design for manufacturing the yo-yo production process
TRANSCRIPT
Design for Manufacturing&
The Yo-yo Production ProcessME2110 Creative Decisions and Design
22 August 2018Prof. Tom Kurfess
Kyle Saleeby
DFM & The Yo-yo Production Process
Design for Manufacturing
Manufacturing Tradeoffs
SPC, Assembly,
and Machines
Manufacturing Metrics
Yo-yo Design
Design Decisions
Critical Specs
Version revisions
Yo-yo Production Process
Production Line Flow
Station Overview
Signup Info

Design for Manufacturing
Trade-offs in DFM
Cost
Quality
Rate
Flexibility
Design for Manufacturing
Design of a part, assembly, and manufacturing
process with the appropriate quality, lowest
cost, fastest and most flexible method.
Easy, right?
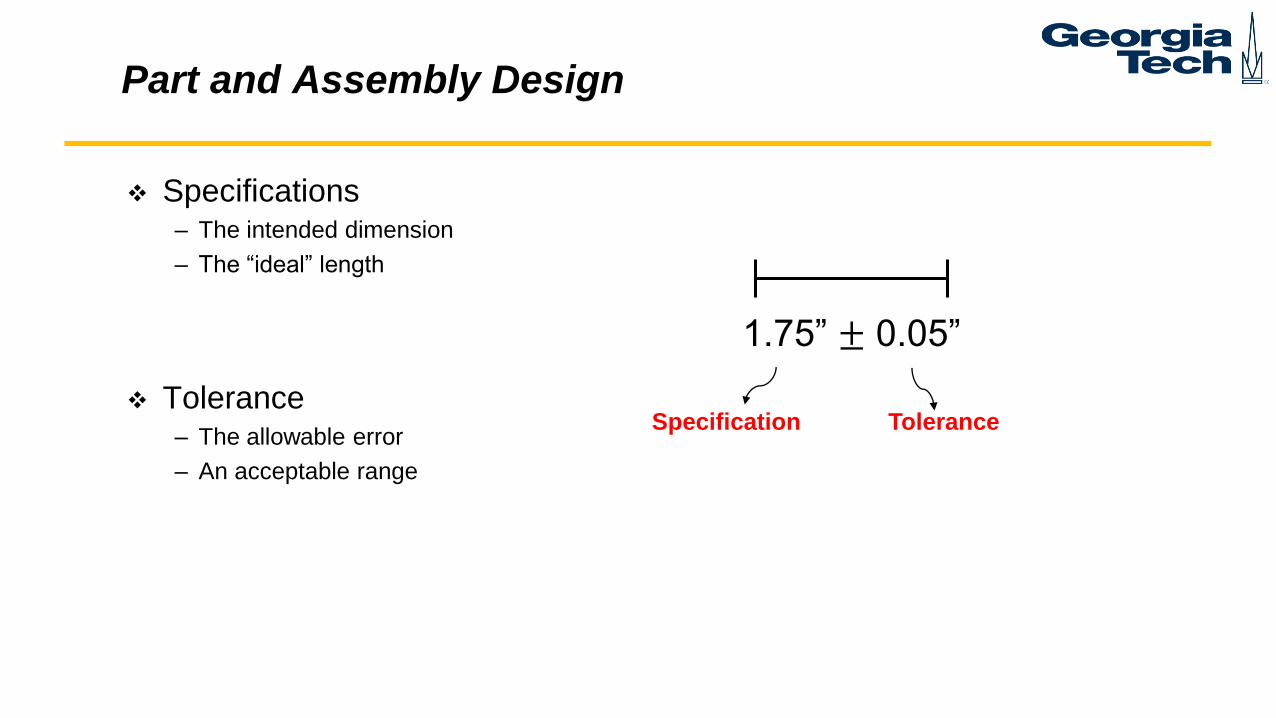
Part and Assembly Design
Specifications– The intended dimension
– The “ideal” length
Tolerance– The allowable error
– An acceptable range
1.75” ± 0.05”
Specification Tolerance

