d2 - opportunities for defect
TRANSCRIPT

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 1/16
Six Sigma
Opportunities for Defect
Opportunities for Defect
When we improve our business processes, we are reducing the number of defects in our products and services for our customers. If there is a high level of complexity in our processesand products and services, there are more opportunities for defect. Therefore, to achieve a highSigma capability, our goal is to reduce the total number of opportunities for defect, andconcurrently increase the capability of the remaining opportunities.
An opportunity is defined as a set of circumstances that are favorable to some end. Eachcharacteristic of our products and services is an opportunity. In general, four factors must bepresent for an opportunity to exist: a characteristic, a scale, a standard, and density. For example,characteristics that are critical to the customer are measured according to performance limits or success criteria. When we measure these characteristics, we are creating density, which ishistorical distribution. If all of these factors are said to be present, the opportunity is said to be"active." If the density is missing, the opportunity is said to be "passive."
There may be many opportunities for defect for each characteristic of our product and service.However, some opportunities are active and some are passive. When we are not measuringopportunities, they are passive. But, when we measure, test, or inspect opportunities for defect,they are considered active. Any CTQ (Critical to Quality), CTD (Critical to Delivery), or CTC(Critical to Cost) would, by definition, constitute an opportunity for nonconformance, so long as itis actively measured and reported. In fact, in order to evaluate the true capability of our processes, it is important to consider only active opportunities for metric calculation.
We can establish density for both discrete and continuous data. When we have collected thenumber of categorical occurrences per observation, our density is based on discrete data. Whenwe have collected measurements that are continuous in nature, our density, the historicaldistribution of continuous data, is based on the total area under the curve. Different statistical
distributions, such as the Binomial, Poisson, Normal, and Lognormal are the most frequently useddistributions for CTs to establish density. As organizations evolve in Six Sigma, they will valuemeasurements more and density will be based on continuous data, allowing for estimates of process capability to become more accurate.
Opportunities can exist at any level of a hierarchy (complex, system, subsystem, component, andelement levels). The hierarchy level concept can be applied to every business situation. For example, there are many levels to a policy, service, project, assembly, design, etc. For each of these levels, we count the number of opportunities and defects for each CT. This information willeventually be used to calculate separate Sigma metrics in order to obtain true estimates of

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 2/16
process capability. As organizations evolve in Six Sigma, it will be interesting to separateopportunities into the different classes of nonconformance for each level of the hierarchy.
There are three classes of nonconformance to standard: defect, error, and fault. A failure at anygiven level of the hierarchy can be attributed to the independent or joint occurrence of all threetypes of nonconformance. These different classes are caused by different factors. A defect at any
level of the hierarchy can be attributed to the nonconformance of a characteristic to a standard. An error is caused by an action that is not compliant to standard. A fault is attributed to theperformance of a characteristic that is not compliant to standard. As we evolve in our projects,separating Sigma metrics for these three classes of nonconformance will enable us to better estimate the capability of our processes.
Key Questions
What is “nonconformance to standard?”
What is a “defect” and what are the primary classifications of a defect?
What constitutes an “opportunity” for defects and what are the principle levels of
opportunity?
What is the difference between an “active” versus a “passive” defect opportunity?
What “opportunity counting” strategy would be most appropriate for the organization?
What is the relationship between the term “complexity” and “total opportunity count?”
Key Questions
There is nonconformance to standard when a characteristic does not perform or conform, and/or an action does not comply to standard. A defect results when a characteristic doesn't conform tostandard. It is classified as either “active” or “passive.” An active defect is one that was identifiedto be looked for and, therefore, is found and counted. A passive defect is one that has not beenfound yet, an escaping defect, or may never be found because it is not being looked for.
An opportunity exists if the following four factors are present: scale, standard, characteristic, and
density. In other words, characteristics that are critical to the quality, cost, or delivery of a productor service are opportunities for defect when they are being measured according to a standard asreported. There are opportunities at any level of a hierarchy, which generally consists of thefollowing levels: complex, system, subsystem, component, and element.
At each level, opportunities that are being measured according to a standard are considered tobe active. On the other hand, opportunities that are not being measured are passive.

