department of mechanical and manufacturing engineering shear strength measurement on metal/polymer...
TRANSCRIPT

Department of Mechanical and Manufacturing Engineering
SHEAR STRENGTH MEASUREMENT ON METAL/POLYMER INTERFACE USING FRAGMENTATION TEST
S. Charca, O. T. Thomsen
Department of Mechanical and Manufacturing Engineering
Aalborg University, Aalborg Denmark
CompTest 2011, Lausanne
Department of Mechanical and Manufacturing Engineering
Overview Introduction
Objectives Sample manufacturing and experimental
procedure
Results and analysis Filament failure mode Photoelasticity and isochromatic fringe
patterns Fragment lengths Finite element analysis validation
Conclusions

Department of Mechanical and Manufacturing Engineering
Introduction The mechanical properties and performance of polymer composites
materials are to a large extent determined by the interface properties.
There are several methods that are currently used to characterize the interface properties such as single fibre pull-out, micro-tension, micro-indentation and fragmentation tests.
The single fibre fragmentation test method appears to offer some advantages compared with other methods (e.g. single fiber pull out and micro indentation tests) for assessing the fiber-resin interface shear strength. Moreover it offers the advantage over the other methods that the number of fragments that can be obtained from one single test specimen is typically large, thus enabling a complete statistical analysis.
The fragmentation test was proposed initially by Kelly and Tyson (1965) based on their work on tungsten fibres embedded in a Cu matrix.
Department of Mechanical and Manufacturing Engineering
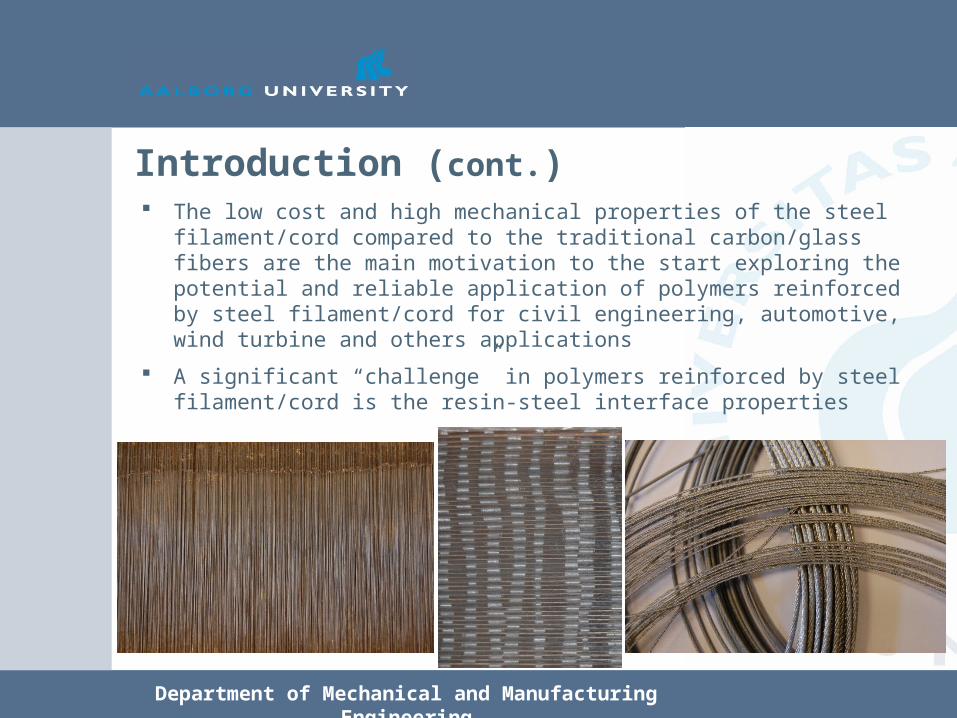
The low cost and high mechanical properties of the steel filament/cord compared to the traditional carbon/glass fibers are the main motivation to the start exploring the potential and reliable application of polymers reinforced by steel filament/cord for civil engineering, automotive, wind turbine and others applications
A significant “challenge” in polymers reinforced by steel filament/cord is the resin-steel interface properties
Introduction (cont.)
Department of Mechanical and Manufacturing Engineering
Objectives
The objectives of this research include: Study the interface properties of single steel filament
embedded in a resin. Achieve multiple fragmentations of steel filaments
embedded in an unsaturated polyester matrix. Determination of the failure mechanisms. Perform a statistical analysis including a data
discrimination process. And finally to determine the interface shear strength
using the Kelly and Tyson criterion.

