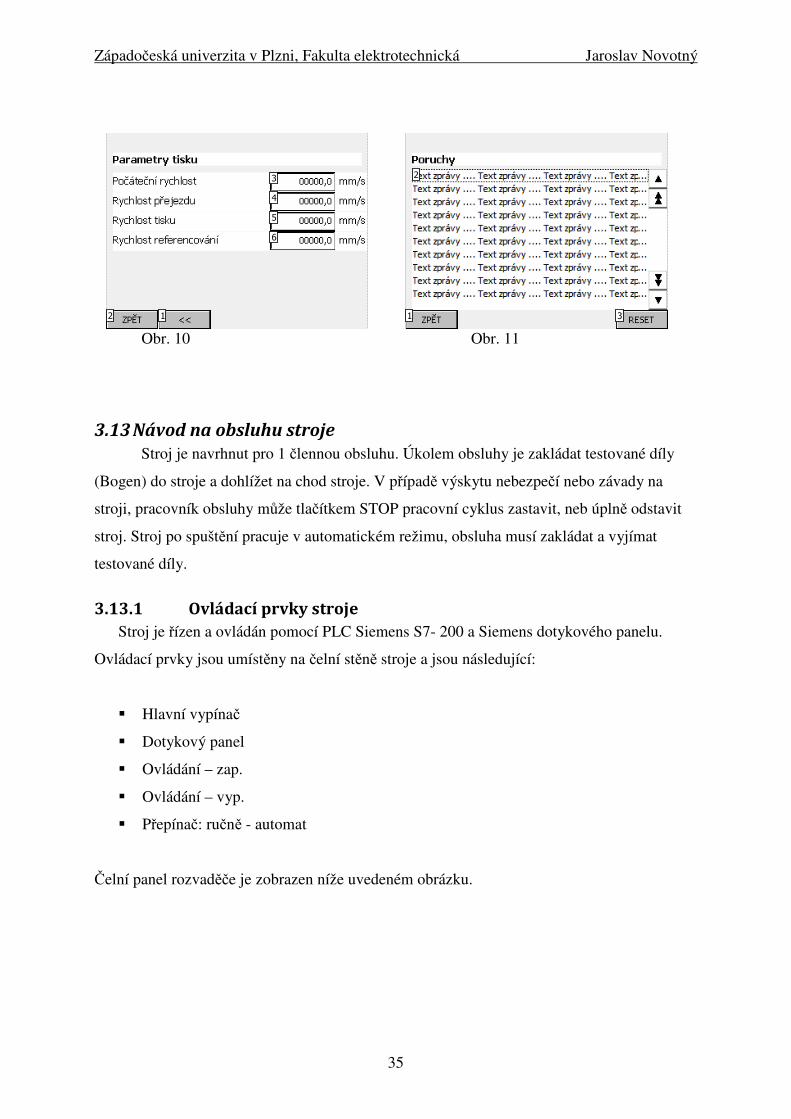
3.12.2 Ovládací panel
Program pro ovládací panel jsme vytvořili pomocí programu WinCC flexible.
Ovládací panel komunikuje přes Profibus s PLC. Podstatou programování ovládacího
panelu je, že jednotlivým grafickým prvkům, přiřazujeme proměnné, které pak využíváme
v softwaru PLC. Jednotlivé funkce jsou zobrazeny na následujících obrázcích:
Obr. 2 Obr.3
321 4 5 1
2

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
34
1 2
3 4
5
6
7
8
Obr. 4 Obr. 5
Obr. 6 Obr. 7
Obr. 8 Obr. 9
1 2
3 4
5 6
7 8
9
10
11
12
13
14
1
2
3
4
5
6
7
8
1
2
3
4
5
6
1
2
3
4
5
6
7 12 3
4
5
6
7
8
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
35
Obr. 10 Obr. 11
3.13 Návod na obsluhu stroje
Stroj je navrhnut pro 1 člennou obsluhu. Úkolem obsluhy je zakládat testované díly
(Bogen) do stroje a dohlížet na chod stroje. V případě výskytu nebezpečí nebo závady na
stroji, pracovník obsluhy může tlačítkem STOP pracovní cyklus zastavit, neb úplně odstavit
stroj. Stroj po spuštění pracuje v automatickém režimu, obsluha musí zakládat a vyjímat
testované díly.
3.13.1 Ovládací prvky stroje Stroj je řízen a ovládán pomocí PLC Siemens S7- 200 a Siemens dotykového panelu.
Ovládací prvky jsou umístěny na čelní stěně stroje a jsou následující:
� Hlavní vypínač
� Dotykový panel
� Ovládání – zap.
� Ovládání – vyp.
� Přepínač: ručně - automat
Čelní panel rozvaděče je zobrazen níže uvedeném obrázku.
12
3
4
5
6
1
2
3

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
36
Pohled na ovládací prvky – dotykový displej
Pohled na ovládací prvky na přední straně stroje
Dotykový displej
Ovládání – ZAP.
Přepínač AUTOMAT – RUČNĚ
Ovládání – VYP.
Vyhodnocovací aparatury Ap a r a t u r a Le ak D e t e k t o r e F u r n es , t yp 2 9 0
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
37
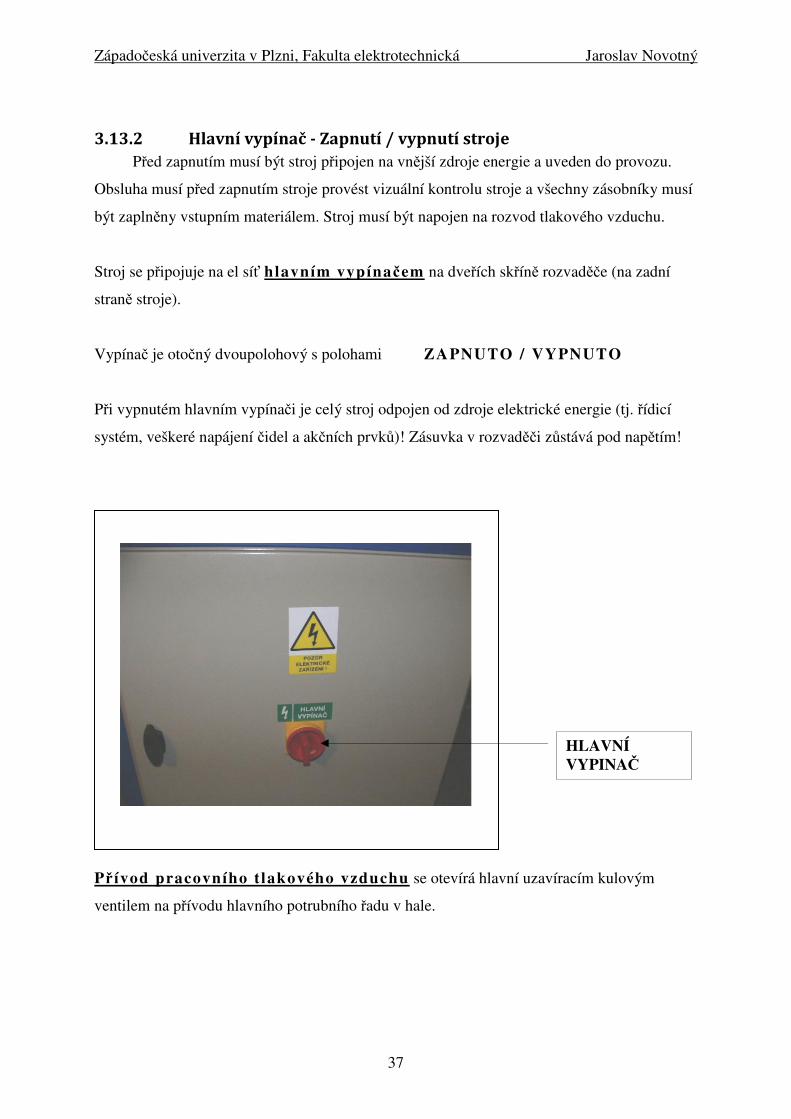
3.13.2 Hlavní vypínač - Zapnutí / vypnutí stroje Před zapnutím musí být stroj připojen na vnější zdroje energie a uveden do provozu.
Obsluha musí před zapnutím stroje provést vizuální kontrolu stroje a všechny zásobníky musí
být zaplněny vstupním materiálem. Stroj musí být napojen na rozvod tlakového vzduchu.
Stroj se připojuje na el síť hlavním vypínačem na dveřích skříně rozvaděče (na zadní
straně stroje).
Vypínač je otočný dvoupolohový s polohami ZAPNUTO / VYPNUTO
Při vypnutém hlavním vypínači je celý stroj odpojen od zdroje elektrické energie (tj. řídicí
systém, veškeré napájení čidel a akčních prvků)! Zásuvka v rozvaděči zůstává pod napětím!
Př ívod pracovního t lakového vzduchu se otevírá hlavní uzavíracím kulovým
ventilem na přívodu hlavního potrubního řadu v hale.
HLAVNÍ VYPINAČ