Part and Assembly Design
Parts have tolerances because Assemblies have tolerances
Assemblies have variation because parts have variation
Assembly-level variations are largely due to areas where parts assemble to each other.
“Tolerance is what you need, and
Variation is what you get!”
- Dr. Dan Whitney
1” ± 0.1”
Source: Dan Whitney
1” ± 0.1” 1” ± 0.1” 1” ± 0.1” 1” ± 0.1”Vs.
1”
5.0” ± 0.1”
1” 1” 1” 1”
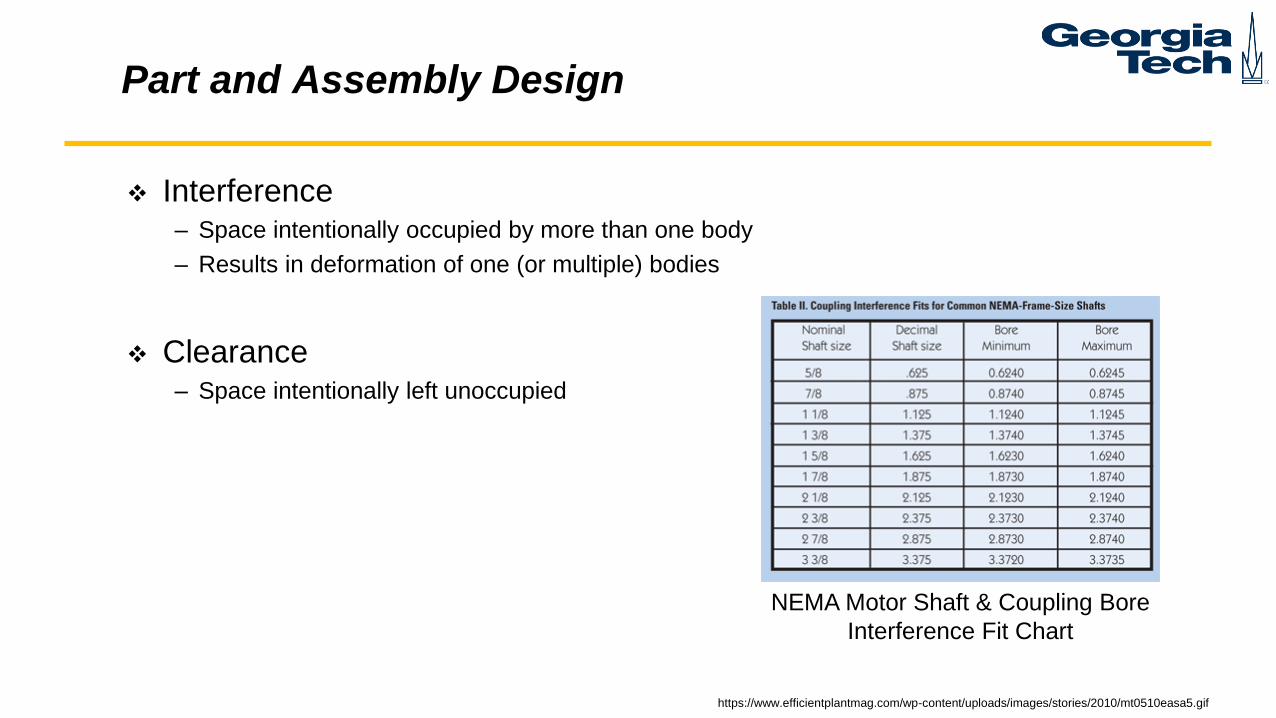
Part and Assembly Design
Interference– Space intentionally occupied by more than one body
– Results in deformation of one (or multiple) bodies
Clearance– Space intentionally left unoccupied
NEMA Motor Shaft & Coupling Bore
Interference Fit Chart
https://www.efficientplantmag.com/wp-content/uploads/images/stories/2010/mt0510easa5.gif