Department of Mechanical and Manufacturing Engineering
Sample manufacturing
Steel filaments: Zinc coated ultra high strength steel filament D =
0.1mm Sizing: Silane with amino functionality
Resin: Unsaturated polyester Samples were manufactured by casting using treated
(sizing) and non treated filaments 10 dogbone samples were manufactured for each
type of filament - 5 samples were made at the Risø DTU National Laboratory for Sustainable Energy (Denmark) facilities and the rest at the AAU facilities

Department of Mechanical and Manufacturing Engineering
Specimens design
From the ECrit. and rules of mixture.
Where:
)1( fmffCrit VEVEE
2207000
mm
NE f 2
1151mm
NEm
003375.0fVFiber fragmentation occurs if:
mmDsteel 10.0 233.2 mmAT
Minimum sample cross section for fragmentation test
Fiber
Matrix
uf um
Composite
ultm
ultf
ECrit
Obtained at 0.05mm/min
Fragmentation occurs if: E < ECrit
ultf
utlmCritE
.

Department of Mechanical and Manufacturing Engineering
In order to fix the filament into the mould in the manufacturing process and avoid non uniform stress distribution along the filament; filaments were pre-loaded in tension during the casting and curing process using a 200g weight
220 mm30mm
R70 mm
20 mm
15 mm
6 mm
Final sample dimensions

Department of Mechanical and Manufacturing Engineering
Experimental setup
Light source
Polarizer
Analyzer
Microscope and camera
Sample
Load cellLoad
Grip Grip
Light source
Polarizer
Analyzer
Microscope and camera
Sample
Load cellLoad
Grip Grip
Fragmentation processes were monitored using the photoelasticity technique, with a 50X magnification stereomicroscope
After samples fails, the specimens were polished until to obtain a mirror surface to observe and measure the filament fragments
Loading rate: 0.05mm/min

Department of Mechanical and Manufacturing Engineering
Filament failure in the resin displayed a defined pattern as shown using 50X magnification
Filament failure mode
DB DB
PN
CN CN
CN-F
DB ---- DebondingPN ---- Partially NeckingCN ---- Completely
NeckingCN-F ---- Completely
Necking & Fracture

Department of Mechanical and Manufacturing Engineering
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8
Strain (%)
Str
es
s (
N/m
m2 )
AAU_#5_02Fragmentation
Photoelasticity and isochromatic fringes
Typical stress/strain curve on dogbone fragmentation specimens and the corresponding polarization image observed during the test @ ~5.33%
Light areas appears around the filament, which is an indication of apparent interface debonding

