development of high chromium ferritic steels … · lt-lp n k. properties: tensile ... no...
TRANSCRIPT

The Role of Niobium in Advanced Ferritic Stainless Steels – Building a Sustainable Future
The Royal Society of Chemistry, Burlington House, Piccadilly, London, 15th July, 2015
Development of High Chromium Ferritic Steels
Strengthened by Intermetallic Phases
Mitg
lied
de
r H
elm
ho
ltz-G
em
ein
sch
aft
B. Kuhn1, M. Talik1,2, L. Niewolak1, J. Zurek1, H. Hattendorf3, P.J. Ennis4, W. J.
Quadakkers1, T. Beck1*, L. Singheiser1
1Forschungszentrum Jülich GmbH
Institute of Energy and Climate Research (IEK)
Microstructure and Properties of Materials (IEK-2)
2Czech Technical University, Praha, Czech Republic
3VDM Metals GmbH, Altena, Germany
4visiting Professor at University of Leicester, Leicester, United Kingdom
*now at: Technical University of Kaiserslautern, Institute of Materials Science and Engineering

Outlook
Motivation
• Worldwide energy demand
• The German “Energiewende” and what it means for material selection
and development
• Steam oxidation resistance and creep strength: An antagonism?
High chromium ferritic steels strengthened by intermetallic phases
• Alloying philosophy, strengthening
• - High performance ferritic steels
• The role of Niobium for
thermomechanical treatment, microstructure and mechanical
properties
Conclusion and outlook
• Perspectives, development goals
• Partnerships

Motivation
Worldwide electric energy demand: A projection
Until 2030 a rise in international energy demand by about 50 % is
estimated.
Improvement in generation efficiency is mandatory for resource
protection and mitigation of emissions.
A rise in operation parameters of thermal power plants is
necessary!
Source: FZ Jülich, IEK-STE
Motivation
German “Energiewende” means…
… strongly increased requirement for control energy because of 40 GW
of installed intermitting solar and wind power in 2013 (and growing).
• load flexibility (low minimum load, strong gradients) with further
• increased efficiency
… enhanced thermal cycling capability is needed.
• frequent start-up and shut-down cycles
• longer and more frequent downtimes
… the processes will remain, but operation parameters will significantly
tighten.
… new challenges for plant maintenance, design and material development..

Group 1 Group 2 Group 3
600 °C
10
-5 h
cre
ep s
tren
gth
[M
Pa]
100
50
6 8 10 12 14 16
Oxid
atio
n r
ate
/ lo
g K
p
Cr content [wt.-%]
Steam oxidation resistance rises with Cr content, but
creep strength drops.
P92
E911
VM
12
X20
Z-
phase
d-
ferrite
Steam oxidation resistance and creep strength: An antagonism?
Motivation

Group 1 Group 2 Group 3
650 °C
600 °C
10
-5 h
cre
ep s
tren
gth
[M
Pa]
100
50
6 8 10 12 14 16
Ox
idat
ion
rat
e /
log
Kp
Cr content [wt.-%]
Steam oxidation resistance rises with Cr content, but
creep strength drops.
at higher T: Shift to higher Cr content necessary.
An antagonism in case of creep strength enhanced ferritic-martensitic
(CSEF) steels!
P92
E911
VM
12
X20
Z-
phase
d-
ferrite
Steam oxidation resistance and creep strength: An antagonism?
Motivation

Materials for “cyclic” application – Ranking by properties
+ -- (Ni > 50)
- (Ni > 10)
+ Cost
? O(?) O + “Technology”
? + + O Creep
+ (Cr > 15)
+ (Cr > 20)
+ (Cr > 15)
- (Cr < 12)
Downtime-
corrosion
+ (Cr > 15)
+ (Cr > 20)
+ (Cr > 15)
- (Cr < 12)
HT-oxidation
/ -corrosion
? -
(TEC↑, l↓)
-
(TEC↑, l↓)
? TMF
ferritisch Nickel-base austenitic ferritic-
martensitic
Motivation

ferritic-
martensitic
austenitic Nickel-base ferritic
TMF ? -
(TEC↑, l↓)
-
(TEC↑, l↓)
?
HT-oxidation
/ -corrosion
- (Cr < 12)
+ (Cr > 15)
+ (Cr > 20)
+ (Cr > 15)
Downtime-
corrosion
- (Cr < 12)
+ (Cr > 15)
+ (Cr > 20)
+ (Cr > 15)
Creep O + + ?
“Technology” + O O(?) ?
Cost + - (Ni > 10)
-- (Ni > 50)
+
… an alternative ?
… for sure for science !
Motivation
Materials for “cyclic” application – Ranking by properties

