copia (3) de manual final de alineacion(revision abril-2006)protegido
TRANSCRIPT

1
ESPECTRUM LTDA
ESPECTRUM LTDACURSO ALINEACION DE MAQUINARIA
Queda totalmente prohibida la reproducción total o parcial de este manual, sin la autorización de Espectrum Ltda., Derechos Reservados.

2
ESPECTRUM LTDA
CAUSAS DE LAS PARADAS DE LAS MAQUINAS

3
ESPECTRUM LTDA
CONCEPTO DE ALINEACION
En el punto de Transferencia de energía entre un eje y otro, los centros axiales de rotación de ambos ejes deben ser COLINEALES cuando las maquinas están funcionando en condiciones normales de operación.

4
ESPECTRUM LTDA
PROBLEMAS DE UNA MALA ALINEACION
La desalineación es quizás una de las mayores fuentes de vibración en todos los equipos rotativos, su nivel de permisibilidad esta en función de las RPM de trabajo, donde una maquina de bajas RPM permite mayor desalineación que una maquina de altas RPM.
La desalineación conlleva a ocasionar otras fallas como son:
• Desgaste de rodamientos
• Desgaste de las cunas de alojamiento de los rodamientos
• Daños de los elementos de acoplamiento
• Mayor consumo de amperaje del motor y por ende debilitamiento del aislamiento
• Desgaste de los sellos mecánicos

5
ESPECTRUM LTDA
ACOPLES- ELEMENTO FUNDAMENTAL EN LA ALINEACION

6
ESPECTRUM LTDA
ACOPLES
Los acoples son elementos que sirven de unión entre dos ejes, y a la vez tiene la propiedad de absorber una cantidad determinada de desalineación tanto de tipo paralela como angular entre los dos ejes de unión, así como también disminuir los efectos de cargas axiales de la maquina y torcionales de los ejes en rotación.
Acople soportando desalineación
Paralela
Acople soportando desalineación
Angular
Acople soportando Cargas Torcionales

7
ESPECTRUM LTDA
TIPOS DE ACOPLES

8
ESPECTRUM LTDA
ACOPLE FLEXIBLE TIPO REX- OMEGA

9
ESPECTRUM LTDA
ACOPLE FLEXIBLE TIPO FLENDER

10
ESPECTRUM LTDA
ACOPLE FLEXIBLE SURE - FLEX
TIPO DENTADO

11
ESPECTRUM LTDA
ACOPLE FLEXIBLE TIPO LAMINILLAS

12
ESPECTRUM LTDA
ACOPLE FLEXIBLE TIPO CRUZETA

13
ESPECTRUM LTDA
ACOPLE FLEXIBLE DE INCERTOS

14
ESPECTRUM LTDA
ACOPLE RIGIDO EN TORCION TIPO DENTADO
En este tipo de Acoples es importante tener en cuenta la disposición de los conos, ya que siempre exista una área mas ancha que la otra, y por consiguiente los dos conos deben quedar puestos de igual manera, con el fin que al ajustar la tapa; el área de contacto entre los dientes sea la adecuada, de lo contrario se pueden producir fracturas de los dientes de los conos, o de la misma tapa.
Área de las dos secciones del cono
15
ESPECTRUM LTDA
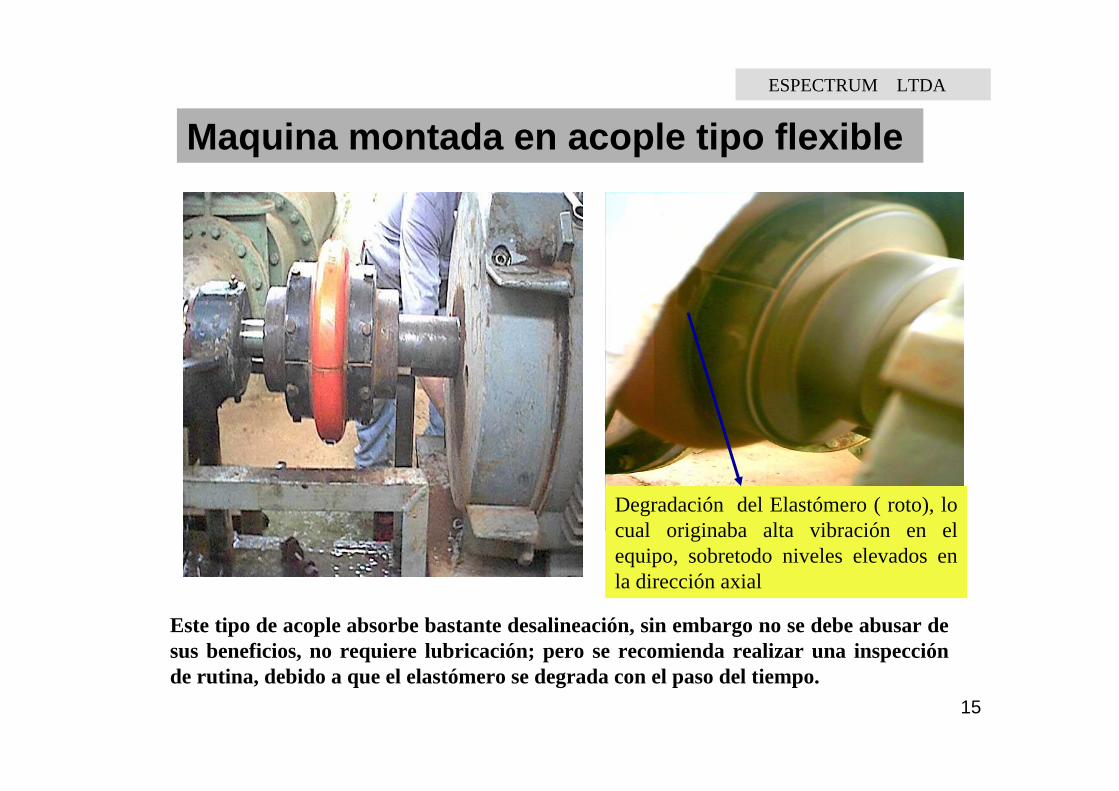
Maquina montada en acople tipo flexible
Este tipo de acople absorbe bastante desalineación, sin embargo no se debe abusar de sus beneficios, no requiere lubricación; pero se recomienda realizar una inspección de rutina, debido a que el elastómero se degrada con el paso del tiempo.
Degradación del Elastómero ( roto), lo cual originaba alta vibración en el equipo, sobretodo niveles elevados en la dirección axial

16
ESPECTRUM LTDA
VERIFICACIONES A REALIZAR ANTES DE ALINEARAntes de Iniciar el Proceso de la Alineación, se deben revisar una serie de aspectos que nos pueden producir errores de lectura en la alineación, o no permitirnos corregir hasta unos limites permisibles la desalineación encontrada en el equipo, entre estos tenemos:
1) Verifique el estado del Acople antes de tomar lecturas, en lo posible destápelo con el fin de observar su interior.
2) Revise si la distancia de separación entre las dos manzanas es la adecuada.
3) Verifique que no exista presencia de colchón de Shims en las patas de la maquina a alinear, ya que esto crea un efecto resorte e impide una correcta alineación.
4) Revise que la maquina pueda ser desplazada horizontalmente, y para ello verifique que existe una holgura adecuada en los orificios por donde pasan los tornillos de amarre de la maquina a alinear.
5) Verifique que las arandelas de apoyo de los tornillos cubran una buena área del orificio, si no es así proceda a cambiarlas para evitar que se “ chupen “ cuando se procede a realizar el ajuste de los tornillos, y esto genera variaciones en las lecturas.
6) Haga un acercamiento de los ejes a alinear ( tanto horizontal como vertical ), mediante el uso de un borde recto, esto le permitirá garantizar que el comparador podrá realizar un recorrido sin perdida de contacto del pin con la superficie de la maquina donde toma las lecturas.
7) En lo posible instale los empujadores en la maquina que va a alinear, sobre todo en la que va a ser movida, esto le permitirá realizar desplazamientos horizontales con mayor precisión y al mismo tiempo le ayudara a disminuir el tiempo en el correctivo de ALINEACION.

17
ESPECTRUM LTDA
El mal estado del acople ayuda a fomentar incrementos de vibración y disminuye la capacidad de absorber desalineación entre los dos ejes de las maquinas a alinear, por lo tanto no se olvide de inspeccionar periódicamente la integridad del acople, así como su lubricación.
Acople y rejilla deteriorados por falte de lubricación

18
ESPECTRUM LTDA
DISTANCIA DE SEPARACION ENTRE LOS ACOPLES ( GAP )
GAP
Es de vital importancia antes de entrar a hacer una alineación, verificar el GAP de separación entre las caras de las dos manzanas de los acoples, debido a que esta tiene que cumplir con un valor mínimo y máximo exigido por el fabricante del acople, pero adicionalmente también es importante tener en cuenta el desplazamiento axial que pueda sufrir el eje ( sobre todo si el equipo tiene cojinete de empuje ), para evitar que durante el arranque de la maquina, uno de los ejes se pueda desplazar y producir un choque de las dos manzanas, lo cual puede dar lugar a un daño grave en el equipo.