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 3/16
The opportunity counting strategy consists of the following: firstly, to assess process capability,only active opportunities are counted. Secondly, opportunities must be counted for each level of the hierarchy in the organization in order to get true process metrics. Finally, as the organizationevolves in Six Sigma, it may be necessary to distinguish between different classes of activeopportunities for nonconformance (faults, defects, and errors).
Complexity is closely associated with the number of product and process characteristics. Witheach product or process characteristic, an individual opportunity for defect exists at every level of the hierarchy.
Complexity
While preparing for an upcoming Preliminary Design Review on the Main Entrance Door, anEngineering Design Manager (and former Six Sigma Black Belt) noticed some troubling problemswith one of the drawings of the internal structural elements of the Door. She called the DesignEngineer into her office to explain the relative roles of product and process complexity. "You'vedone a great job on this Pax Door structure, but I wanted to talk to you about something. I wasnoticing that your designs for some of the brackets and stiffeners inside the Door are going tocause Methods and Manufacturing a bit of grief when they start to figure out how to manufacture
4Opportunities for Defect
D e f i n e
Complexity
Process
Complexity
Product
Parts
Features Material
Machines
Procedures Tools
1_
0 2_
0 2_
0 0 2

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 4/16
and assemble them. During our Six Sigma training we learned that product complexity, the abilityto produce the product, and the quality of the end product are very closely linked.
Producability and quality are closely coupled because both are essentially the resultant or integrated effect of a myriad of diverse and complex interactions between the product and themanufacturing processes which produce it within a complex environment.
These interactions involve all components of the manufacturing system. Inattention to theseinteractions during the design phase generally results in poor product quality, costly productionproblems, and a steady stream of “engineering change notices” (ECNs) during the productionphase. Conversely, quality during the production phase is the result of a "producible design"created during the design phase.
A producible design results from paying close attention to product/process interactions andseeking to minimize these interactions and their impact by designing the product and process asa coordinated system. In this sense, producability can be thought of as "quality during the designphase."
5
Opportunities for Defect
D e f i n e
Complexity and Capability
Step 1 Step nStep 3Step 2 Outputx x x…. =
? ? ? ? 98%
4.7
4.5
4.3
4.1
3.5
3.9
3.7
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
SigmaCapability(with 1.5σ shift)
The Sigma Capability which
must be maintained (for X number of process steps) in
order to produce 98% of the
products/services defect free.
Number of Process Steps

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 5/16
Complexity and Capability
"Did you know that complexity has an important impact on process capability and quality?" says aMaster Black Belt to a Human Resources Black Belt. "Let's say there are a lot of errors onemployee paychecks. We should begin by looking at the complexity of our process. In terms of quality, each product, service and process characteristic represents a unique opportunity to either
add or subtract value. We want to reduce the total number of opportunities for defect andconcurrently increase the capability of each remaining opportunity. For example, in our employeepayroll process, there are many opportunities for defect. With our new computer system, we arereducing the number of steps in the payroll process. Streamlining the necessary information for paychecks will also improve the capability of the remaining opportunities. Let me further illustratethis point with a story I heard from a manufacturing Black Belt.”
“Ever since the introduction of a new wing fitting part, the manufacturing group has had problemswith low output rates – a yield of 85%. This complete manufacturing process includes twentysteps in all. The team assigned to this project has been collecting data on CTQ characteristicsand has determined that the machining process is incapable of meeting engineeringrequirements. The team proposed a change in the manufacturing method. This change combinedseveral operations which were once completed on different machines, and has improved the
capability of the remaining machine. The complexity of the process was significantly reduced fromtwenty steps to just eight. With these changes many of the steps that did not add value wereeliminated, resulting in a yield of 98% and a Sigma value of 4.3. Note, however, that with twentysteps, each process would need a Sigma capability of 4.6 in order to produce a yield of 98%. Thisis how complexity affects process capability."
6Opportunities for Defect
D e f i n e
Nature of an Opportunity
Characteristic
Scale
Standard
Density
Distinguishing attribute, trait, property, or quality.
Relative basis for measuring a characteristic.
Criterion state, condition or model circumstance.
Quantity per unit of measure.
Characteristic
Scale Standard
Opportunity
1_
0 2_
0 2_
0 0 4
Density

