diagnostico de prevencion de la …infohouse.p2ric.org/ref/18/17827.pdf · datos de referencia...
TRANSCRIPT

Preparado para:
U.S Agency for International Development
Preparado por:
Hagler Bailly1530 Wilson Boulevard
Suite 400Arlington, VA 22209-2406
(703) 351-0300
1999
DIAGNOSTICO DE PREVENCION DE LA
CONTAMINACION
PLANTA PROCESADORA DE LECHE

2
INDICE
CAPITULO 1: RESUMEN EJECUTIVO
CAPITULO 2: OBJETIVOS DE LAS ACTIVIDADES DEL CPC
CAPITULO 3: INFORMACION DE BASE SOBRE LA PLANTA3.1. Datos de referencia utilizados en los cálculos presentados en este informe3.2. Uso de agua3.3. Volumen y características de las aguas residuales3.4. Evaluación de las pérdidas de producto en planta y de la generación de DBO por Planta X3.5. Costos relacionados con el uso de agua en Planta X3.6. Comparación del rendimiento de Planta X con los “indicadores” para la industria lechera
CAPITULO 4: RECOMENDACIONES4.1. Medidas de ahorro de agua
4.1.1. Crear un programa general de ahorro de agua4.1.2. Reparar fugas4.1.3. Eliminar pérdidas de agua por rebalse de los tanques de compensación de las
pasteurizadoras y de los tanques de hidrólisis (Modelo Y)4.1.4. Recuperar el agua de lubricación de la clarificadora y de las homogenizadoras4.1.5. Recuperar el agua de enfriamiento de las envasadoras, el agua de lubricación de los sellos
de las bombas de los evaporadores, y el agua del sello de la bomba de vacío(evaporadores)
4.1.6. Optimizar la operación de la lavadora de tachos4.1.7. Reducir el consumo de agua en las mangueras4.1.8. Optimizar las operaciones de lavado de los cisternas4.1.9. Utilizar los condensados del primer efecto de los evaporadores para riego4.1.10. Instalar regaderas eficientes en los vestidores y en las viviendas de los empleados4.1.11. Dividir y cubrir el depósito principal de agua de la planta
4.2. Medidas para reducir la descarga de contaminantes al drenaje4.2.1. Optimizar la recuperación de leche de los tachos antes de que entren a la lavadora4.2.2. Recuperar la descargas de “lodos” de la clarificadora y utilizarlas como alimento para
animales4.2.3. Recuperar las aguas de empuje de producto y de los primeros enjuagues de líneas y
equipos y utilizarlas como alimento para animales4.2.4. Reducir el volumen de leche contenido en las líneas antes de realizar las operaciones de
lavado4.2.5. Recuperar las mermas de leche contenidas en los cisternas antes de lavarlos.4.2.6. Optimizar la reutilización de soluciones de soda cáustica y ácido nítrico
4.3. Medidas varias4.3.1. Mejorar la calidad de los efluentes de Planta X4.3.2. Reemplazar el sistema de agua/vapor por un sistema de distribución de agua fría/caliente4.3.3. Establecer un sistema de gestión ambiental (SGA)
Bibliografía
Anexo I: Cálculos de pérdida de producto y carga orgánica generada en varias áreas del predio de PlantaX
Anexo II: Datos técnicos sobre equipos

3
CAPITULO 1: RESUMEN EJECUTIVO
Planta X es una de las mayores planta procesadora de leche de Pais X. Esta planta consume anualmentemas de 30,000,000 litros de leche cruda en la producción de una gran variedad de productos, los cualesincluyen
< leche pasteurizada,< leche de larga vida UHT,< leche saborizada,< mantequilla,< crema de leche,< yoghurt, y< leche en polvo.
El diagnóstico realizado por el CPC dio como resultado la formulación de 20 recomendaciones deprevención de la contaminación y de mejora de eficiencia, las cuales son presentadas en forma detalladaen el capitulo 4 de este informe. Se estima que la implementación de estas recomendaciones tendría elsiguiente impacto sobre el rendimiento de la empresa.
Valor Impacto económico
Ahorro en agua de pozo 45,950 m3/año 28% de ahorro 11,900 US$/año
Reducción en elvolumen del efluentefinal
51,940 m3/año 32% de reducción 30,600 US$/año
Ahorro en vapor 234,900 Mcal/año 2,300 US$/año
Ahorro en electricidad 27,190 kWh/año 2,000 US$/año
Reducción en pérdidasde producto
156,400 litros deleche/año
0.4% del volumen totalde leche procesada
43,700 US$/año
Recuperación demermas de leche paraalimento animal
348,900 litros/año0.9% del volumen total
de leche procesada9,700 US$/año
Reducción en la cargade DBO generada por laplanta
55,600 kg DBO/año 54% de reducción
Impacto económico total = 100,200 US$
Las 20 recomendaciones del CPC son resumidas en el siguiente cuadro.

4
No. Recomendación Beneficios ambientales Beneficios económicos
4.1.1. Crear un programa general de ahorro de agua< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
4.1.2. Reparar fugas< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
2,310 US$/año
4.1.3.Eliminar pérdidas de agua por rebalse de los tanques decompensación de las pasteurizadoras y de los tanques dehidrólisis (Modelo Y)
< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
5,640 US$/año
4.1.4. Recuperar el agua de lubricación de la clarificadora y de lashomogenizadoras
< Ahorro de agua< Reduce el volumen de aguas residuales
4,660 US$/año
4.1.5.Recuperar el agua de enfriamiento de las envasadoras, el aguade lubricación de los sellos de las bombas de los evaporadores,y el agua del sello de la bomba de vacío (evaporadores)
< Ahorro de agua< Reduce el volumen de aguas residuales
7,090 US$/año
4.1.6. Optimizar la operación de la lavadora de tachos
< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales< Mejora el lavado de los tachos
3,080 US$/año
4.1.7. Reducir el consumo de agua en las mangueras< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
10,500 US$/año
4.1.8. Optimizar las operaciones de lavado de los cisternas< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
2,330 US$/año
4.1.9.Utilizar los condensados del primer efecto de los evaporadorespara riego
< Elimina el uso de agua de pozo para riego< Reduce el volumen de aguas residuales< Reduce la carga de DBO del efluente
6,250 US$/año
4.1.10.Instalar regaderas eficientes en los vestidores y en lasviviendas de los empleados
< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
Ahorro = 5,060 US$/añoCosto = 120 US$Período de retorno = 9 días
4.1.11. Dividir y cubrir el depósito principal de agua de la planta < Ahorro de agua< Mejora la calidad del agua de planta

5
4.2.1.Optimizar la recuperación de leche de los tachos antes de queentren a la lavadora
< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales< Reduce la carga de DBO del efluente< Reduce las pérdidas de producto
5,630 US$/año
4.2.2. Recuperar la descargas de “lodos” de la clarificadora yutilizarlas como alimento para animales
< Ahorro de agua< Reduce el volumen de aguas residuales< Reduce la carga de DBO del efluente< Convierte un contaminante en un
subproducto
4,660 US$/año
4.2.3.Recuperar la aguas de empuje de producto y de los primerosenjuagues de líneas y equipos y utilizarlas como alimento paraanimales
< Ahorro de agua< Reduce el volumen de aguas residuales< Reduce la carga de DBO del efluente< Reduce las pérdidas de producto
5,110 US$/año
4.2.4. Reducir el volumen de leche contenido en las líneas antes derealizar las operaciones de lavado
< Ahorro de agua< Reduce el volumen de aguas residuales< Reduce la carga de DBO del efluente< Reduce las pérdidas de producto
30,660 US$/año
4.2.5. Recuperar las mermas de leche contenidas en los cisternasantes de lavarlos
< Ahorro de agua< Reduce el volumen de aguas residuales< Reduce la carga de DBO del efluente< Reduce las pérdidas de producto
7,500 US$/año
4.2.6. Optimizar la reutilización de soluciones de soda cáustica yácido nítrico
< Mejora la calidad del efluente
4.3.1. Mejorar la calidad de los efluentes de Planta X < Mejora la calidad de las aguas industrialesde la planta
4.3.2.Reemplazar el sistema de agua/vapor por un sistema dedistribución de agua fría/caliente
< Ahorro de agua< Ahorro de energía< Reduce el volumen de aguas residuales
4.3.3. Establecer un sistema de gestión ambiental (SGA)
< Facilita la implementación de lasrecomendaciones
< Permite la implementación de un sistema demejora continua en eficiencia y prevenciónde la contaminación

6
CAPITULO 2: OBJETIVOS DEL CENTRO DE PREVENCION DE LA CONTAMINACION (CPC)
El CPC está siendo implementado en Pais X bajo el liderazgo de XXX, con el apoyo técnico yadministrativo de la empresa Hagler Bailly Consulting Inc. y con el financiamiento de USAID.
El objetivo principal del CPC es el de promover las prácticas de producción más limpia (PML), quepostula los conceptos de la prevención de la contaminación y la eficiencia energética, en los sectoresproductivos de Pais X, jugando el papel de articulador de la oferta y la demanda de estos servicios en elpaís. Para tal efecto, en base a la experiencia lograda por ambos proyectos después de tres años de trabajoen el país, se detectaron las barreras que impiden este tipo de prácticas.
Entre las principales barreras se encuentran:
< La falta de capacidad técnica en el país. Antes del ingreso de ambos proyectos a Pais X el tema dePML era totalmente desconocido;
< la falta de líneas de financiamiento para apoyar este tipo de prácticas; y< la falta de información oportuna y pertinente.
Para contribuir a eliminar las barreras mencionadas el CPC se han fijado los siguientes objetivosespecíficos:
< Contribuir a generar una masa crítica de profesionales del Pais X capaces de llevar adelante proyectode PML y generar la oferta de servicios;
< continuar realizando auditorías de PML para difundir los beneficios de estas prácticas, y generar unademanda, así como para entrenar a los profesionales del Pais X en el terreno;
< crear un fondo de apoyo al sector productivo para financiar las prácticas de PML; y< apoyar el fortalecimiento de centros de información sobre el tema.
El CPC está ubicado en XXXXXXXXXXXXXXXXXXXX.
El diagnostico de Planta X fue realizado en fecha X por un equipo formado por:
< Participante X; y< Patricio González Morel, Ingeniero Ambiental de Hagler Bailly Services.

7
CAPITULO 3: INFORMACION DE BASE SOBRE LA PLANTA
3.1. Datos de referencia utilizados en los cálculos presentados en este informe
< El ingreso promedio de leche cruda a la planta es de 107,942 litros/día, 365 días/año, lo que equivalea un ingreso total de 39,399,000 litros/año.
< Un 50% de la leche cruda es transportado en tachos, y el otro 50% es transportado en tanquescisternas.
< La leche cruda tiene un costo de 0.28 US$/litro.
3.2. Uso de agua
< El agua utilizada en Planta X proviene de 3 pozos ubicados en el predio de la planta. Toda el aguaextraída de estas cuatro fuentes llega a un depósito central, el cual sirve como tanque dealmacenamiento y punto de distribución central para toda el agua consumida en el predio. Debido aque el depósito no cuenta con ningún tipo de cubierta o techado, esta forma de almacenamiento tienecomo resultado la contaminación del agua de pozo con materia orgánica y mineral (algas, insectos,hojas, tierra, y polvo). Antes de ser utilizada en la planta, el agua de este depósito central es filtradaen un filtro de arena pero no es desinfectada.
Cabe hacer notar que Planta X está planeando realizar en un futuro próximo una mejora notable ensu manejo del agua de pozo. Este proyecto incluye el sellado/techado del depósito de agua y ladesinfección del agua de planta con cloro u otro medio.
< La planta no cuenta con ningún medidor de agua o caudalímetro, por lo tanto los valores presentadosy utilizados en este informe son estimaciones basadas sobre los caudales y los tiempos de operaciónde los 4 pozos. Según información proporcionada por Planta X, el consumo promedio de agua es:
Consumo de agua en el predio de Planta X = 445 m3/día= 13,540 m3/mes= 162,430 m3/año
Indice de uso de agua en Planta X = (162,430 m3 agua/año) / (39,399 m3 leche/año)= 4.1 litro de agua/litro de leche procesada
El agua de pozo es consumida principalmente en la planta procesadora de leche, la planta de derivados,los vestidores de obreros, las viviendas de empleados, el comedor central, y en las áreas verdes de laplanta.
La siguiente tabla presenta una estimación del uso de agua en varias operaciones y actividades realizadasen el predio de Planta X.