19
ESPECTRUM LTDA
DISTANCIA “ GAP “ DE SEPARACION ENTRE LOS ACOPLES
Es muy importante conservar la distancia de separación entre los acoples, con el objeto de evitar que estos puedan chocar en el momento del arranque de la maquina, debido a que muchas de ellas pueden poseer empuje axial.
Normalmente el fabricante del acople recomienda cual es la distancia recomendable de acuerdo al tipo de acople que se este usando
GAP

20
ESPECTRUM LTDA
COLCHON DE SHIMS
Es importante que durante el proceso de la alineación no se generen COLCHONES de SHIMS , ya que esto crea un efecto resorte y no permite que la maquina quede bien alineada, para suplir este colchón, o paquete de shims, se debe reemplazar por una platina que nos de el espesor del valor de las calzas que se tiene, o que se necesita.
Condición Normal
Condición Anormal

21
ESPECTRUM LTDA
MAL ASENTAMIENTO DE LA PATA
EN LO POSIBLE SE DEBE GARANTIZAR QUE LOS SHIMNES, O PLATINA DE APOYO CUBRAN TODA EL AREA DE LA PATA DE APOYO DE LA MAQUINA

22
ESPECTRUM LTDA
Es importante que antes de entrar a alinear la maquina se verifique la holgura que existe en los orificios de los tornillos de amarre de las patas del motor, o de la maquina a mover, debido a que se pueden presentar problemas en el momento del desplazamiento horizontal de la maquina, una holgura estricta no permitirá que se pueda realizar una correcta alineación. No olvide también verificar el estado de las arandelas de fijación, así como su diámetro ( utilice unas arandelas que permitan un buen cubrimiento del área, no use arandelas que queden muy estrictas, ya que esto genera variaciones de lecturas durante el ajuste de los tornillos de amarre.
HOLGURA DE LOS ORIFICIOS POR DONDE PASAN LOS TORNILLOS DE AJUSTE DE LA MAQUINA A SER ALINEADA

23
ESPECTRUM LTDA
PREPARATIVOS PREVIOS ANTES DE LA ALINEACI0N
ES IMPORTANTE ENTRAR A CONSIDERAR UNOS PREPARATIVOS PREVIOS EN LA MAQUINA ANTES DEL INICIO DE LA ALINEACIÓN, ENTRE ESTOS TENEMOS:
• FABRICACION DE EMPUJADORESEstos deben quedar rígidamente puestos en la base, y en lo posible que lleguen rectos a la patas de la maquina, con el objeto que su empuje sea parejo y en dirección horizontal.
• FABRICACION DE GATOS ( EN LO POSIBLE )Sirven para izar la maquina, esto ayuda en la colocación de la calza que se necesite y puede evitarnos lesiones.
• LIMPIEZA DE LA SUPERFICIEEs importante limpiar muy bien la superficie de la maquina que se va a linear, con el fin de evitar que partículas de polvo, tierra, o corrosión afecten las lecturas durante la alineación de la maquina.

24
ESPECTRUM LTDA
IMPORTANCIA DE LOS EMPUJADORES
Los Empujadores tienen la función de ayudar a desplazar la maquina horizontalmente, según la cantidad que se desee, normalmente deben existir en los dos extremos de cada uno de los apoyos
EMPÚJADOR

25
ESPECTRUM LTDA
LOS GATOS DE LEVANTAMIENTO TIENEN LA FUNCION DE PODER IZAR LA MAQUINA EN EL MOMENTO DE COLOCAR LA CANTIDAD DE SHIMS NECESARIA PARA MEJORAR LA ALINEACION
IMPORTANCIA DE LOS GATOS
GATOS

26
ESPECTRUM LTDA
IMPORTANCIA DE LA JUNTAS DE EXPANCION
LAS JUNTAS DE EXPANSIÓN TIENEN LA FUNCION DE ABSORBER LAS VIBRACIONES QUE SE PRODUZCAN POR EFECTOS DE CARGAS EN TUBERÍA Y QUE REPERCUTEN DENTRO DE LA ALINEACION
JUNTA EXPANCION

27
ESPECTRUM LTDA
DESALINEACIÓN DEBIDA A FALTA DE RIGIDEZ
DE LA BASE DEL CONJUNTO
La falta de rigidez en la fijación del motor ( en voladizo ), produce una flecha en pleno movimiento, la cual hace que se ocasione una vibración, dando como resultado una DESALINEACIÓN DE TIPO ANGULAR
Comportamiento estando apagado
el equipo
Comportamiento estando operando el
equipo
28
ESPECTRUM LTDA
ELEMENTOS UTILIZADOS PARA LA ALINEACION
1) BORDE RECTO
2) GALGAS
3) COMPARADORES DE CARATULA
4) NIVELES DE PRECISION
5) EQUIPOS DE ALINEACION TIPO
MECANICOS
6) EQUIPOS LASER
7) TEODOLITOS

29
ESPECTRUM LTDA
HERRAMIENTAS NECESARIAS PARA
LA ALINEACION
1) LLAVES
2) SHIMS O LAMINILLAS
3) GATOS
4) EMPUJADORES
5) PALANCAS
6) CALIBRADOR - MICROMETRO
6) FLEXOMETRO
7) ESPEJO
8) BORDE RECTO
9) CALCULADORA

30
ESPECTRUM LTDA
TIPOS DE DESALINEACION
1) ANGULARCUANDO LOS DOS EJES FORMAN UN ANGULO ENTRE SI, PERO A PARTIR DEL CENTRO DE GIRO.
Diferencia de altura de las patas de apoyo de la maquina

31
ESPECTRUM LTDA
REPRESENTACION ESPECTRAL DE LA DESALINEACION DE TIPO ANGULAR
DESALINEACION DE TIPO ANGULAR con predominio de la frecuencia de giro ( 1X RPM = 3.550 CPM ), señal de tiempo tipo senosoidal.
ROUTE WAVEFORM 19-MAY-03 10:42:02 PK = 10.03
0 100 200 300 400 500
-15-12
-9-6-3
0369
Time in mSecs
Vel
ocity
in m
m/S
ecRKEF - FA-30 VENT VIGA DEL TECHO***
FA-30 -B-A B-AXIAL (MOTOR LADO ACOPLE ROUTE SPECTRUM 19-MAY-03 10:42:02 OVRALL= 9.56 V-DG PK = 9.56 CARGA = 100.0 RPM = 3600. RPS = 60.00
0 20000 40000 60000
0
2
4
6
8
1012
Frequency in CPM
PK V
eloc
ity in
mm
/Sec
1X RPM= 3.550
1X RPM

32
ESPECTRUM LTDA
TIPOS DE DESALINEACION
2) PARALELA :
CUANDO LOS DOS EJES ESTAN SEPARADOS PARALELAMENTE UNO CON RESPECTO AL OTRO.
Valor de la desalineación paralela igual para las dos
patas de apoyo

33
ESPECTRUM LTDA
TIPOS DE DESALINEACION
3) COMBINADACUANDO LOS DOS EJES FORMAN UN ANGULO ENTRE SI, PERO ADICIONALMENTE SE ENCUENTRAN SEPARADOS, LO CUAL SIGNIFICA QUE HAY PRESENCIA DE LOS DOS EFECTOS: ANGULARIDAD Y PARALELISMO
Paralelismo
Angularidad
L1
L2

34
ESPECTRUM LTDA
REPRESENTACION ESPECTRAL DE L A DESALINEACIONDE TIPO COMBINADA
ROUTE WAVEFORM 17-SEP-01 13:29:51 PK = 7.91
0 100 200 300 400 500
-15-12
-9-6-3
0369
12
Time in mSecs
Vel
ocity
in m
m/S
ecRKEF - VENTILADOR VIGA DEL TECHOFA-30 -A-H MOTOR LADO LIBRE
ROUTE SPECTRUM 17-SEP-01 13:29:51 OVRALL= 7.36 V-DG PK = 7.38 CARGA = 100.0 RPM = 3600. RPS = 60.00
0 20000 40000 60000
0
1
2
3
4
5
6
Frequency in CPM
PK
Vel
ocity
in m
m/S
ec
3554
.6
7141
.9
1069
9.9
1782
8.4
2140
2.6
DESALINEACION COMBINADA A 1X, 2X , 3X RPM, puede conllevar a ocasionar perdida de ajuste rodamientos dentro de las cunas de alojamiento en las tapas del motor , y/o de la maquina debido a los impactos que se generan en cada vuelta del eje en rotación.