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
38
3.13.3 Volba ovládání
Uzamykatelným přepínačem ovládání se zvolí poloha.
• Ručně - používá se pro seřizování a opravy stroje (pouze pracovníci údržby).
• Automat - používá obsluha pro pracovní chod stroje.
3.13.4 Spuštění stroje Pro pracovní chod stroje se předpokládá, že je provedena předvolba „AUTOMAT“
uzamykatelným ovladačem.
Obsluha stroje stiskne tlačítko:
OVLÁDÁNÍ ZAP.
Stroj je připraven k testování dílů
3.13.5 Zastavení stroje Ukončení pracovního chodu stroje se provede následovně:
TLAČÍTKO TOTAL STOP

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
39
Obsluha stroje stiskne tlačítko:
OVLÁDÁNÍ VYP.
3.13.6 Testování dílů Stroj je připraven k testování
• Testovací aparatury jsou aktivní – svítí kontrolka
• Ovládání zap.
• Obsluha založí testovaný díl na zakládací místo.
• Upne díl upínací pákou.
• K zatěsnění Bogenu dojde pomocí pneuválce, který silou působí na gumový nákružek
a ten utěsní díl.
• Kombinace zavřené upínky, zastíněného senzoru identifikace dílu a pneuválce v
pracovní poloze je signálem pro Leak Detektor k zahájení testu.
Tím je automaticky spuštěn testovací cyklus.(utěsnění testovaného dílu, natlakování dílu a
kontrola těsnosti). Po ukončení testovacího cyklu aparatura vyhodnotí, zda je testovaný díl
OK nebo NOK.
Tes tovaný d í l j e OK
• Je-li díl OK , dojde k jeho popsání pomocí inkjetu.
• Kontrolní cyklus se ukončí odpuštěním tlakového vzduchu
• Uvolní se utěsnění testovaného dílu.
• Na testovací aparatuře se rozsvítí zelená kontrolka signalizující, že kontrolovaný díl je
OK .
• Obsluha uvolní upínací páku a vyjme testovaný díl.
• Díl uloží do přepravky pro OK díly.
P o z n á m k a :
• Podmínkou pro pojezd inkjetu je jeho překrytí pomocí plexisklového krytu. Ten se
aktivuje při zavření všech tří upínek dílu. Jeho odsunutí se provede automaticky po
otevření kterékoliv z upínek a splněním podmínky, že tisková hlava inkjetu je v
základní výchozí poloze.

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
40
• i při testování jen jednoho dílu musí být, pro jeho popsání, zavřeny všechny tři upínky.
Tes tovaný d í l j e NOK
• Je-li díl vyhodnocen jako nevyhovující – NOK , ukončí se testování dílu.
• Kontrolní cyklus se ukončí odpuštěním tlakového vzduchu.
• Uvolní se utěsnění testovaného dílu.
• Na testovací aparatuře se rozsvítí červená kontrolka signalizující, že kontrolovaný díl
je NOK .
• Obsluha uvolní upínací páku a vyjme testovaný díl.
• Díl vloží do otvoru pro NOK díly.
• NOK díl sjede skluzem do uzamykatelného boxu pro NOK díly.
P o z n á m k a :
• Pokud je testováno více dílů najednou a jeden z nich je vyhodnocen jako NOK, tak
všechny OK díly zůstanou zajištěny pomocí zatěsňovacího pneuválce a dojde jen k
uvolnění u dílu NOK. Po jeho prohození NOK skluzem dojde k uvolnění ostatních OK
dílů.
• Stroj umožňuje založení tří Bogenu a jejich testování nezávisle na sobě.
3.13.7 Total stop Je umístěn v integrovaném ovladači, který je umístěn na levé straně pracovního stolu.
Slouží k úplnému okamžitému odstavení stroje.
Po odstranění příčin zastavení stroje může být stroj opět spuštěn stiskem tlačítek na
rozvaděči:
OVLÁDÁNÍ ZAP.
A stroj bude připraven k další činnosti.
3.13.8 Dotykový panel Je umístěn na přední stěně rozvaděče. Tento ovládací panel je používán pro seřizování a
údržbu stroje. Obsluha stroje tento panel nepoužívá.

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
41
4 Závěr V mé diplomové práci jsem se zabýval vytvořením projektu jednoúčelového
elektrického zařízení, které bylo následně vyrobeno a uvedeno do provozu.
V první části práce jsem nastínil význam programovatelných logických automatů pro
zjednodušení a zefektivnění pracovních postupů. Vyhledal jsem výrobce zabývající se
problematikou programovatelných logických automatů a prostudoval jsem jejich produktové
portfolio a zjistil jsem typy programovatelných logických automatů, jež dané firmy vyrábějí, a
uvedl jejich základní výhody. Většina výrobců své produktové řady dělí na dvě základní
skupiny – kompaktní PLC a modulové PLC, přičemž kompaktní PLC jsou malá zařízení,
která se používají pro jednoduché aplikace a mají v základní sestavě pevnou kombinaci
vstupů a výstupů a jejich variabilnost je omezena na možnost připojení několika omezených
typů přídavných modulů. Naproti tomu u modulárních PLC máme velké možnosti
v rozšiřování základního modulu, u výrobců je možno najít bohatý sortiment rozšiřujících
karet pro základní modul, které umožňují vysokou variabilitu, kdy si pro daný projekt
sestavíme PLC přesně podle konkrétní aplikace a vytvoříme tak „řešení přímo na míru“. Při
studování vlastností jsem došel k závěru, že nevýhody nelze tak jednoznačně určit, protože
každý typ a jeho výrobce se více či méně hodí pro jednotlivá řešení. Každý projekt je
originálem i se svými požadavky na řízení a lze jen vybírat v širokém sortimentu přesně to
řešení, které nám vyhovuje.
V další části práce jsem se zabýval již řešením samotného projektu. Ve firmě, ve které
pracuji při studiu, jsem dostal zadán projekt, který jsem posléze zpracoval, zrealizoval a uvedl
do provozu. Na úplném začátku proběhlo několik klíčových schůzek, kdy mi zařízení bylo
představeno konstruktérem a bylo mi předáno základní zadání. V zadání bylo vysvětleno, jak
má stroj vypadat, jakou má mít funkci a jaké jsou základní požadavky od investora. Tyto
požadavky se ovšem v průběhu tvorby projektu na přání investora několikrát změnily.
Většinu těchto změn ale pokryly rezervy, které jsem s jistou předvídavostí do projektu zanesl,
proto bylo snadné těmto požadavkům vyhovět. Pomocí manuálů, které dodal konstruktér
k navrženým komponentům, jsem si udělal představu o tom, jakým způsobem se bude
zařízení ovládat. Sestavil jsem tabulku vstupů a výstupů a tím určil, jaký typ CPU, a jeho
dalších rozšiřujících modulů bude zapotřebí. Po sestavení tabulky vstupů a výstupů a
nastudování materiálů jsem začal kreslit elektrické schéma, které jsem v průběhu projektování
několikrát doplňoval, předělával a upravoval. V mé diplomové práci je uvedena již finální
podoba elektrického schématu. Při tvorbě elektrického schématu bylo nutné projekt postupně
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
42
dovybavovat potřebnými komponenty kvůli dodržení základních norem a bezpečnostních
předpisů. Dále bylo potřeba v projektu navrhnout systém ovládání a také vyřešit snímání
stavů a akční členy. Pro komunikaci systému s vnějšími periferiemi jsem sestavil systém
svorkovnic. V tomto systému jsou rovněž obsaženy svorkovnice pro interní signály. Po další
konzultaci s konstruktérem jsem vybral typ rozvaděčové skříně a vytvořil sestavu pro
montážní desku. Celý rozvaděč jsem sám kompletně vyrobil, usadil do zařízení a propojil
s komponenty zařízení. Následovalo vytvoření softwaru a oživení celého zařízení. Po těchto
částech projektu jsem zkompletoval návod k obsluze a společně s konstruktérem a jeho
dokumentací jsem předal zařízení zákazníkovi.
Firma, pro kterou bylo konstruováno toto zařízení, již testování a popisování Bogenu
prováděla, ale na několika zařízeních a ne o takové výkonosti. Toto zařízení centralizovalo a
tím zefektivnilo pracovní úkony, které dříve provádělo několik zařízení. Tím že zařízení
obsahuje tři testovací pozice, se celý proces zrychlil a je potřeba pouze jednočlenné obsluhy.
Kompletní projekt byl navrhován s ohledem na maximální zefektivnění práce při dodržení
bezpečnostních požadavků a všem těmto požadavkům vyhovoval.
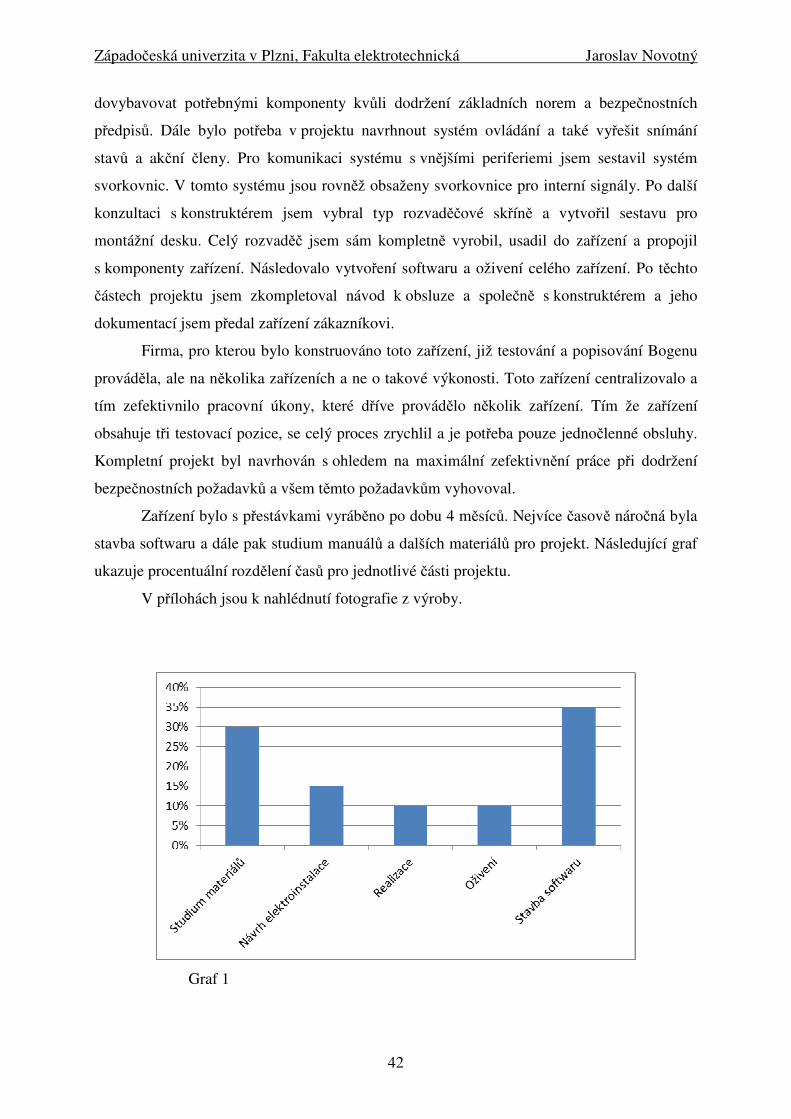
Zařízení bylo s přestávkami vyráběno po dobu 4 měsíců. Nejvíce časově náročná byla
stavba softwaru a dále pak studium manuálů a dalších materiálů pro projekt. Následující graf
ukazuje procentuální rozdělení časů pro jednotlivé části projektu.
V přílohách jsou k nahlédnutí fotografie z výroby.
Graf 1
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
43
Použitá literatura
[1] ŠMEJKAL, Ladislav a Marie MARTINÁSKOVÁ. PLC a automatizace. 1. vyd. Praha:
BEN - technická literatura, 1999, 223 s. ISBN 80-860-5658-9.
Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
44
Seznam příloh:
Příloha č. 1 – Fotografie z realizace Příloha č. 2 – Elektrické schéma Příloha č. 3 – Datový nosič se softwarem do PLC