Alloying philosophy
High chromium ferritic steels
Inherent creep strength
of the matrix
Solid solution strengthening
Cr, W, Nb
Thermomechanical
treatment
Base:
Fe
Str
ess
Time to rupture
Base
Solution
strengthening
Creep strength of
matrix
Microstructural
stability
?
Precipitation strengthening
W, Nb, Si, N, C
(Fe,Cr,Si)2(Nb,W)
Microstructural
change
no martensitic
transformation
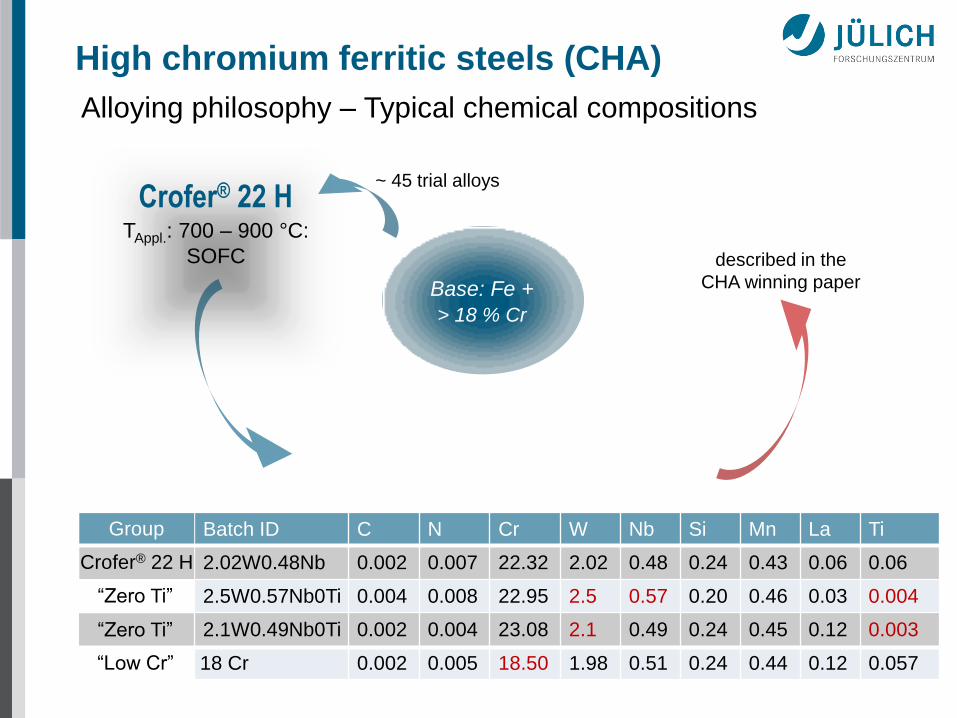
Alloying philosophy – Typical chemical compositions
TAppl.: 700 – 900 °C:
SOFC
Base: Fe +
> 18 % Cr
Crofer® 22 H ~ 45 trial alloys
High chromium ferritic steels (CHA)
Batch ID C N Cr W Nb Si Mn La Ti
2.02W0.48Nb 0.002 0.007 22.32 0.24 0.43 0.06 0.06
2.5W0.57Nb0Ti 0.004 0.008 22.95
2.02 0.48
2.5 0.57 0.20 0.46 0.03 0.004
2.1W0.49Nb0Ti 0.002 0.004 23.08 2.1 0.49 0.24 0.45 0.12 0.003
18 Cr 0.002 0.005 18.50 1.98 0.51 0.24 0.44 0.12 0.057
Group
Crofer® 22 H
“Zero Ti”
“Low Cr”
“Zero Ti”
described in the
CHA winning paper

The specific role of Nb: Alloying, processing and application
High chromium ferritic steels
7 W (Fe,Cr)2W / Chi 2.5W0.57Nb0Ti (Fe,Cr,Si)2(Nb,W) only
Niobium
“replaces” W, is incorporated into the Laves phase and refines it.
boosts precipitation kinetics of the Laves phase
(Si seems to be incorporated into the (Fe,Cr,Si)2(Nb,W) phase only).
“forces” an HT-Laves phase with higher TSolvus better long-term stability.
no Chi-phase formation
400 600 800 1000
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
-Cr
LT
-Lav
es
HT-Laves
(FeCr)-
Phas
e fr
acti
on
Temperature [°C]
-Fe
0,000
0,005
0,010
0,015
0,020
0,025
400 600 800 1000
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
-Cr
Laves(FeCr)-
Chi
Phas
e fr
acti
on
Temperature [°C]
-Fe
0,00
0,05
0,10
0,15
0,20
0,25
Tappl. Tappl.
cred
it: M
. T
alik
cred
it: M
. T
alik