35
ESPECTRUM LTDA
CONVENCIONES UTILIZADAS PARA LA ALINEACION
1) TODA MAQUINA TIENE UN FRENTE Y UN REVEZ
2) DENTRO DEL PROCESO DE LA ALINEACION EXISTE UNA MAQUINA LLAMADA “ “ FIJA “ Y OTRA MAQUINA LLAMADA “MOVIL “
3) POR CONVENCION Y PARA GUARDAR RELACION CON LA LEY DE LOS SIGNOS, LA MAQUINA FIJA DEBE QUEDAR A LA IZQUIERDA Y LA MOVIL A LA DERECHA EN LA REPRESENTACION GRAFICA
4) TODOS LOS MOVIMIENTOS DEBEN SER VISTOS DESDE LA MAQUINA FIJA HACIA LA MAQUINA MOVIL

36
ESPECTRUM LTDA
CONVENCIONES UTILIZADAS PARA LA ALINEACION
1) TODA MAQUINA TIENE UN FRENTE Y UN REVEZ

37
ESPECTRUM LTDA
CONVENCIONES UTILIZADAS PARA LA ALINEACION
2) DENTRO DEL PROCESO DE LA ALINEACION EXISTE UNA MAQUINA LLAMADA “ “ FIJA “ Y OTRA MAQUINA LLAMADA “ MOVIL “NORMALMENTE EN UN SISTEMA “ MOTOR – BOMBA “, EL MOTOR ESTA CONSIDERADO COMO LA MAQUINA “ MOVIL “ Y LA BOMBA CONSIDERADA COMO LA MAQUINA “ FIJA “

38
ESPECTRUM LTDA
CONVENCIONES UTILIZADAS PARA LA ALINEACION
3) LA MAQUINA FIJA DEBE QUEDAR A MANO IZQUIERDADESDE DONDE SE MIRE EL EQUIPO ( DE FRENTE ).
LA MAQUINA MOVIL DEBE QUEDAR A MANO DERECHA

39
ESPECTRUM LTDA
LEY DE LOS SIGNOS A UTILIZAR DENTRO DEL PROCESO DE ALINEACION
4 ) TODOS LOS MOVIMIENTOS DEBEN SER VISTOS DESDE LA MAQUINA FIJA, QUEDANDO ESTA A LA IZQUIERDA Y LA MOVIL A LA DERECHA EN LA REPRESENTACION GRAFICA
ESTA DISPOSICIÓN PERMITE ESTABLECER LA LEY DE LOS SIGNOS PARA PODER GRAFICAR LA POSICIÓN EN QUE SE ENCUENTRA EL EJE DE LA MAQUINA MOVIL QUE SE VA A ALINEAR.
ESTA LEY APLICA CUANDO SE HAGA CEROS EN LA POSICION VERTICAL, Y HORIZONTAL AL LADO IZQUIERDO MIRANDO DESDE LA FIJA A LA MAQUINAMOVIL.
MAQ. FIJA MAQ. MOVIL
1 2

40
ESPECTRUM LTDA
El reloj debe ser posicionado en ceros ( 0 ) para efectos del inicio de las lecturas, para esto gire la parte exterior del disco y haga coincidir la aguja con el cero del tablero, pero tenga en cuenta que el pin del comparador debe estar situado en la mitad del recorrido total con el objeto de poder registrar lecturas positivas o negativas.
COMPARADOR DE CARATULA- USO

41
ESPECTRUM LTDA
PIN DEL COMPARADOR, EL CUAL PERMITE TOMAR LAS LECTURAS, PERO AL MISMO TIEMPO DEBE SER GRADUADO EN SU RECORRIDO
COMPARADOR DE CARATULA
Longitud de recorrido del pin del comparador

42
ESPECTRUM LTDA
Cuando se produce un hundimiento del pin del comparador, es decir este entra, la lectura registrada es positiva ( + ) y su recorrido es en sentido de las manecillas del reloj, significa que en ese momento la maquina medida se encuentra abajo ( solamente si se esta tomandolecturas verticales )

43
ESPECTRUM LTDA
Cuando se produce la salida del pin del comparador, es decir este se desplaza hacia afuera, la lectura registrada es negativa ( - ) y su recorrido es en sentido contrario de las manecillas del reloj, significa que en ese momento la maquina medida se encuentra arriba ( cuando se esta tomando lecturas verticales )

44
ESPECTRUM LTDA
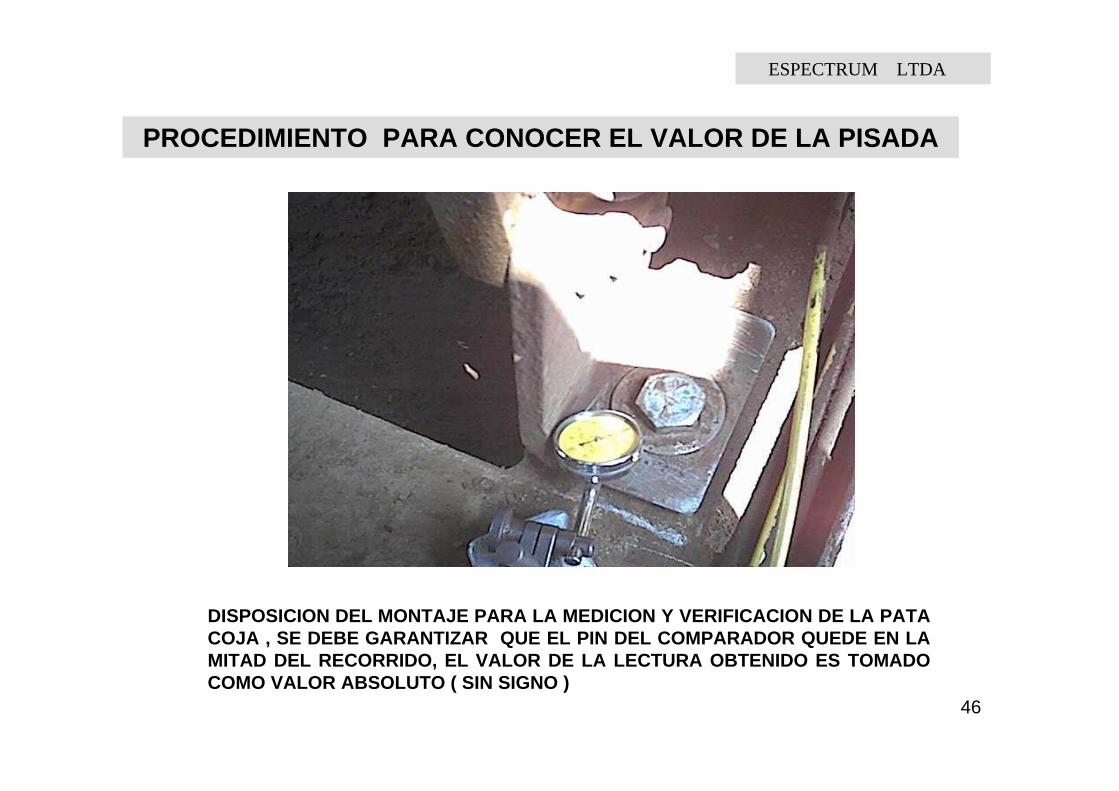
PROCEDIMIENTO PARA CONOCER EL VALOR DE LA PISADA
Es muy importante antes de iniciar la alineación, verificar el estado de pisada de la maquina, o corrección de la “ PATA COJA “
El conocer su estado; nos permite poder estar seguros que no vamos a tener problemas de inestabilidad en el momento de la alineación, así como cuando la maquina este en funcionamiento
El objetivo final es LOGRAR que todas las patas de amarre levanten lo mismo en el momento de soltar cada uno de los tornillos de amarre de manera individual, esto nos garantiza una correcta nivelación del equipo

45
ESPECTRUM LTDA
PROCEDIMIENTO PARA CONOCER EL VALOR DE LA PISADA
Observe que al aflojar uno de los tornillos de amarre de las patas de la maquina, esta deja que se genere una “ LUZ “ entre la base y la parte inferior de la pata, si la maquina no tiene problemas de pata coja, todas las medidas en cada una de las patas deben ser iguales, la tolerancia máxima es de 3 a 4 milésimas de pulgada
Valor de la altura que se levanta la pata al aflojar el tornillo
46
ESPECTRUM LTDA
DISPOSICION DEL MONTAJE PARA LA MEDICION Y VERIFICACION DE LA PATA COJA , SE DEBE GARANTIZAR QUE EL PIN DEL COMPARADOR QUEDE EN LAMITAD DEL RECORRIDO, EL VALOR DE LA LECTURA OBTENIDO ES TOMADO COMO VALOR ABSOLUTO ( SIN SIGNO )
PROCEDIMIENTO PARA CONOCER EL VALOR DE LA PISADA

47
ESPECTRUM LTDA
Si no se cuenta con un torcometro para realizar los ajustes necesarios de cada tornillo, entonces utilice el comparador como elemento para ajustar de manera pareja, el procedimiento consiste en ajustar bien todos los tornillos antes de efectuar el calculo de valor de pisada, ponga el comparador en ceros y con la llave afloje el tornillo, tenga en cuenta de no tocar el reloj con la llave, luego de conocer el valor, vuelva a ajustar el tornillo hasta que el comparador llegue nuevamente a cero ( 0 ), este será entonces el ajuste necesario.
PROCEDIMIENTO PARA CONOCER EL VALOR DE LA PISADA