Part and Assembly Design
Source: Dan Whitney
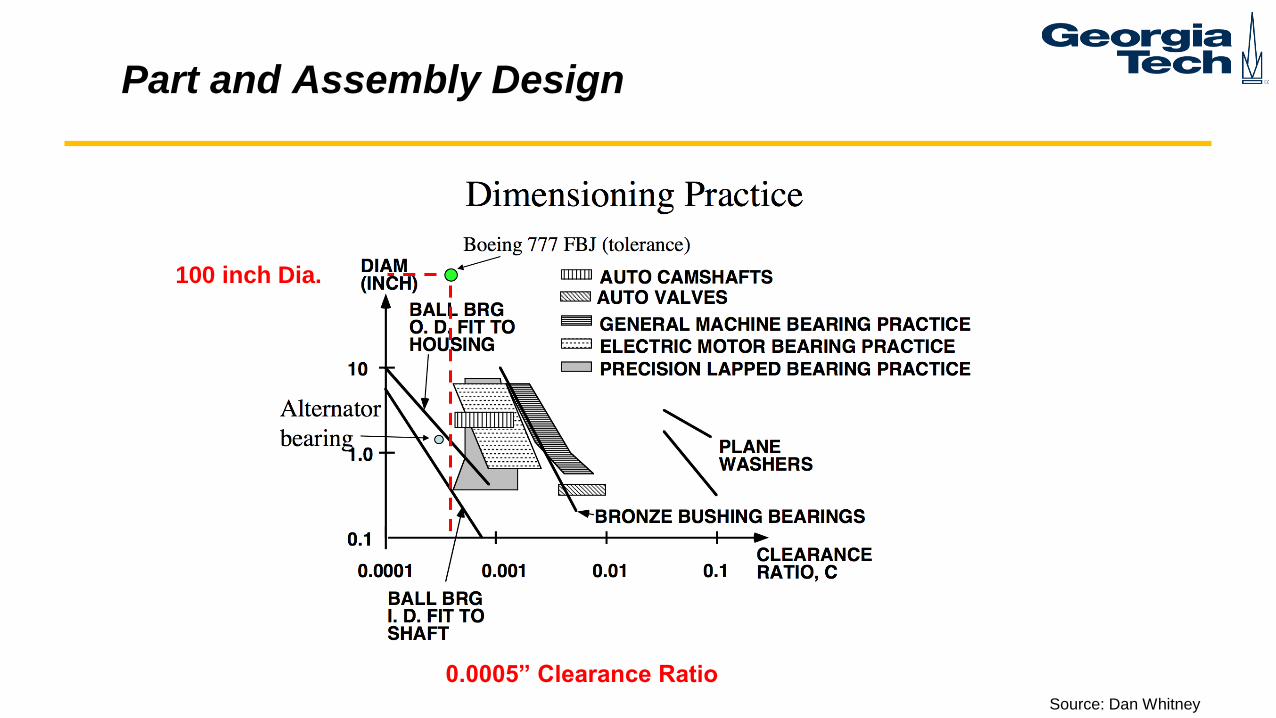
Part and Assembly Design
Source: Dan Whitney
0.0005” Clearance Ratio
100 inch Dia.

Manufacturing Methods
Selecting a method, based on the part requirements
CNC Machining– Quality: Best -- Highest precision
– Cost: High
– Rate: Moderate to fast
– Flexibility: Depends
Additive manufacturing– Quality: Low to Moderate
– Cost: Low to Moderate
– Rate: Slow
– Flexibility: Extremely Flexible
Strengths: Strong, durable parts.
Very flexible with CNC. Use for
critical components.
Limitation: Set-up
Strengths: Realize complex designs
with (almost) fixed setup time. Proof
of concept mechanisms.
Limitation: Weak parts.
High rate of failure
Manufacturing Methods
Selecting a method, based on the part requirements
Laser Cutter– Quality: Moderate
– Cost: Low
– Rate: Fast
– Flexibility: Extremely flexible
Waterjet– Quality: Moderate
– Cost: Moderate
– Rate: Fast
– Flexibility: Extremely flexible
Strengths: Very fast, 2D to 3D
structures. Moderately strong parts.
Very easy to modify parts.
Limitation: Chlorine
Strengths: Very fast, 2D to 3D
metal structures. Extremely strong
parts. Limitation: Water

Manufacturing Methods
Selecting a method, based on the part requirements
Injection Molding– Quality: Very High
– Cost: Very Low
– Rate: Extremely fast
– Flexibility: Low
Thermoforming– Quality: Low to Moderate
– Cost: Very Low
– Rate: Extremely Fast
– Flexibility: Low
Strengths: Very fast.
Moderately strong and complex
parts, with good design choices.
Limitation: Complexity of molds
Strengths: Very fast. Low resolution,
difficult to achieve sharp features.
Limitation: Excess material
(recyclable)