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 6/16
Nature of an Opportunity
A Black Belt discussed her project with a Master Black Belt trying to identify possibleopportunities for defect. She asked her Master Black Belt to define an opportunity. The Master Black Belt reminded her that an opportunity can only exist if four factors are present:characteristic, scale, standard, and density. She asked "But what do these factors mean?" TheMaster Black Belt replied "Well, a characteristic is any CTQ, CTD, or CTC. A scale is representedby the units of measure used to determine the characteristic, such as millimeters, days, or pass/fail categories. A standard is any success criteria, specification limits, or performance limitsfor the characteristic. And density implies a historical distribution obtained by measuring andreporting the characteristic according to a standard. This enables us to determine the probabilityof defect."
"But, it is also important to know that there are two classifications for opportunities – active andpassive. If we measure, verify, test, or inspect an opportunity for defect, it is an active opportunity.However, when we are not measuring an opportunity, it is passive. Here are some activeopportunities: measuring a CTQ characteristic on a part according to specifications limits;verifying a CTQ characteristic found on several lines of a document according to a standard; or measuring a CTQ on the details of a drawing according to a requirement."
She asked: "But what happens if some characteristics are not necessarily critical to a customer?"The Master Black Belt replied: "Good question! An organization often considers everycharacteristic as critical, which in fact isn't true. We can actually classify some characteristics aspassive and stop measuring them. Remember, not all opportunities for defect are critical to thecustomer. However, every CTQ, CTC, or CTD is critical and, therefore, an opportunity for defectto be measured and reported."
7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 7/16
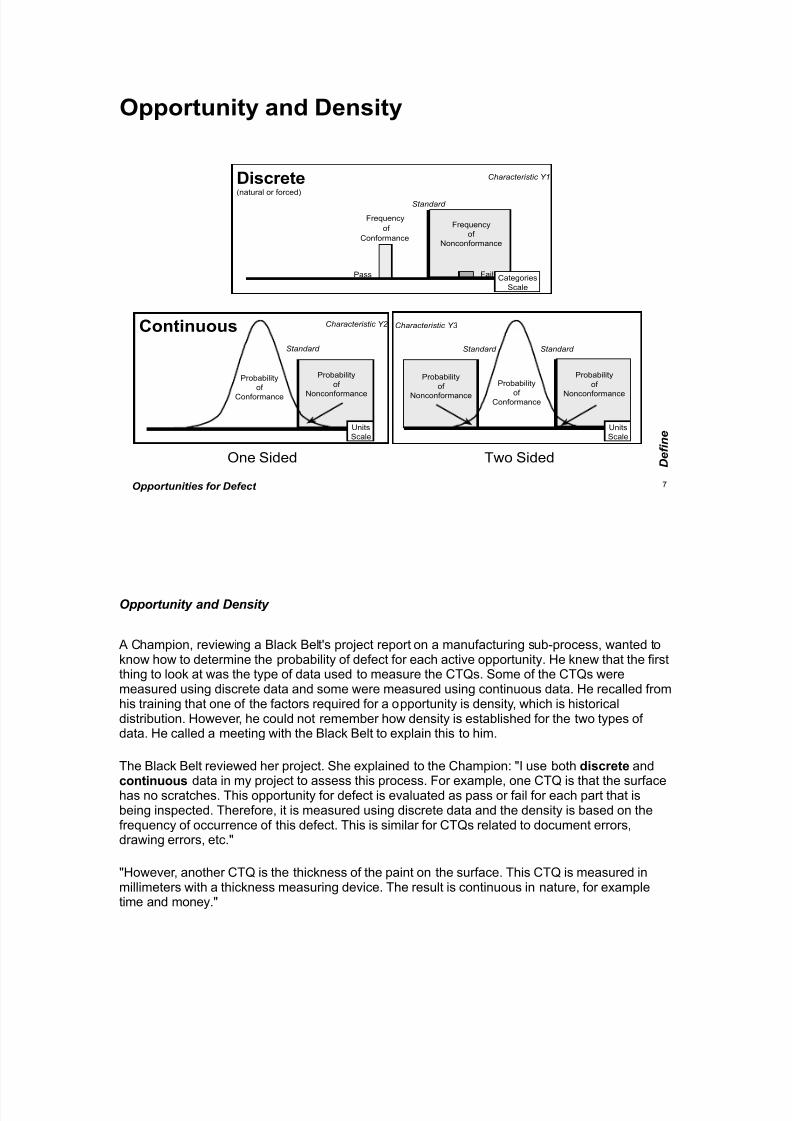
Opportunity and Density
A Champion, reviewing a Black Belt's project report on a manufacturing sub-process, wanted toknow how to determine the probability of defect for each active opportunity. He knew that the firstthing to look at was the type of data used to measure the CTQs. Some of the CTQs weremeasured using discrete data and some were measured using continuous data. He recalled fromhis training that one of the factors required for a opportunity is density, which is historicaldistribution. However, he could not remember how density is established for the two types of data. He called a meeting with the Black Belt to explain this to him.
The Black Belt reviewed her project. She explained to the Champion: "I use both discrete and
continuous data in my project to assess this process. For example, one CTQ is that the surfacehas no scratches. This opportunity for defect is evaluated as pass or fail for each part that isbeing inspected. Therefore, it is measured using discrete data and the density is based on thefrequency of occurrence of this defect. This is similar for CTQs related to document errors,drawing errors, etc."
"However, another CTQ is the thickness of the paint on the surface. This CTQ is measured inmillimeters with a thickness measuring device. The result is continuous in nature, for exampletime and money."
7Opportunities for Defect
D e f i n e
Opportunity and Density
Standard
Continuous Characteristic Y2
One Sided
Standard Standard
Two Sided
Frequency
of
Conformance
Standard
Discrete(natural or forced)
Characteristic Y1
Pass
Characteristic Y3
Frequencyof
Nonconformance
Fail CategoriesScale
Probabilityof
Nonconformance
Probabilityof
Conformance
UnitsScale
Probabilityof
Nonconformance
Probabilityof
Nonconformance
Probability
of Conformance
UnitsScale