48
ESPECTRUM LTDA
EL VALOR DE TOLERANCIA EN EL CALCULO DE LA PISADA DE CADA UNA DE LAS PATAS DE AMARRE DE UN EQUIPO ES DE 0.003 / 0.004 MILESIMAS DE PULGADA.
PROCEDIMIENTO PARA CONOCER EL VALOR DE LA PISADA

49
ESPECTRUM LTDA
El tornillo de amarre debe quedar completamente suelto después de tomada la lectura, luego comience a ajustar nuevamente el tornillo hasta que el comparador llegue a cero, si antes de terminar de ajustar el tornillo el comparador ya llego a ceros y/o paso por este, significa que el tornillo esta entrando RECOSTADO y pone en peligro la confiabilidad de la alineación, si esto sucede se debe maquinar un orificio de mayor diámetro, y/o cambiar el tornillo por uno mas delgado.
PROCEDIMIENTO PARA CONOCER EL VALOR DE LA PISADA

50
ESPECTRUM LTDA
PROCEDIMIENTO PARA CORREGIR EL VALOR DE LA PISADA
Las Lecturas tomadas en las 4 patas de la maquina fueron las siguientes:
Pata A .... ( 20 milésimas ), Pata B.. ( 12 milésimas ), Pata C..... ( 5 milésimas ),
Pata Tornillo D …... ( 16 milésimas ).
VALOR DE LA CALZA = ( Lectura de cada Pata ) - ( Lectura del menor valor
obtenido en las Patas)
Valor Calza Pata A = 20 - 5 = 15 milésimas
Valor Calza Pata B = 12 - 5 = 7 milésimas
Valor Calza Pata C = 16 - 5 = 11 milésimas
El valor Obtenido es el tamaño de la calza que necesitamos en cada una de las patas de los tornillos que se analizaron, para que exista una nivelación con respecto a la pata de menor valor.

51
ESPECTRUM LTDA
PROCEDIMIENTO PARA CORREGIR EL VALOR DE LA PISADA
Las Lecturas tomadas en las 4 patas de la maquina fueron las siguientes:
Pata A...( 20 milésimas ), Pata B..( 12 milésimas ), Pata C .....( 5 milésimas ) Pata D ...( 16 milésimas ) .
A
B
C
D
5 milésimas
A B
C D
Vista superior

52
ESPECTRUM LTDA
T = 0
B
L R
CONVENCIONES UTILIZADAS EN LA ALINEACION
( T ) + ( B ) = ( L ) + ( R )
LA SUMA ALGEBRAICA DE ESTA FORMULA DEBE CUMPLIRSE, DONDE LA SUMA ENTRE LOS VALORES DE ARRIBA ( T ) Y ABAJO ( B ), DEBEN SER IGUALES A LA SUMA DE LOS VALORES TOMADOS A LA IZQUIERDA ( L ) Y A LA DERECHA ( R ), DE LO CONTRARIO SIGNIFICA QUE SE TOMARON VALORES MALOS POR ALGUNA RAZON, Y SE DEBE REVISAR EL PROCEDIMIENTO DE TOMA DE DATOS Y ASEGURARSE QUE EXISTE FIRMEZA EN LA POSICION DEL MONTAJE DEL COMPARADOR

53
ESPECTRUM LTDA
T = 0
B
- 8
L
- 14
R
+ 6
VERIFICACION Y VERACIDAD LECTURAS TOMADAS
( T ) + ( B ) = ( L ) + ( R )
( 0 ) + ( - 8 ) = ( - 14 ) + ( + 6 )
0 - 8 = -14 + 6
- 8 = - 8
La suma algebraica debe cumplirse, de lo contrario proceda a verificar:
1) Rigidez del montaje,
2) Revisar que el pin del comparador este leyendo en todo su recorrido
3) Que el sistema donde esta montado el comparador, o este mismo no este siendo golpeados por algún elemento durante su recorrido

54
ESPECTRUM LTDA
ACERCAMIENTO DE LA MAQUINA ANTES DE LA ALINEACION

55
ESPECTRUM LTDA
Método
Empleado
Operador
Entrenamiento Requerido
Calidad de la Alineación
COMPARACION DE LOS METODOS DE ALINEACION

56
ESPECTRUM LTDA
COMPARACION DE LOS METODOS DE ALINEACION
Deflexión por peso Comparador
Fricción Interna / Histéresis
Resolución
1/100 ( 0.5 mils )
Errores de Lectura
• ± signo
•Error Paralelismo
•Error al mirar las lecturas por debajo
Juego en el Brazo de apoyo
Mal apoyo del Comparador
Juego Axial del Eje

57
ESPECTRUM LTDA
Borde Recto para hacer un acercamiento de la maquina en la dirección vertical, aspecto que permite reducir la desalineación y garantizar que el comparador pueda hacer en su recorrido la toma de lecturas sin problemas de no alcance de distancia.
ACERCAMIENTO VERTICAL DE LA MAQUINA ANTES DE LA ALINEACION

58
ESPECTRUM LTDA
Borde Recto para hacer un acercamiento de la maquina en la dirección horizontal , aspecto importante antes de iniciar cualquier alineación, asícomo después de cada movimiento vertical
ACERCAMIENTO HORIZONTAL DE LA MAQUINA ANTES DE LA ALINEACION

59
ESPECTRUM LTDA
Disposición del montaje del comparador para el inicio de toma de lecturas de alineación ( Lecturas en el lomo ), el reloj debe estar en ceros ( 0 ) y en pin situado en la mitad de su recorrido.
MONTAJE DE LA INSTRUMENTACION
“ COMPARADOR “

60
ESPECTRUM LTDA
1) Se debe iniciar con poniendo el comparador en la parte superior y llevado su reloj a la posición de ceros ( 0 ) y teniendo en cuenta que el pin del recorrido del mismo comparador se encuentre en la mitad de su recorrido, en la foto de la izquierda ( A ) se están tomando datos en la maquina móvil ( motor ), en la foto de la derecha ( B ) los datos se están tomando en la maquina fija ( bomba ), por lo tanto se debe tener en cuenta el hacer el cambio de los signos.
LECTURAS A REALIZAR CON EL COMPARADOR
EN EL LOMO PARTE SUPERIOR
A B

61
ESPECTRUM LTDA
2) Haga girar el eje que contiene el comparador ( en este caso el de la maquina fija ) desde la posición “ Arriba = T ), hasta la posición 3 horas “ Derecha = R “ de la maquina móvil , registre el valor que se obtiene en el comparador con su signo ( No olvide visualizar el movimiento de la aguja del comparador en todo momento ), la posición lado derecho se visualizara desde la maquina FIJA hacia la maquina MOVIL.
LECTURAS EN EL LOMO CON EL COMPARADOR LADO DERECHO
62
ESPECTRUM LTDA
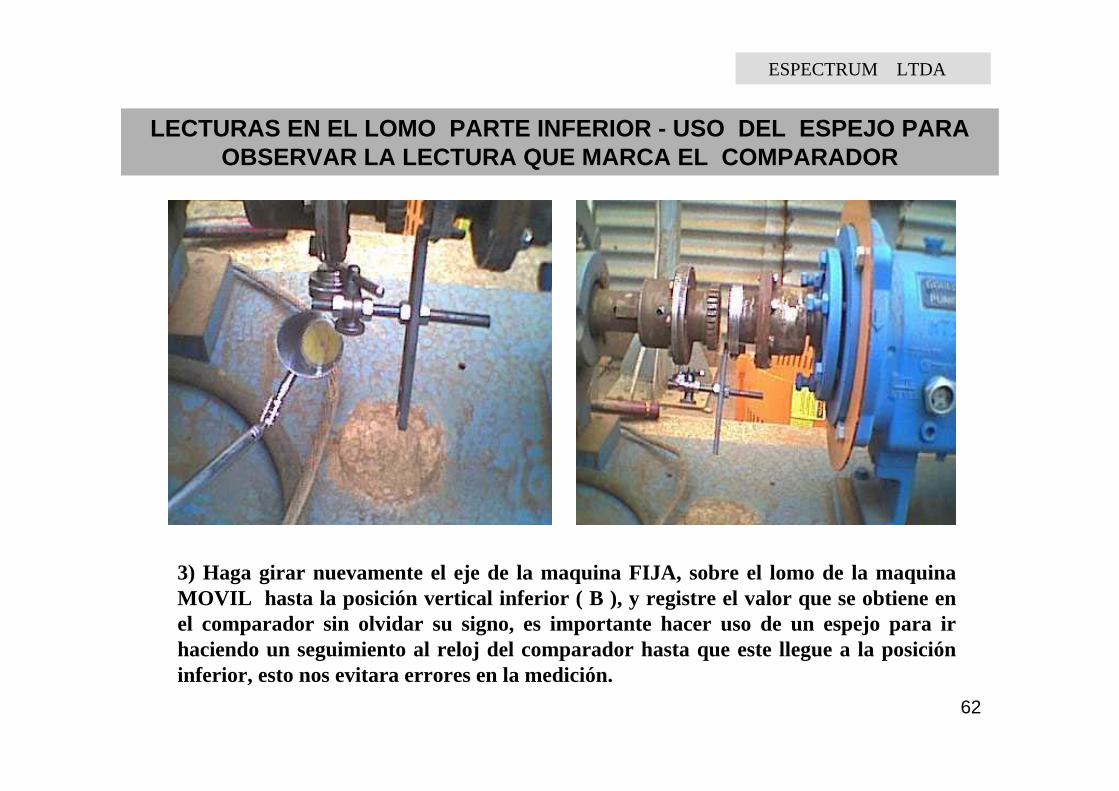
LECTURAS EN EL LOMO PARTE INFERIOR - USO DEL ESPEJO PARA OBSERVAR LA LECTURA QUE MARCA EL COMPARADOR
3) Haga girar nuevamente el eje de la maquina FIJA, sobre el lomo de la maquina MOVIL hasta la posición vertical inferior ( B ), y registre el valor que se obtiene enel comparador sin olvidar su signo, es importante hacer uso de un espejo para ir haciendo un seguimiento al reloj del comparador hasta que este llegue a la posición inferior, esto nos evitara errores en la medición.