High chromium ferritic steels
Increasing the Nb content
rises the Laves phase fractions,
refines the particles and
stabilizes them.
The specific role of Nb: Alloying, processing and application
1 10 100 1000
20
40
60
80
100 17CrWxNb 17CrW2xNb
Eq
uiv
alen
t ci
rcle
dia
met
er [
nm
]
Time [h]
650 °C
17
CrW
xN
b
17
CrW
2x
Nb
650 °C
3 h
3 h
1000 h
1000 h
cred
it: M
. T
alik
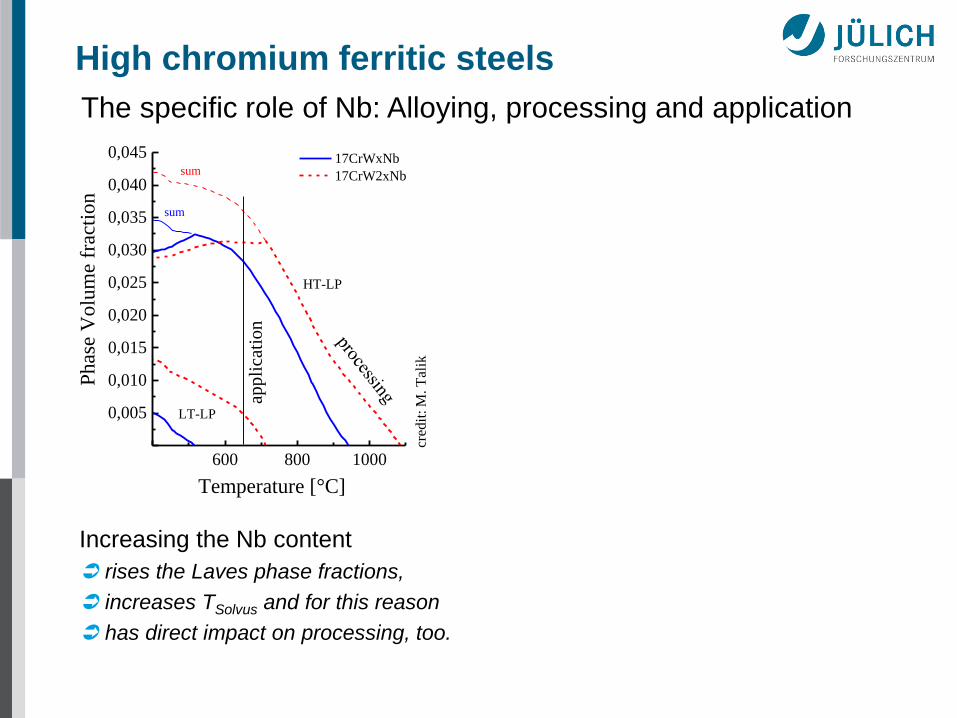
High chromium ferritic steels
Increasing the Nb content
rises the Laves phase fractions,
increases TSolvus and for this reason
has direct impact on processing, too.
The specific role of Nb: Alloying, processing and application
400 600 800 10000,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
sum
sum
HT-LP
Phas
e V
olu
me
frac
tion
Temperature [°C]
17CrWxNb
17CrW2xNb
LT-LP
app
lica
tion
cred
it: M
. T
alik

Properties: Tensile strength
High chromium ferritic steels (CHA)
No martensitic transformation!
moderate tensile properties in comparison to 9 Cr CSEF grade 92
but: Can be altered by processing!
will be demonstrated in the following…
0 200 400 600 800
0
100
200
300
400
500
600
700
800 YS 2.02W0.48Nb
UTS 2.02W0.48Nb
UTS grade 92
YS
, U
TS
[M
Pa]
Temperature [°C]

at intermediate stress (120 MPa):
Competitive to 12 Cr CSEF steel VM-12.
Reduction to 18 Cr does not have negative implications on creep strength.
Alloys with enhanced W and Nb-contents perform better,
because of higher volume fractions of strengthening Laves phase precipitates.
Properties: Creep resistance (600 °C)
High chromium ferritic steels (CHA)
at high stress (145 MPa):
Competitive to 9 Cr CSEF steel
T/P92.
20000 40000
110
120
130
140
150
160
170
600 °C
VM-12
Crofer® 22 H Spec. zero Ti low Cr
2.02W0.48Nb 2.1W0.48Nb0Ti 18Cr
2.5W0.57Nb0Ti
Str
ess
[MP
a]
Time [h]
T/P92