8
Equipo o área Tiempo de operaciónCaudal(lit/min)
Volumen(m3/día)
Volumen(m3/año)
Lavadora de tachos (el consumo de agua incluye las pérdidaspor fugas en los tapones y válvulas) 5 horas/día, 365 días/año 58.3 17.5 6,390
Clarificadora - salida por la tubería de descarga de lodos 9.5 horas/día, 365 días/año 2.3 1.3 479
Clarificadora - salida por la tubería de descarga de agua 9.5 horas/día, 365 días/año 19.4 11.0 4,036
Pasteurizadora de leche – rebalse del tanque pulmón (~50ºC) 9.5 horas/día, 365 días/año 8.0 4.6 1,664
Pasteurizadora de producto X – rebalse del tanque pulmón 4 horas/día, 298 días/año 48 11.5 3,427
Tanques de hidrólisis (dos tanques) 4 h/día, 298 días/año 2 x 10 2 x 2.4 1,430
Homogenizadora Modelo X – lubricación de los pistones 9.5 horas/día, 365 día/año 5.6 3.2 1,165
Homogenizadora de producto X - lubricación de los pistones 4 horas/día, 298 días/año 5.0 1.2 358
Homogenizadora de leche UHT - lubricación de los pistones 6 horas/día, 298 días/año 3.1 1.1 333
Envasadora de bolsas de polietileno - sala de envasado delíquidos 7 horas/día, 298 días/año 2.7 1.1 328
Envasadora de bolsas de polietileno - sala de envasado delíquidos 7 horas/día, 298 días/año 2.3 1.0 288
Envasadora de bolsas de polietileno - sala de envasado delíquidos 7 horas/día, 298 días/año 2.6 1.1 325
Envasadora de bolsas de polietileno - sala de envasado delíquidos 7 horas/día, 298 días/año 4.1 1.7 513
Envasadora de bolsas de polietileno - línea de leche UHT 6 horas/día, 298 días/año 4.1 1.5 440
Lavado del equipo de UHT - consumo fijo estimado en 6,000litros por lavado
1 lavado por día298 días/año 6.0 1,788
Lubricación de los sellos de las 6 bombas de los evaporadores~17.9 horas/día, 365
días/año 9.2 9.9 3,606
Bomba de vacío – evaporadores~17.9 horas/día, 365
días/año 9.7 10.4 3,802
25 mangueras en planta (excluyendo las 2 mangueras en área delavado de cisternas)
30 min/día/manguera365 días/año 90 67.5 24,637
Lavado de cisternas - agua proveniente del tanque de aguacaliente
4 cisternas/día365 días/año 4.0 1,460
Lavado de cisternas - agua de las mangueras30 min/cisterna, 365
días/año 90 10.8 3,940
Fugas de agua en la planta 8.9 3,251
Retrolavado del filtro de arena 15 minutos cada dos días 1,200 3,285
Alimentación de calderas (asumiendo un consumo de vapor de20,000 TM/año y una recuperación de condensados de 50%) 10,000
Servicio sanitario (para 250 empleados)Uso promedio de agua =
50 lit/cap/día 8.9 3,250
Vestidores (duchas para 115 obreros) 15.7 5,741
Comedor (para 250 empleados)Uso promedio de agua =
26 lit/cap/día 4.6 1,690
Volumen total de agua consumida en las operaciones evaluadas por el CPC = 87,626 m3/año

9
Distribucion del uso de agua en la empresa
Calderas11%
Duchas en los vestidores
7%
Servicios sanitarios y comedor
6%
25 mangueras de la planta29%
Bombas de los evaporadores y bomba
de vacio8%
Rebalse de los tanques de compensacion
7%
Retrolavado del filtro de arena
4%
Lavado de las cisternas6%
Lubricacion homogenizadoras
2%
Agua de enfriamiento de las envasadoras
2%
Clarificadora5%
Lavadora de tachos7%
Lavado del equipo UHT2%
Fugas4%
3.3. Volumen y características de las aguas residuales
Volumen del efluente final
Planta X no cuenta con vertederos u otros equipos para medir el volumen de aguas residuales descargadaspor la planta. Debido a la falta de datos confiables, este informe asumirá que el volumen de aguadescargada al drenaje es igual al volumen de agua extraída de los pozos - i.e., 445 m3/día ó 162,430m3/año. Esta suposición puede justificarse considerando los siguientes factores:
< No se le agrega agua a ningún producto elaborado en Planta X, de tal manera que dichos productos nopueden ser considerados como una salida posible para el agua extraída de los pozos.
< Los condensados del primer efecto generados en la elaboración de leche en polvo (es decir, el aguaproveniente de la leche procesada en el evaporador) aumenta el volumen del efluente de la planta enaproximadamente 10,600 m3/año.
< El agua potable utilizada para el riego de las áreas verdes reduce el volumen del efluente de la planta.< Las pérdidas de agua por evaporación en el depósito de agua, fugas subterráneas y rebalses en áreas
no conectadas al drenaje también reducen el volumen del efluente de la planta.
Valores de referencia utilizados en los cálculos de aguas residuales
DBO5 de la leche cruda = 104,600 mg/litro (fuente: EPA 84)DQO de la leche cruda = 173,000 mg/litro (fuente: EPA 84)Relación DBO5/DQO de la leche cruda = 0.605 (fuente: EPA 84)
Relación DBO5/DQO del efluente final de Planta X = (578 mg/lit)/(880 mg/lit)= 0.66

10
Calidad del efluente final
Según la fuente de información que se considere, la DBO en el efluente final de Planta X varia entre 578mg/lit y 691 mg/lit (promedio de las muestras analizadas para la evaluación horaria del efluente final de laplanta incluida en el informe de pre-evaluación de Planta X). La concentración de DBO que se utilizaráen este informe será la media aritmética de los dos valores indicados: 635 mg/litro.
Utilizando los valores estimados del volumen y de la DBO del efluente final, la carga contaminante totalgenerada por la planta es:
Carga total de DBO generada por Planta X = (162,430 x 103 lit/año) x (635 mg DBO/lit)= 103,140 kg DBO/año= 283 kg DBO/día
Indice de contaminación generada = (283 kg DBO/día)/(107,942 lit leche cruda procesada/día)= 2.62 kg DBO/1,000 lit leche cruda procesada
Es necesario señalar que los dos valores presentados arriba corresponden a la descarga total decontaminantes del predio de Planta X, y por lo tanto incluyen la carga de DBO generada en los serviciossanitarios, en las viviendas y en el comedor además de la carga de contaminantes industriales. Si se asumeque un 90% de la carga de DBO en el efluente final proviene de pérdidas de producto en las varias áreasde la planta (ver justificación en Sección 3.4.), la pérdida total de leche en Planta X puede estimarse de lasiguiente manera.
Carga de DBO de fuentes industriales = 90% x (103,140 kg DBO/año)= 92,826 kg DBO/año
Carga de DBO en equivalente leche = (92,826 kg DBO/año) / (104,600 mg DBO/lit leche)= 887,400 lit leche/año= 2,430 lit leche/día
Indice de pérdida de producto en Planta X = (pérdidas totales de leche) / (entrada total de leche cruda)= (887,400 lit/año) / (39,399,000 lit leche cruda/año)= 22.5 litros leche/1,000 litros leche cruda procesada= 2.25 %
3.4. Evaluación de las pérdidas de producto en planta y de la generación de DBO por Planta X
El siguiente cuadro y diagrama resume los volúmenes de producto y las cargas de DBO generada por lasprincipales operaciones realizadas en el predio de Planta X.
Area o operación Pérdida de leche(lit leche/año)
Carga de DBO(kg DBO/año)
Pérdidas en muestras y control de calidad - leche en tachos: 10 lit leche/día,365 días/año (fuente: pre-informe de Planta X)
3,650 382
Pérdidas en muestras y control de calidad - leche en cisterna: 3 lit leche/día,365 días/año (fuente: pre-informe de Planta X)
1,095 115
Descarga de leche en el efluente de la lavadora de tachos: 220 lit leche/día,365 días/año (ver Sección 4.2.1.)
40,240 4,209
Descarga de leche por la clarificadora: 456 lit leche/día, 365 días/año (verSección 4.2.2.)
166,440 17,410
Empujes de producto en sala de yoghurt: 2 empujes de producto al día, 82.5lit de equivalente leche/empuje, 298 días/año (ver Anexo I)
49,170 5,143

11
Empujes de producto en otras áreas de la planta: 8 empujes por día, 365días/año, 662.5 litros de equivalente leche/empuje (ver Anexo I)
182,500 19,090
Descarga de leche en el lavado de los tanques cisterna (ver Anexo I) 33,900 3,546Descarga de leche en los condensados del primer efecto = (10,600 m3 decondensados/año) x (0.25% leche)
26,500 2,770
Carga de DBO generada en los servicios sanitarios - 2,600Totales 503,495 55,265
Distribucion de la carga de DBO generada por la empresa
Descarga de aguas de empuje
43%
Aguas de lavado de las cisternas
6%
Condensados del primer efecto
5%Lodos de la clarificadora
32%
Descarga de la lavadora de tachos
8%
Perdidas en muestras y control de calidad
1%
Servicios sanitarios5%
Mermas y pérdidas totales según Planta X = 358 litros/día (fuente: pre-informe Planta X)= 130,670 lit/año
Indice de mermas y pérdidas según Planta X = (358 litros leche)/(107,942 litros de leche cruda)= 3.32 litros leche/1,000 litros de leche cruda= 0.33 %
Debido a la gran diferencia que existe entre los valores presentados en este cuadro y en la Sección 2.3 conlas pérdidas estimadas por Planta X, se recomienda que la empresa evalúe los valores presentados en elinforme y sus métodos para estimar sus pérdidas.

12
3.5. Costos relacionados con el uso de agua en Planta X
Actualmente Planta X no paga ni por el agua que extrae de los pozos ni por las aguas residuales quedescarta. Sin embargo la empresa ha sido notificada por las autoridades locales que, en un futuropróximo, se le cobrará, tanto por su consumo de agua de pozo, como por su descarga de agua residuales.Las tarifas que serán aplicadas a la industria en Ciudad X todavía no han sido establecidas, pero se puedehacer una aproximación utilizando las tarifas propuestas para otras ciudades del Pais X. Por ejemplo, lastarifas de agua de pozo y aguas residuales propuestas para la Ciudad Z son aproximadamente:
< agua extraída de pozo propio = 0.22 US$/ m3
< agua descargada al sistema de drenaje = 1.19 US$/ m3
En los cálculos presentados en este informe, se asumirá que las tarifas futuras para la extracción de aguade pozo y la descarga de aguas residuales en Ciudad X serán equivalentes a un 50% de las tarifaspropuestas para Ciudad Z.
Además de estas tarifas externas, es importante notar que la extracción, el manejo y el tratamiento deagua de pozo tienen un costo interno real para cualquiera empresa. Este costo proviene del valor de losequipos, insumos y mano de obra utilizados en todas las operaciones necesarias a la producción del aguade planta, tales como:
< el consumo de energía eléctrica de las bombas de los pozos y de las varias bombas de la planta;< la depreciación de los pozos, de las bombas, de los hidroneumáticos, y de los equipos de tratamiento
(filtros, clorinadores, etc.);< la mano de obra utilizada para la operación, la supervisión, el mantenimiento y la limpieza de todos
los equipos e instalaciones de manejo, almacenamiento y tratamiento de agua.
Según estudios detallados realizados recientemente en plantas de la Ciudad X por el CPC, el costo real deproducción de agua de pozo varía generalmente entre 0.15 y 0.25 US$/ m3. En base a estos resultados, seutilizará en este informe el valor conservador de 0.15 US$/ m3 para representar el costo interno deproducción de agua en Planta X.
Cabe también señalar que, probablemente dentro de poco, las autoridades locales empezarán a cobrar unatarifa adicional para tomar en cuenta la calidad del efluente descargado por las empresas. Esto ya estáocurriendo en Ciudad W, donde se está estudiando la posibilidad de facturar a las industrias por elvolumen de agua residuales descargado, y por su contenido de DBO y sólidos en suspensión totales(SST).
En resumen, los costos asumidos en este informe para el uso y la descarga de agua por Planta X son:
(a) costo interno de producción de agua 0.15 US$/m3
(b) tarifa para la extracción de agua de pozo 0.11 US$/m3
(c) costo total del agua = (a) + (b) 0.26 US$/m3
(d) tarifa para la descarga de aguas residuales 0.59 US$/m3