Manufacturing Methods
We’ve chosen a method, how do we evaluate the results?
Statistical Process Control
https://xkcd.com/552/

Mfg. Metrics - Run Chart
Measurement of critical dimension for every part
USL – Upper Specification LimitSpecification + UpperTolerance
LSL – Lower specification LimitSpecification - LowerTolerance
Mfg. Metrics – Shewhart Control Chart
Also called an “X-bar Chart”– Average measurement of a subgroup of parts
UCL – Upper Control Limit
UCL = 𝑋 + 3σ𝑠𝑔 σ𝑠𝑔 = SubGroup Standard dev.
LCL – Lower Control Limit
LCL = 𝑋 − 3σ𝑠𝑔 σ𝑠𝑔 = SubGroup Standard dev.

Manufacturing Metrics
Source: Dr. Jung-Hoon
Chun, MIT 2.008 Sp’17
Control ChartSub-Group n=10
Run Chart
Statistical Process ControlMonitor Quality of Parts
Identify Random or Causal Variations
Provides Metric of Success

Production Line Manufacturing
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0 10 20 30 40 50
Pu
ck L
engt
h
Puck #
Run Chart, Fall 2017Band Saw, n = 50
Band Saw
USL - Up. Spec. Limit
LSL - Low Spec. Limit
Production Line Manufacturing
Need a moment?
Chew it over with Twix!
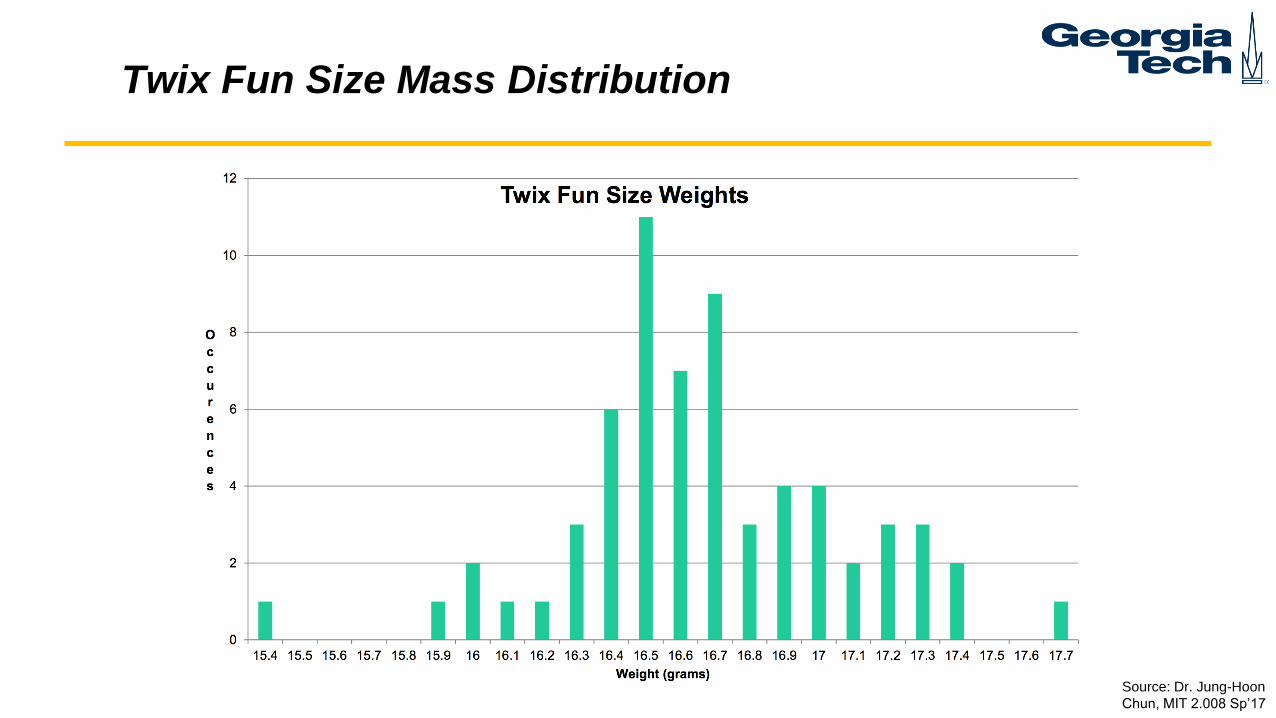
Twix Fun Size Mass Distribution
Source: Dr. Jung-Hoon
Chun, MIT 2.008 Sp’17