63
ESPECTRUM LTDA
4) Nuevamente haga girar el eje que contiene el comparador, que en este caso corresponde al de la maquina FIJA, y llévelo sobre la posición 9 horas ( Lado Izquierdo = L) de la maquina MOVIL, registre el valor con el signo, No olvide hacer seguimiento al recorrido del comparador, si es necesario utilice un espejo.
La posición lado Izquierdo ( L ) debe ser vista siempre desde la maquina FIJA hacia la MOVIL:,
LECTURAS EN EL LOMO LADO IZQUIERDO DE LA MAQUINA MOVIL

64
ESPECTRUM LTDA
Al efectuar las lecturas en los cuatro cuadrantes ( arriba, derecha, abajo, izquierda y nuevamente arriba ), el comparador debe regresar a ceros ( 0 ), de lo contrario se puede estar generando un error en la toma de datos, lo cual impedirá que se obtenga una buena alineación
BARRIDO DE LECTURAS CON EL COMPARADOR

65
ESPECTRUM LTDA
DEFLEXION
COMBA O CURVATURA
DIFERENCIA ENTRE DEFLEXION Y COMBA O CURVATURA

66
ESPECTRUM LTDA
DEFLEXION DEL COMPARADOR DENTRO DEL PROCESO DE TOMA DE LECTURAS DE ALINEACION SOLO EN EL LOMO
Al realizar el barrido de la posición vertical superior a la vertical inferior, se produce por el propio peso del comparador, barra de montaje y la fuerza de la acción de la gravedad una deflexión de todo el sistema, lo que implica un error del montaje y que debe ser restado ( - ), la lectura que marca el comparador al hacer el barrido entre la posición superior ( T ) y la inferior ( B ) en las lecturas en el lomo sobre un mismo eje tienen siempre un valor “ NEGATIVO “ , debido a que el “ PIN “ del comparador se retira. En otros términos significa que a la lectura que se tome en la dirección vertical inferior se le debe restar el valor obtenido de la deflexión.

67
ESPECTRUM LTDA
DEFLEXION DEL COMPARADOR DENTRO DEL PROCESO DE TOMA DE LECTURAS DE ALINEACION SOLO EN EL LOMO
La deflexión es una lectura TIR ( Lectura total del indicador ) y es tomada en el lomo, y para tenerla en cuenta dentro del proceso de la alineación se debe dividir entre dos ( TIR / 2), lo cual al final recibe el nombre se SAG
Por lo tanto DEFLEXION Compensada = Error ( valor Obtenido )
Donde el error tiene un signo negativo, y el valor obtenido también tiene un signo negativo, lo cual al final se traduce en una SUMA de valores.
Deflexión Compensada = - ( Valor Obtenido ) = - ( - ) = +
Ejemplo : La lectura de deflexión tomada en un montaje es de ( - 8 )
Deflexión Compensada = - ( - 8 ) = + 8

68
ESPECTRUM LTDA
1) Garantice una buena fijación del comparador axialmente, y que el “ PIN “ del comparador quede situado en la mitad del recorrido, luego haga cero ( 0 ) para iniciar el barrido de las lecturas en la
LECTURAS A REALIZAR CON EL COMPARADOR EN LA CARA PARTE SUPERIOR

69
ESPECTRUM LTDA
2) Gire el comparador hasta la posición de las tres horas ( 3 ), pero mirando desde la maquina fija hacia la móvil, esta será la lectura del lado derecho ( R ), registre su valor y el signo
LECTURAS A REALIZAR CON EL COMPARADOR EN LA CARA LADO DERECHO

70
ESPECTRUM LTDA
3) Sin modificar la lectura que lleva hasta el momento el comparador, gírelo nuevamente hasta la posición inferior ( B ), registre el valor con su signo.
LECTURAS A REALIZAR CON EL COMPARADOR EN LA CARA LADO INFERIOR

71
ESPECTRUM LTDA
4) Sin modificar la lectura que lleva hasta el momento el comparador, gírelo nuevamente hasta la posición de las nueve horas ( 9 ) , visto desde la maquina fija hacia la móvil, este valor corresponderá a la lectura de desalineación horizontal del lado “ L “, registre el valor y su signo.
LECTURAS A REALIZAR CON EL COMPARADOR EN LA CARA LADO IZQUIERDO
72
ESPECTRUM LTDA
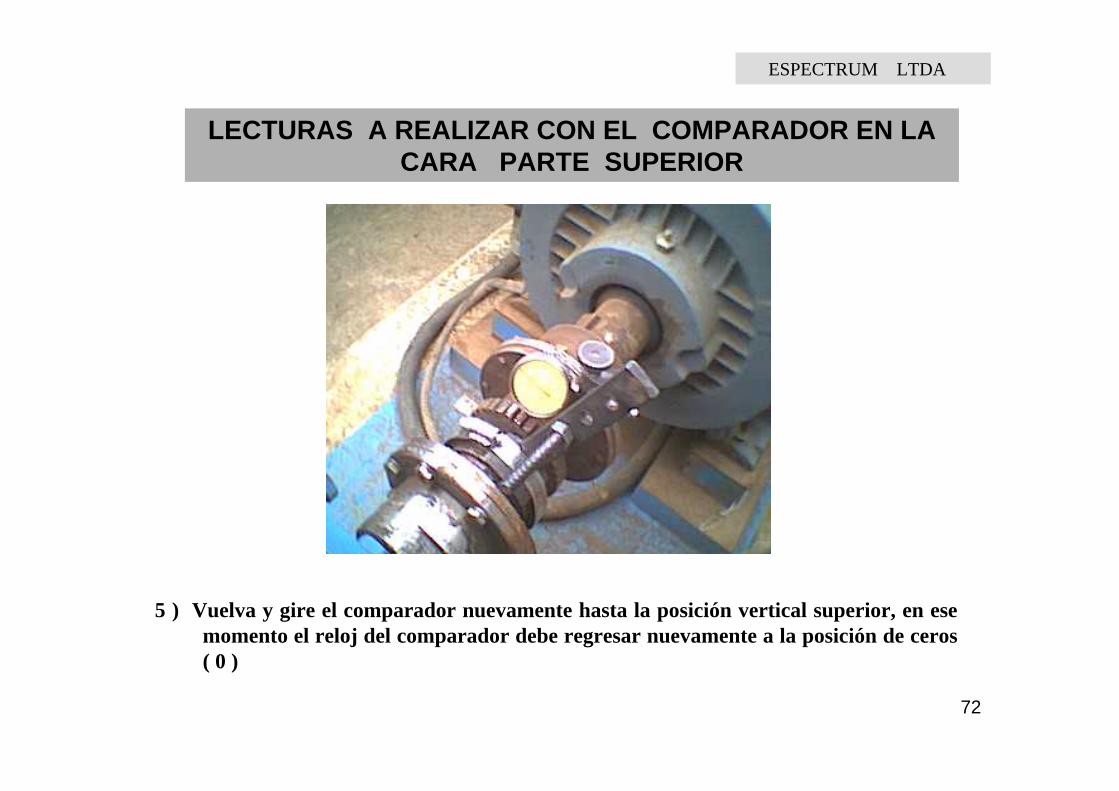
5 ) Vuelva y gire el comparador nuevamente hasta la posición vertical superior, en ese momento el reloj del comparador debe regresar nuevamente a la posición de ceros ( 0 )
LECTURAS A REALIZAR CON EL COMPARADOR EN LA CARA PARTE SUPERIOR

73
ESPECTRUM LTDA
Gráfica comparativa entre dos direcciones iguales para dos maquinas diferentes, la gráfica superior muestra problemas de Desalineacion angular ( 1X RPM ), la inferior muestra una maquina en condiciones normales.
PK
Vel
ocity
in m
m/S
ec
Frequency in CPM
RKEF-VENTILADOR VIGAS DEL TECHO FA-32POINT: A-V - MORE THAN ONE MAQUINA (17-SEP-01)
0 4000 8000 12000 16000
0
2
4
6
8
10
12
14Max Amp 12.6
FA-32
FA-31
1X
1X