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 8/16
"I see," said the Champion. "When we combine this information with the various probabilitydistributions, we are able to determine the probability of defect."
Frequently Used Data Types and Distributions
A Champion knew that to be able to measure the probability of defect for any CT, he must be ableto relate the density to a statistical distribution. He asked the Master Black Belt, "whichdistributions are the most frequently used?" The Master Black Belt replied, "Well, traditionally wehave focused on quality by evaluating our output with discrete data. But, as organizations evolve
in their improvement initiatives they begin to value measurements, and more and morecontinuous data is collected. This data is better because it allows us to obtain more accurateestimates of our process capability and also requires less samples."
"Currently, for most organizations, generally 85% of the data available for CTQs is discrete innature (pass/fail). For this kind of data, the most commonly used distributions are Binomial andPoisson. In Six Sigma methodology, the Poisson Distribution is an important tool that is used asan approximation for calculating the probability of zero defects.”
8Opportunities for Defect
D e f i n e
Frequently Used Data Types andDistributions
Binomial &Poisson( 100%)≈
Critical to SatisfactionCTSs
Critical to CostCTCs
Critical to QualityCTQs
Critical to DeliveryCTDs
Discrete( 85%)≈
Continuous( 15%)≈
Continuous( 99%)≈
Discrete( 1%)≈
Continuous( 99%)≈
Discrete( 1%)≈
Normal( 85%)≈
Lognormal(time)
( 85%)≈
Binomial &Poisson( 100%)≈
Binomial &Poisson( 100%)≈
Normal$
( 85%)≈
Other Distributions
( 15%)≈
Other Distributions
( 15%)≈
Other Distributions
( 15%)≈

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 9/16
"For CTQs that are measured with continuous data, the most widely used distribution is theNormal. In fact, the Normal distribution is invaluable because it is used to calculate the Sigmacapability metric. There are also other distributions, such as the Chi-Square, Weibull, andLognormal, which are sometimes used for continuous data."
"When we measure CTD characteristics, we usually consider time as our unit of measure; such
as days, hours, etc. Time is continuous data but, due to its nature, we usually use the Lognormaldistribution."
"When we measure CTC characteristics, we usually focus on money as the unit of measure. As itis continuous data, we use the Normal distribution."
The Opportunity Hierarchy
The Opportunity Hierarchy is a framework for us to apply to every situation and allows us todetermine the opportunities for nonconformance on every level of our process and to focus onthose which are critical. Remember, an active opportunity is any CTQ, CTD, and CTC that ismeasured with a scale against a standard. Throughout the hierarchy, from the complex down to
9Opportunities for Defect
D e f i n e
The Opportunity Hierarchy
1 Complex Project2 System Plan Policy Design Hardware Software3 Subsystem Objective Document Drawing Assembly Module Service Process4 Component Task Section Part Part Element Deliverable Operation Procedure5 Element Action Line Detail Feature Line Aspect Factor Instruction
Line A
Line B
Line C
Line A
Frequencyof
Conformance
Performance
Limit
Frequencyof
Nonconformance
Discrete(natural or forced)
UnitsScale
Characteristic Y1
.
.
.
Document
DensityBased on the number of categorical occurrences
per observation
Policy
Document A
DocumentB
Section 2
Section 1
Section 2
Line B
Line C
Line A
Line B
Line C
Line A
Line B
Line C
Section 1
Pass Fail