Department of Mechanical and Manufacturing Engineering
Photoelastic birefringence around the filament fragments at ~37N/mm2 and ~ 5.70%
Microscopic image at ~37N/mm2 and ~ 5.70%. (Non treated steel filament)
In the fragmentation experiments high intensity fringe patterns were observed (light or dark, depending of the polarization angle).
High stress concentration zones
Matrix is purely subjected to tension
Department of Mechanical and Manufacturing Engineering
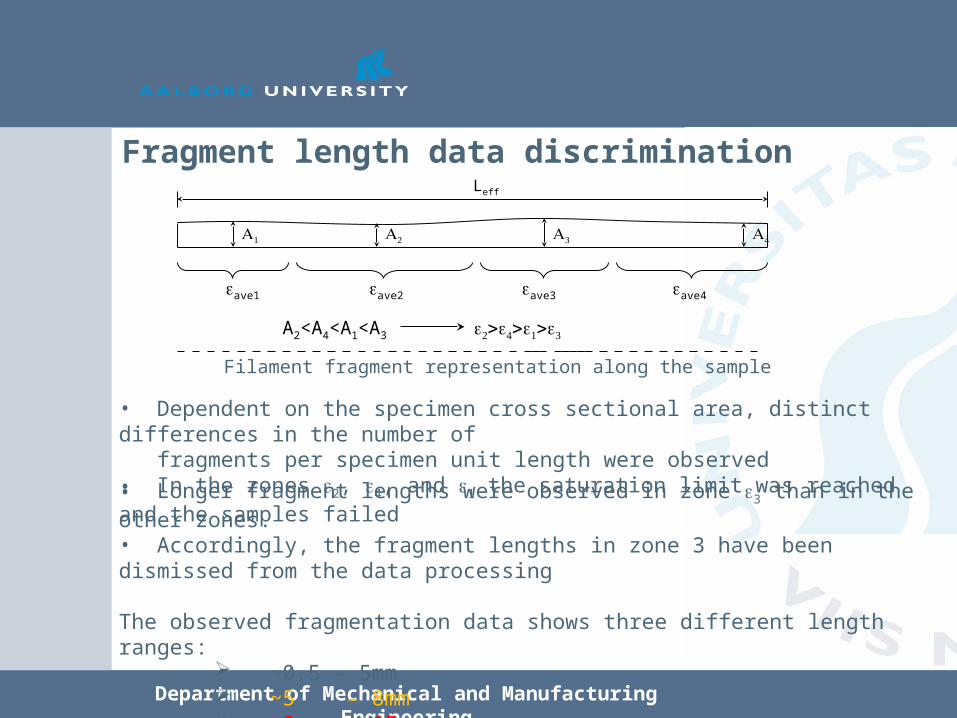
Fragment length data discrimination
ave1 ave2 ave3 ave4
Leff
A2<A4<A1<A3
• Dependent on the specimen cross sectional area, distinct differences in the number of fragments per specimen unit length were observed• In the zones 2, 4, and 1 the saturation limit was reached and the samples failed• Longer fragment lengths were observed in zone 3 than in the other zones. • Accordingly, the fragment lengths in zone 3 have been dismissed from the data processing
The observed fragmentation data shows three different length ranges: ~0.5 – 5mm ~5 – 8mm ~8 – 15mm
Filament fragment representation along the sample
Department of Mechanical and Manufacturing Engineering
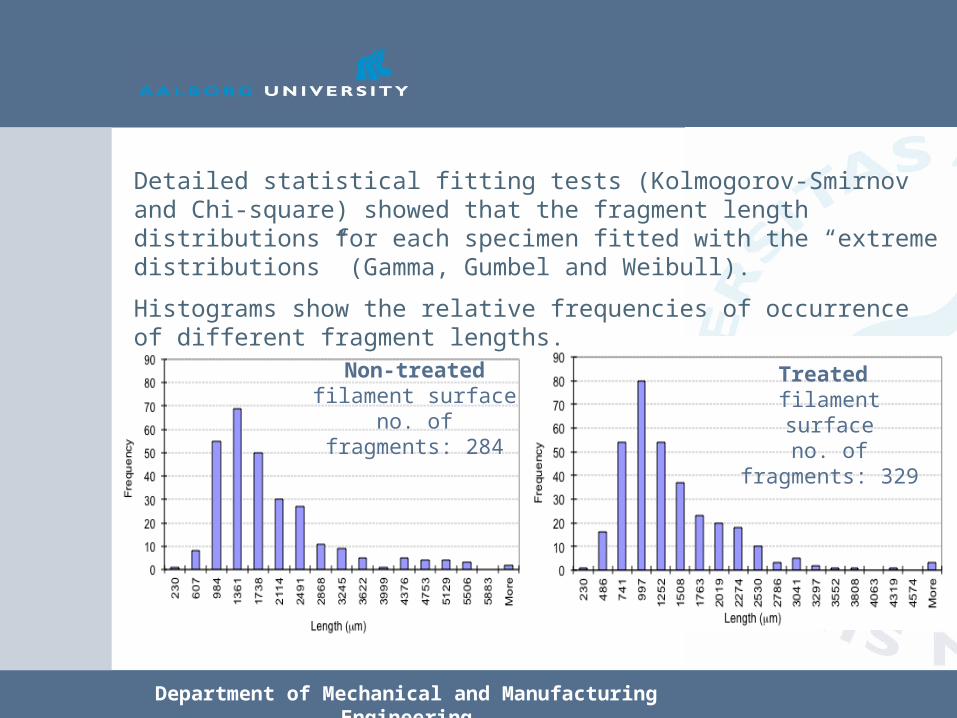
Detailed statistical fitting tests (Kolmogorov-Smirnov and Chi-square) showed that the fragment length distributions for each specimen fitted with the “extreme distributions” (Gamma, Gumbel and Weibull).
Histograms show the relative frequencies of occurrence of different fragment lengths.
Non-treatedfilament surface no. of fragments:
284
Treated filament surfaceno. of fragments:
329