Microstructure: Long-term precipitate stability (600 °C)
High chromium ferritic steels (CHA)
SEM: 2.5W0.57Nb0Ti
600 °C, 100 h
Laves phase particles
grow rapidly in the short-term (up to ~1000 h).
0 10000 20000 30000
70
80
90
100
110
120
130
EC
D [
nm
]
Time [h]
18Cr1,98W0.5Nb
2.5W0.57Nb0Ti

Microstructure: Long-term precipitate stability (600 °C)
High chromium ferritic steels (CHA)
SEM: 2.5W0.57Nb0Ti
600 °C, 100 h SEM: 2.5W0.57Nb0Ti
600 °C, 26032 h, head section
Laves phase particles
grow rapidly in the short-term (up to ~1000 h).
coarsen slowly in the mid- and long-term.
are stabilized by enhanced W and Nb-contents.
0 10000 20000 30000
70
80
90
100
110
120
130
EC
D [
nm
]
Time [h]
18Cr1,98W0.5Nb
2.5W0.57Nb0Ti
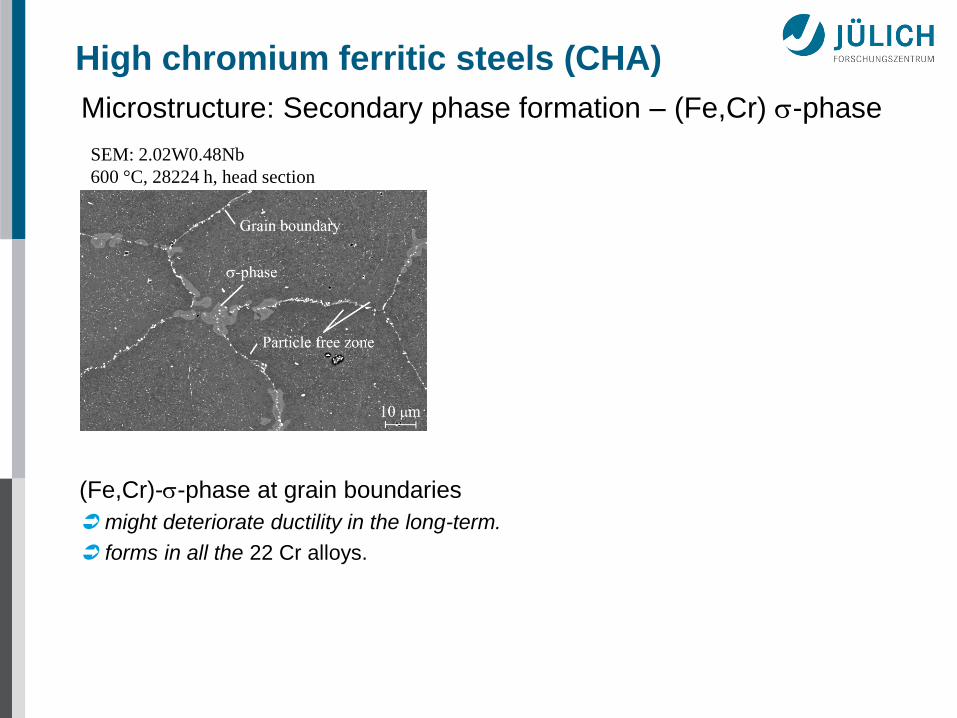
Microstructure: Secondary phase formation – (Fe,Cr) -phase
(Fe,Cr)--phase at grain boundaries
might deteriorate ductility in the long-term.
forms in all the 22 Cr alloys.
SEM: 2.02W0.48Nb
600 °C, 28224 h, head section
High chromium ferritic steels (CHA)
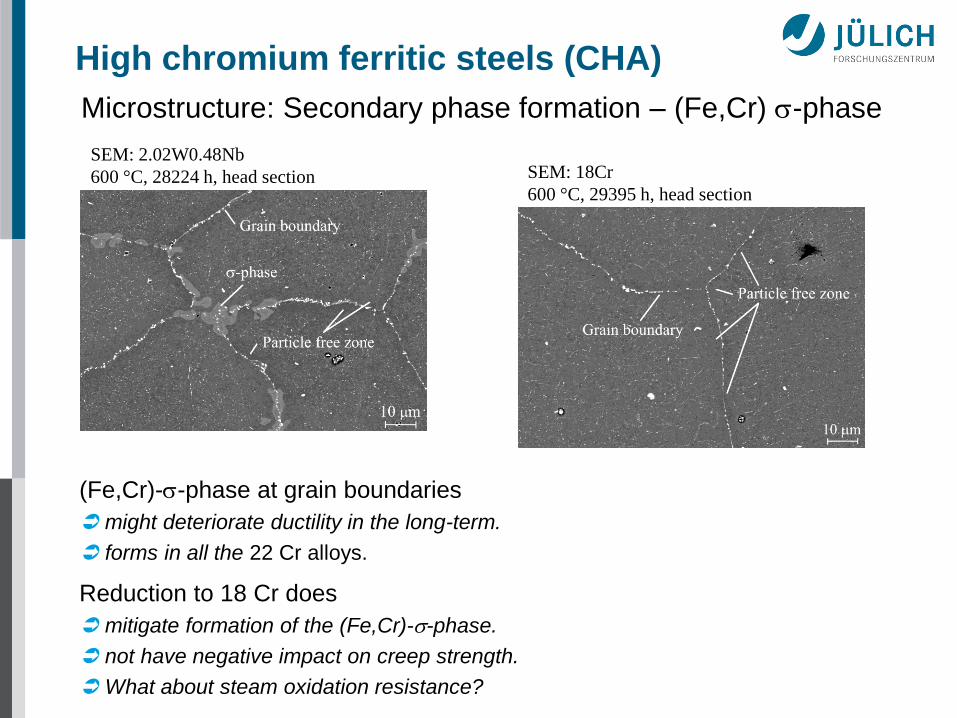
Microstructure: Secondary phase formation – (Fe,Cr) -phase
(Fe,Cr)--phase at grain boundaries
might deteriorate ductility in the long-term.
forms in all the 22 Cr alloys.
Reduction to 18 Cr does
mitigate formation of the (Fe,Cr)--phase.
not have negative impact on creep strength.
What about steam oxidation resistance?
SEM: 2.02W0.48Nb
600 °C, 28224 h, head section SEM: 18Cr
600 °C, 29395 h, head section
High chromium ferritic steels (CHA)