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
1
Příloha č. 1 Obr. 1 Obr. 2 Obr. 3 Obr. 4 Obr. 5 Obr. 6

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
2
Obr. 7 Obr. 8 Obr. 9 Obr. 10 Obr. 11 Obr. 12

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
3
Obr. 13

Západočeská univerzita v Plzni, Fakulta elektrotechnická Jaroslav Novotný
4
Příloha č. 2
Elektrické schéma
Následuje 20 stran elektrického schématu.
List
Zpra
c..
+IN
H/1
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SPř
ívod
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
212.a
4
10.2
.201
2
1
2
=
Náz
ev
5
NAP
ÁJEN
Í
PŘED
JIŠT
ĚNÍ
MAX
. 25A
SERVI
SNÍ
ZÁSU
VKA
ZÁSU
VKA
DET
EKTO
R 1
ZÁSU
VKA
DET
EKTO
R 2
ZÁSU
VKA
DET
EKTO
R 2
ZÁSU
VKA
POPI
SO
SVĚT
LEN
IPR
ACO
VNÍH
OPR
OST
ORU
4mm
²
2 1
4 3
6 5-Q
025
A
4mm
² -X1
12
34
PEPE
PE
5
1,5m
m²
BL
PE
PEPE
PEPE
WN
VU
PE
-X0
5x4
-W0
12
34
PE
1 2-F
1B1
6A
LN
PE
-X10
PE
1,5m
m²
LN
PE
-X11
.1/2
.a.2
1,5m
m²
LN
PE
-X11
.2/2
.b.2
LN
PE
-X11
.3/2
.c.2
LN
PE
-X11
.4/2
.d.2
1 2-F
2B1
6A
6PE
7
3x2,
5-W
11
PE2
8PE
9
3x2,
5-W
21
2PE
PEPE
2
PE 1
1 2
3 4
-FI1
Δ I
1 2-F
8B1
6A
13 14
-SX
N1
/2.
e.0
L2/
2.e.
0
L3/
2.e.
0
N2
/3.
0
N3
/1.
7
N3
/1.
2

List
Zpra
c..
1
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SD
etek
tor
1
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
212.b
4
7.2.
2012
2.a
2
=
Náz
ev
5
Rel
ay o
utpu
t
Cont
rol i
nput
0V
Input common
RESET (NC)
START (NO)
Reserved
Reserved
0V
+24V
FAULT
PASS
FAIL+
FAIL-
READY
Relay common
230V
AC /
30V
APo
wer
con
nect
or
DET
EKTO
R 1
FCO
290
-U1
76
54
32
18
16
54
32
XL2B
87
65
-X4
4
32
-X4
1
LN
PE
-X11
.1 /1.5
-WU
1.1
12
PE9x
1-W
U1.
28
76
9x1
-WU
1.2
53
24
1
PE
PE
PE
1211
14
-K1.
2
1211
14-K
1.1
D1OK 11.4
D1F+ 11.3
D1F- 11.2
D1R 11.1
P2/
2.a.
8P2
/2.
a.0

List
Zpra
c..
2.a
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SD
etek
tor
2
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
212.c
4
7.2.
2012
2.b
2
=
Náz
ev
5
Rel
ay o
utpu
t
Cont
rol i
nput
0V
Input common
RESET (NC)
START (NO)
Reserved
Reserved
0V
+24V
FAULT
PASS
FAIL+
FAIL-
READY
Relay common
230V
AC /
30V
APo
wer
con
nect
or
DET
EKTO
R 2
FCO
290
-U2
76
54
32
18
16
54
321211
14-K
2.1
1211
14-K
2.2
-XL
2C
1615
1413
-X4
12
1110
-X4
9
LN
PE
-X11
.2 /1.6
-WU
2.1
12
PE9x
1-W
U2.
28
76
9x1
-WU
2.2
53
24
1
PE
PE
PE
D2OK 11.8
D2F+ 11.7
D2F- 11.6
D2R 11.5
P2/
2.b.
8P2
/2.
b.0
List
Zpra
c..
2.b
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SD
etek
tor
3
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
212.d
4
7.2.
2012
2.c
2
=
Náz
ev
5
Rel
ay o
utpu
t
Cont
rol i
nput
0V
Input common
RESET (NC)
START (NO)
Reserved
Reserved
0V
+24V
FAULT
PASS
FAIL+
FAIL-
READY
Relay common
230V
AC /
30V
APo
wer
con
nect
or
DET
EKTO
R 3
FCO
290
-U3
76
54
32
18
16
54
321211
14-K
3.1
1211
14-K
3.2
-XL
2D
2423
2221
-X4
20
1918
X417
LN
PE
-X11
.3 /1.7
-WU
3.1
12
PE9x
1-W
U3.
28
76
9x1
-WU
3.2
53
24
1
PE
PE
PE
D3OK 12.4
D3F+ 12.3
D3F- 12.2
D3R 12.1
P2/
2.c.
8P2
/2.
c.0
List
Zpra
c..
2.c
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
STi
skár
na
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
212.e
4
7.2.
2012
2.d
2
=
Náz
ev
5
230V
AC /
4A
TISK
ÁRN
A
DET
ECTO
R
WARNING
ALAR
M
READY
ALARM
PRIN
T
-U4
-XL
3A
3028
2926
-X4
25
LN
PE
-X11
.4 /1.8
-WU
4.1
12
PE
3x1
-WU
4.2
31
21
7
27PE
PE
PE
5x1
-WU
4.3
PE
4
P2/
2.d.
8P2
/2.
d.0
TAL 12.5
TWA 12.6
TRE 12.7
M/
2.d.
8M
/2.
d.0