13
3.6.Comparación del rendimiento de Planta X con los “indicadores” para la industria lechera
< Indice de uso de agua en la industria lechera = 1 a 4 lit agua/lit leche procesada (fuente: NCACS 89)
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Uso de agua
lit agua/lit leche 1 4 4.1
Industria (valor min)
Industria (valor max)
Planta X
< Concentración de DBO en el efluente de plantas lecheras = 500 a 4,000 mg DBO/lit (EPA 84). Elvalor bajo de DBO en el efluente de Planta X es debido sobre todo a su consumo excesivo de agua.
0
1000
2000
3000
4000
5000
Concentracion de DBO en el efluente final de la planta
mg DBO/lit 500 635 4000
Industria (valor min)
Planta XIndustria (valor
max)
< Indice de contaminación por plantas lecheras = 0.41a 16.4 kg DBO/1000 kg leche procesada (EC 96)
0
5
10
15
20
Indice de contaminacion por plantas lecheras
mg DBO/lit 0.41 2.6 16.4
Industria (valor min)
Planta XIndustria (valor
max)

14
CAPITULO 4: RECOMENDACIONES
4.1. MEDIDAS DE AHORRO DE AGUA
Los beneficios relacionados con el ahorro de agua en Planta X incluyen:
< Al reducir su consumo de agua, Planta X logrará reducir sus costos de operación. Actualmente, PlantaX gasta más de 24,000 US$/año para abastecerse de agua (162,430 m3 a un costo de 0.15 US$/año).En un futuro cercano, se estima que este gasto aumentará a más de 42,000 US$/año (162,430 m3/añoa un costo de 0.26 US$/m3).
< Al reducir su consumo de agua, Planta X logrará facilitar su futuro abastecimiento de este insumoindispensable. El nivel de la napa freática en Ciudad X está bajando debido a la sobre explotación delos pozos con respecto a la tasa de recarga natural del acuífero, y cada día resulta más difícil extraeragua de la tierra. Dos de los pozos de la planta se han secado, y el rendimiento de los pozos activos dela planta ya ha bajado notablemente en los últimos años.
< Visto que prácticamente cada litro de agua potable utilizado en la planta se convierte en un litro deagua residual, Planta X logrará minimizar sus efluentes al implementar un programa de ahorro deagua. Si Planta X no reduce su consumo de agua, se estima que podría pagar más de 95,000 US$/añopara descargar sus aguas residuales al sistema de drenaje de Ciudad X (162,430 m3/año a un costo de0.59 US$/m3).
< Dada la concentración elevada de DBO en el efluente generado por Planta X, aumentar el consumo deagua para de “diluir” los efluentes es una estrategia negativa. Planta X debería incrementar por unfactor de 8 su consumo de agua para lograr una concentración de DBO aceptable en su efluente final.

15
4.1.1. Crear un programa general de ahorro de agua
Situación actual
< El consumo de agua en el predio de Planta X es excesivo y alcanza los 4.1 litros de agua por litro deleche cruda procesada. Hasta ahora, la empresa ha prestado poca atención al uso eficiente de esteinsumo aun si todos están conscientes del severo problema de agua que afecta el Ciudad X. Losoperarios no aplican ninguna medida de ahorro de agua en sus operaciones diarias, y la planta nocuenta con ningún dispositivo de ahorro de agua.
Recomendaciones
Se recomienda que Planta X inicie un programa general de ahorro de agua en todas las áreas del predio.Este programa debería involucrar a todo el personal de la empresa, incluyendo la gerencia, los serviciosde mantenimiento y los obreros. Los elementos principales de este programa son presentados acontinuación.
< Concientizar a todos los empleados de la empresa de la necesidad de ahorrar agua. Todos deben darsecuenta que el agua tiene un costo real que afecta la rentabilidad de la empresa (0.26 US$ por m3), yque el agua utilizada en el predio se convierte en agua residual por la cual la empresa será facturada(0.59 US$). El agua debe ser considerada por todos como un insumo importante y valioso.
< Instalar medidores de agua en áreas clave de la planta - por ejemplo, en los pozos y en las diferentesáreas de producción (recepción de leche, línea básica, envasado productos líquidos, etc.). Debido aque Planta X está planeando instalar medidores de electricidad en varias áreas de la planta y cobrarlea cada departamento su consumo proprio de electricidad, la empresa debería establecer el mismo tipode programa para el agua. El costo de medidores de aguas es mínimo.
< Instaurar un programa de monitoreo del consumo de agua en todas las áreas de la planta que seránequipados con medidores. Los datos recolectados de los medidores servirán para:
• calcular los índices de uso de agua de la planta y de sus departamentos claves;• evaluar los logros de los esfuerzos de conservación de agua (lo que no se mide no se puede
controlar);• asegurarse que los operarios de proceso respeten las medidas y prácticas de ahorro de agua
establecidas por la empresa;• identificar fugas de agua.
< Establecer metas de uso de agua para la planta y los departamentos claves (por ejemplo, 2 litros deagua por litro de leche procesada).
< Involucrar a la alta gerencia en el programa de ahorro de agua. Sin apoyo de alto nivel este programano dará resultados.
< Capacitar a todos los empleados sobre prácticas de ahorro de agua.
< Instalar pistolas en todas las mangueras. Utilizar boquillas caseras equipadas con válvulas de cierre encaso de que los modelos comerciales de larga duración no se encuentren en el mercado local.
< Nunca utilizar las mangueras como escobas o cepillos. Los operadores deberían utilizar cepillos(raspadores) de goma en todas las operaciones de limpieza de piso y usar las mangueras solamentepara realizar un enjuague final.

16
< Tomar las precauciones necesarias para evitar fugas, salpicaduras y derrames de producto. Deacuerdo al límite de 80 mg DBO/lit impuesto para las aguas residuales por la ley del Pais X de medioambiente, cada litro de leche descargado al drenaje contamina a más de 1,300 litros de agua pura.Además, la limpieza del piso y equipos consume un volumen importante de agua. Planta X debeasegurase que todos sus empleados entiendan porqué debe evitarse todas las pérdidas de producto.
< Drenar lo máximo posible de producto contenido en tanques, equipos y líneas antes de iniciar lasoperaciones de limpieza.

17
4.1.2. Reparar fugas
Situación actual
Durante el curso del diagnóstico se identificaron varias fugas las cuales resultan en una pérdida de 3,251m3/año, lo que corresponde al 2.0 % del consumo total de agua de la planta. Las fugas identificadas por elequipo del CPC están resumidas en la siguiente tabla.
Ubicación Pérdidas (lit/día) Pérdidas (lit/mes)Válvula de la pasteurizadora de crema 170 5,170Válvula de la pasteurizadora de leche 50 1,520Válvula del tanque Modelo Y 504 15,320Manguera #1 en sala yoghurt 230 6,990Manguera #2 en sala yoghurt 190 5,780Manguera #1en área de recepción de leche 860 26,140Manguera #2 en área de recepción de leche 140 4,260Válvula en filtro de agua 2,160 65,660Chisguetes del último enjuague de la lavadora de tachos 290 8,820Mingitorios en baño de empleados 3 x 1,440 43,780Pérdidas totales 8,910 270,900
Recomendaciones
Se recomienda que Planta X inicie un programa de identificación y reparación de fugas. Este programadebería cubrir todo el predio de Planta X, incluyendo las áreas de producción, los baños y vestidores deempleados (es interesante notar que las fugas más importantes identificadas se encuentran en losvestidores), las áreas verdes, las viviendas y el sistema de distribución de agua.
El equipo de mantenimiento podrá también utilizar los medidores de agua para identificar fugas de aguasubterráneas.
Datos, suposiciones y cálculos
< Debido a que las fugas identificadas por el equipo de PC son muy obvias y visibles, se estima quePlanta X podría fácilmente reducir este tipo de fugas en un 90% con un buen programa anti-fugas.
< Se estima que un 90% del agua proveniente de las fugas se convierte en aguas residuales.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
Ahorro en agua = 90% x 3,251 m3/año= 2,930 m3/año= 760 US$/año
Ahorro en aguas residuales = 90% x 90% x 3,251 m3/año= 2,630 m3/año= 1,550 US$/año
Ahorro económico total = 2,310 US$/año

18
4.1.3. Eliminar pérdidas de agua por rebalse de los tanques de compensación de laspasteurizadoras y de los tanques de hidrólisis (Modelo Y)
Situación actual
Según el manual de operaciones para las pasteurizadoras de leche y crema, los operarios deben “cargaragua a los calentadores de agua hasta rebalse de los tanques de compensación”. Pero en realidad, lasválvulas que sirven para cargar los calentadores de agua se mantienen abiertas durante todo el período deoperación de estos equipos. El agua que rebalsa de los tanques de compensación es descargadadirectamente al drenaje.
Equipo Tiempo deoperación
Caudal(lit/min)
Volumen(m3/día)
Volumen(m3/año)
Pasteurizadora de leche - rebalse del tanquepulmón (~50ºC)
9.5 horas/día,365 días/año
8.0 4.6 1,664
Pasteurizadora de Producto X - rebalse deltanque pulmón
4 horas/día,298 días/año
48 11.5 3,427
Tanques de hidrólisis – Modelo Y (dostanques)
4 h/día,298 días/año
10 2 x 2.4 1,430
Pérdidas totales 20.9 6,521(4 % del total)
Solo el rebalse continuo del tanque de compensación de la pasteurizadora de crema es recolectado ydescargado al depósito de agua ubicado al lado de la sala de máquinas.
Recomendaciones
< Verificar el funcionamiento de los calentadores de agua de las pasteurizadoras para asegurarse que elnivel de agua establecido en el tanque de compensación se mantenga a lo largo del día. En una pruebarealizada durante el diagnóstico, se notó que, al cerrar la llave de alimentación del calentador de aguade la pasteurizadora de leche, el nivel de agua en el tanque de compensación bajaba notablemente enmenos de 30 minutos. Esta “desaparición” de agua debería ser investigada.
< Capacitar a los operarios para que respeten los procedimientos establecidos en el manual deoperaciones.
< Investigar la posibilidad de modificar el sistema de compensación de los tanques Modelo Y.Actualmente, los tanques Modelo Y están equipados de “cámaras de compensación” muy pequeñasubicadas al nivel del piso y, según indicaciones de los operarios, el buen funcionamiento de este tipode sistema requiere un rebalse continuo de las cámaras de compensación.
< Si no es posible eliminar el rebalse continuo de estos equipos, Planta X debería entubar estasdescargas para que puedan ser enviadas al depósito de agua de la planta.
< Instalar el punto de descarga del agua de rebalse de los tanques de compensación en un lugarfácilmente visible. Actualmente, los puntos de descargas están ubicados al nivel del piso o sonocultados con tolvas de tal manera que es fácil no darse cuenta del desperdicio de agua.
Datos, suposiciones y cálculos
a) Estimación del ahorro en agua logrado eliminando los rebalses de los tanques de compensación
< Tal como se indica en el cuadro, las pérdidas de agua por rebalse alcanzan los 6,520 m3/año.< Se estima que un 90% del agua descargada por rebalse se convierte en agua residual.