Department of Mechanical and Manufacturing Engineering
Summary of results of the fragmentation test after data discrimination The apparent interface shear strengths were calculated using the
Kelly and Tyson relation considering the critical fragment length
c
f
l
d
2
avec ll3
4
b (mm) 15 Dia (mm) 0.1L (mm) 210
ult (N/mm2) 3016
Samplet
(mm)
max
(N/mm2)
E
(N/mm2)
max
(%)
~ @1st Frag(%)
Frag. Length(mm)
SD(mm)
Number ofFragments
D. M. F.Lc
( mm)
(N/mm2)
AAU_#8_01 6.70 40.45 1156 5.86 4.96 1.758 1.187 84 PN 2.34 64.32AAU_#8_02 6.20 37.94 1287 5.08 4.91 1.965 1.198 51 DB 2.62 57.55AAU_#8_03 6.25 39.71 1251 5.93 5.10 1.724 1.056 88 CN-F 2.30 65.61RISO_#8_02 7.15 42.94 996 6.04 5.29 1.509 0.785 55 DB 2.01 74.95RISO_#8_03 6.60 44.03 1238 5.31 5.24 1.791 0.882 10 PN 2.39 63.15RISO_#8_04 6.60 44.71 1325 5.29 5.24 1.471 0.675 17 CN-F 1.96 76.91
Ave. 1.703 Ave. 67.08SD 7.41
AAU_#5_01 6.05 42.21 1281 5.14 5.00 1.199 0.803 110 DB 1.60 94.35AAU_#5_02 6.80 43.59 1048 8.75 5.33 1.379 0.656 136 CN 1.84 82.04RISO_#5_01 6.00 43.59 1399 5.24 5.12 1.093 0.702 75 DB 1.46 103.45RISO_#5_04 6.50 42.72 1728 4.95 - 1.197 0.653 30 DB 1.60 94.47
Ave. 1.217 Ave. 93.58SD 8.79
Non-treated filament surface
Treated filament surface

Department of Mechanical and Manufacturing Engineering
0
1000
2000
3000
4000
5000
6000
7000
8000
0 0.2 0.4 0.6 0.8 1
x/(L/2)
Fib
er a
xial
str
ess
(N/m
m2)
L = 1.0 mmL = 1.6 mmL = 2.0 mmL = 4.0 mmL = 8.0 mmL = 20.0 mm
ANSYS 12.1 Assumption: Material is linear elastic Element type: 2D plane183 (Axi-
symmetric 32000 elements) Perfect interface bonding assumed Thermal analogy for resin shrinkage
FEA modeling
ult = 3016 N/mm2 (Steel)
Calculated critical fragment length for filament failure using FEA:LcFEA = 1.65mm
Experimental average fragment length: LcExp = 1.70mm
Filament under study
Sym
Department of Mechanical and Manufacturing Engineering
Conclusions Fragmentation tests were successfully implemented with
single steel filaments embedded in polyester resin. The fragmentation process start with debonding, followed by
necking (yielding) and finally fracture of the steel filaments. Filament fragmentation starts to develop at specimen
longitudinal strains exceeding ~4.90%. Fragmentation length distributions fit the “extreme
distributions” (Gamma, Gumbel and Weibull). The apparent interface shear strengths derived using the Kelly
and Tyson equation are very large. The experimentally observed critical fragment length was
confirmed using Finite Element Analysis Apparent improvement of the interface shear strength was
observed for samples manufactured using surface treated steel filaments

Department of Mechanical and Manufacturing Engineering
Acknowledgement
The research reported was sponsored by the Danish National Advanced Technology Foundation. The financial support is gratefully acknowledged. The authors wish to thank Dr. Jakob I. Bech, Dr. Hans Lilholt, Mr. Tom L. Andersen, Dr. R.T. Durai Prabhakaran and other colleagues at Risø National Laboratory for Sustainable Energy, Technical University of Denmark, for inspiring discussions

Department of Mechanical and Manufacturing Engineering
Questions?