List
Zpra
c..
2.d
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SKr
okov
ý m
otor
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
213
4
7.2.
2012
2.e
2
=
Náz
ev
5
POH
ON
TISK
OVÉ
HLA
VY
AM88
2
1 2-F
3B1
6A
13 14 /7.3
-U5
+VD
CG
ND
A+B+
PUL+
PUL-
DIR
+D
IR-
ALM
+AL
M-
L +
N -
-G1
230V
AC/
24VD
C,10
A
1 2-F
4B1
6A
13 14 /7.3
ENA+
ENA-
A-B-
4C-X
M3B
-XL
-XR
12
3
1-X
R2
3
-R1 2k
-R2 2k
-R3 2k
12
34
-M1
M
-X4
3133
3234
PE
1,5m
m²
PE
PE
5x1
-WM
1PE
12
34
1m
m²
PE-X
L6D 1211
14-K
4/1
3.3
L3/
3.0
L3/
1.8
L2/
1.8
N1
/1.
2
M/
2.e.
8M
/2.
e.5
KA 12.8
KPUL+ 13.1
KDIR+ 13.2
P2/
2.e.
8P2
/2.
e.5
P3/
2.e.
8P3
/2.
e.5
PE
PEPE
List
Zpra
c..
2.e
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SO
vlád
ací n
apět
í
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
214
4
7.2.
2012
3
2
=
Náz
ev
5
0VN
APÁJ
ENÍ
PLC,
TP
NAP
ÁJEN
ÍVS
TUPY
NAP
ÁJEN
ÍVÝ
STU
PYO
DPÍ
NAN
É
NAP
ÁJEN
ÍVÝ
STU
PY
1 2-F
5C6
A
1,5m
m²
L +
N -
-G2
230V
AC/
24VD
C,10
A
PE
1,5m
m²
1,5m
m²
PE
1 2-F
6C4
A
1A-X
M1A
-XL
8A
6A-X
L
6B
13 14-A
1023 24
-A10
1 2-F
7C4
A
2A
1 2-F
8C4
A
13 14 /7.2
L3/
2.e.
8
N2
/1.
2
P1 6.0
P3 6.0
M 4.0
P2 4.0
P4 6.0
PE
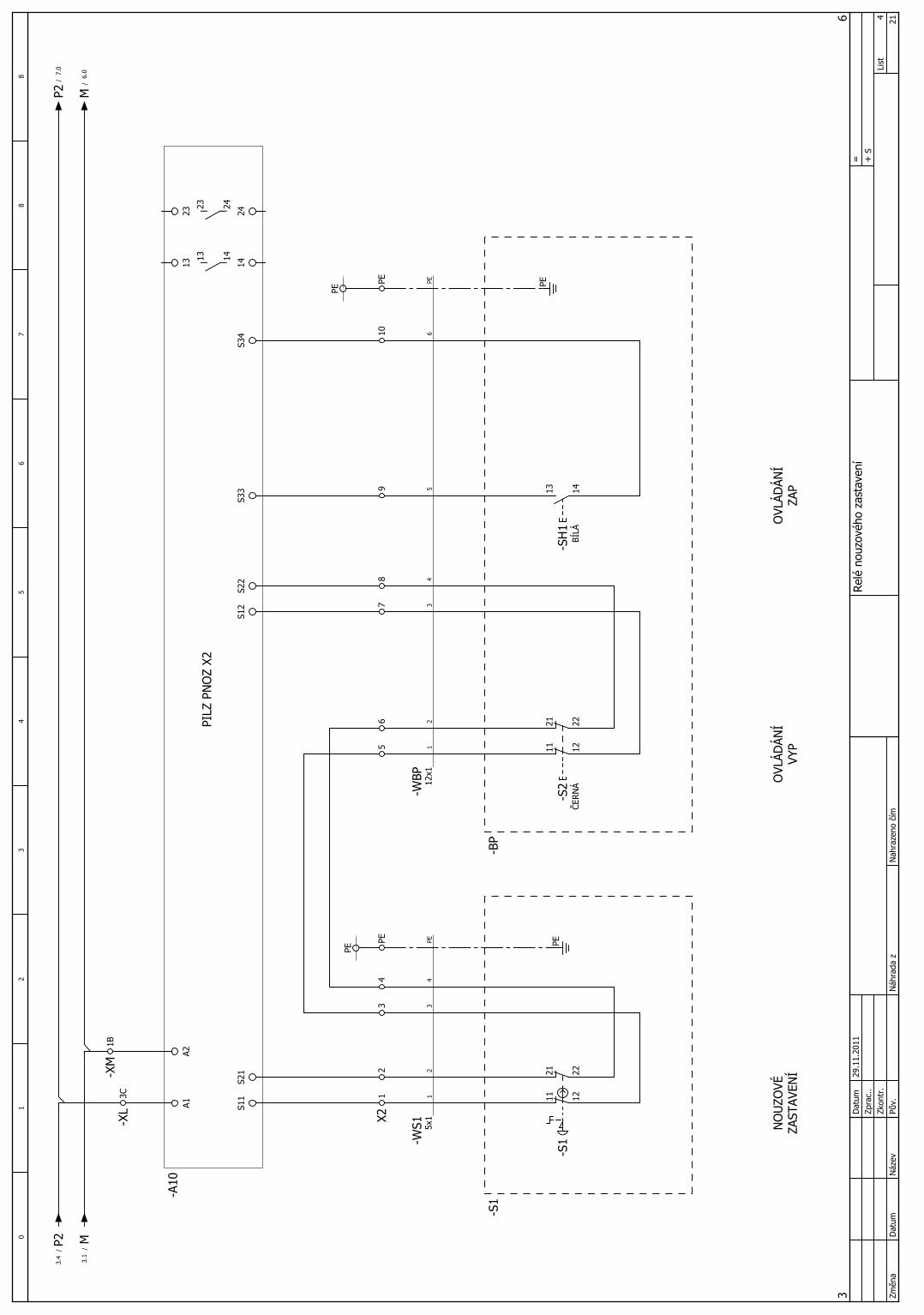
List
Zpra
c..
3
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SRel
é no
uzov
ého
zast
aven
í
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
216
4
29.1
1.20
11
4
2
=
Náz
ev
5
PILZ
PN
OZ
X2
NO
UZO
VÉZA
STAV
ENÍ
OVL
ÁDÁN
ÍVY
PO
VLÁD
ÁNÍ
ZAP
-A10
A1A2
S11
S21
13
13 14
14
23 24
23 24
S12
S22
S33
S34
11 12-S
121 22
11 12-S
2ČE
RN
Á
21 22
13 14-S
H1
BÍLÁ
1B-X
M3C
-XL
-BP
-S1
X21
23
45
67
89
10
PE
PE PE
5x1
-WS1
43
12
PE
PE
PE PE
12x1
-WBP
64
31
25
PE
M/
6.0
P2/
7.0
P2/
3.4
M/
3.1
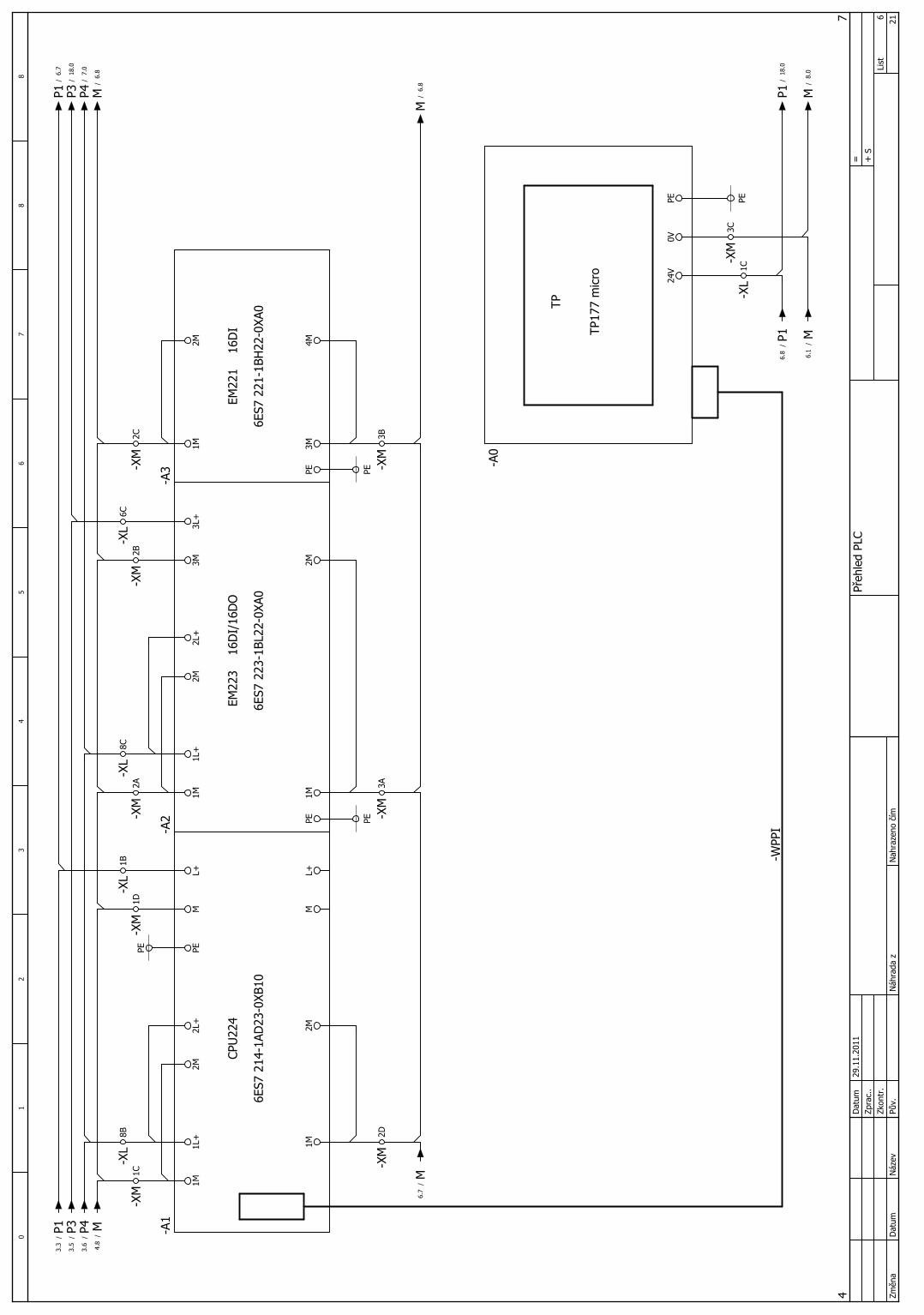
List
Zpra
c..
4
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SPř
ehle
d PL
C
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
217
4
29.1
1.20
11
6
2
=
Náz
ev
5
CPU
224
TP17
7 m
icro
-WPP
I
TP
EM22
3
16D
I/16
DO
6ES7
221
-1BH
22-0
XA0
6ES7
223
-1BL
22-0
XA0
EM22
1
16D
I
6ES7
214
-1AD
23-0
XB10
1M1L
+
1M2M
ML+
PEM
L+
-A0
24V
0VPE
-A1
-XM
1C-X
L8B
1C-X
L
2D-X
M
2M2L
+
-XM
1D-X
L1B
PE3C
-XM
-A2
1M1L
+
-XL
8C
-XM
2A
2M2L
+3M
3L+
1M2M
3A-X
M
-A3
3B-X
MPE
-XL
6C
-XM
2B
3M4M
1M2M
-XM
2C
PEPE PE
P3/
3.5
M/
4.8
P3/
18.0
M/
6.8
P1/
6.8
M/
6.1
M/
6.7
P4/
7.0
P1/
3.3
P1/
6.7
M/
6.8
P4/
3.6
M/
8.0
P1/
18.0
PE
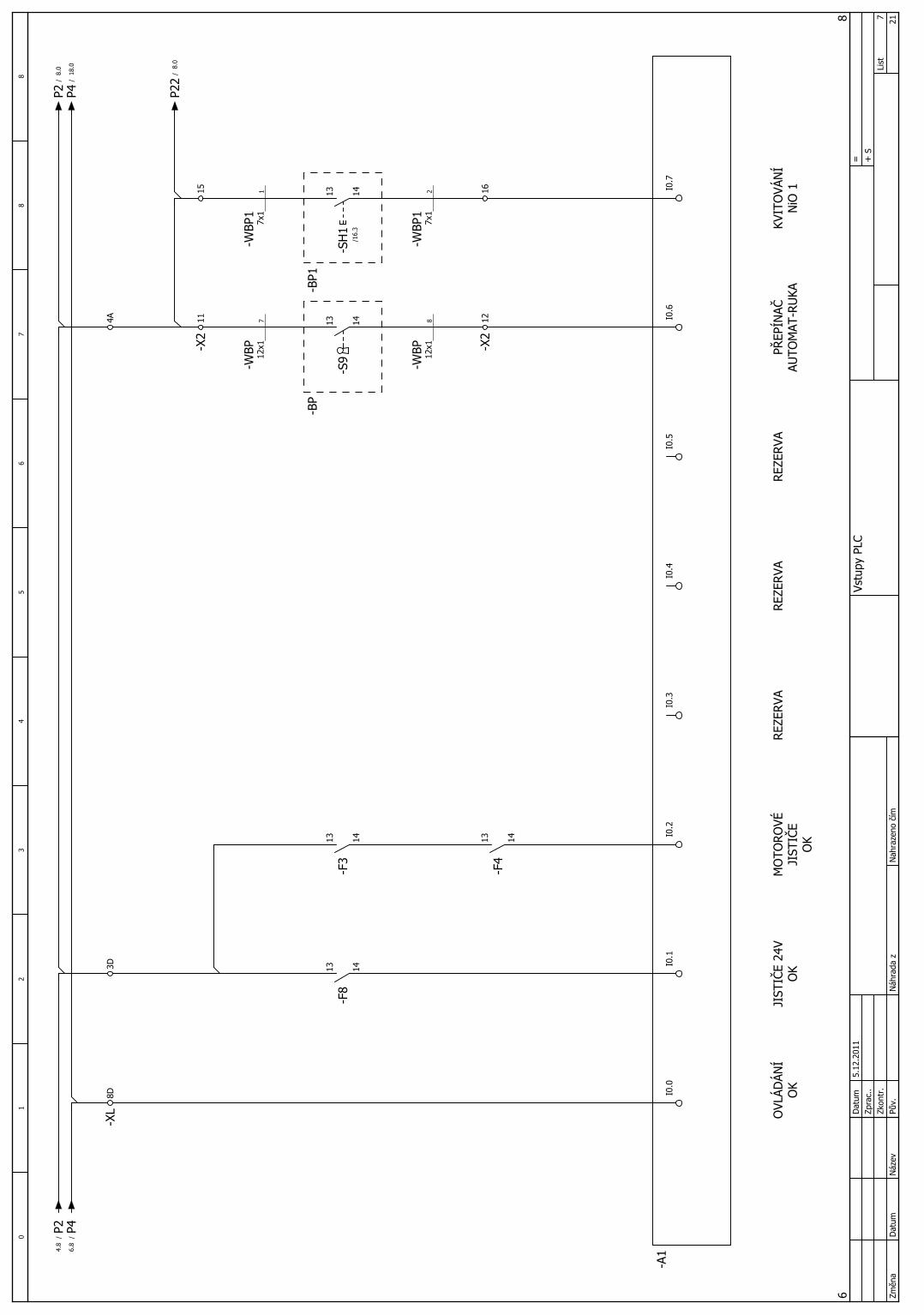
List
Zpra
c..
6
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVs
tupy
PLC
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
218
4
5.12
.201
1
7
2
=
Náz
ev
5
JIST
IČE
24V
OK
OVL
ÁDÁN
ÍO
KREZ
ERVA
REZ
ERVA
REZ
ERVA
KVIT
OVÁ
NÍ
NiO
1PŘ
EPÍN
AČAU
TOM
AT-R
UKA
MO
TORO
VÉJI
STIČ
EO
K
-A1
I0.0
I0.1
I0.2
I0.3
I0.4
I0.5
I0.6
I0.7
-XL
8D4A
3D
13 14-S
913 14
-SH
1/1
6.3
13 14-F
813 14
-F3
13 14-F
4
-X2
1115
12-X
216
12x1
-WBP
7
12x1
-WBP
8
-BP1
7x1
-WBP
11
7x1
-WBP
12
-BP
P2/
4.8
P2/
8.0
P4/
6.8
P4/
18.0
P22
/8.
0