19
< Se asume que estos rebalses podrían ser completamente eliminados.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
Ahorro en agua = 6,520 m3/año= 1,690 US$/año
Ahorro en aguas residuales = 90% x 6,520 m3/año= 5,870 m3/año= 3,460 US$/año
b) Estimación del ahorro en energía logrado eliminando el rebalse de agua caliente del tanque decompensación de la pasteurizadora de leche
< Temperatura del agua de pozo = 20ºC< Temperatura del agua de rebalse = 50ºC.< Volumen de agua descargada por rebalse del tanque de compensación de la pasteurizadora de leche =
1,664 m3/año< Densidad del agua = 1000 kg/m3
< Capacidad calorífica del agua = 1 kcal/kg/ºC< Costo de la energía térmica contenida en el vapor = 8.50 US$/MWh ó 9.9 x10-6 US$/kcal (fuente:
equipo de Eficiencia Energética del CPC)
Ahorro en energía = (1,664 x103 kg/año) x (50ºC - 20ºC) x (1 kcal/kg/ºC)= 49.9 x 106 kcal/año
Ahorro en vapor = (49.9 x 106 kcal/año) x (9.9 x10-6 US$/kcal)= 490 US$/año
c) Estimación del ahorro total
Ahorro económico total = ahorro en agua de planta + ahorro en aguas residuales + ahorro en vapor= 1,690 US$/año + 3,460 US$/año + 490 US$/año= 5,640 US$/año
20
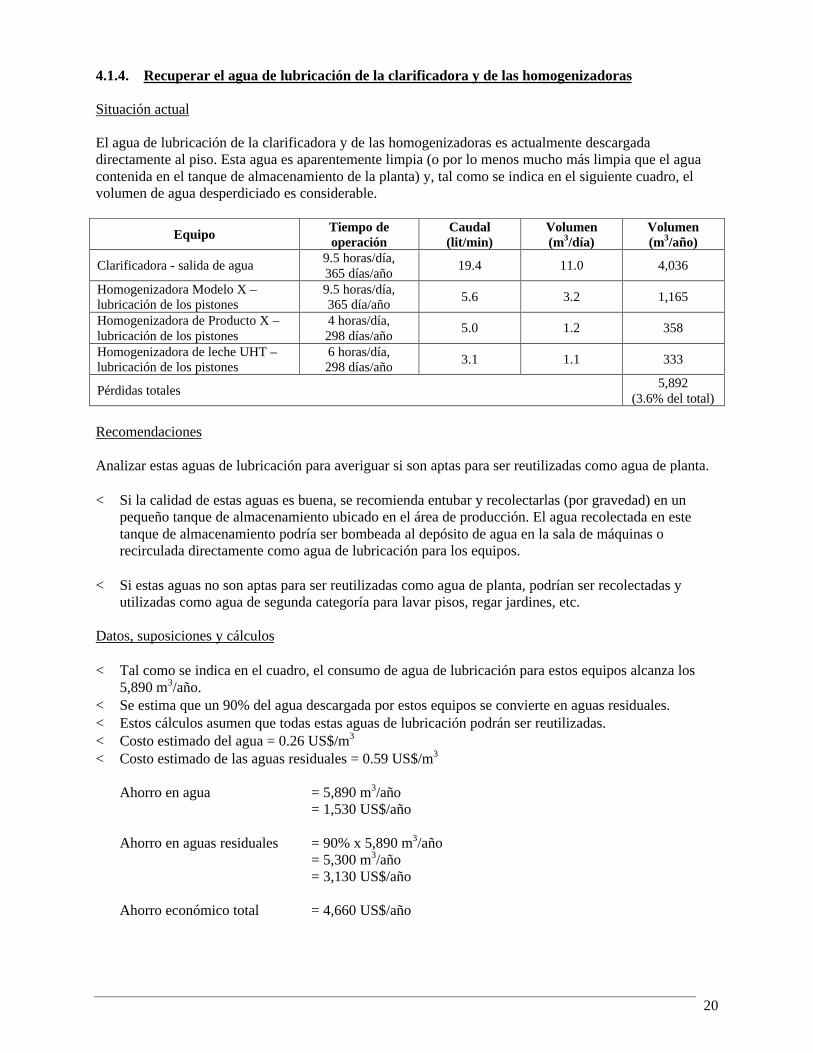
4.1.4. Recuperar el agua de lubricación de la clarificadora y de las homogenizadoras
Situación actual
El agua de lubricación de la clarificadora y de las homogenizadoras es actualmente descargadadirectamente al piso. Esta agua es aparentemente limpia (o por lo menos mucho más limpia que el aguacontenida en el tanque de almacenamiento de la planta) y, tal como se indica en el siguiente cuadro, elvolumen de agua desperdiciado es considerable.
Equipo Tiempo deoperación
Caudal(lit/min)
Volumen(m3/día)
Volumen(m3/año)
Clarificadora - salida de agua 9.5 horas/día,365 días/año
19.4 11.0 4,036
Homogenizadora Modelo X –lubricación de los pistones
9.5 horas/día,365 día/año
5.6 3.2 1,165
Homogenizadora de Producto X –lubricación de los pistones
4 horas/día,298 días/año
5.0 1.2 358
Homogenizadora de leche UHT –lubricación de los pistones
6 horas/día,298 días/año
3.1 1.1 333
Pérdidas totales 5,892(3.6% del total)
Recomendaciones
Analizar estas aguas de lubricación para averiguar si son aptas para ser reutilizadas como agua de planta.
< Si la calidad de estas aguas es buena, se recomienda entubar y recolectarlas (por gravedad) en unpequeño tanque de almacenamiento ubicado en el área de producción. El agua recolectada en estetanque de almacenamiento podría ser bombeada al depósito de agua en la sala de máquinas orecirculada directamente como agua de lubricación para los equipos.
< Si estas aguas no son aptas para ser reutilizadas como agua de planta, podrían ser recolectadas yutilizadas como agua de segunda categoría para lavar pisos, regar jardines, etc.
Datos, suposiciones y cálculos
< Tal como se indica en el cuadro, el consumo de agua de lubricación para estos equipos alcanza los5,890 m3/año.
< Se estima que un 90% del agua descargada por estos equipos se convierte en aguas residuales.< Estos cálculos asumen que todas estas aguas de lubricación podrán ser reutilizadas.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
Ahorro en agua = 5,890 m3/año= 1,530 US$/año
Ahorro en aguas residuales = 90% x 5,890 m3/año= 5,300 m3/año= 3,130 US$/año
Ahorro económico total = 4,660 US$/año

21
4.1.5. Recuperar el agua de enfriamiento de las envasadoras, el agua de lubricación de los sellosde las bombas de los evaporadores, y el agua del sello de la bomba de vacío (evaporadores)
Situación actual
Las aguas de enfriamiento y lubricación utilizadas en estos equipos son actualmente descargadasdirectamente al drenaje. Estas aguas son aparentemente limpias (o por lo menos mucho más limpias queel agua contenida en el tanque de almacenamiento de la planta) y, tal como se indica en el siguientecuadro, el volumen de agua desperdiciado es considerable.
Equipo Tiempo deoperación
Caudal(lit/min)
Volumen(m3/dia)
Volumen(m3/año)
Envasadora de bolsas de polietileno- sala de envasado de líquidos
7 horas/día, 298días/año
2.3 1.0 288
Envasadora de bolsas de polietileno- sala de envasado de líquidos
7 horas/día, 298días/año
2.6 1.1 325
Envasadora de bolsas de polietileno- sala de envasado de líquidos
7 horas/día, 298días/año
4.1 1.7 513
Envasadora de bolsas de polietileno- línea de leche UHT
6 horas/día, 298días/año
4.1 1.5 440
Lubricación de los sellos de las 6bombas de los evaporadores
~17.9 horas/día,365 días/año
9.2 9.9 3,606
Bomba de vacío – evaporadores ~17.9 horas/día,365 días/año
9.7 10.4 3,802
Pérdidas totales 8,974
Recomendaciones
< Analizar estas aguas para averiguar si son aptas para ser reutilizadas como agua de planta.
• Si la calidad de estas aguas es buena, se recomienda entubar y recolectarlas (por gravedad) en unpequeño tanque de almacenamiento ubicado en cada área de producción. El agua recolectada enestos tanques podría ser bombeada al depósito de agua en la sala de máquinas o recirculadadirectamente como agua de lubricación o enfriamiento para los equipos.
• Si estas aguas no son aptas para ser reutilizadas como agua de planta, podrían ser recolectadas yutilizadas como agua de segunda categoría para lavar pisos, regar jardines, etc.
< Si no resulta posible recuperar las aguas de enfriamiento de las envasadoras, los técnicos de Planta Xtendrían que optimizar el caudal de agua de enfriamiento utilizado en cada máquina. Segúnmediciones realizadas por el equipo del CPC, la temperatura del agua de enfriamiento sube solamentede 1.5ºC (de 18ºC a 19.5ºC) al pasar por los equipos, lo que indica que el caudal de agua deenfriamiento utilizado es demasiado elevado.
Datos, suposiciones y cálculos
< Tal como se indica en el cuadro, el consumo de agua de enfriamiento y lubricación en estos equiposalcanza los 8,970 m3/año.
< Se estima que un 90% del agua descargada por estos equipos se convierte en aguas residuales.< Estos cálculos asumen que todas estas aguas de enfriamiento y lubricación podrán ser reutilizadas.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
Ahorro en agua = 8,970 m3/año= 2,330 US$/año

22
Ahorro en aguas residuales = 90% x 8,970 m3/año= 8,070 m3/año= 4,760 US$/año
Ahorro económico total = 7,090 US$/año

23
4.1.6. Optimizar la operación de la lavadora de tachos
Situación actual
La lavadora de tachos funciona en promedio 5 horas por día, 365 días al año. Según medicionesrealizadas por el CPC, este equipo contribuye con una parte importante del volumen y de la cargacontaminante del efluente final de la planta.
La inspección de la lavadora por el CPC reveló que su operación podría optimizarse notablemente paramejorar su rendimiento y reducir su impacto sobre el efluente final de Planta X.
Tapon metalico
Movimiento del agua durante laoperacion de la lavadora
Chisguete de agua recirculada
Chisguete de agua limpia de planta
Entrada continua de agua de plantadurante la operacion de la lavadora
Entrada detachos
Salida detachos
Camara 1
Pre-enjuague
Camara 4
Lavado final
Camara 2
Lavado inicial
Camara 3
Soda caustica
Camara 5
Secado conaire caliente
Descarga aldrenaje
Diagrama de la lavadora de tachos
(b)
(c)
(d)
(a)(a)(a)
Recomendaciones
a) Reparar los tapones de drenaje de los 3 tanques de la lavadora de tachos.
Los 3 tapones metálicos que sirven para drenar las cámaras 2, 3 y 4 sellan mal y la pérdida de aguapor fugas alcanza 904,000 litros al año (ver cuadro). En el caso de la cámara 3, estas fugas sonparticularmente graves porque producen una pérdida constante de solución de soda cáustica lo quepodría resultar en un lavado incompleto de los tachos y la contaminación de la leche cruda al díasiguiente. Debido a que la cámara 3 tiene un volumen de 500 litros, las fugas en el tapón podríandrenar completamente el baño de soda cáustica en las 5 horas de operación de la lavadora si nohubiese un aporte continuo de agua proveniente de la cámara 4.
Las mediciones hechas por el CPC se resumen en el siguiente cuadro.
Pérdida(lit/hora)
Pérdida (lit/día) Pérdida(m3/año)
Tapón de la cámara 2 (agua) 205 1,025 374Tapón de la cámara 3 (soda cáustica) 105 525 192Tapón de la cámara 4 (agua) 185 925 338Pérdidas totales 904