74
ESPECTRUM LTDA
Toma de Medidas para una buena Alineación
Todas las medidas que se tomen para efectos de la alineación, deben ser realizadas de manera recta y lo mas precisas posibles a cada una de las patas de apoyo de la maquina a mover

75
ESPECTRUM LTDA
USO DE DISPOSITIVOS PARA PODER ALINEAR
Durante esta alineación con equipo Láser, se debió utilizar un dispositivo que permitiera poder girar las dos maquinas al mismo tiempo, debido a que la otra parte de unión de los acoples no se encontraba instalada

76
ESPECTRUM LTDA
USO DE DISPOSITIVOS PARA PODER ALINEAR
Las dos maquinas están siendo giradas al tiempo en una alineación con equipo láser, debido a que se hace necesario que las dos cabezas giren conjuntamente, para que exista un sincronismo de los rayos de la cabeza emisora y receptora

77
ESPECTRUM LTDA
METODO PARA ALINEAR CARA LOMO
Paralelismo
Angularidad
L1
L2
Mediante este método se busca conocer el estado de los ejes con la toma de lecturas con el comparador de carátula en el “ LOMO “ y en la “ CARA “, el resultado de estos valores obtenidos y metidos dentro de la formula de este METODO, nos dan el resultado final de la posición de las patas delanteras y traseras de la maquina a alinear.

78
ESPECTRUM LTDA
METODO PARA ALINEAR CARA LOMO
Angularidad
L1
L2
CARA
Las lecturas en la “ CARA “ son la que se hacen colocando en comparador axialmente , y son conocidas también con el nombre de lecturas “ FACE “, estos valores nos reflejan la desalineación “ ANGULAR “ que tiene la maquina, es importante conocer la distancia que existe de separación en línea recta desde donde esta leyendo el comparador axialmente hasta cada una de la patas de la maquina a mover

79
ESPECTRUM LTDA
METODO PARA ALINEAR CARA LOMO
Paralelismo
LOMO Las lecturas en el “ LOMO “ son la que se hacen colocando el comparador radialmente , y son conocidas también con el nombre de lecturas “ offset “, estos valores nos reflejan la desalineación “PARALELA “ que tiene la maquina, las distancias en la alineación paralela no se tienen en cuenta, ya que todas las patas de apoyo de la maquina a mover están sobre el mismo plano.

80
ESPECTRUM LTDA
INTERPRETACION DE LA LECTURA EN EL LOMO
DIAMETRO
Las Lecturas que se toman en el “ LOMO “ nos demarcan el barrido de un diámetro y son conocidas como lecturas “ TIR “ ( Lectura total del Indicador ), sin embargo en el momento de corregir la alineación se deben dividir entre dos, con el objeto de mover solo un radio, que es lo que finalmente esta desalineada la maquina, este valor es conocido con el nombre de TIR MEDIOS ( TIR / 2 ), debe recordarse que el valor encontrado demarca la desalineación paralela que tiene la maquina, ya sea en la dirección vertical, o en la horizontal, dependiendo donde se esta haciendo el barrido, si vertical u horizontalmente.

81
ESPECTRUM LTDA
INTERPRETACION DE LA LECTURA EN EL CARA
Las Lecturas que se toman en la “ CARA “ “ nos demarcan el barrido del comparador en la dirección axial, donde el valor obtenido se llamara “ TIRf “ ( Lectura total del indicador en la cara ) y estará en función del diámetro de la sección donde haga contacto en pin del comparador axialmente, por lo tanto existirá una relación entre ambas ( TIRf / D ), la cual debe tenerse en cuenta en el momento de realizar la alineación.
El valor obtenido con el comparador en la cara, NO se debe dividir entre dos, por esta razón toma el nombre de “ TIRf “, ( Lectura total del indicador en la cara ) y nos demarcara el valor de desalineación ANGULAR que tiene la maquina, ya sea vertical u horizontal.
DIAMETRO “D “
TIRf

82
ESPECTRUM LTDA
CASO 1 : Radio donde lee el pin del comparador axialmente, donde DIAMETRO = 2 Radio
CASO 2 : Radio donde lee el pin del comparador axialmente, donde DIAMETRO = 2 Radio
IDENTIFICACION DEL AREA DEL DIAMETRO DE LECTURA AXIAL PARA EL METODO DE ALINEACION CARA - LOMO
Normalmente la lectura de DESALINEACION ANGULAR ( CARA ) se toma en el extremo del acople, sin embargo se debe entender claramente que el diámetro en ningún momento corresponde al diámetro del acople, sino el que describe el pin del comparador al hacer el barrido de lecturas axialmente
CARA
CARA

83
ESPECTRUM LTDA
METODO PARA ALINEAR CARA LOMO
Paralelismo
Angularidad
L1
L2
FORMULA CARA - LOMO
S = [ L / D ] X ( TIRf ) + ( k / 2 )

84
ESPECTRUM LTDA
METODO PARA ALINEAR CARA – LOMO SIGNIFICADO DE LOS TERMINOS
FORMULA CARA - LOMO
S = [ L / D ] X ( TIRf ) + ( k / 2 )S = Valor del Shims a poner o retirar en la maquina móvil ( movimiento vertical )
S = Valor a desplazar la maquina móvil en la dirección horizontal
L = Distancia a cada una de las patas de la maquina a mover, la cual debe ser tomada en línea recta desde donde hace contacto en “ PIN “ del comparador axialmente ( cara ) hasta cada una de las patas de apoyo de la maquina considerada como móvil.
D = Diámetro de la sección donde hace contacto en “ PIN “ del comparador axialmente ( tomado desde el centro hasta el punto donde lee el “ pin “ del comparador y multiplicado por 2 )
TIRf = Lectura total del indicador en la CARA ( Desalineación Angular )
K = Lectura total del indicador ( TIR ) en el LOMO (Desalineación Paralela )

85
ESPECTRUM LTDA
FORMULA CARA - LOMO
L1
L2
Y1
S1
Y2S1
K1
D
TIRf
S1 y S2 = Shims a variar en los apoyos 1 y 2
Y1 = Valor del shims a variar en el apoyo Cercano TIRf = Lectura Total Indicador en la Cara
Y2 = Valor del shims a variar en el apoyo Lejano K1 = Desalineación Paralela Total
L1= Distancia del indicador al apoyo cercano L2 = Distancia del indicador al apoyo Lejano
D = Diámetro del Acople o sección donde lee el pin del comparador en la cara ( axialmente )
86
ESPECTRUM LTDA
METODO PARA ALINEAR CARA – LOMO SIGNIFICADO DE LOS TERMINOS
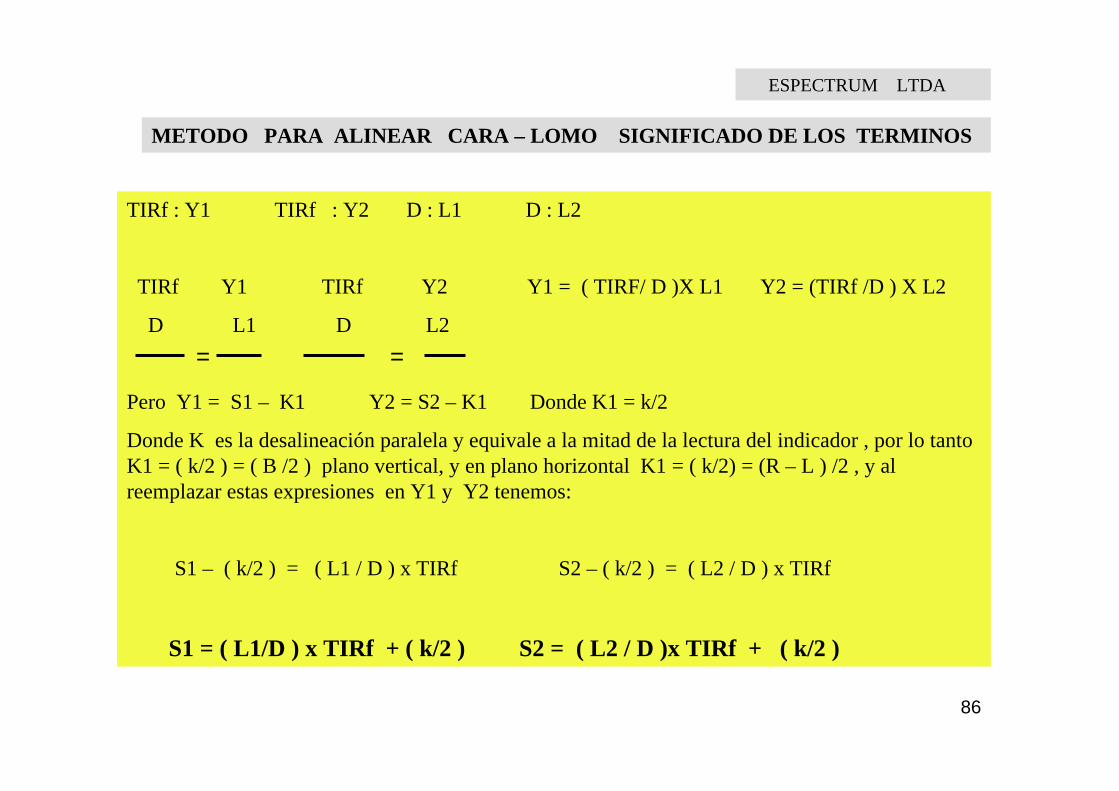
TIRf : Y1 TIRf : Y2 D : L1 D : L2
TIRf Y1 TIRf Y2 Y1 = ( TIRF/ D )X L1 Y2 = (TIRf /D ) X L2
D L1 D L2
Pero Y1 = S1 – K1 Y2 = S2 – K1 Donde K1 = k/2
Donde K es la desalineación paralela y equivale a la mitad de la lectura del indicador , por lo tanto K1 = ( k/2 ) = ( B /2 ) plano vertical, y en plano horizontal K1 = ( k/2) = (R – L ) /2 , y al reemplazar estas expresiones en Y1 y Y2 tenemos:
S1 – ( k/2 ) = ( L1 / D ) x TIRf S2 – ( k/2 ) = ( L2 / D ) x TIRf
S1 = ( L1/D ) x TIRf + ( k/2 ) S2 = ( L2 / D )x TIRf + ( k/2 )
= =