600 °C
Ar50Vol.-%H2O
Properties: Steam oxidation (600 °C)
mass gain rates appr. 1-2 orders of magnitude lower than 9-12 Cr CSEF grades
comparable to high Cr austenitic grades
cut in Cr content to 18 wt.-% does not negatively affect steam oxidation resistance
High chromium ferritic steels (CHA)
2.02W0.48Nb
18Cr
cred
it: J.
Zure
k,
L.
Nie
wola
k
Preliminary conclusion
High chromium ferritic steels
Ferritic steels strengthened by intermetallic phase particles offer promising creep strength and
favorable steam oxidation resistance.
Questions beyond: • Further potential in compositional changes?
• Role of thermomechanical processing?
• Properties relevant to application (tensile, impact and creep strength, resistance to
TMF, weldability)?

hot-rolling parameters (TMT) govern tensile properties
YS can be increased above UTS of solution annealed material in the whole temperature
range (elongation: 20 / 30 / > 50 % @ ambient / 600 °C / 700 °C +)
Tensile properties comparable to ferritic-martensitic grades are achievable!
0.007C
0.009
0.5
0.25
0.5
2
22
R
N
Mn
Si
Nb
W
Cr
Fe
0.007C
0.009
0.5
0.25
0.5
2
22
R
N
Mn
Si
Nb
W
Cr
Fe
High chromium ferritic steels
Processing: Tensile strength
0 200 400 600 800
150
300
450
600
750
900
solution annealed, YS0.2
solution annealed, UTS