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 10/16
the element level, there will be many opportunities for defect. Let’s look at one Black Belt's storyin a transactional process.
The Champion has asked the Black Belt to improve the process of completing the documentationrequired to meet the aircraft regulatory requirements. There are many errors in the documentsused throughout this process that are designed to meet the intent of this policy. This policy
requires clearly recorded information as to who did what, when, and how throughout themanufacturing process.
A total of eleven documents are used to comply with the policy. Each one of these documentscontains opportunities for defect. With the Master Black Belt, the Champion decided to focus hisefforts on one document. In order to determine which opportunities exist on this form, the BlackBelt breaks the form down to another level; multiple sections. He finds that within each of thesesections, there is specific information that must be filled out on each line. He realizes that in order to get a true estimate of the opportunities for defect in this document, he must break the formdown to another level, the line level.
Now that the document is broken down to the lowest level, the Black Belt will start counting thenumber of opportunities for defect. Eventually, he will be able to determine the capability of the
process to produce this document, as well as the entire policy.
Counting Opportunities for Defect
"How do we count opportunities for defect?", the Black Belt asked the Master Black Belt whoreplied "Remember, our CTs at every level of the hierarchy are our opportunities for defect." TheBlack Belt asked, "So, does that mean that I only consider the CTs to count opportunities? Whathappens if there are other opportunities?" The Master Black Belt replied: "Well, although theremay be many other opportunities for defect, we are not measuring them because we need to
focus on what is critical to the customer. We are counting what we are measuring, and we aremeasuring what is important to customer standards."
The Black Belt counted the number of opportunities for defect in the document called aProduction Order – Work Station, which is required for airplane manufacturing regulatoryrequirements. He discovered that the form is used to document who did what, when an howthroughout 10 different work areas. He then broke the document down to the next level bysection, so that he could focus on the lines in one particular section.
The Black Belt decided to focus on the execution box in this section. He determined that a CTQcharacteristic is a stamp indicating that someone from each work area has executed the work.The standard is that there is a stamp in the execution box. The Master Black Belt asked: "So,then how many opportunities are there for this defect?". The Black Belt replied: "Well, in this
document I have different lines within this section for the different work areas that must stamp thisdocument. Only 8 areas are used in this case, so there are 8 opportunities for defect." “Exactly,"said the Master Black Belt. "This is how we count our opportunities. We count the criticalcharacteristics in the document because we should be measuring them. In this case, as there are8 movements between functions, each one represents a different opportunity for defect."

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 11/16
Opportunity and Defect Counting Strategy
“How do we count defects and opportunities together in order to calculate our DPO?" asks aBlack Belt. A Master Black Belt replied "Well, when we are counting four situations can occur.Let's begin with the first one. When an opportunity and a defect are active, it means that anopportunity for defect is being measured or inspected and a defect is found. In this case, both theopportunity and the defect are counted. For example, in your project, you are improving thedocumentation process for Transport Canada. Let's say you collect data for 100 documents. Youthen decide to take a sample of 10 documents and you find 5 defects. Knowing that there are 10opportunities for defect on each document, what would you consider to be the level of defects per opportunity (DPO)?"
The Black Belt replied "Well, since I am looking at 10 documents, only 100 opportunities areconsidered to be active, so DPO = Defects / Total Opportunities = 5/100 = 0.05". "Your right!"replied the Master Black Belt. "Now imagine if you had taken all of the active and passiveopportunities. In this case, the DPO metric would have been: DPO = 5/1,000 = 0.005. Here, thelevel of defects is much lower than the first one. This can make a big difference when assessingprocess capability, as things would appear better than they are in reality and will not accuratelyreflect the cost of poor quality."
11Opportunities for Defect
D e f i n e
Opportunity and Defect Counting
Strategy
TOP (Total Opportunities) = Units x Opportunities
DPO (Defects per Opportunity) = Defects / TOP
Not looking for
defect A, No
defect A found.
Don’t count it
A c t i v e
P a s s i v e
D e f e c t
Opportunity (Categories)
Active Passive
Looking for defect A,found defect A
Count it
Not looking for defect
A, found defect A
Add “all other”
category as one
opportunity
Looking for defect A,
no defect A found until later.
Count it whenyou get to it
1_
0 2_
0 2_
0 0 9

