daimler presents the lightest of its kind rear axle subframe of the new c-class
TRANSCRIPT

Welcome to the 2nd International Lightweight Chassis
& Body Design Conference

Today, we are pleased to share a presentation from our previous Lightweight Chassis
Conference. We hope you enjoy this insight into the Lightweight rear axle subframe of the
Mercedes C-Class by Karl-Heinz Röß, Head of Development/Axle at Daimler AG:

Lightweight rear axle subframe of the new C-Class
1 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess

Agenda
Introduction
Design and Simulation
Production Technologies
Testing and Validation
Conclusion
3 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
1
2
3
4
5

4 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Introduction 1
1. Task
5 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Design study for a rear axle subframe.
A really high weight reduction and a
concept for different load stages.
Concept Development:
1. Lightweight steel variant with high strength steel
2. Aluminium welded sheet construction
Introduction 1

Agenda
Introduction
Design and Simulation
Production Technologies
Testing and Validation
Conclusion
6 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
1
2
3
4
5

1. Lightweight SteelTechnical requirements:
• High strength steel
• Different material thickness
• Taylored Blank
• Lightweight construction
• Increase the strength of welding area
• Fulfill our requirements for durability and crash
• etc.
Result was approx. 3 kg reduction
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 7
Design and Simulation 2

2. Aluminium Concept
• Technical requirements:
• Welded sheet construction
• Packing similar to the steel version
• Entry subframe for the load case
• Cost/weight ratio
• Fulfill our requirements for durability and crash
• etc.
Result was approx. 5 kg reduction
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 8
Design and Simulation 2

Difference between aluminium vs. steel
Side shell
Aluminium Steel
Alu side shell:
• welding butt joint (I-Stoss)
• higher thickness
Steel side shell:
• welding lap joint
The thicker aluminium sheet is less sensitive to shape tolerances for I joint.
The thin steel sheet requires a flange to form tolerances in the joint to compensate.
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 9
Design and Simulation 2

Difference between aluminium vs. steel
Front cross beam
Steel cross beam:
• Single piece cross beam
• U-shape
Alu front cross beam:
• Two pieces cross beam
• L-shape
Aluminium Steel
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 10
Design and Simulation 2
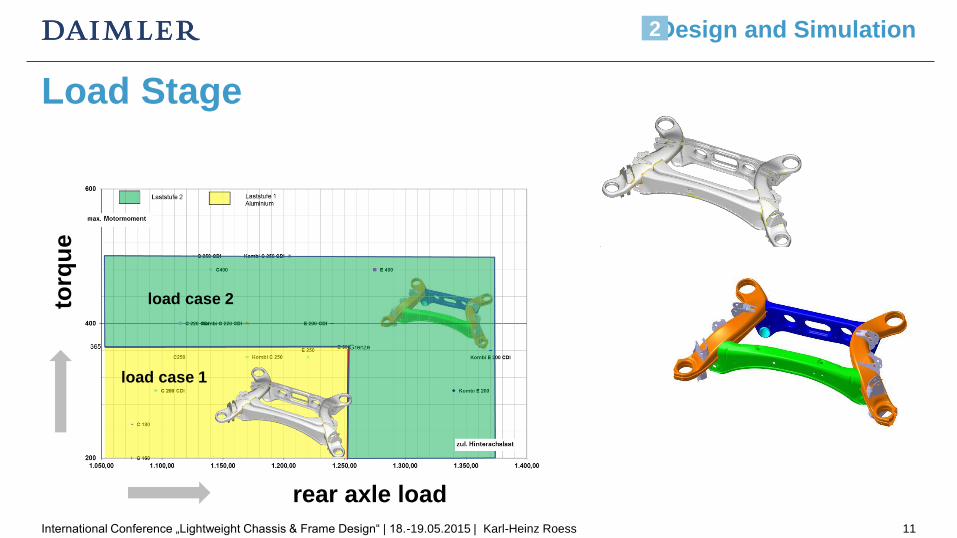
Load Stage
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 11
Design and Simulation 2
rear axle load
torq
ue
load case 1
load case 2
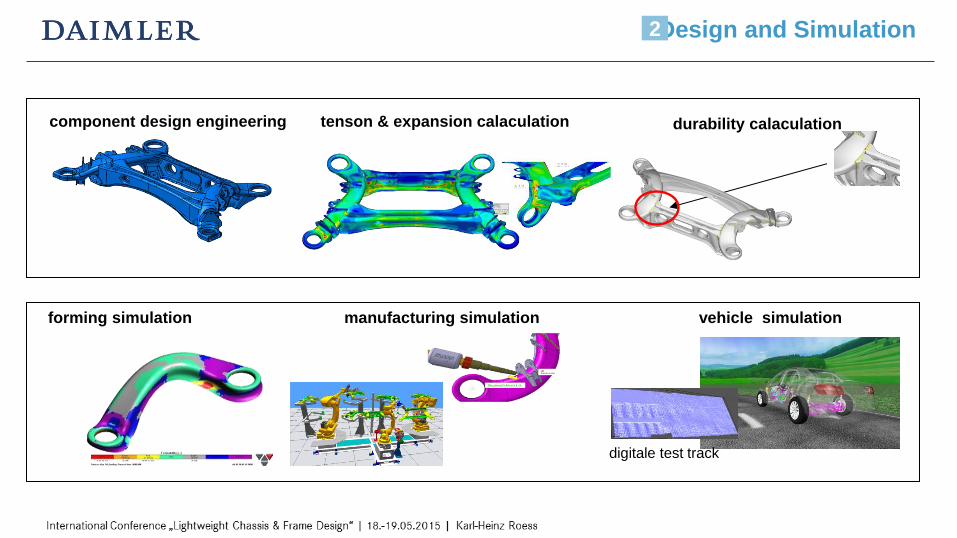
component design engineering tenson & expansion calaculation
forming simulation manufacturing simulation
durability calaculation
vehicle simulation
digitale test track
Design and Simulation 2