Process Control and Capability
Source: Dr. Jung-Hoon
Chun, MIT 2.008 Sp’17

Yo-yo Design for Manufacturing
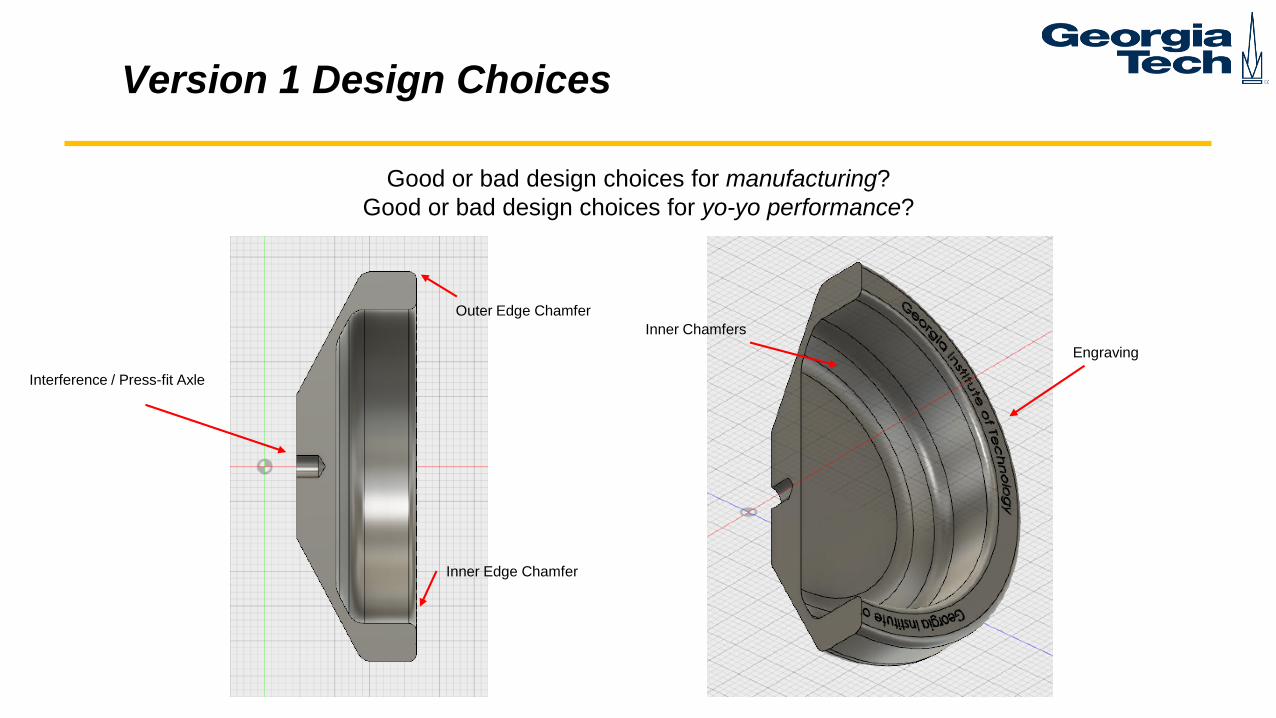
Version 1 Design Choices
Good or bad design choices for manufacturing?
Good or bad design choices for yo-yo performance?
Interference / Press-fit Axle
Inner Chamfers
Inner Edge Chamfer
Outer Edge Chamfer
Engraving

Assembly Diagrams
Distance and angle are important
θ

Assembly: The Good, The Bad, and The Ugly

Yo-yo V1 vs. V2
Version 1Titanium Version Version 2 Modifications
1. Thicker Rim
2. Thinner Center
3. Spacer for
Assembly