List
Zpra
c..
7
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVs
tupy
PLC
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
219
4
5.12
.201
1
8
2
=
Náz
ev
5
VÁLE
C V1
POLO
HA
- S1
.1VÁ
LEC
V3PO
LOH
A S3
.1VÁ
LEC
V2PO
LOH
A S2
.1KV
ITO
VÁN
ÍN
iO 3
TLAK
OVÝ
VZD
UCH
OK
KVIT
OVÁ
NÍ
NiO
2
-A1
I1.0
I1.1
I1.2
I1.3
I1.4
I1.5
BK
BUBN
-S1.
1+
-
BK
BUBN
-S2.
1+
-
BK
BUBN
-S3.
1+
-
-WS0
BNBU
-WS1
.1BN
BU-W
S2.1
BNBU
-WS3
.1BN
BU
-WS3
.1BK
-WS2
.1BK
-WS1
.1BK
-WS0
BK
-X3
1+1-
3+3-
4+4-
5+5-
2+2-
4B-X
L3D
-XM
23
45
-X3
1
13 14-S
H2
/16.
5
-X2
20 21-X
2
-BP2
7x1
-WBP
21
7x1
-WBP
22
13 14-S
H3
/16.
7
25 26
-BP3
-WBP
-WBP
13 14-S
0P
P2/
7.8
P21
/9.
0
M/
6.8
M2
/9.
0
M/
13.0
P2/
18.0
P22
/7.
8
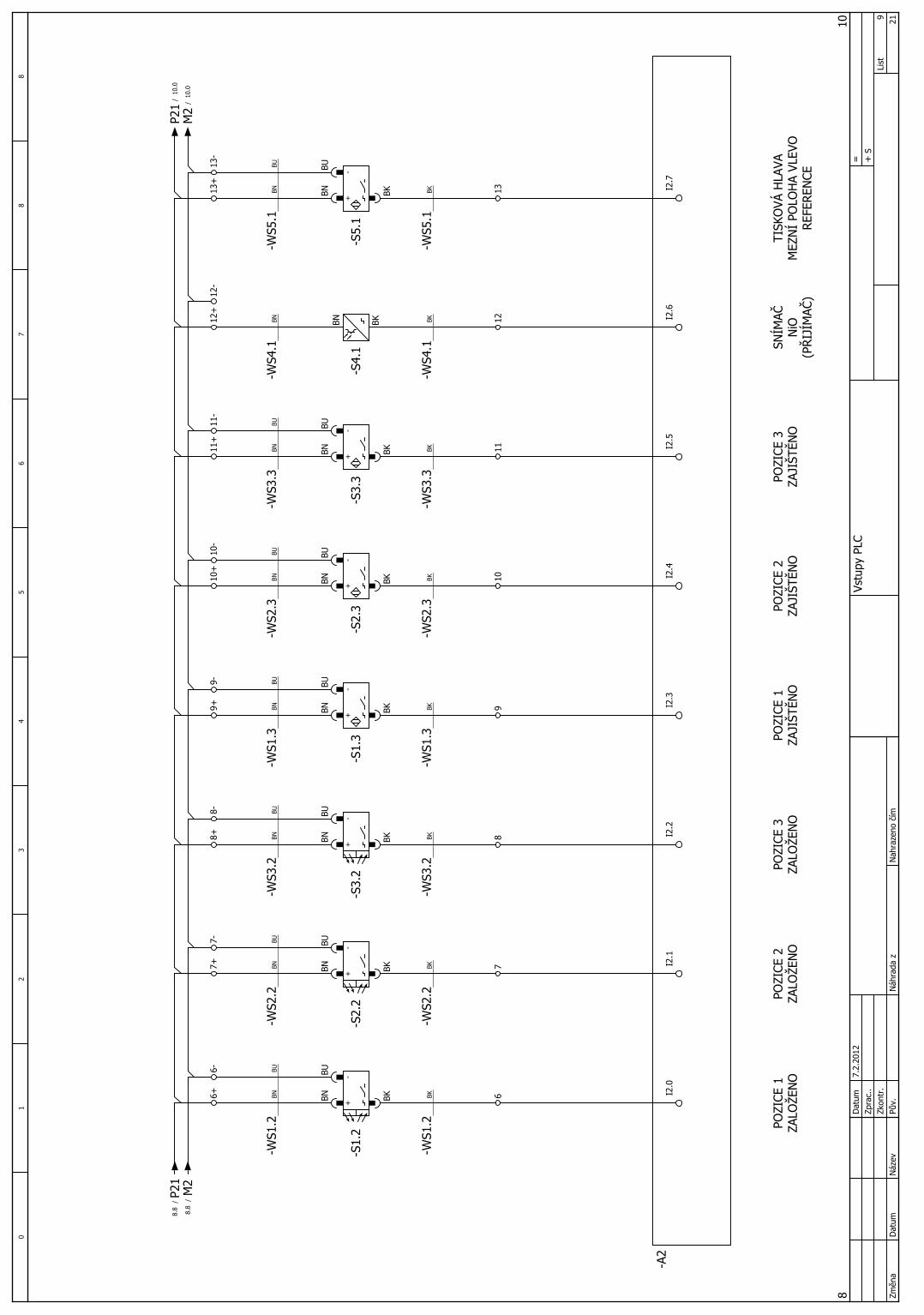
List
Zpra
c..
8
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVs
tupy
PLC
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2110
4
7.2.
2012
9
2
=
Náz
ev
5
SNÍM
AČN
iO(P
ŘIJ
ÍMAČ
)
TISK
OVÁ
HLA
VAM
EZN
Í PO
LOH
A VL
EVO
REF
EREN
CE
POZI
CE 1
ZALO
ŽEN
OPO
ZICE
2ZA
LOŽE
NO
POZI
CE 3
ZALO
ŽEN
OPO
ZICE
1ZA
JIŠT
ĚNO
POZI
CE 2
ZAJI
ŠTĚN
OPO
ZICE
3ZA
JIŠT
ĚNO
-A2
I2.0
I2.1
I2.2
I2.3
I2.4
I2.5
I2.6
I2.7
BK
BUBN
-S1.
2+
-
BN BK
BU
-S3.
3+
-
BN BK
BU
-S5.
1+
-
BK
BUBN
-S2.
2+
-
BK
BUBN
-S3.
2+
-BN BK
-S4.
1
BNBU
-WS3
.3-W
S1.2
BNBU
-WS2
.2BN
BU-W
S3.2
BNBU
-WS1
.3BN
BU-W
S2.3
BNBU
-WS4
.1BN
-WS5
.1BN
BU
-WS3
.3BK
-WS2
.3BK
-WS1
.3BK
-WS3
.2BK
-WS2
.2BK
-WS1
.2BK
-WS4
.1BK
-WS5
.1BK
6
7+7-
7
8+8-
9+9-
10+
10-
11+
11-
12+
12-
13+
13-
89
1011
1213
6+6-
BN BK
BU
-S1.
3+
-
BN BK
BU
-S2.
3+
-
P21
/8.
8P2
1/
10.0
M2
/8.
8M
2/
10.0