24
b) Modificar y volver a poner en operación el chisguete de la cámara 1
La cámara 1 está equipada con un chisguete el cual debería eliminar las mermas de leche contenida enel tacho antes de que éste entre a la cámara 2. Este pre-enjuague del tacho es muy importante porquepermite reducir considerablemente la contaminación del agua que es recirculada en las tres siguientecámaras de la lavadora.
Actualmente este chisguete no está en operación porque salpica con agua la cabina de computación ytapa la vista del operador de la computadora. Se recomienda entonces que se coloque una cortina, uotro sistema, para proteger la cabina contra las salpicaduras y que se vuelva a poner en operación elchisguete de la cámara 1.
El chisguete de la cámara 1 está actualmente conectado a la red de agua de la planta (agua limpia).Para el lavado de los tachos, esta conexión tiene poco sentido puesto que el uso del agua de lavadodebería realizarse a contracorriente - i.e., el agua más sucia debería usarse en el área donde los tachosestán también más sucios. Puede ser que el uso de agua limpia en la primera cámara sirva para evitarla contaminación con salpicaduras de agua usada de la leche cruda que cae a la bandeja derecolección de los goteos. Si es posible eliminar este riesgo de contaminación, se recomienda utilizaragua presurizada proveniente de la cámara 2 para realizar el pre-enjuague en la cámara 1. Lassalpicaduras podrían eliminarse con una cortina protectora o instalando un sensor (óptico o mecánico)que active el flujo de agua solo cuando los tachos estén directamente sobre la boca del chisguete.
c) Reparar la pared que separa la cámara 3 (soda cáustica) y la cámara 4 (lavado final)
El agujero que existe en esta pared permite la entrada de agua de la cámara 4 a la cámara 3 (debido ala entrada continua de agua de la planta en la cámara 4, el nivel del baño en la cámara 4 es siempremás alto que el nivel del baño en la cámara 3). Esta entrada de agua diluye el baño de soda cáustica yreduce la calidad del lavado de los tachos. Según mediciones del CPC, el pH del baño de sodacáustica baja de 12 a 8 en menos de 4 horas de trabajo - es decir, que al final del turno de trabajo noqueda casi nada de soda cáustica en la cámara 3.
d) Reducir el consumo de agua de la lavadora
El agua limpia entra a la lavadora por el chisguete de enjuague final y por una llave que descargaagua directamente al baño de la cámara 4. No existe ningún sistema para medir o evaluar el volumende agua consumido por la lavadora (según mediciones del CPC, el consumo promedio total de lalavadora es de 58 litros por minuto). La salida del efluente de la lavadora se hace por un tubo dedescarga ubicado en la cámara 1 y que descarga las aguas servidas directamente a un canal dedrenaje. Debido a que el agua de la lavadora es calentada por inyección directa de vapor, latemperatura de la descarga varia entre 60 y 65ºC.
Después de la puesta en marcha del chisguete en la cámara 1, debería mejorar considerablemente lacalidad de los baños en las cámaras 2, 3 y 4. Podría entonces reducirse la entrada de agua a lalavadora cerrando gradualmente la entrada de agua al baño de la cámara 4 (la entrada de agua alúltimo chisguete de la lavadora no debe reducirse) hasta llegar al mínimo caudal que garantice ellavado correcto de los tachos.
Para optimizar el uso de agua en la lavadora, se recomienda instalar un medidor de agua u otromecanismo que permita evaluar el caudal de agua que entra o sale de la máquina. Por ejemplo, seríaposible conectar una manguera de diámetro adecuado al punto de descarga de la cámara 1 parafacilitar la medición del caudal, con balde y cronómetro, al inicio de cada jornada de trabajo.

25
Datos, suposiciones y cálculos
a) Estimación de los ahorros en agua
< Estos cálculos asumen que• las fugas en los tapones pueden eliminarse completamente,• el chisguete de la cámara 1 es reactivado utilizando agua recirculada de la cámara 3• dada la reducción en la contaminación de los baños de las cámaras 2, 3 y 4, sería posible reducir
en un 30% la entrada de agua a la lavadora.< Excluyendo las pérdidas por fugas, el consumo actual de agua en la lavadora es de 5,486 m3/año.< Se estima que un 90% del agua descargada por la lavadora se convierte en aguas residuales.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
Ahorro en agua = (eliminación de fugas) + (reducción de la entrada de agua de planta)= (904 m3/año) + 30% x (5,486 m3/año)= 2,550 m3/año= 660 US$/año
Ahorro en aguas residuales = (90% x 2,550 m3/año)= 2,295 m3/año= 1,350 US$/año
b) Estimación de los ahorros en energía logrados con la optimización de la operación de la lavadora
< Temperatura del agua de pozo = 20ºC< Toda el agua consumida en la lavadora es calentada por inyección directa de vapor hasta una
temperatura de 60 a 65ºC.< Densidad del agua = 1,000 kg/m3
< Capacidad calorífica del agua = 1 kcal/kg/ºC< Costo de la energía térmica contenida en el vapor = 8.50 US$/MWh ó 9.9 x10-6 US$/kcal (fuente:
Equipo de Eficiencia Energética del CPC)
Ahorro en energía = (2,550 x103 kg/año) x (62.5ºC - 20ºC) x (1 kcal/kg.ºC)= 108 x 106 kcal/año
Ahorro en vapor = (108 x 106 kcal/año) x (9.9 x10-6 US$/kcal)= 1,070 US$/año
c) Estimación del ahorro total
Ahorro económico total = ahorro en agua de planta + ahorro en aguas residuales + ahorro en vapor= 660 US$/año + 1,350 US$/año + 1,070 US$/año= 3,080 US$/año
26
4.1.7. Reducir el consumo de agua en las mangueras
Situación actual
La planta está equipada de 27 mangueras las cuales se utilizan para limpiar el piso y los equipos. Estasmangueras generan un caudal elevado (entre 80 y 120 litros por minuto) y están generalmente equipadasde un mezclador de agua/vapor para producir agua caliente.
Según cálculos conservadores, el uso de las mangueras de la planta consume anualmente más de 24,600m3 de agua fría y caliente.
Recomendaciones
< Concientizar a los trabajadores sobre la necesidad de conservar el agua.
< Utilizar cepillos (raspadores) de goma para minimizar el uso de agua en el lavado de los pisos.
< Utilizar escobas en vez de mangueras para limpiar pisos secos.
< Evitar operaciones de limpieza innecesarias. Por ejemplo, el piso de la sala de máquinas se lava conmanguera diariamente. Esta operación podría realizarse semanalmente en vez de cada día, y podríaremplazarse la manguera con una escoba o con un cepillo.
< Ubicar las llaves de las mangueras en un lugar fácilmente accesible y conveniente para losoperadores. Por ejemplo, las llaves de las mangueras utilizadas en el lavado de cisternas estánubicadas dentro de la planta en vez de en el patio donde se lavan los cisternas.
< Evitar la contaminación del piso. Por ejemplo, cada purga de la clarificadora tira unos 20 litros de“lodos” al piso en el área de la línea básica. El volumen de agua utilizado para evacuar este lodo esconsiderable y puede estimarse de la manera siguiente:
• el lavado del piso después de cada descarga dura entre 50 y 60 segundos• el consumo de agua de la manguera en el área de la clarificadora varia entre 80 a 90 lit/min• la clarificadora hace 3 purgas por hora, 9.5 horas por día, 365 días/año
Uso de agua de lavado = (55 seg/lavada) x (85 lit/min) x (28.5 lavadas por día) x (365 días/año)= 811,000 litros/año= 690 US$/año en agua y drenaje
Esta operación de lavado podría virtualmente eliminarse al aumentar el tamaño y la capacidad dedrenaje de la fosa en la cual se descargan los lodos, o recuperando los lodos para uso como alimentode animales (ver Recomendación 4.2.2.).
< Utilizar baldes, bandejas u otros recipientes para evitar la contaminación del piso por goteo, descargasocasionales y fugas de producto.
< Equipar todas las mangueras con pistolas de cierre automático.
< Utilizar una red de agua caliente en vez de la mezcla de agua y vapor para facilitar el uso de pistolas,ahorrar energía y reducir costos (ver Recomendación 4.3.2.).

27
Datos, suposiciones y cálculos
a) Estimación del ahorro posible de agua en las mangueras:
< Excluyendo las dos mangueras ubicadas en área de lavado de cisternas, hay 25 mangueras en laplanta.
< Uso estimado de las mangueras = 30 minutos por día< Caudal promedio de las mangueras = 90 litros por minuto< Ahorro posible con la instalación de pistolas y la concientización/capacitación de los empleados
>50%< Se estima que un 90% del agua utilizada en las mangueras se convierte en aguas residuales.
Consumo de agua en las mangueras de la planta = 25 mangueras x (30 x 90) lit/día/manguera= 67.5 m3/día= 24,640 m3/año
Ahorro en agua = (50% x 24,640 m3/año)= 12,320 m3/año= 3,200 US$/año
Ahorro en aguas residuales = 90% x 12,320 m3/año= 11,090 m3/año= 6,540 US$/año
b) Estimación de ahorro de energía logrado al reducir el uso de agua caliente en las mangueras
< Temperatura del agua de pozo = 20ºC< Se asume que un 25% del agua consumida en las mangueras es agua a una temperatura promedio de
45ºC.< El agua caliente se obtiene por inyección directa de vapor.< Densidad del agua = 1,000 kg/m3
< Capacidad calorífica del agua = 1 kcal/kg.ºC< Costo de la energía térmica contenida en el vapor = 8.50 US$/MWh ó 9.9 x10-6 US$/kcal (fuente:
Equipo de Eficiencia Energética del CPC)
Reducción en el uso de agua caliente en las mangueras = 25% x 12,320 m3/año= 3,080 m3/año
Ahorro en energía = (3,080 x103 kg/año) x (45ºC - 20ºC) x (1 kcal/kg.ºC)= 77.0 x 106 kcal/año
Ahorro en vapor = (77.0 x 106 kcal/año) x (9.9 x10-6 US$/kcal)= 760 US$/año
c) Estimación del ahorro total
Ahorro económico total = ahorro en agua + ahorro en aguas residuales + ahorro en vapor= 3,200 US$/año + 6,540 US$/año + 760 US$/año= 10,500 US$/año

28
4.1.8. Optimizar las operaciones de lavado de las cisternas
Situación actual
Según observaciones realizadas por el CPC, el lavado diario de los cisternas consume aproximadamente3,700 litros por cisterna (promedio del consumo para las cisternas de 15,000 litros y las de 6,000 litros) ó5,400 m3/año.
Más del 70% del agua utilizada en el lavado de cisternas (ó 3,940 m3/año) proviene de las dos manguerasque sirven principalmente a lavar la parte externa de las cisternas. El uso del agua en esta operación espoco eficiente visto que los choferes utilizan poco el cepillo y mucha manguera (en promedio 30 minutospor cisterna).
Recomendaciones
Se recomienda:< Lavar la parte externa de las cisternas con cepillo de mango largo, balde y jabón. Utilizar las
mangueras solo para realizar el enjuague externo final de las cisternas.< Equipar las dos mangueras con pistolas.< Instalar las llaves de las mangueras en el patio donde se lavan las cisternas. Actualmente las llaves
que controlan el flujo de agua en las mangueras están ubicadas dentro de la planta, lo que no incita alos choferes a cerrar las mangueras cuando no están utilizándolas.
Datos, suposiciones y cálculos
< Ahorro posible con la instalación de pistolas, re-ubicación de las llaves de las mangueras,concientización/capacitación de los choferes, y el uso de baldes y cepillos = 75% del agua consumidaactualmente por las mangueras.
< Volumen de agua consumida por las mangueras en el lavado de los cisternas = 3,940 m3/año.< Se estima que un 90% del agua utilizada en las mangueras se convierte en aguas residuales.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
< Parte del lavado externo de las cisternas se realiza con agua tibia (35 - 40 ºC). Estos cálculos notoman en cuenta los ahorros posible en vapor.
Ahorro en agua = 75% x 3,940 m3/año= 2,950 m3/año= 770 US$/año
Ahorro en aguas residuales = 90% x 2,950 m3/año= 2,650 m3/año= 1,560 US$/año
Ahorro económico total = 2,330 US$/año