Yo-yo Manufacturing Process

How do you make 400 Yo-yo’s?
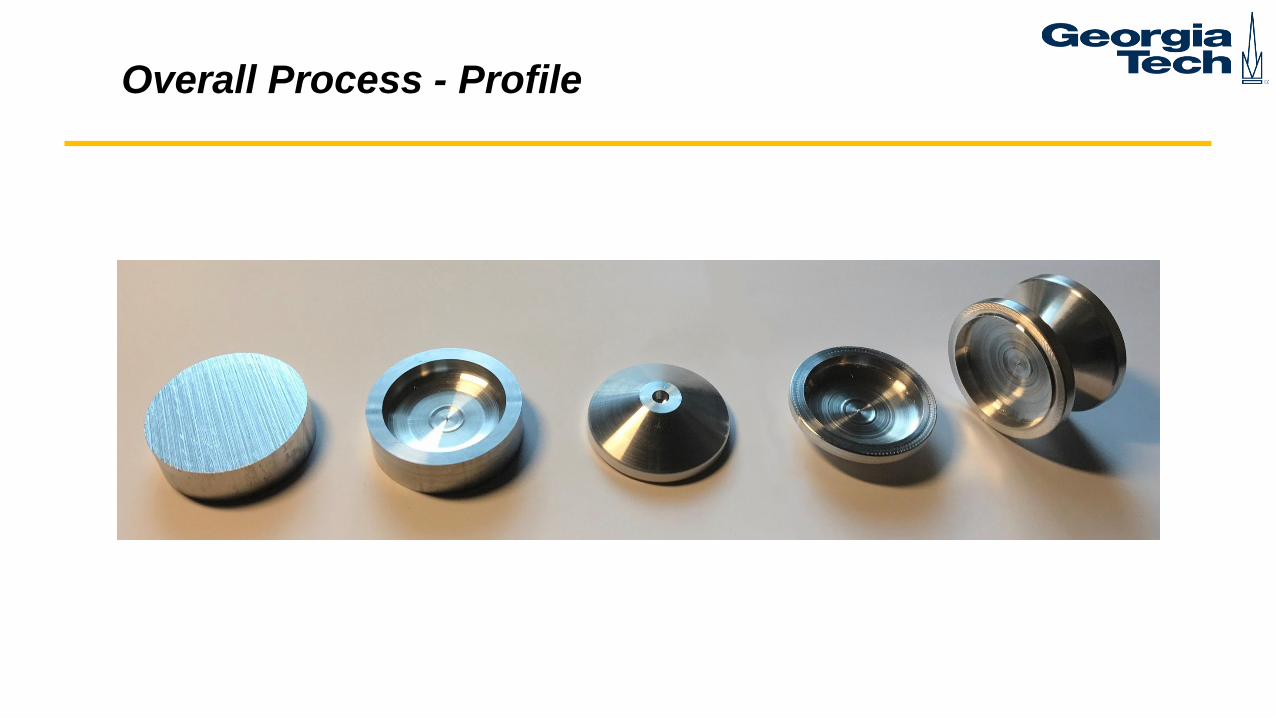
Overall Process - Profile
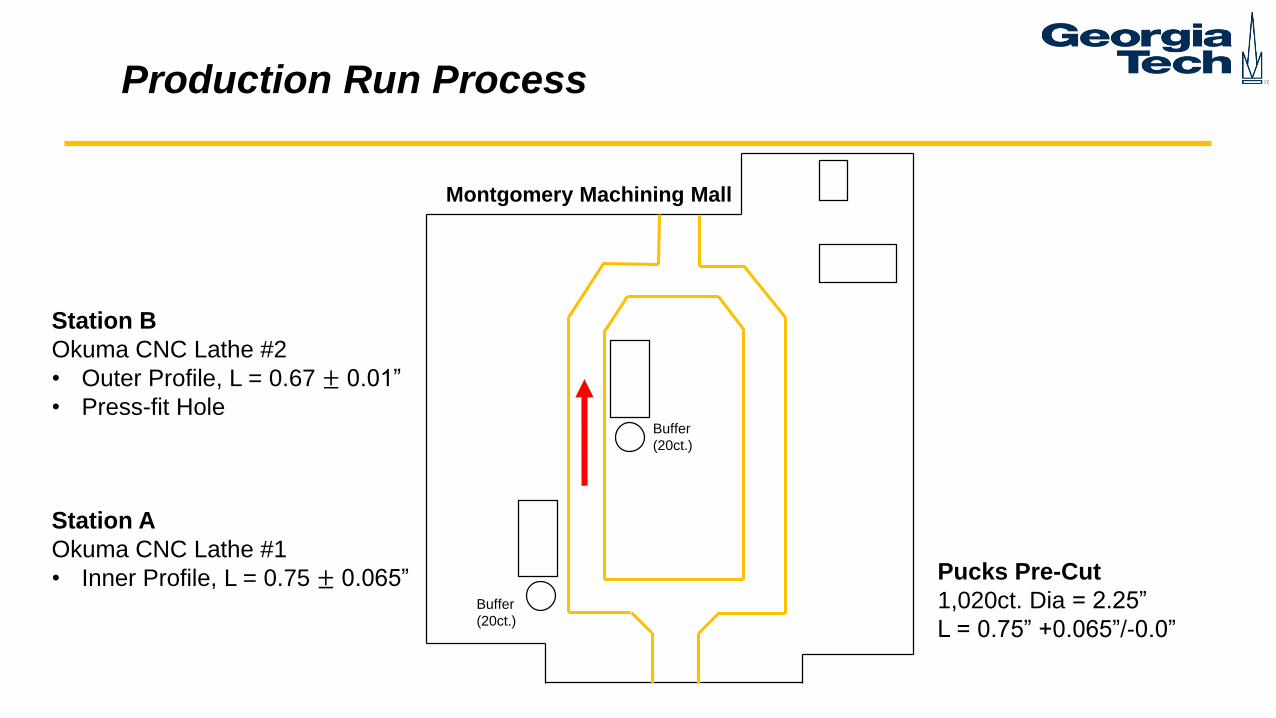
Production Run Process
Montgomery Machining Mall
Station A
Okuma CNC Lathe #1
• Inner Profile, L = 0.75 ± 0.065”
Station B
Okuma CNC Lathe #2
• Outer Profile, L = 0.67 ± 0.01”
• Press-fit Hole
Buffer
(20ct.)
Buffer
(20ct.)
Pucks Pre-Cut
1,020ct. Dia = 2.25”
L = 0.75” +0.065”/-0.0”