87
ESPECTRUM LTDA
CASO No. 1 : METODO CARA - LOMO ( ALINEACION VERTICAL ) , CON
LECTURAS TOMADAS DESDE LA MAQUINA FIJA A LA MOVIL
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
- 12
-9
+ 3Cara
Tirf
Lomo
K
0
+ 8 + 6
+14
L1L2
D= 4 “L1 = 18 “L2 = 30 “
S1 = ( 18 / 4) X ( -9 ) + ( +14 / 2 ) = - 40,5 + 7 = - 33,5
S2 = ( 30 / 4) X ( -9 ) + ( + 14/ 2 ) = - 67,5 + 7 = - 60,5
+ -
+-
S1 S2
Como resultado se concluye que la maquina móvil se encuentra arriba y se debe quitar la cantidad de shims que aparecen en los resultados de S1 y S2
fija móvil
FIJA MOVIL

88
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
+ 8
+ 13
+ 5Cara
Tirf
Lomo
K
0
- 2 - 5
- 7
L1L2
D= 6 “L1 = 20 “L2 = 35 “
S1 = ( 20 / 6) X ( + 13 ) + ( - 7 / 2 ) = + 43,3 - 3,5 = + 39,8
S2 = ( 35 / 6) X ( + 13 ) + ( - 7/ 2 ) = + 75,8 - 3,5 = + 72,3
+ -
+- S1S2
Como resultado se concluye que la maquina móvil se encuentra “ ABAJO “ y se deben agregar la cantidad de shims que aparecen en los resultados de S1 y S2
fija móvil
FIJA MOVIL
CASO No. 2 : METODO CARA - LOMO ( ALINEACION VERTICAL ) , CON
LECTURAS TOMADAS DESDE LA MAQUINA FIJA A LA MOVIL

89
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 ) D= 6 “L1 = 18 “L2 = 35 “Deflexión = - 4
0
+ 11
+ 20
+ 9Cara
Tirf
Lomo
K
0
- 5 - 10
- 15
L1L2
FIJA MOVIL
CASO No 3: METODO CARA - LOMO ( ALINEACION VERTICAL ) , CON
INFLUENCIA DE LA DEFLEXION DEL COMPARADOR

90
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 ) D= 6 “L1 = 18 “L2 = 35 “Deflexión = - 4
CASO No. 3 : ( Continuación ) METODO CARA - LOMO ( ALINEACION VERTICAL ),
CON INFLUENCIA DE LA DEFLEXION DEL COMPARADOR
Como en el ejercicio existe efectos de la deflexión sobre las lecturas del comparador tomadas en el LOMO, se procede a realizar únicamente la compensación de estos valores en la toma de lecturas vertical para los valores del LOMO, en la dirección horizontal NO se tiene en cuenta, ya que el valor tomado en el costado derecho se anula con el valor tomado en el costado izquierdo.
Deflexión Compensada = - ( valor obtenido de deflexión con el comparador )
Deflexión Compensada = - ( - 4 ) = + 4
Nota : Este valor obtenido de deflexión Compensada, debe afectarse al valor leído
con el comparador en el lomo de la siguiente manera:

91
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
+ 11
+ 20
+ 9Cara
TirfLomo
K
0
- 5 - 10
-15
+ 4
-11
L1L2
D= 6 “L1 = 18 “L2 = 35 “Deflexión = - 4
FIJA MOVIL
S1 = ( 18/ 6) X ( + 20 ) + ( - 11 / 2 ) = + 60 - 5,5 = + 54, 5
S2 = ( 35 / 6 ) X ( + 20 ) + ( - 11/ 2 ) = + 116,6 - 5,5 = + 111,1
+ -
+- S1S2
fija móvil
Como resultado se concluye que la maquina móvil se encuentra “ ABAJO “ y se deben agregar la cantidad de shims que aparecen en los resultados de S1 y S2
CASO No. 3 : ( Continuación ) METODO CARA - LOMO ( ALINEACION VERTICAL ),
CON INFLUENCIA DE LA DEFLEXION DEL COMPARADOR

92
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
- 11
- 19
- 8Cara
TirfLomo
K
0
+ 6 - 4
+ 2
L1L2
D= 5 “L1 = 14 “L2 = 26 “
FIJA MOVIL
En este Ejercicio encontramos que los valores tanto en el LOMO, como en la CARA están siendo tomados desde la maquina Móvil a la Fija, por lo tanto a todos los valores que se registraron en el LOMO se le deben de cambiar los signos, y asíquedarían como si se estuvieran tomando desde la maquina Fija a la Móvil.
En las lecturas tomadas en la CARA no se hace necesario cambiar el signo, a menos que este valor fuera tomado en la PARTE POSTERIOR DE LA CARA , ya sea de la maquina Fija a la Móvil, o de la Móvil a la Fija.
CASO No. 4 : METODO CARA - LOMO ( ALINEACION VERTICAL ) , CON
LECTURAS TOMADAS DESDE LA MAQUINA MOVIL A LA FIJA

93
ESPECTRUM LTDA
CASO No. 4 ( Continuación ) : Luego del cambio de los signos para las lecturas en el LOMO, se procede a realizar el calculo de la desalineación que tiene la maquina mediante el método CARA - LOMO
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
- 11
- 19
- 8Cara
Tirf
Lomo
K
0
- 6 + 4
- 2
L1L2
D= 5 “L1 = 14 “L2 = 26 “
FIJA MOVIL
S1 = ( 14 / 5 ) X ( -19 ) + ( - 2 / 2 ) = - 53,2 - 1 = - 54,2
S2 = ( 26 / 5) X ( -19 ) + ( - 2 / 2 ) = - 98,8 - 1 = - 99,8
+ -
+-
S1
fija móvil
Como resultado se concluye que la maquina móvil se encuentra arriba y se debe quitar la cantidad de shims que aparecen en los resultados de S1 y S2

94
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
- 4
+ 6
+ 10Cara
TirfLomo
K
0
+ 9 + 5
+ 14
L1L2
D= 8 “L1 = 16 “L2 = 28 “
FIJA MOVIL
En este Ejercicio encontramos que los valores en el LOMO están siendo tomados desde la maquina Móvil a la Fija, y por lo tanto se hace necesario hacer un cambio de signos para representar la forma normal como seria si se leyera de la maquina Fija a la Móvil.
Para la lecturas que se deberían tomar en la CARA, encontramos que estas son tomadas en la parte posterior de la CARA, y por lo tanto se hace necesario cambiar el SIGNO, ya que el procedimiento es de toma en la CARA, y no en la parte posterior, es importante resaltar que solo SE DEBE REALIZAR UN SOLO CAMBIO DE SIGNO , a pesar de estar leyendo de la maquina Móvil a la Fija.
CASO No. 5 : METODO CARA - LOMO ( ALINEACION VERTICAL ) , CON
LECTURAS TOMADAS DESDE LA MAQUINA MOVIL A LA FIJA