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 12/16
When an opportunity is active and a defect is passive, it means that an escaping defect is foundlater in the process. For example, let's say that a defect in the documentation was not found in awork area, but Quality finds it during an audit. In this case, the opportunity is counted in thebeginning, but the actual defect can be added when it is found.
Opportunity and Defect Counting Strategy
"When we are counting defects, what happens if we find a defect for a passive opportunity?"asked a Black Belt. A Master Black Belt replied "One special case should be considered when anopportunity is passive and a defect is active. For example, a CTQ in your project is a stamp in
each of the 10 spaces of a document. There is also other information, such as the date, under each stamp. Let's say that on one document you find one stamp missing and, by chance, youalso find one date missing. What would you consider to be your ratio of defects per opportunity(DPO) for this document – would DPO = 1/10, 2/10, or 2/20?"
The Black Belt replied: "Look, we only have 10 active opportunities for defect, since our CTQ isthe stamp and we have found one defect. So, I think that DPO = 1/10." "You're right!" replied theMaster Black Belt, "Although you have found another active defect, the missing date is a passiveopportunity. As you continue your project, you may find other defects like this. When this
12Opportunities for Defect
D
e f i n e
Opportunity and Defect Counting
Strategy
TOP (Total Opportunities) = Units x Opportunities
DPO (Defects per Opportunity) = Defects / TOP
Not looking for
defect A, No
defect A right now.
Don’t count it
A c t i v
e
P a s s i v e
D e f e c t
Opportunity (Categories)
Active Passive
Looking for defect A,
found defect A
Count it
Not looking for defect
A, found defect A
Add “all other”
category as one
opportunity
Looking for defect A,
no defect A found until later.
Count it when
you get to it
1_
0 2_
0 2_
0 1 0
7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 13/16
happens, you can classify these defects in an "Other" category. If you find that this category startsrepresenting 5% - 10% of your total problems, you can study these defects with a Pareto chart.You then need to reclassify the most frequently occurring defect types as active opportunities. Aswe said, this is a special case because, by definition, an opportunity cannot be passive if we aremeasuring it. However, when an organization is beginning to count their opportunities for defect,they are not always aware of all of them. Therefore, as the organization evolves, this category willdisappear. In the case that an opportunity is passive and a defect is passive, we obviously countnothing."
Independence and Opportunities
"Do I count all defect types as opportunities for defect?" asked the Black Belt while counting thenumber of opportunities for defect in a document. "You see, the CTQ for one section on this formis that there is a stamp on the line referred to as the execution box. However, I am also findingother defect types. For example, there may be a stamp in this box, by it is not legible. Or,sometimes the stamp is not completely within the box. These defect types could be caused bydifferent things, so should I consider these to be two other defect opportunities?" The Master Black Belt replied "Excellent question. In fact, there is a very important rule to remember.Opportunities for defect must be independent from each other."
13Opportunities for Defect
D e f i n e
Independence and Opportunities
Remember, opportunitiesmust be independent - onetype of opportunity can not
cause another type to benonconforming to itsrespective standard

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 14/16
"Let's look at your project. In order for the stamp to be illegible, or for it to be considered outsidethe box, there must be a stamp. This means that these two defect types are dependant on thestamp. So when we count our defects, it means that we will never have all three defects at thesame time. This means that in our DPO calculation, the denominator will incorrectly always bebigger than the numerator. Therefore, it is important that opportunities for defect be independent
from each other."
The Black Belt then asked: "But what do I do if it is necessary to go further into details and toknow the number of defects for the other defect types?" "Well," replied the Master Black Belt, "inthis case, we could count the number of opportunities for defect only for stamps that are present.For example, here, our standard could be that the stamp is in the box, or that the stamp is legible.In this case, however, we would calculate the Sigma metric separately for these opportunities. For example, we would calculate our DPO for the stamp in the execution box, and another DPO for the quality of the present stamps in the execution box."
Opportunity Hierarchy and Classes of Nonconformance
14Opportunities for Defect
D e f i n e
1 Complex Project
2 System Plan Policy
3 Subsystem Objective Document . . . Service Process
4 Component Task Section . . . Deliverable Operation Procedure
5 Element Action Line . . . Aspect Factor Instruction
FaultResults when a
characteristic doesn’tperform to standard.
DefectResults when a
characteristic doesn’tconform to standard.
Error Results when an action
doesn’t comply tostandard.
Note: An opportunity can exist at any level of a hierarchy
Opportunity Hierarchy and
Classes of Nonconformance
1_
0 2_
0 2_
0 1 2