International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Optimization Process
Design and Simulation 2

Agenda
Introduction
Design and Simulation
Production Technologies
Testing and Validation
Conclusion
14 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
1
2
3
4
5

15
Manufacturing Steps
Pa
rt s
pe
cific
co
st
Zeit
Welding with Single-Roboter C-Classe bis 2001
2009 2007 1993 2001
Master/Slave (M/S),
Tandemwelding and part handling C-Classe 2001-2007
Welding with Multirobot-Systems:
Cooperating welding system C-Classe BR204
E-Classe
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Production Technologies 3
Laser Hybrid Process
auto. weld-seam with
control and repair
2011 2015 2013

Laser induced
plasma shielding gas
flow
weld pool
motion direction
metal wire
electrode
metal vapour
Laser beam
intensity > 106 W/cm2
(deep-welding)
gas metal arc
(GMA) intensity 104
W/cm2
Laser-MSG Hybrid Process
Welding Process
vapour capillary
tube (keyhole)
MSG Laser Laser-MSG
Welding speed + +++ ++++
Process tolerance +++ ++ +++
Joint tolerance (gap, offset) +++ + +++
Machinery availability ++ ++++ +++
Welding speed
Process
tolerance
Joint
tolerances
(gap, offset)
Machinery
availability
Characteristics of the welding process
strengths
Production Technologies 3
MSG MSG - Tandem Laser Plasma-
MSG Hybrid Laser-MSG
Hybrid

Basics / Operating Principle •Combined method of laser and MSG process (Hybrid)
Laser beam intensity bei LLK 400 µm ca. 3*106 W/cm2
Workpiece
Keyhole
Laser beam
gas nozzle
Argon Gas
Electrode Pulsed arc
Droplet detachment
Welding direction
Schematic structure of the hybrid process Laser hybrid process at the T-joint test panel
Xdr* MSG - area
Laser - area
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Production Technologies 3

Welding Process
Production Technologies 3

Comparative Processes
Prozess: Laser-MIG Hybrid Prozess: MIG
Without weld support With weld support
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Production Technologies 3

Further development Static & Dynamic strength
Smaller size
penetration
Larger size
penetration
Quelle: Prof. Häfele FH – Esslingen Bsp. am T-Stoß
F
Effe
ct
Deep welds Through welds
+
• Add additional welding work with laser hybrid, for example, bracket
• connecting seams better use of static / dynamic strength in highly loaded aluminium - welds
Current Research
Δ 1,8 mio.
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Production Technologies 3