hot-rolled (moderate), YS0.2
hot-rolled (moderate), UTS
hot-rolled (enhanced), YS0.2
hot-rolled (enhanced), UTS
grade 92, UTS
YS
, U
TS
[M
Pa]
Temperature [°C]
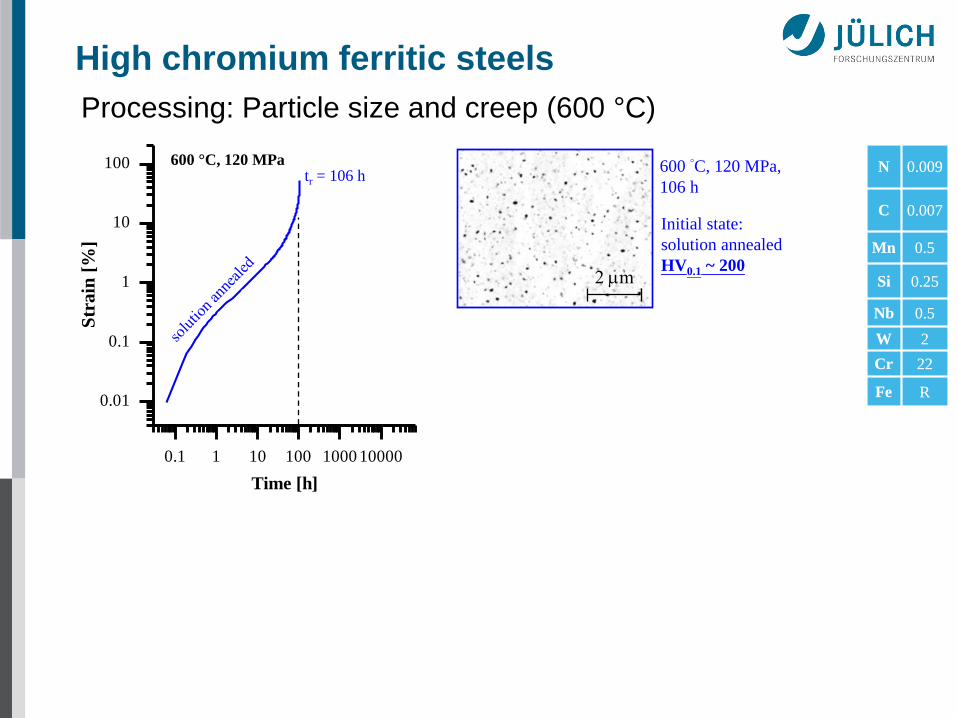
Processing: Particle size and creep (600 °C)
Initial state:
solution annealed
HV0.1 ~ 200 2 mm
600 °C, 120 MPa,
106 h
0.007C
0.009
0.5
0.25
0.5
2
22
R
N
Mn
Si
Nb
W
Cr
Fe
0.007C
0.009
0.5
0.25
0.5
2
22
R
N
Mn
Si
Nb
W
Cr
Fe
High chromium ferritic steels
0.1 1 10 100 1000 10000
0.01
0.1
1
10
100
Crofer® 22 H
pre-deformed
Crofer 22 model steel
Str
ain
[%
]
Time [h]
Cro
fer®
22
H
600 °C, 120 MPa tr = 106 h
Initial state:
solution annealed
HV0.1 ~ 200 2 mm
600 °C, 120 MPa,
106 h
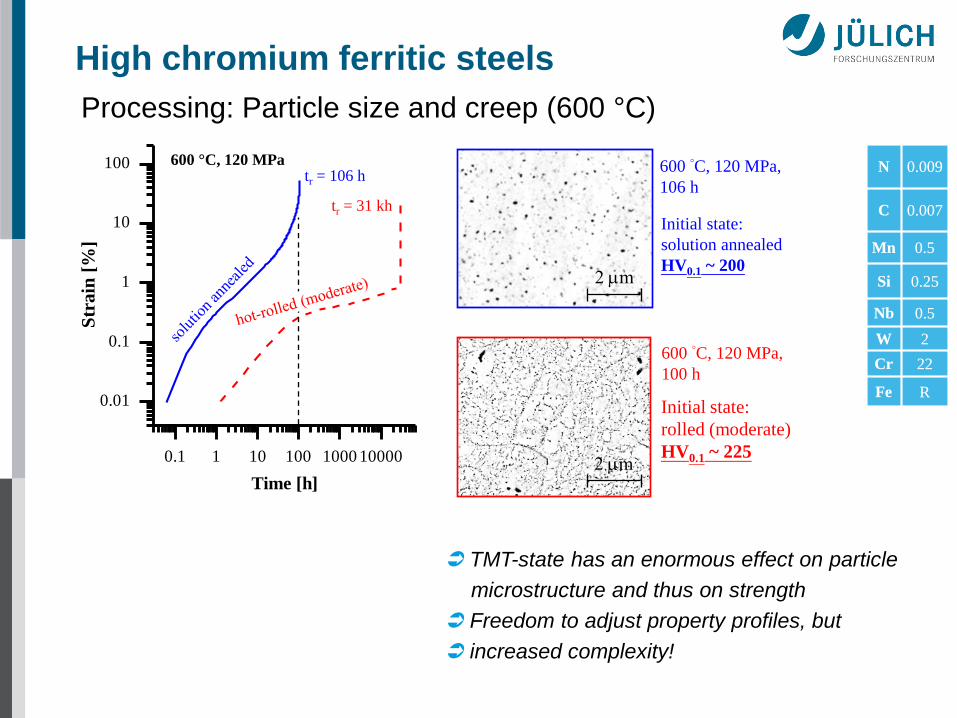
Initial state:
rolled (moderate)
HV0.1 ~ 225 2 mm
600 °C, 120 MPa,
100 h
0.007C
0.009
0.5
0.25
0.5
2
22
R
N
Mn
Si
Nb
W
Cr
Fe
0.007C
0.009
0.5
0.25
0.5
2
22
R
N
Mn
Si
Nb
W
Cr
Fe
High chromium ferritic steels
TMT-state has an enormous effect on particle
microstructure and thus on strength
Freedom to adjust property profiles, but
increased complexity!
0.1 1 10 100 1000 10000
0.01
0.1
1
10
100
Crofer® 22 H
pre-deformed
Crofer 22 model steel
Str
ain
[%
]
Time [h]
Cro
fer®
22
H
600 °C, 120 MPa
Processing: Particle size and creep (600 °C)
tr = 106 h
tr = 31 kh