List
Zpra
c..
9
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVs
tupy
PLC
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2111
4
7.2.
2012
10
2
=
Náz
ev
5
TISK
OVÁ
HLA
VAM
EZN
Í PO
LOH
A VP
RAV
OTI
SKO
VÁ H
LAVA
POLO
HA
1(V
OLI
TELN
É)
TISK
OVÁ
HLA
VAPO
LOH
A 2
(VO
LITE
LNÉ)
TISK
OVÁ
HLA
VAPO
LOH
A 3
(VO
LITE
LNÉ)
KRYT PP
REZ
ERVA
KRYT ZP
SNÍM
AČN
iO(V
YSÍL
AČ)
-A2
I3.0
I3.1
I3.2
I3.3
I3.4
I3.5
I3.6
I3.7
BN BK
BU
-S5.
2+
-
BN BK
BU
-S6.
1+
-
BN BK
BU
-S6.
2+
-
BN BK
BU
-S6.
3+
-
-WS5
.2BN
BU-W
S6.1
BNBU
-WS6
.2BN
BU-W
S6.3
BNBU
-WS6
.3BK
-WS6
.2BK
-WS6
.1BK
-WS5
.2BK
18+
18-
19+
19-
20+
20-
21+
21-
1819
2021
X314
+14
-15
+15
-16
+16
-17
+17
-
14X3
1516
17
BUBN
-S4.
2+
-
BN BK
BU
-S7.
1+
-
-WS7
.1BN
BU
-WS7
.1BK
BN BK
BU
-S7.
2+
-
-WS7
.2BN
BU
-WS7
.2BK
P21
/9.
8P2
1/
M2
/9.
8M
2/
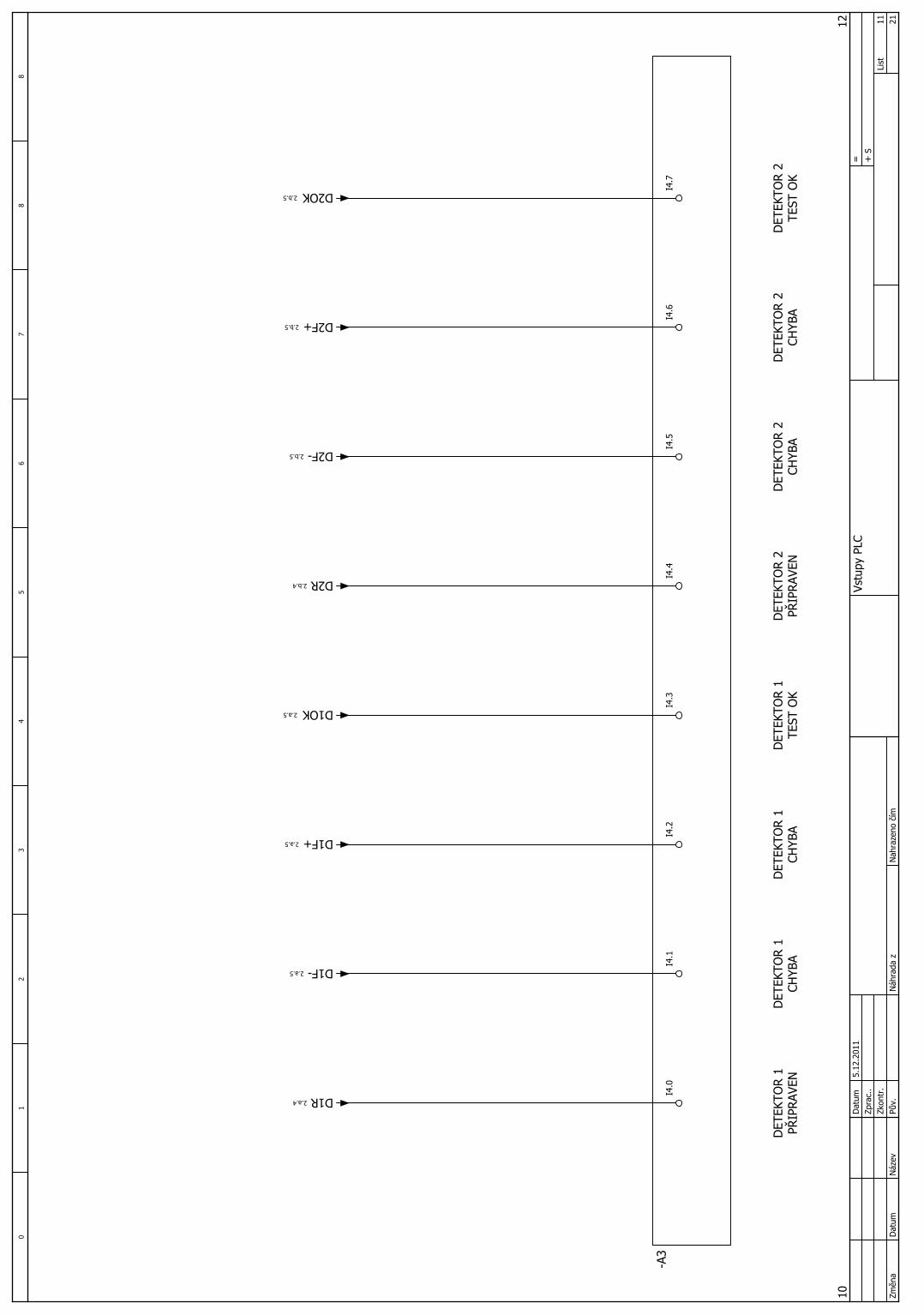
List
Zpra
c..
10
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVs
tupy
PLC
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2112
4
5.12
.201
1
11
2
=
Náz
ev
5
DET
EKTO
R 2
TEST
OK
DET
EKTO
R 1
TEST
OK
DET
EKTO
R 2
PŘIP
RAV
END
ETEK
TOR 2
CHYB
AD
ETEK
TOR 2
CHYB
AD
ETEK
TOR 1
CHYB
AD
ETEK
TOR 1
PŘIP
RAV
END
ETEK
TOR 1
CHYB
A
-A3
I4.0
I4.1
I4.2
I4.3
I4.4
I4.5
I4.6
I4.7
D1R2.a.4
D1OK2.a.5
D1F+2.a.5
D1F-2.a.5
D2R2.b.4
D2F-2.b.5
D2F+2.b.5
D2OK2.b.5