29
4.1.9. Utilizar los condensados del primer efecto de los evaporadores para riego
Situación actual
La operación de los evaporadores de leche generan un gran volumen de condensados del primer efecto,los cuales son descargados al drenaje (solo una pequeña parte de estos condensados es reutilizada comoagua de caldera). Según mediciones realizadas por Empleado X, el caudal promedio de los condensadosdel primer efecto alcanza los 1,624 lit/hora. Dado que los evaporadores operan 134 horas/semana durantelos 7 meses de producción alta, y 114 horas/semana durante los 5 meses de producción baja (ó 6,530horas/año), Planta X genera anualmente más de 10,600 m3 de condensados del primer efecto.
Según análisis hechos por el laboratorio de Planta X, los condensados del primer efecto tienen un gradode contaminación relativamente elevado lo que complica la reutilización de estas aguas dentro de laplanta (es interesante notar que las aguas sanitarias municipales tienen en promedio una DBO de 220mg/litro). Los parámetros básicos de los condensados del primer efecto de los evaporadores estánresumidos en la siguiente tabla:
Parámetro ValorTemperatura 55 - 65ºCPH 6.8Contenido de proteína en los condensados 0.00775%Contenido de leche en los condensados 0.25%Contenido (teórico) de DBO en los condensados = 0.25% x DBO de la leche
= 0.25% x 104,600 mg/litro= 261 mg/litro
Planta X está realizando actualmente pruebas para averiguar la posibilidad de tratar estos condensados,con carbón activado o por ósmosis inversa, y reutilizarlos como agua de planta.
Recomendaciones
Se recomienda:
< Investigar la posibilidad de optimizar la operación de los evaporadores y de los antinieblas o chicanaspara minimizar el arrastre de leche en los condensados del primer efecto. Según los análisis dellaboratorio de Planta X, el arrastre de leche en los evaporadores alcanzaría 180 litros por día (0.25%de leche en los condensados).
< Completar las pruebas de tratamiento/potabilización de los condensados del primer efecto. Se debenotar, sin embargo que, dado el contenido elevado de leche en los condensados, es probable que elcosto de los condensados tratados será significativamente más alto que el costo del agua extraída delpozo.
< Si los condensados no pueden ser tratados económicamente y reutilizados como agua de planta, serecomienda recuperar, enfriar (por ejemplo en la “piscina” ubicada cerca de la planta de derivados) yutilizarlos como agua de riego para los jardines de la planta que están actualmente en muy malascondiciones (o para campos agrícolas). Los condensados no contienen sales y sólidos disueltos y síun poco de leche, de tal manera que podrían convertirse en aguas de riego de primera calidad. Esimportante notar que los condensados no deben permanecer almacenados durante mucho tiempo paraevitar malos olores y la formación de algas en la piscina.
Sería aconsejable realizar pruebas de riego con los condensados, o consultar a un ingenieroagrónomo, para asegurarse que estas aguas son realmente aptas para el riego.

30
Datos, suposiciones y cálculos
< Estos cálculos estiman que todos los condensados del primer efecto (10,600 m3/año) se utilizarán parariego.
< Contenido de DBO5 de los condensados = 261 mg/litro< Costo estimado de las aguas residuales = 0.59 US$/m3
Ahorro en aguas residuales = 10,600 m3/año= 6,250 US$/año
Reducción en la descarga de DBO de la planta = (10,600,000 lit/año) x (261 mg/lit)= 2,770 kg/año= 7.6 kg/día

31
4.1.10. Instalar regaderas eficientes en los vestidores y en las viviendas de los empleados
Situación actual
Las 8 duchas en los vestidores de los obreros están equipadas de regaderas sumamente ineficientes quetienen un caudal de 24 litros por minuto - en comparación, una regadera eficiente tiene un consumo de 8litros por minuto. El agua caliente utilizada en las duchas es generada por un calentador eléctrico, el cualno logra a abastecer la demanda de agua caliente en los vestidores de tal manera que muchos obrerosestán obligados ducharse con agua tibia o fría.
Recomendaciones
< Se recomienda remplazar las regaderas de los vestidores por regaderas eficientes que tengan uncaudal máximo de 9.5 lit/min (2.5 galones/min).
< Se recomienda también remplazar todas las otras regaderas ineficientes que existen en el predio dePlanta X (por ejemplo, las regaderas ineficientes en las viviendas de los empleados).
Datos, suposiciones y cálculos
a) Estimación del ahorro de agua logrado en las duchas de los vestidores con la instalación de regaderaseficientes:
< Consumo de agua promedio de las regaderas existentes en los vestidores de los trabajadores = 24litros/min
< Numero de obreros en planta = 115 (fuente: informe de pre-evaluacion)< Numero de días laborales = 260 días/año/obrero< Consumo de agua promedio de una regadera ahorradora = 8 litros/min< Se estima que el 80% de los trabajadores se ducha al final de la jornada.< Duración promedio de una ducha = 10 minutos< Se estima que un 90% del agua utilizada en las duchas se convierte en aguas residuales.< Costo estimado del agua = 0.26 US$/m3
< Costo estimado de las aguas residuales = 0.59 US$/m3
Numero de duchas en los vestidores = 80% x 115 obr x 260 días/año x 1 ducha/día/obr= 23,920 duchas/año
Uso de agua en las duchas = 23,920 duchas/año x 10 min/ducha x 24 lit/min= 5,741 m3/año
Ahorro en agua = 5,741 m3/año x (24-8)/24= 3,827 m3/año= 990 US$/año
Ahorro en aguas residuales = 90% x 3,827 m3/año= 3,440 m3/año= 2,030 US$/año
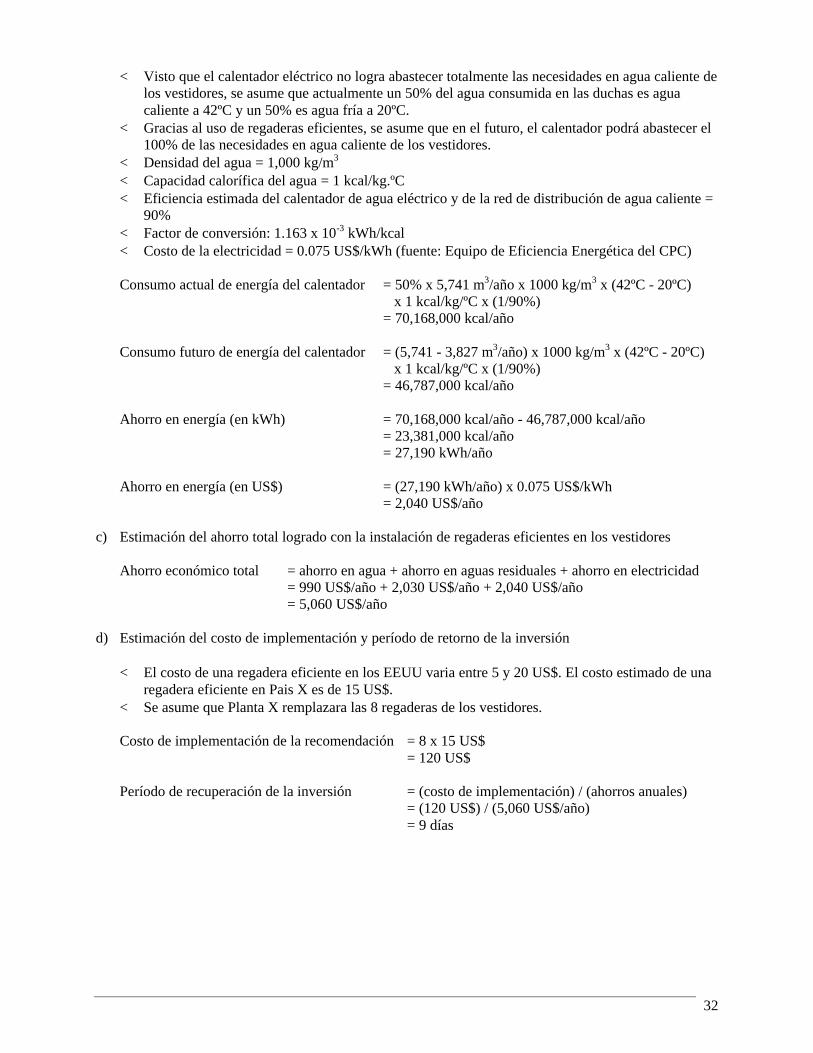
b) Estimación del ahorro de electricidad logrado con la instalación de regaderas eficientes:
< Temperatura del agua fría de pozo = 20ºC< Temperatura del agua de ducha = 42ºC
32
< Visto que el calentador eléctrico no logra abastecer totalmente las necesidades en agua caliente delos vestidores, se asume que actualmente un 50% del agua consumida en las duchas es aguacaliente a 42ºC y un 50% es agua fría a 20ºC.
< Gracias al uso de regaderas eficientes, se asume que en el futuro, el calentador podrá abastecer el100% de las necesidades en agua caliente de los vestidores.
< Densidad del agua = 1,000 kg/m3
< Capacidad calorífica del agua = 1 kcal/kg.ºC< Eficiencia estimada del calentador de agua eléctrico y de la red de distribución de agua caliente =
90%< Factor de conversión: 1.163 x 10-3 kWh/kcal< Costo de la electricidad = 0.075 US$/kWh (fuente: Equipo de Eficiencia Energética del CPC)
Consumo actual de energía del calentador = 50% x 5,741 m3/año x 1000 kg/m3 x (42ºC - 20ºC) x 1 kcal/kg/ºC x (1/90%)= 70,168,000 kcal/año
Consumo futuro de energía del calentador = (5,741 - 3,827 m3/año) x 1000 kg/m3 x (42ºC - 20ºC) x 1 kcal/kg/ºC x (1/90%)= 46,787,000 kcal/año
Ahorro en energía (en kWh) = 70,168,000 kcal/año - 46,787,000 kcal/año= 23,381,000 kcal/año= 27,190 kWh/año
Ahorro en energía (en US$) = (27,190 kWh/año) x 0.075 US$/kWh= 2,040 US$/año
c) Estimación del ahorro total logrado con la instalación de regaderas eficientes en los vestidores
Ahorro económico total = ahorro en agua + ahorro en aguas residuales + ahorro en electricidad= 990 US$/año + 2,030 US$/año + 2,040 US$/año= 5,060 US$/año
d) Estimación del costo de implementación y período de retorno de la inversión
< El costo de una regadera eficiente en los EEUU varia entre 5 y 20 US$. El costo estimado de unaregadera eficiente en Pais X es de 15 US$.
< Se asume que Planta X remplazara las 8 regaderas de los vestidores.
Costo de implementación de la recomendación = 8 x 15 US$= 120 US$
Período de recuperación de la inversión = (costo de implementación) / (ahorros anuales)= (120 US$) / (5,060 US$/año)= 9 días

33
4.1.11. Dividir y cubrir el depósito principal de agua de la planta
Situación actual
El agua extraída de los pozos es bombeada a un depósito de agua central, el cual no cuenta con ningúntipo de cubierta o techado. Los problemas relacionados con esta forma de almacenar el agua incluyen:
< El agua limpia de pozo se contamina rápidamente con materia orgánica y mineral (insectos, algas,tierra, polvo).
< La cantidad de contaminantes contenida en el agua almacenada en el depósito obtura rápidamente elfiltro de arena y obliga Planta X a realizar un retrolavado del filtro cada dos días (uso de agua deretrolavado = 3,285 m3/año ó 2,800 US$/año).
< La acumulación de algas y lodos obliga Planta X a vaciar y limpiar el depósito cada 15 días (24lavadas/año), lo que implica probablemente una pérdida de agua y un uso poco efectivo de mano deobra.
< Las pérdidas de agua por evaporación son notables.
Recomendaciones
Se recomienda cubrir el depósito de agua con un techo (de hormigón, láminas de acero u otro materialadecuado) que no permita la entrada de contaminantes o de luz. Según estimaciones de los técnicos de laempresa, esta obra tendría un costo de aproximadamente 4,000 US$.
Es muy probable que esta inversión se recupere rápidamente ya que reducirá
< las operaciones de lavado del depósito de agua,< la frecuencia del retrolavado del filtro de arena, y< las pérdidas por evaporación del agua almacenada en el depósito.
Se recomienda también dividir el tanque en 2 cámaras para facilitar las operaciones de lavado y permitirque mientras uno es lavado, el otro siga funcionando.