Station A – Okuma CNC Lathe #1
• Measure puck (ensure L = 0.75 ± 0.065”)
• Place puck in jaws
• Ensure feed and spindle speed knob are at 100%
• Press the green button
• Take puck out, measure, place in outgoing hopper
• After Inner Profile, L = 0.73 ± 0.01”

Station B – Okuma CNC Lathe #2
• Measure puck (ensure L = 0.73 ± 0.01”)
• Place puck in jaws
• Ensure feed and spindle speed knob are at 100%
• Press the green button
• Take puck out, measure, place in storage container.
• After Outer Profile, L = 0.67 ± 0.01”

Instruction Sheet
Instructions will be posted at every station.
TA’s will have in-depth guides, and trouble shooting instructions.
Do NOT get complacent.
If in doubt....

Production Line Manufacturing
Process Time
Okuma #1 – Front Side 1min 40 seconds
Okuma #2 – Back Side 1min 40 seconds
Quality & Post Processing ~45 seconds
Total: 4min 5seconds

Optimization
Balancing act between:– Tool wear
– Chip size
– Surface finish
Anodizing and Second Production Run
Yo-yos will be shipped for anodizing
Adds ~0.004” layer on surface
Extremely Hard
Second Production Run
Two stations– CNC Mill for Engraving
– Arbor Press for assembly
Occur ~ two weeks after first production run
Sign up after first run
Volunteer Process
Sign-Up Links:Signup Form: bit.ly/2110YoyoSignUp
Contact Info Form: bit.ly/2110YoyoContact
Volunteers will be trained for first 30mins
Run production line for 1h 30m after
Please sign up for multiple shifts!