Production
The production of the aluminium subframe takes place in fully automated welding cells
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 21
Production Technologies 3

Production
The interlinking of the individual manufacturing steps is also a fully automated
.
.
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 22
Production Technologies 3
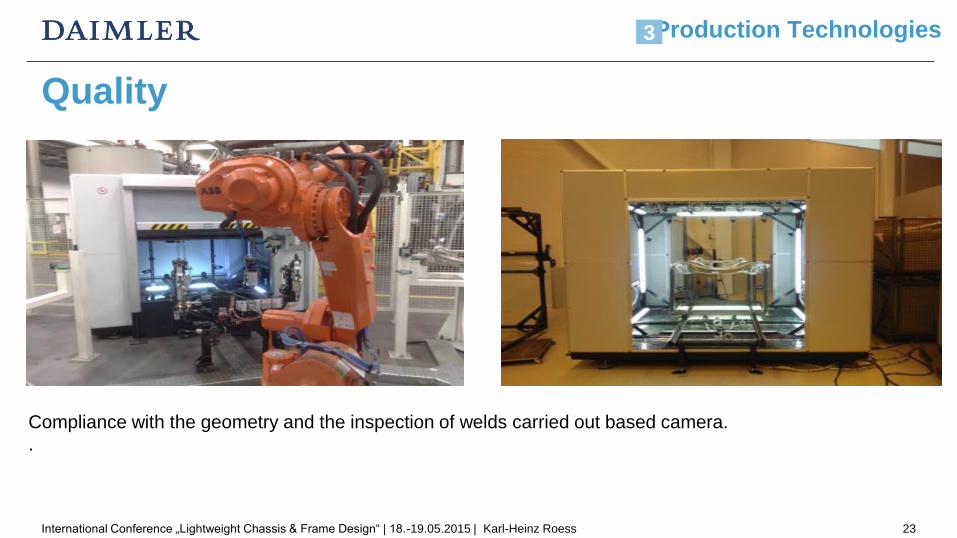
Quality
Compliance with the geometry and the inspection of welds carried out based camera.
.
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess 23
Production Technologies 3

24
Automatic weld seam optimization workers independently objective assessment
Control and optimize the machine cycle
Automatic documentation of test results
System applicable for steel and aluminium components
Fully automatic inspect welds and optimize them during
production.
Production Technologies 3

Agenda
Introduction
Conception and Calculation
Production Technologies
Testing and Validation
Conclusion
25 International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
1
2
3
4
5
Testing and Validation 4

International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 |
Karl-Heinz Roess
Hardware Testing
Digitale Testing
Forming Simulation FE-Calculation
0
5
10
15
20
25
30
0 2 4 6 8 10
Weg [mm]
Kra
ft [k
N]
Berechnungsergebnis W204
Versuch W204
Versuch W204 Bake-hardening Effekt
Versuch W203 (Serie)
Component design
1 27
1
0 1
2 1
3
1
1
9 8 6
4 5 3
1
4
1
5
1
6
26
Testing and Validation 4

International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Test Bench
Material Micrographs
Testing and Validation 4

International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 |
Karl-Heinz Roess
Testing and Validation
28
Testing and Validation 4

Conclusion
International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Conclusion 5
• Challenging tasks
• High use of simulation and calculation
• Development of new production technologies
• New production methods are being employed (laser-hybrid welding
technology).
• Brought an automatic weld seam control and optimization are used.
• The result is a rear axle subframe for the C-Class
that is the lightest of its kind on the market.

International Conference „Lightweight Chassis & Frame Design“ | 18.-19.05.2015 | Karl-Heinz Roess
Thank you for your attention -
do you have questions?

Dear Lightweight Chassis Expert,
The 2nd Lightweight Chassis & Frame Design Conference will bring you the latest innovations in
lightweight chassis and components applications. This event will focus on practice-oriented
presentations and will offer you the opportunity to interact with today's most important chassis and
material experts:
Finding best material combination through multi-material joining
Optimizing processes of sheet metal forming
Applying corrosion solutions for maximum protection
Introduce new recycling technologies for lightweight materials to increase part
recovery
For more information and the schedule of events, please download the agenda. If you have any
questions, please email at [email protected] or call +49 (0) 30 20 913 - 274
We look forward to meeting you in February 2016!
Kind regards,