34
4.2. MEDIDAS PARA REDUCIR LA DESCARGA DE CONTAMINANTES AL DRENAJE
Los beneficios relacionados con la reducción de la descarga de contaminantes al drenaje son presentadosa continuación.
< Generalmente, más del 90% de la contaminación generada por una planta procesadora de lecheproviene de las pérdidas de leche, crema y otros productos (derrames, salpicaduras, goteos, aguas deprimer enjuague, aguas de empuje) que caen al piso y a los canales de drenaje de la planta (fuente:NCACS 89). Un planta podría reducir notablemente la carga contaminante de sus efluentes conmedidas simples que eviten fugas, derrames y salpicaduras, y que minimicen la descarga de las aguasaltamente contaminadas con producto proveniente de los lavados de equipo y de empujes deproducto.
< La forma más efectiva de reducir la contaminación de las aguas residuales de la planta es tomandotodas las precauciones necesarias para evitar o minimizar las pérdidas de producto. De esta manera,Planta X lograría simultáneamente reducir el costo relacionado con el manejo y la descarga de susaguas residuales, y optimizar el uso de su principal y valiosa materia prima. Tal como se indica enSección 3.3., se estima que las pérdidas de leche en Planta X alcanzan 2,430 lit/día o un 2.25% de laleche cruda procesada.
< Las aguas de primer lavado de equipo, las aguas de empuje de producto, y otras pérdidas de productono recuperable en el proceso pueden utilizarse para alimento de animales. Aun si este producto nopudiera venderse, Planta X podría ofrecer un valioso servicio a los agricultores y de tal maneraconvertirá un problema ambiental en un beneficio para la comunidad local.

35
4.2.1. Optimizar la recuperación de leche de los tachos antes de que entren a la lavadora
Situación actual
Antes de entrar a la lavadora, los tachos invertidos pasan rápidamente sobre una bandeja que sirve pararecolectar las mermas de leche que quedan adheridas a la superficie interior de los tachos. Esta bandeja esrelativamente corta de tal manera que los tachos todavía contienen una cierta cantidad de leche que no serecupera y que contamina el efluente de la lavadora. Según mediciones de caudal y de la contaminaciónde este efluente, la pérdida de leche en la lavadora alcanzaría 220 litros/día ó 80,480 litros/año. Losresultados de estas mediciones están resumidos en el siguiente cuadro:
Parámetro ValorEfluente descargado de la cámara 1 49.0 lit/minutoContenido de proteína en el efluente 0.0465%Contenido de leche en el efluente 1.50%
Pérdida de leche (5 horas/día, 365 días/año) = 1.50% x (49 lit/min) x (300 x 365 min/año)= 80,480 lit leche/año
Contenido (teórico) de DBO en el efluente= 1.50% x DBO de la leche= 1.50% x 104,600 mg/litro= 1,570 mg/litro
Recomendaciones
Se recomienda mejorar la recuperación de las mermas de leche contenidas en los tachos. Esto podríarealizarse de las siguientes formas:
a) Instalar un atomizador de agua (“burst sprayer”) que inyecte un pequeña cantidad de agua dentro decada tacho invertido sobre la cadena. Para que sea efectivo, este atomizador tendría que• estar ubicado al principio de la bandeja de recolección de goteos,• generar una ducha muy fina de agua a alta presión, y• estar controlado por un sensor óptico o mecánico que active el flujo de agua solo cuando el tacho
esté directamente sobre la boca del chisguete.Este tipo de sistema es utilizado en algunas plantas lecheras en los EEUU para mejorar la calidad delefluente de la lavadora de tachos (fuente: US EPA 89).
b) Cambiar la posición de la volcadora de tachos para poder alargar la bandeja de recolección de goteos.
Datos, suposiciones y cálculos
< Dado que el CPC logró realizar una sola medida del caudal y contenido de leche del efluente de lalavadora, estos cálculos asumen que la pérdida promedio de leche por arrastre en la lavadora es un50% del valor medido por el CPC (50% x 80,480 lit/año = 40,240 lit/año).
< Se asume que con el uso del atomizador de agua se logra a recuperar el 50% de la leche actualmentearrastrada a la lavadora de tachos.
< Costo de la leche cruda = 0.28 US$/litro< Carga de DBO generada actualmente por Planta X = 103,140 kg DBO/año
Ahorro en leche logrado con el uso del atomizador = 50% x 40,240 lit/año= 20,120 lit/año= 5,630 US$/año
Reducción en la descarga de DBO de la planta = 20,120 lit/año x 104,600 mg/lit= 2,100 kg DBO/año= 2.0 % de la carga actual de DBO de la planta

36
4.2.2. Recuperar la descargas de “lodos” de la clarificadora y utilizarlas como alimento paraanimales
Situación actual
La clarificadora de leche realiza cada 20 minutos una purga de “lodos” que sirve para eliminar lassubstancias extrañas que han sido separadas por centrifugación (tierra, polvo, pajilla, etc.). El “lodo,” queconsiste principalmente en leche moderadamente sucia mezclada con un poco de agua, se descargadirectamente a un pequeño sumidero ubicado al lado de la clarificadora.
Las características de las descargas de la clarificadora están resumidas en el siguiente cuadro.
Parámetro Valor
Numero de descargas Cada 20 minutos durante 9.5 horas/día, 365 días/año, ó10,400 descargas al año.
Volumen de la descarga 20 litros/descargaContenido de leche en la descarga 80%
Contenido de DBO de la descarga= 80% x DBO de la leche= 80% x 104,600 mg/litro= 83,680 mg/litro
Recomendaciones
Se recomienda recolectar estos “lodos,” y utilizarlos como alimento para animales. La recolección de los“lodos” podría hacerse manualmente con un tacho que se vacía en un depósito central después de 2 o 3descargas, o por medio de una línea que descargue los lodos directamente a un depósito central.
En la implementación de esta recomendación, Planta X debería considerar las siguientes precauciones:
a) Para no diluir excesivamente los lodos recolectados, el equipo de mantenimiento debería encontraruna manera de separar la salida continua de agua (2.3 litros/min o 1,310 lit/día) de la descargaperiódica de lodos (20 lit/20 min ó 570 lit/día). El equipo del CPC discutió con Empleado X unamanera sencilla con la cual podría realizarse esta separación de los dos flujos.
b) Analizar los lodos para comprobar que son efectivamente aptos para la alimentación de animales.
c) Desnatar periódicamente los lodos recolectados para remover las materias extrañas que suben a lasuperficie del liquido poco tiempo después de su evacuación de la clarificadora.
d) Almacenar (si es necesario) los lodos recolectados en un tanque refrigerado para evitar ladescomposición de la leche antes de que sea recogida por los agricultores.
Datos, suposiciones y cálculos
< La clarificadora realiza 10,400 descargas de 20 litros cada una por año. La composición de los“lodos” es tal como se indica en el cuadro anterior.
< Se asume que Planta X logrará vender la leche contenida en los subproductos recolectados (lodos dela clarificadora, y agua de empuje, agua de primer enjuague de equipos) a un costo equivalente al10% del costo de leche cruda (i.e., 0.028 US$/litro de leche).
< Carga de DBO generada actualmente por Planta X = 103,140 kg DBO/año
Volumen de subproducto recolectado = (3 x 9.5 descargas/día) x (20 lit/descarga)= 570 lit/día= 208,050 lit/año

37
Volumen de leche contenida en el subproducto = 80% x 570 lit/día= 456 lit/día= 166,440 lit/año
Ganancias de la venta del subproducto = (166,440 lit leche/año) x (0.028 US$/litro leche)= 4,660 US$/año
Reducción en la descarga de DBO de la planta = (166,440 lit leche/año) x (104,600 mg/lit)= 17,410 kg DBO/año= 16.9 % de la carga actual de DBO de la planta

38
4.2.3. Recuperar la aguas de empuje de producto y de los primeros enjuagues de líneas y equiposy utilizarlas como alimento para animales
Situación actual
Los empujes de producto y los enjuagues de líneas y equipos que se llevan a cabo diariamente en la plantageneran un volumen importante de aguas residuales altamente contaminadas con leche, crema, yoghurt yotros productos. Actualmente estas aguas se botan al drenaje e incrementan notablemente la carga deDBO generada por Planta X.
El CPC realizó algunas mediciones en la sala de yoghurt para evaluar la calidad de las aguas de empuje.Los resultados de estas mediciones están resumidas en el cuadro siguiente:
Parámetro Valor
Número de empujes en el área de yoghurt 2 empujes de yoghurt con agua por día,298 días/año
Volumen de agua de empuje altamente contaminada 100 litros por empuje
Contenido de leche en los primeros 50 litros de agua de empujedescartada
88 a 92%ó 45.0 litros de leche por empuje
Contenido de leche en los siguientes 50 litros de agua de empujedescartada
40 a 45%ó 21.0 litros de leche por empuje
Contenido de leche en los primeros 100 litros de agua de empujedescartada
45 + 21 = 66 litros
Recomendaciones
Se recomienda recolectar en tachos, u otros recipientes, las aguas altamente contaminadas con productogeneradas en los empujes y en los primeros enjuagues de equipos, y almacenarlas temporáneamente en undepósito central de subproducto.
Datos, suposiciones y cálculos
< Estos cálculos asumen que en promedio se realizan 10 empujes de producto con agua en la planta, yque los primeros 100 litros de agua descartada en cada empuje son recolectados en tachos.
< Se asume que los primeros 100 litros de agua de empuje contienen 50 litros (50%) de producto.< Se asume que Planta X logrará vender la leche contenida en los subproductos recolectados (lodos de
la clarificadora, y agua de empuje, agua de primer enjuague de equipos) a un costo equivalente al10% del costo de leche cruda (i.e., 0.028 US$/litro de leche).
< Carga de DBO generada actualmente por Planta X = 103,140 kg DBO/año
Volumen de subproducto recolectado = (10 descargas/día) x (100 lit/descarga)= 1,000 lit/día= 365,000 lit/año (365 días/año)
Volumen de leche contenido en el subproducto = 50% x 1,000 lit/día= 500 lit/día= 182,500 lit/año
Ganancias por la venta del subproducto = (182,500 lit leche/año) x (0.028 US$/litro leche)= 5,110 US$/año
Reducción en la descarga de DBO de la planta = (182,500 lit leche/año) x (104,600 mg/lit)= 19,090 kg DBO/año= 18.5 % de la carga actual de DBO de la planta

39
4.2.4. Reducir el volumen de leche contenido en las líneas antes de realizar las operaciones delavado
Situación actual
Antes de realizar el lavado de las tuberías y equipos de la planta, los operarios realizan un empuje conagua para evacuar y recuperar parte del producto (leche, crema, yoghurt, etc.) que permanece en las líneasde la planta. Cada empuje genera un gran volumen de agua altamente contaminada con producto la cuales descargada al drenaje. La pérdida de producto que resulta de este tipo de operación es considerable -por ejemplo, se estima que cada empuje en la sala de yoghurt desperdicia más de 80 litros de producto.
Actualmente Planta X no cuenta con ningún mecanismo o procedimiento para vaciar el productocontenido en las líneas y evitar de esta forma las pérdidas de producto que resultan de los empujes conagua.
Recomendaciones
Las medidas que pueden aplicarse para eliminar los empujes con agua incluyen:
< Instalar las líneas con una pendiente suficiente para asegurar el drenaje del producto hasta uno ovarios puntos de recolección.
< Recuperar el producto contenido en las tuberías antes de empezar las operaciones de lavado. Estarecuperación de producto podría realizarse manualmente abriendo las tuberías en los puntos bajos delas líneas y recolectando el producto en tachos.
< Utilizar un sistema de empuje con aire comprimido (“air-blow system”) para vaciar las tuberías antesde empezar el lavado. Los sistemas air-blow requieren solamente la instalación de una válvulaespecial (costo ~ 250 y 350 US$/unidad) en la línea de producto y operan con el aire comprimidogenerado por el compresor de la planta. Ver información incluida en el Anexo II.
Datos, suposiciones y cálculos
< Estos cálculos asumen que con la aplicación de estas medidas podrán eliminarse 10 empujes por día.< Se asume que cada empuje con aire comprimido logra recuperar 30 litros de producto.< Costo de la leche cruda = 0.28 US$/lit< DBO de la leche cruda = 104,600 mg/lit< Carga de DBO generada actualmente por Planta X = 103,140 kg DBO/año
Volumen de producto recuperado = (10 empuje/día) x (30 lit/empuje)= 300 lit/día= 109,500lit/año (365 días/año)
Valor de productor recuperado = (109,500 lit leche/año) x (0.28 US$/litro leche)= 30,660 US$/año
Reducción en la descarga de DBO de la planta = (109,500 lit leche/año) x (104,600 mg/lit)= 11,450 kg DBO/año= 11.1 % de la carga actual de DBO de la planta