Volunteer Process
Thank you to all volunteers!
Acknowledgements
Dr. Tom Kurfess
Dr. Chris Saldana
Steven Sheffield
Matt Carroll
Scott Elliot
Nate Mauldin
Louie Boulanger
Team Kurfess
Roby Lynn
Chelsea Silberglied
James Collins
Muyang Guo
ME2110 TA’s
References
1. Prof. William Singhose, Prof. Tom Kurfess, ME2110 Fall 2013, Georgia Tech
2. Prof. Dr. Jung-Hoon Chun 2.008, MIT
3. Prof. Dan Whitney, MIT
4. EML2322L – University of Florida Design and Manufacturing
Reserve Slides
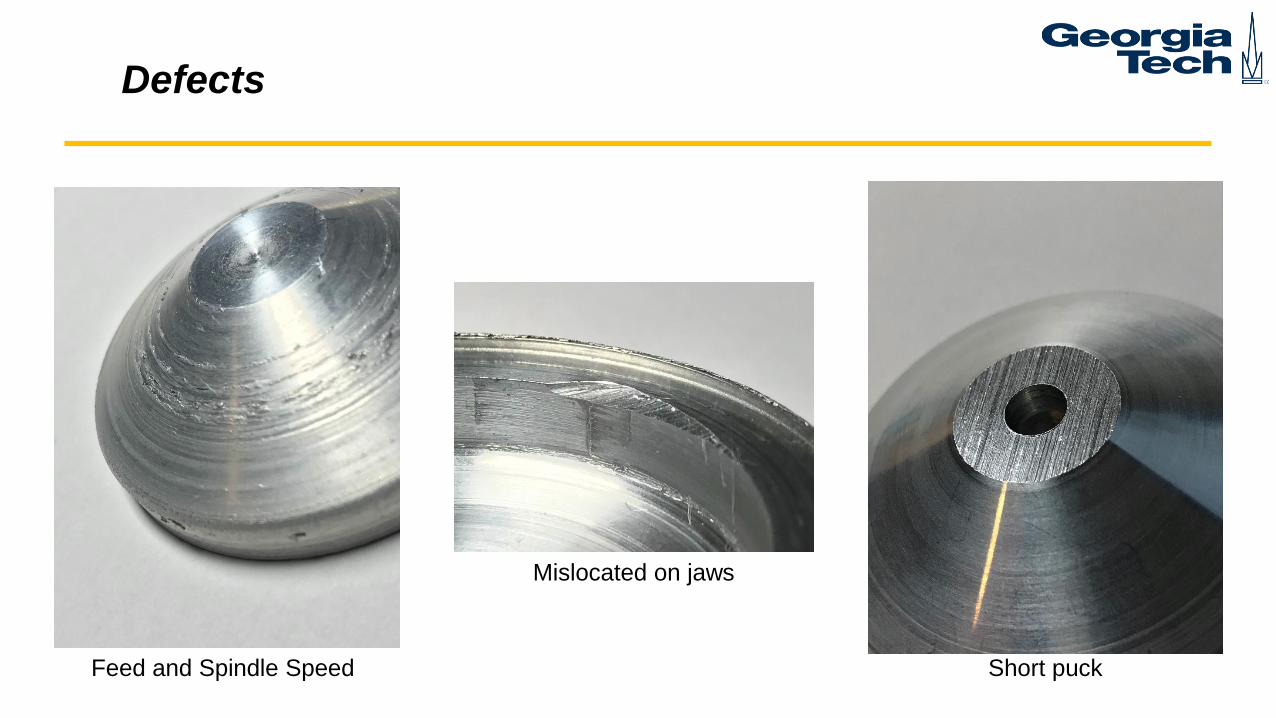
Defects
Feed and Spindle Speed
Mislocated on jaws
Short puck
Questions
Do I need prior experience to run the machines?– No. Our TA’s will train you for all of the jobs, regardless of which machine you sign up for.
The process is also very straight-forward and well documented. Please follow the instructions and you will pick it up very quickly.
Do I need to stay for the entire shift?– Yes. We’re do not have too much slack time to spare. We need to keep the machines
running as much as possible.
Can I adjust parameters of the machines?– Please do not press buttons other than ones you are instructed to use on the instructions
sheet. This could cause SEVERE damage to the machines.
Other Questions?