List
Zpra
c..
11
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVs
tupy
PLC
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2113
4
7.2.
2012
12
2
=
Náz
ev
5
KRO
KOVÝ
MO
TOR
PŘIP
RAV
END
ETEK
TOR 3
TEST
OK
TISK
ÁRN
AAL
ARM
TISK
ÁRN
AW
ARN
ING
TISK
ÁRN
AREA
DY
DET
EKTO
R 3
CHYB
AD
ETEK
TOR 3
PŘIP
RAV
END
ETEK
TOR 3
CHYB
A
-A3
I5.0
I5.1
I5.2
I5.3
I5.4
I5.5
I5.6
I5.7
D3R2.c.4
D3F-2.c.5
D3F+2.c.5
D3OK2.c.5
TAL2.d.5
TWA2.d.5
TRE2.d.5
KA2.e.8

List
Zpra
c..
12
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVý
stup
y PL
C
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2114
4
7.2.
2012
13
2
=
Náz
ev
5
KRO
KOVÝ
MO
TOR
PULZ
YKR
OKO
VÝ M
OTO
RSM
ĚRKR
OKO
VÝ M
OTO
RU
VOLN
ĚNÍ
DET
EKTO
R 1
STAR
TD
ETEK
TOR 1
RES
ET
-A1
Q0.
0Q
0.2
Q0.
4Q
0.1
Q0.
3
A1 A2-K
1.1 12
11
14
/2.a
.4
A1 A2-K
1.2 12
11
14
/2.a
.5
4A-X
M
A1 A2-K
4 1211
14
/2.e
.7
KPUL+ 2.e.6
KDIR+ 2.e.6
M/
8.8
M/
14.0
M3
/14
.0

List
Zpra
c..
13
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVý
stup
y PL
C
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2115
4
7.2.
2012
14
2
=
Náz
ev
5
DET
EKTO
R 2
RES
ETD
ETEK
TOR 2
STAR
TD
ETEK
TOR 3
STAR
TD
ETEK
TOR 3
RES
ETTI
SKÁR
NA
STAR
T TI
SKU
-A1
Q0.
5Q
0.7
Q1.
1Q
0.6
Q1.
0
A1 A2-K
2.1 12
11
14
/2.b
.4
A1 A2-K
2.2 12
11
14
/2.b
.5
A1 A2K3
.1
1211
14
/2.c
.4
A1 A2-K
3.2 12
11
14
/2.c
.5
13
24
-K5
+
+
-
-XM
4D
26-X
425
M3
/13
.8
M/
13.8
M/
15.0