40
4.2.5. Recuperar las mermas de leche contenidas en los cisternas antes de lavarlos.
Situación actual
Planta X cuenta con 2 cisternas de 15,000 litros y 2 de 6,000 litros que abastecen diariamente la plantacon leche cruda. Estos cisternas son lavados al final de cada jornada de trabajo y todas las aguas delavado, incluyendo las aguas altamente contaminadas del primer enjuague, son descargadas al drenaje.
Un estudio realizado por la US EPA (fuente: US EPA 1984) indica que la contaminación generada en ellavado de tanques cisternas alcanza a 0.18 kg DBO/1,000 lit leche, lo que equivale a una pérdida de 1.7litros de leche por cada 1,000 lit de leche transportada en el cisterna.
El estudio también indica que al aplicar un breve pre-enjuague con un aspersor, utilizando 5 litros de aguade enjuague por cada 1,000 litros de capacidad del cisterna, es posible recuperar el 80% de la merma deleche contenida en los cisternas. Dado el pequeño volumen y la alta concentración de leche en estas aguasde pre-enjuage, muchas plantas lecheras en los EEUU las integran a la leche cruda que ingresa a la planta.
Recomendaciones
Se recomienda:
< Realizar un pre-enjuague de los cisternas utilizando 5 litros de agua presurizada por cada 1,000 litrosde capacidad del cisterna.
< Recuperar las aguas de pre-enjuague y mezclarlas con la leche cruda que ingresa al proceso.
< Si no resulta posible utilizar estas aguas de pre-enjuague como materia prima, se recomiendacolectarlas y usarlas como alimento para animales.
Se recomienda descargar rápidamente los cisternas. No se debe permitir que los camiones cisternapermanezcan detenidos más de una hora antes de ser descargados. Los períodos largos en estado dereposo de los camiones cisterna permite la formación de crema y una vez que ésta se forma, inclusoperíodos largos de agitación extensiva no evitará su adherencia a las paredes del tanque. (Fuente: US EPA1984)
Datos, suposiciones y cálculos
< El 50% de la leche cruda que ingresa a la planta es transportada por los cisternas.< Se asume que la leche recuperada en el pre-enjuague puede utilizarse como materia prima.< Costo de la leche cruda = 0.28 US$/litro< Merma de leche en los cisternas = 1.7 litros pro cada 1,000 litros de leche transportada en el cisterna.< DBO de la leche = 104,600 mg/lit< Carga de DBO generada actualmente por Planta X = 103,140 kg DBO/año
Volumen de leche transportada en cisternas = 50% x 39,398,800 lit/año= 19,699,400 lit/año
Merma de leche remanente en los cisternas = (19,699,400 lit/año) x (1.7 lit merma/1000 lit)= 33,490 lit mermas/año
Leche recuperada con los pre-enjuagues = 80% x 33,490 lit mermas/año= 26,790 lit leche/año

41
Valor de la leche recuperada con los pre-enjuagues = (26,790 lit leche/año) x (0.28 US$/litro)= 7,500 US$/año
Reducción en la descarga de DBO de la planta = (26,790 lit leche/año) x (104,600 mg/lit leche)= 2,800 kg/año= 2.7 % de la carga actual de DBO de la planta

42
4.2.6. Optimizar la reutilización de soluciones de soda cáustica y ácido nítrico
Situación actual
Las soluciones de soda cáustica y de ácido nítrico utilizadas para la limpieza de las líneas y equipos sonrecicladas dentro de la planta y descartadas después de un cierto número de ciclos de limpieza.
Según el laboratorio de la planta, la decisión de volver a utilizar o de descartar una solución de limpiezaestá basada en una evaluación visual de dicha solución. Nunca se han realizado análisis de laboratoriopara evaluar la posibilidad de volver a fortificar y reciclar las soluciones de limpieza que tienen unaspecto “no aceptable.”
Debido a que la descarga de estas soluciones tiene un impacto notable sobre el pH del efluente final de laplanta, sería importante tratar de minimizar las descargas de las soluciones de limpieza desgastadas.
Recomendación
Se recomienda que Planta X
< investigue y establezca de una manera científica los límites de reuso de las diferentes soluciones delimpieza utilizadas en la planta; y
< considere la compra de sistemas CIP (clean-in-place) para optimizar el uso de sus soluciones delimpieza y de aguas de enjuague.

43
4.3. MEDIDAS VARIAS
4.3.1. Mejorar la calidad de los efluentes de Planta X
Situación actual
Las aguas residuales industriales, las aguas sanitarias y parte de las aguas pluviales se reúnen para formarel efluente final del predio de Planta X. Las aguas sanitarias contaminan el efluente final de la planta concoliformes fecales y la rinde no apta como descarga de aguas industriales.
Recomendaciones
Se recomienda:
< Separar las aguas sanitarias de las aguas residuales de la planta.
< Drenar las aguas sanitarias de forma separada al sistema de drenaje de Ciudad X.
< Tomar las precauciones necesarias para evitar el ingreso de aguas pluviales al sistema de drenaje de laplanta.

44
4.3.2. Reemplazar el sistema de agua/vapor por un sistema de distribución de agua fría/caliente
Situación actual
La planta no cuenta con un sistema de distribución de agua caliente. Toda el agua caliente utilizada en lasmangueras y equipos se genera mezclando agua con vapor vivo.
Según los técnicos de la planta, se requiere el uso de vapor vivo para las operaciones de lavado conmangueras solamente en el área de recepción de leche cruda. En todas las otras áreas de la planta, lasoperaciones de lavado podrían realizarse simplemente con agua caliente o fría.
Recomendación
Se recomienda que Planta X considere la posibilidad de instalar una red de agua caliente para abastecer lamayor parte de las mangueras de la planta. Los beneficios que podría aportar la implementación de estamedida incluyen:
< Se eliminaría el uso de mangueras especiales y de mezcladores agua/vapor. Según los técnicos de laplanta, cada mezclador de agua/vapor tiene un costo de 800 US$.
< Se eliminaría la necesidad de comprar pistolas especialmente diseñadas para uso con mezclas devapor y agua. Según los técnicos de la planta, estas pistolas deben ser importadas de Alemania ytienen un costo de 180 US$/unidad.
< Se incrementaría la vida útil de las válvulas de cierre. Actualmente, las válvulas instaladas en laslíneas de vapor duran muy poco tiempo y requieren un mantenimiento constante.
< Permitiría la recuperación de los condensados en un solo punto - en el calentador central de agua.< Reduciría los riesgos a los obreros relacionados con el manejo de vapor vivo.
Se recomienda también que Planta X investigue las razones por las cuales se desconectó el tanquehidroneumático ubicado en la sala de máquinas. Este tanque de 3,000 litros está equipado de un pequeñocompresor de aire y parece estar en buenas condiciones. La conexión del hidroneumático permitiríaoptimizar el funcionamiento de las bombas de agua de la planta, minimizar los golpes de ariete y mejorarel control de la presión en el sistema de distribución de agua de la planta.

45
4.3.3. Establecer un sistema de gestión ambiental (SGA)
Situación actual
La empresa no cuenta actualmente con un Sistema de Gestión Ambiental (SGA). Sin embargo, el CPC,durante el trabajo realizado en la planta, ha podido constatar que Planta X, además de tener uncompromiso hacia el medio ambiente, cuenta con el personal calificado e interesado en desarrollar supropio SGA. Algo que es necesario destacar es que, además del valioso aporte y apoyo del personaltécnico, también los obreros de la planta mostraron su conocimiento y preocupación por el temaambiental, sugiriendo acciones que la empresa debería desarrollar.
Recomendación
Por lo expuesto, Planta X debería crear su SGA, cuyo desarrollo sería relativamente fácil. Para tal efecto,deberían considerarse los siguientes elementos centrales:
< La alta gerencia debe establecer la política ambiental;< la planificación, que debe contemplar a su vez:
- los aspectos ambientales;- los aspectos legales y otros requerimientos;- los objetivos y metas; y- el establecimiento de un programa de gestión ambiental, dirigido a lograr sus objetivos y metas;
< la implementación y operación, que incluye:- la estructura acorde y las responsabilidades;- el entrenamiento, concientización y competencias del personal;- la comunicación interna;- la organización de la documentación ambiental;- procedimientos de control de la documentación;- los procedimiento de control de las operaciones de rutina;
< acciones de revisión y corrección, que significa:- hacer monitoreo y medidas;- ejecutar acciones correctivas y preventivas;- llevar registros;
< evaluar en forma periódica la eficacia del SGA.
Para iniciar el proceso Planta X debería destinar una persona calificada dentro su cuerpo de técnicos concarácter exclusivo para hacerse cargo del SGA, quien debe coordinar las actividades con los encargadosde las otras secciones de la planta. El costo inicial comprendería el salario de la persona encargada, elmaterial necesario para desarrollar sus actividades y el apoyo administrativo. No se tienen datos sobreestos costos. Sin embargo, los beneficios que puede reportar el establecimiento del SGA pueden serimportantes, tanto en lo económico, como en lo ambiental.

46
Bibliografía
Bank or Drain - Liquid Assets for Your Dairy Plant(NCACS) North Carolina Agricultual Extension Service, 1989
Technical Pollution Prevention Guide for Dairy Processing Operations in the Lower Fraser BasinEnvironment Canada, 1996
Wastewater Engineering, Treatment, Disposal and ReuseMetcalf & Eddy, Third Edition, 1991
Waste Management Control Handbook for Dairy Food PlantsOffice of Research and Development, US EPA, 1984

47
Anexo I
Cálculos de pérdida de producto y carga orgánica generada en varias áreas del predio de Planta X
Carga contaminante generada en los empujes de producto en sala de yoghurt
< Se realizan 2 empujes de producto por día en la sala de yoghurt.< Según mediciones realizadas por el CPC en Planta X, los primeros 100 litros de mezcla contiene 66
litros de leche.< Se asume que los primeros 100 litros de mezcla agua/producto contienen el 80% del volumen total de
leche descargada en el empuje.
Descarga de leche en los empujes en la sala de yoghurt = (2 x 66 lit/día) x (298 días/año) / 80%= 49,170 lit leche/año= 5,143 kg DBO/año
Carga contaminante generada en los empujes de producto en otras áreas de la planta
< Se asume que se realizan 8 empujes de producto por día en otras áreas de la planta.< Se asume que cada empuje resulta en la pérdida de 62.5 litros de producto.
Descarga de leche en los empujes de la planta = (8 x 62.5 lit/día) x (365 días/año)= 182,500 lit leche/año= 19,090 kg DBO/año
Carga contaminante generada en el lavado de las cisternas
DBO generada en el lavado de cisternas (fuente: US EPA 1984) = 9.10 lb DBO/cisterna de 6,000 galones= 0.18 kg DBO/1000 lit leche
Volumen de leche transportado en cisternas = 50% x 39,399,000 lit/año= 19,699,500 lit/año
DBO generada en el lavado de los cisternas = (19,699,500 lit/año) x (0.18 kg/1000 lit)= 3,546 kg DBO/año
Pérdida de leche en el lavado de los cisternas = (3,546 kg DBO/año)/(104,600 mg DBO/lit leche)= 33,900 lit leche/año
DBO generada en los servicios sanitarios
< Carga de DBO generada por una persona = 80,000 mg DBO/capita/día (fuente: Meltcalf & Eddy)< Se asume que cada empleado está en el predio de Planta X durante un 50% del día.< Planta X cuenta con 250 empleados (260 días laborales/año).
DBO generada en los servicios sanitarios = 50% x (80,000 mg DBO/cap/día) x (65,000 cap.día/año)= 2,600 kg DBO/año

48
Anexo II
Datos tecnicos sobre equipos