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 15/16
Why is it important to evaluate process capability separately at different levels of a hierarchy?Lets look at what happened in manufacturing in the Engine department. They had been havingproblems with pipes bursting on one of its engines during pressure testing at the system level. ASix Sigma Black Belt assigned to this project investigated the problem to determine its source.The Black Belt reported the following findings to her Champion: "First, we investigated thecapability of the subsystem, component, and element levels and found that they were verycapable; very few faults, defects, and errors were found." "What do you mean by faults, defects,and errors?" the Champion asked. The Black Belt explained "We classified the nonconformitiesfound as defects if they were found by inspection, faults if they were found during a test, anderrors if actions did not conform to standard." The Black Belt continued, "As our company evolvesin Six Sigma implementation, there will be a need to be able to calculate capability by class of nonconformity at each hierarchy level; as a matter of fact, my project is a good example of itsapplication."
"You see, at the element level, the raw material had high capability; however, we found that thegrade of material specified was not rated to withstand the pressure for which it was used.Therefore, the bursting problem was inevitable." The Champion said: "Well, then the materialspecified is of low quality, we need a higher quality material for this application." The Black Beltreplied, "Hold on, you are confusing grade with quality. Quality has nothing to do with the grade, itis simply a different product. You can have high quality or low quality within any grade. Theproblem here is a design error. This was made quite evident when we classifiednonconformances separately and determined capability for each at the different levels."
Lessons Learned
A producible design results from paying close attention to product/process interactions in
order to minimize complexity.
Complexity is closely associated with the number of product and process characteristics,
where each characteristic represents a unique opportunity to either add or subtract value.
To achieve high Sigma capability, the goal should be to reduce the total number of opportunities for defect and concurrently increase the capability of each opportunity whichremains.
An opportunity is any CTQ, CTD, CTC that is measured with a scale against a standard.
After identifying your CTQs, CTDs, and CTCs, if measurement data is not already available
it's essential that you start collecting it.
When an opportunity is measured, verified, or inspected and a historical distribution is
obtained, it is considered "active.” Otherwise, it remains a "passive" opportunity.
CTQs, CTDs, and CTCs can be measured with discrete or continuous data. As the
organization evolves and values measurements, more continuous data will be availablewhich will allow us to better estimate process capability and will require less samples.
The most frequently used distributions are Binomial, Poisson, and Normal for CTQs and
CTCs. For CTDs, since time is generally used as the unit of measure, we usually employ theLognormal.
An opportunity can exist at any level of a hierarchy. A hierarchy generally consists of the
following levels: complex, system, subsystem, component, and element.
We count only active opportunities for defects, as we count what we are measuring and we
are measuring and reporting what is important to customer satisfaction.
When an opportunity and a defect are active, it means that an opportunity is being measured
or inspected and a defect is found.

7/29/2019 D2 - Opportunities for Defect
http://slidepdf.com/reader/full/d2-opportunities-for-defect 16/16
When an opportunity is active and a defect is passive, it means that an escaping defect is
found and counted later in the process.
When counting defects, we may discover an active defect that we did not expect, especially
in the beginning of Six Sigma implementation. This defect type is a passive opportunity thatshould be reclassified as an active opportunity if it becomes critical.
Opportunities must be independent. One type of opportunity can not cause another type to be
nonconforming to its respective standard. Eventually, as we evolve, we will need to calculate separate metrics according to the different
classes of nonconformance at different levels of a hierarchy in order to obtain representativeestimates of Sigma capability.
Recognize that CTQs, CTDs, or CTCs are targeted as Black Belt improvement projects
(following the Breakthrough Strategy).