List
Zpra
c..
14
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVý
stup
y PL
C
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2116
4
7.2.
2012
15
2
=
Náz
ev
5
VEN
TIL
Y0VE
NTI
L Y1
VEN
TIL
Y2VE
NTI
L Y3
VEN
TIL
KRYT
REZ
ERVA
REZ
ERVA
REZ
ERVA
-A2
Q2.
0Q
2.2
Q2.
4Q
2.1
Q2.
3Q
2.5
Q2.
6Q
2.7
4B-X
M
22-
-X3
-WY0
1
-WY0
2
-WY2
11
-WY2
12 24
-
-WY2
21
-WY2
22 25
-
1 2-Y
0
-WY2
31
-WY2
32 26
-
1 2-Y
211 2
-Y22
1 2-Y
23
23-
2326
2524
-X3
22PE
PEPE
PEPE
-WY2
41
-WY2
42 27
-
1 2-Y
24
27PE
M/
14.8
M/
16.0
PEPE
PEPE
PEPE
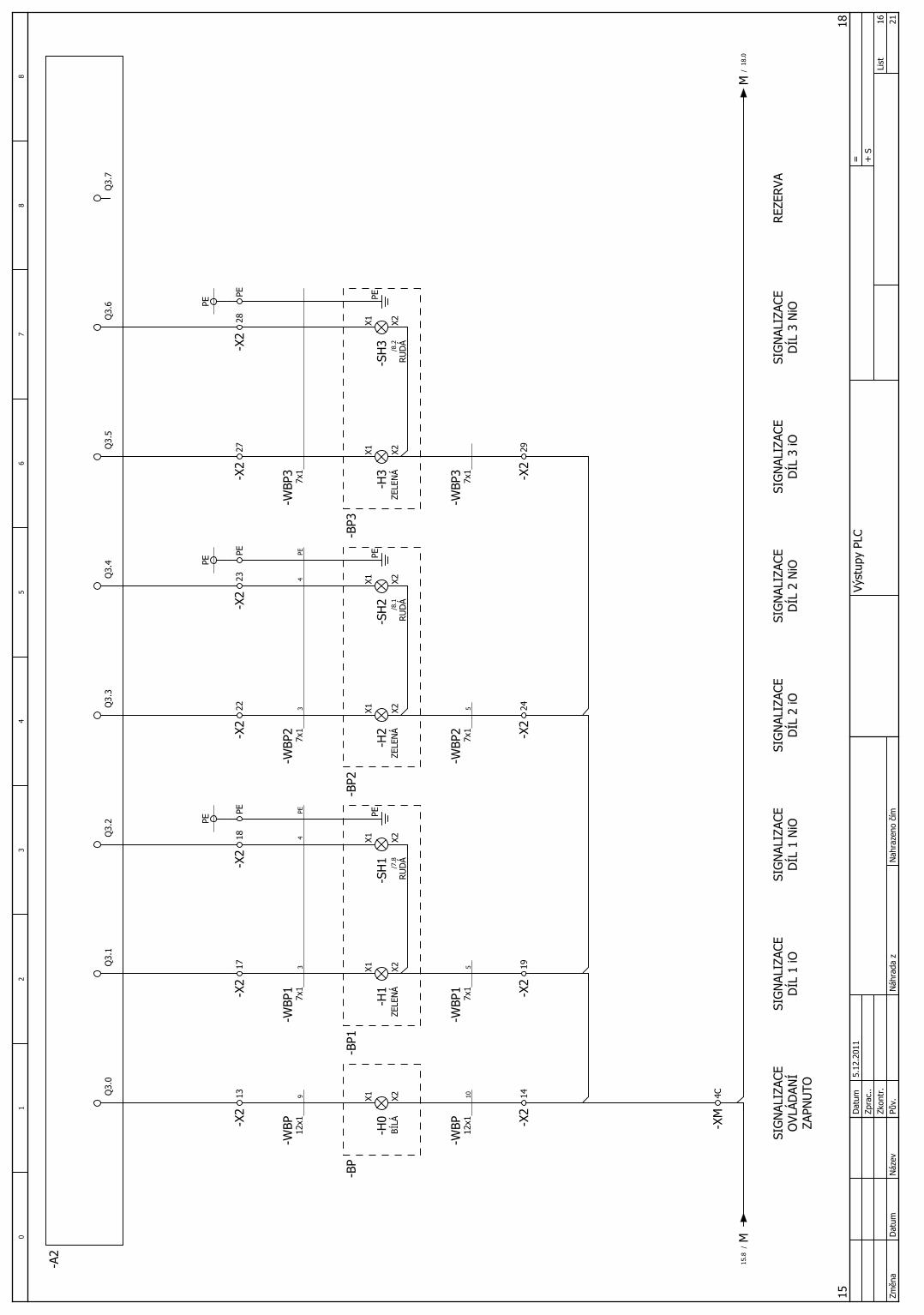
List
Zpra
c..
15
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SVý
stup
y PL
C
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
2118
4
5.12
.201
1
16
2
=
Náz
ev
5
SIG
NAL
IZAC
ED
ÍL 3
iOSI
GN
ALIZ
ACE
DÍL
3 N
iOREZ
ERVA
SIG
NAL
IZAC
ED
ÍL 2
iOSI
GN
ALIZ
ACE
DÍL
2 N
iOSI
GN
ALIZ
ACE
DÍL
1 N
iOSI
GN
ALIZ
ACE
OVL
ÁDAN
ÍZA
PNU
TO
SIG
NAL
IZAC
ED
ÍL 1
iO
-A2
Q3.
0Q
3.2
Q3.
4Q
3.1
Q3.
3Q
3.5
Q3.
6Q
3.7
X1 X2-H
0BÍ
LÁ
X1 X2-H
1ZE
LEN
Á
X1 X2-S
H2
/8.1
RU
DÁ
-BP
-BP1
X1 X2-S
H1
/7.8
RU
DÁ
-BP2
X1 X2-H
2ZE
LEN
Á
-BP3
X1 X2-H
3ZE
LEN
Á
X1 X2-S
H3
/8.2
RU
DÁ
-X2
13 14-X
2
12x1
-WBP
9
12x1
-WBP
10
-X2
17
7x1
-WBP
13 19
-X2
7x1
-WBP
15
-X2
18-X
222
7x1
-WBP
23 24
-X2
7x1
-WBP
25
-X2
23-X
227 29
-X2
-X2
28
44
7x1
-WBP
3
7x1
-WBP
3
4C-X
M
PEPE
PE
PEPE
PE
PEPE
M/
15.8
M/
18.0
PEPE
PE
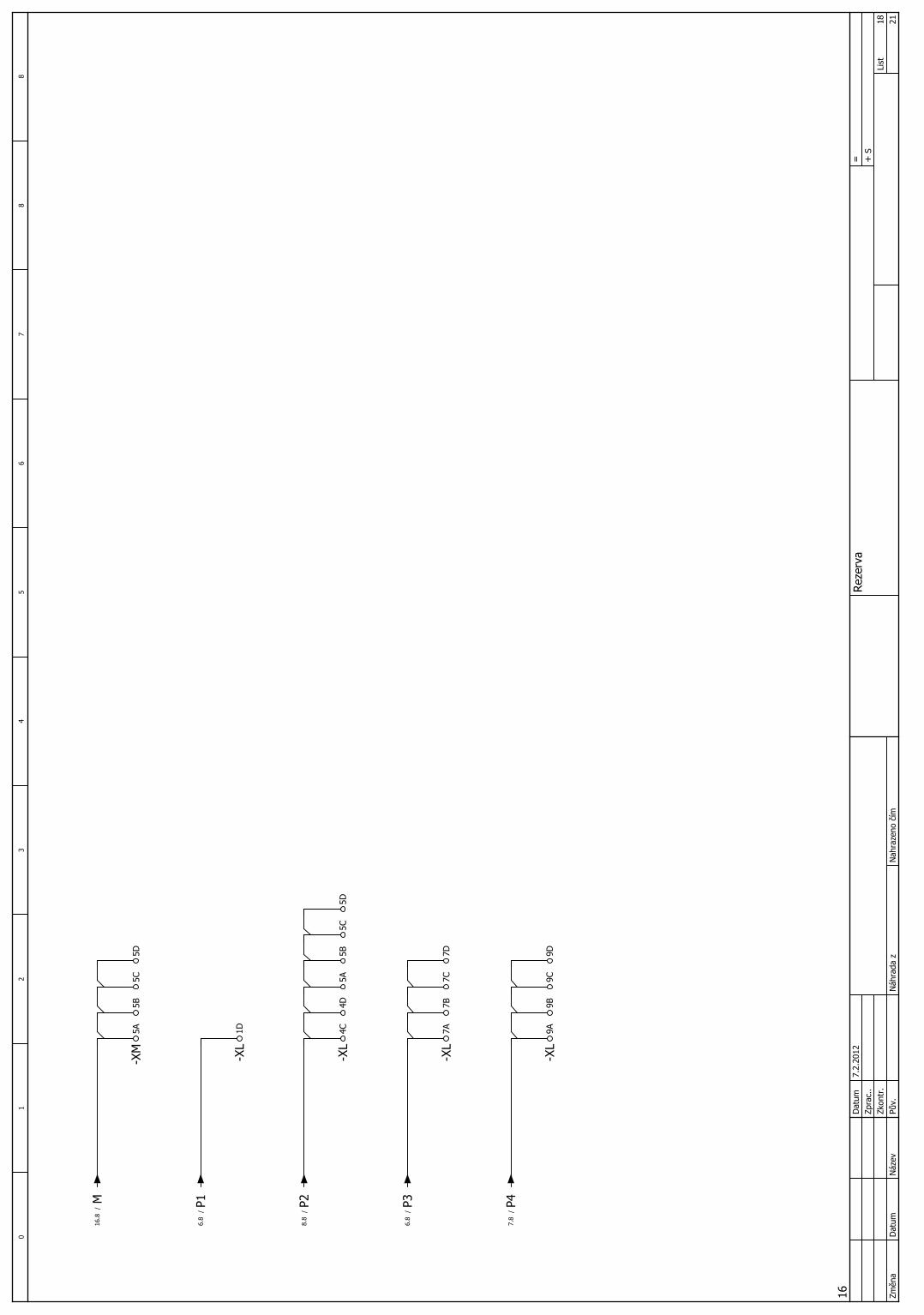
List
Zpra
c..
16
Pův.
+
Dat
um
Dat
um
Nah
raze
no č
ím
SRez
erva
1
Změn
a
07
6
Zkon
tr.
Náh
rada
z
88
3
21
4
7.2.
2012
18
2
=
Náz
ev
5
-XL
4C
7B7C
7D5B4D
5A5C
5D
-XM
5A5B
-XL
7A
-XL
9A
5C5D
-XL
1D
9B9C
9D
M/
16.8
P2/
8.8
P3/
6.8
P4/
7.8
P1/
6.8