Alloying philosophy
Base: Fe +
> 15 % Cr
~ 45 trial alloys
TAppl.: 550 - 650 °C:
steam power plants
petrochemical plants
The future:
Transfer of
alloying and
processing knowledge
Hi perF ritemanceoHigh er
TAppl.: 700 – 900 °C:
SOFC
Crofer® 22 H
The past
Hi perF ritemanceoHigh er
Fe Cr W Nb Si Mn C N
wt.-% R ≤ 18 ≥ 2.5 ≤ 1 ≤ 0.25 ≤ 0.2 < 0.01 < 0.015

Advanced trial alloys combine
further reduced Cr content (17 Cr),
enhanced W content (2.5 W) for increased Laves-phase formation,
optimized rolling parameters and thus yield
creep strength potential beyond CSEF grade 92
without (Fe,Cr)--phase embrittlement.
Creep (650 °C) – Hot-rolled condition
100 1000 10000
60
80
100
120
in progress
650 °C
T/P
9217Cr1_1
17Cr1_2
17Cr1_3
17Cr2_4
Str
ess
[MP
a]
Time [h]
Cr W Nb Si Mn N C
17 2.5 0.6 0.2 0.2 < 0.01 < 0.01
composition of the new “17Cr” batches (wt.-%):
Hi perF ritemanceoHigh er

Creep (650 °C) – Heat treatment
same batch (17Cr1_1)
solution annealed (SA) plus
• low temperature treated (LTT) or
• high temperature treated (HTT)
Creep strength can be regained from the
solution treated state by simple heat
treatment.
These heat treatments are effective in
homogenizing hardness profiles after
welding and do not harm creep strength
of the hot-rolled material.
Thermomechanical processing is not
mandatory, but beneficial.
Subject to further optimization.
0,1 1 10 100 1000 10000
0,01
0,1
1
10
SA+LTT
650 °C / 100 MPa
Str
ain [
%]
Time [h]
HR
SA+HTT
Hi perF ritemanceoHigh er
cred
it: M
. T
alik

Thermomechanical fatigue
0 1000 2000
400
500
600
700
800
900
1000AISI316L
Nf = 1320
HiperFer
17Cr2_4
Nf = 1635
T92
Nf = 1510
50 - 650 °C, 10 Ks-1
no holding times
mech.
= -th.
Str
ess
ran
ge
[MP
a]
Cycles (-)
Ferritic-martensitic steel: T92: Nf ~ 1510
not very “forgiving” after damage
initiation
Austenitic steel: AISI316L: Nf ~ 1320 much higher stress range, “unforgiving”
Ferritic steel: HiperFer 17Cr2_4: Nf ~ 1635 higher lifetime with
higher stress range than T92 and
good natured failure
(Dmech. ≈ 0.79 %)
(Dmech. ≈ 1.12 %)
(Dmech. ≈ 0.71 %)
Hi perF ritemanceoHigh er

Thermomechanical fatigue – Microstructure stability
20 mm
vir
gin
conditio
n
fatig
ue
d c
on
ditio
n
20 mm
Ferritic-martensitic steel
50 mm 0 100 mm
50 mm 0 100 mm
Austenitic steel Ferritic steel
HiperFer ferritic steel combines
microstructural stability,
low thermal expansion and high heat conductivity.
Hi perF ritemanceoHigh er
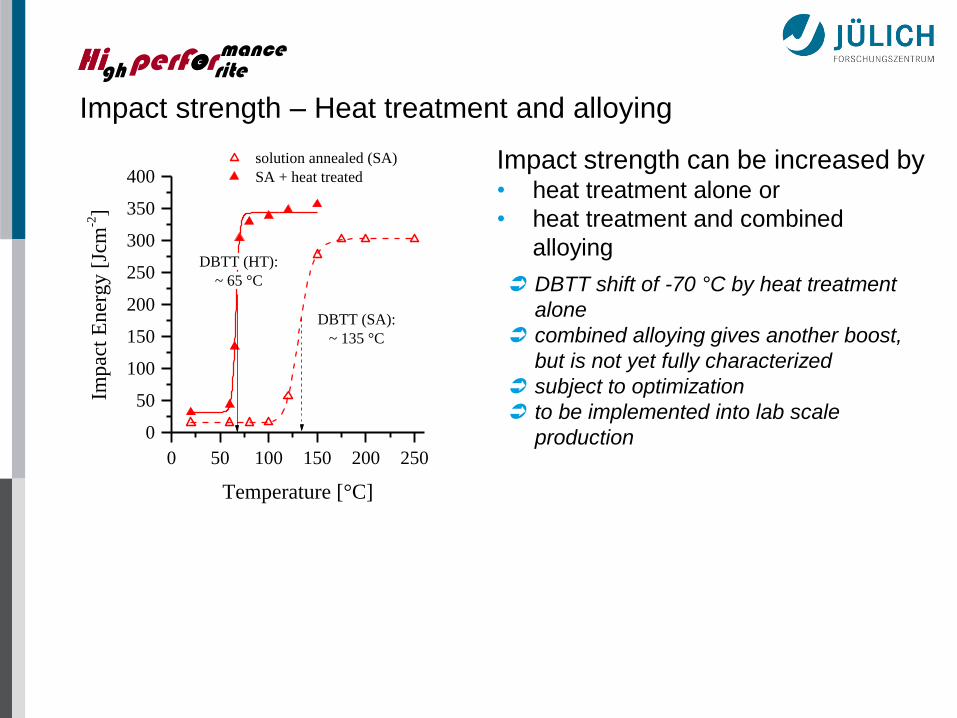
Impact strength – Heat treatment and alloying
Impact strength can be increased by • heat treatment alone or
• heat treatment and combined
alloying
DBTT shift of -70 °C by heat treatment
alone
combined alloying gives another boost,
but is not yet fully characterized
subject to optimization
to be implemented into lab scale
production 0 50 100 150 200 250
0
50
100
150
200
250
300
350
400 solution annealed (SA)
SA + heat treated
Impac
t E
ner
gy [
Jcm
-2]
Temperature [°C]
DBTT (SA):
~ 135 °C
DBTT (HT):
~ 65 °C
Hi perF ritemanceoHigh er

Hi perF ritemanceoHigh er
Hiperfore
Hiperforgee
Future applications
• ease of processing,
• weldability and
• impact strength
play the major role:
Thin wall components (tube, sheet, …)
- grades for applications, where
- grades with optimized thermomechanical processing for
applications, where
• weldability does not play a role,
• increased short-term / low temperature tensile properties
are beneficial:
Blading application
• good stress relaxation properties
are desired:
Bolting application
Recent work
New trial melts with
• doubled Laves phase content (~ 7 vol.-%) and thus enhanced mechanical,
• further improved impact strength and
• further decreased -phase stability range (< 550 °C)
were produced.
Matching SMAW electrodes were developed and first SMAW / TIG trial welds
were produced by voestalpine Boehler Welding Gmbh (Germany) / ORNL
(USA).
Optimization of trial steels concerning
• thermomechanical treatment (by rolling and / or forging) and
• heat treatment
is underway in cooperation with ORNL (USA) and RWTH Aachen (Germany).
A lot of characterization work to come …
Hi perF ritemanceoHigh er
Hiperfore
Hiperforgee

Acknowledgments
Thank you …
… to the (former) colleagues at Forschungszentrum Jülich:
M. Talik, J. Lopez Barrilao, L. Niewolak, J. Froitzheim, P. Huczkowski, W. J.
Quadakkers, J. Zurek, C. Li, Z. W. Hsiao, N. Jing, W. Chen, Y. Wang, W. Lange, M.
Braun, H. Esser, A. Moser, L. Lobert, H. J. Penkalla, E. Wessel, P. J. Ennis, T. Beck,
L. Singheiser …
ORNL: Y. Yamamoto, Y. Yang, P. Tortorelli
voestalpine Boehler Welding Germany: M. Schmitz-Niederau, O. Trunova
RWTH Aachen, Institute of Ferrous Metallurgy: H. H. Dickert, M. Schulte, A. Stieben, W. Bleck, G. Hessling
… and you for your kind attention !