95
ESPECTRUM LTDA
S = [ L / D ] X ( TIRf ) + ( k / 2 )
0
+ 4
- 6
- 10 Cara
Tirf
Lomo
K
0
- 9 - 5
- 14
L1L2
D= 8 “L1 = 16 “L2 = 28 “
FIJA MOVIL
CASO No. 5 ( CONTINUACION ) : Como las lecturas se realizaron de la Maquina Móvil a la Fija, debemos cambiar el signo en las lecturas en el LOMO, así mismo las que se tomaron en la parte de posterior de la CARA
S1 = ( 16 / 8) X ( - 6 ) + ( - 14 / 2 ) = - 12 - 7 = - 19
S2 = ( 28 / 8 ) X ( - 6 ) + ( - 14 / 2 ) = - 21 - 7 = - 28
+ -
+-
S1
fija
Como resultado se concluye que la maquina móvil se encuentra arriba y se debe quitar la cantidad de shims que aparecen en los resultados de S1 y S2
96
ESPECTRUM LTDA
METODO CARA - LOMO ( ALINEACION HORIZONTAL )
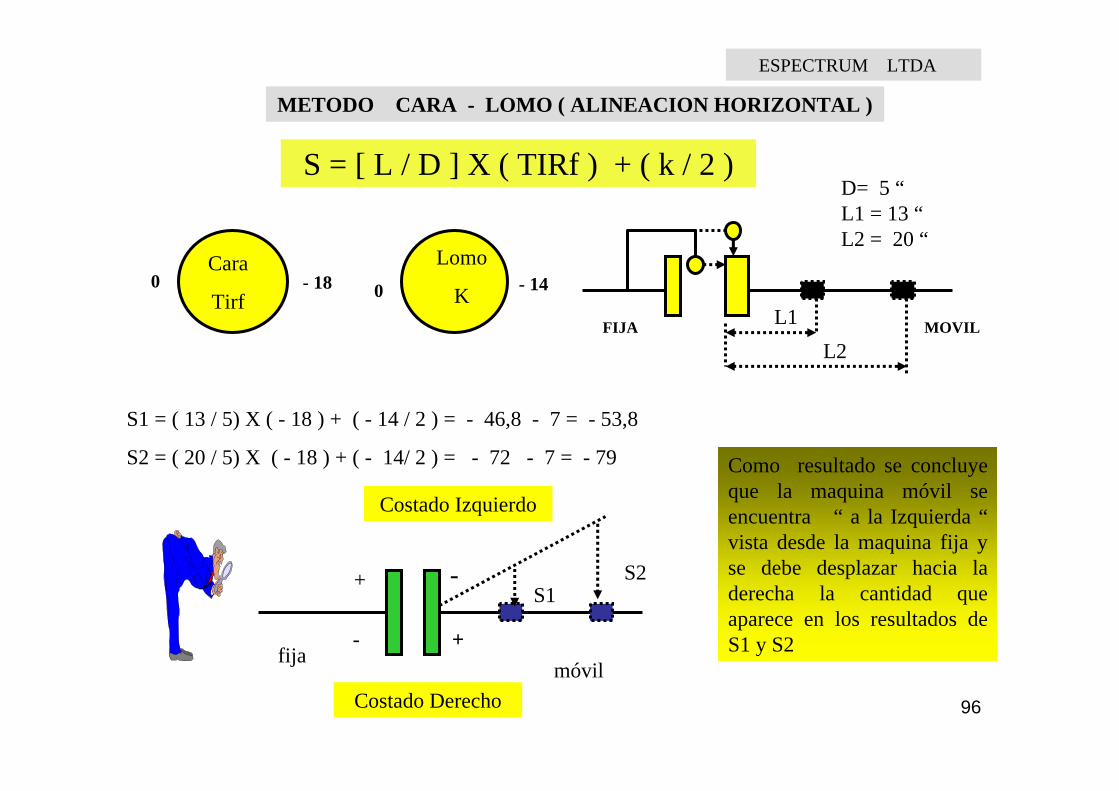
S = [ L / D ] X ( TIRf ) + ( k / 2 )
- 18
D= 5 “L1 = 13 “L2 = 20 “
0Cara
Tirf
Lomo
K0 - 14
L1L2
S1 = ( 13 / 5) X ( - 18 ) + ( - 14 / 2 ) = - 46,8 - 7 = - 53,8
S2 = ( 20 / 5) X ( - 18 ) + ( - 14/ 2 ) = - 72 - 7 = - 79
+ -
+-
S1S2
Como resultado se concluye que la maquina móvil se encuentra “ a la Izquierda “vista desde la maquina fija y se debe desplazar hacia la derecha la cantidad que aparece en los resultados de S1 y S2fija
móvil
Costado Izquierdo
Costado Derecho
FIJA MOVIL

97
ESPECTRUM LTDA
METODO CARA - LOMO ( ALINEACION HORIZONTAL )
S = [ L / D ] X ( TIRf ) + ( k / 2 )
+ 20
D= 6 “L1 = 18 “L2 = 32 “
0Cara Lomo
K0 - 4
L1L2
S1 = ( 18 / 6) X ( + 20 ) + ( - 4 / 2 ) = + 60 - 2 = + 58
S2 = ( 32 / 6 ) X ( + 20 ) + ( - 4/ 2 ) = + 106,6 - 2 = + 104,6
+ -
+- S1S2
Como resultado se concluye que la maquina móvil se encuentra “ a la Derecha “vista desde la maquina fija y se debe desplazar hacia la Izquierda la cantidad que aparece en los resultados de S1 y S2
fija móvil
Costado Izquierdo
Costado Derecho
FIJA MOVIL
Cara
Tirf

98
ESPECTRUM LTDA
METODO ALINEACION CARA - LOMO

99
ESPECTRUM LTDA
METODO ALINEACION BARRAS PARALELO

100
METODO ALINEACION BARRAS PARALELO
PATA 1
PC
PATA 2
PL
F M
d1d2
d3
ESPECTRUM LTDA
F = Comparador que lee en la maquina Fija ( Desde la Móvil a la Fija )
M = Comparador que lee en la maquina Móvil ( Desde la Fija a la Móvil )
d1 = Distancia entre los comparadores
d2 = Distancia desde el comparador de la maquina fija a las patas cercanas ( PC )
d3 = Distancia desde el comparador de la maquina fija a las patas lejanas ( PL )
T1-R1-B1-L1 = Lecturas tomadas en la maquina fija
T2, R2, B2, L2 = Lecturas tomadas en la maquina móvil
T1 T2
R1 R2
B2B1
L1 L2Fija Móvil

101
METODO ALINEACION BARRAS PARALELO GRAFICO
1) Para este método se hace necesario tomar medidas con el comparador de Carátula en los lomos de la maquina Fija y Móvil, tanto en la posición Vertical como en la Horizontal.
2) Tome las distancias que existen entre comparadores ( d1 )
3) Tome la distancia en línea recta del comparador de la Fija a las patas delanteras del motor o maquina a alinear, y la cual será considerada como Móvil ( d2 )
4) Tome la distancia en línea recta del comparador de la maquina Fija a las patas traseras del motor o maquina a alinear, y la cual será considerada como Móvil ( d 3 )
5) En una hoja de papel cuadriculado, o milimetrado trace a escala en el plano horizontal las distancias de d1, d2, d3 ( Por Ejemplo : 1 pulgada = 1 cuadro
6) Sobre la misma hoja dibuje sobre el plano horizontal la posición de los comparadores, pata delanteras, patas traseras.
7) Proyecte en las líneas verticales los comparadores, y patas de la maquina con una línea hacia arriba y hacia abajo.
8) PC = Patas Cercanas
9) PL = Patas Lejanas
ESPECTRUM LTDA

102
METODO ALINEACION BARRAS PARALELO GRAFICO
10) Dibuje la ley de los signos en el plano cartesiano .
11) Sobre las líneas donde proyecto los comparadores y a escala, mida la lectura tomada en el comparador, teniendo en cuenta que deben ser divididas entre dos ( TIR/2 ), debido a que como son lecturas en el LOMO, nos demarcan un barrido diametral ( TIR ), y se debe alinear con medidas radiales ( TIR/2).
12) La medida del comparador de la maquina FIJA, se debe proyectar sobre la posición del comparador de la misma maquina Fija, y así lo mismo para la maquina Móvil, luego una estos dos puntos y llévelos a cortar la línea de proyección de las patas del motor, la distancia que se obtenga sobre cada una de las patas, será lo que se necesita para corregir la desalineación encontrada, y el valor será según la escala escogida para graficar las medidas de los comparadores ( por ejemplo : 1 milésima = 1 cuadro ).
13) Este mismo procedimiento aplica para la alineación horizontal, solo que los valores a proyectar serán los tomados con los comparadores en los lomos horizontales de las maquinas fija y móvil , teniendo en cuenta de hacer Ceros ( 0 ) siempre al costado izquierdo mirando desde la maquina fija a la móvil, tanto cuando se tomen las medidas de la fija a la móvil, como de la móvil a la fija.
ESPECTRUM LTDA

103
ESPECTRUM LTDA
+ _
+_
0 0
+ 8 TIR - 2 TIR
Fija Móvil
S1= + 4,2
Medidas:
Distancia entre Comparadores = d1= 8 “
Distancia Comparador Fija a la primera Pata = d2 =22 “
Distancia Comparador Fija a la segunda Pata = d3 = 34 “
Escala Horizontal : 1 cuadro = 2 pulgadas
Escala Vertical : 1 cuadro = 1 milésima de pulgada
La lectura tomada es TIR, y se debe graficar TIR/2
S2= + 8,7
d1
d2
d3
METODO GRAFICO
BARRAS PARALELO
Alineación Vertical
Maquina Desalineada hacia abajo
Fija Móvil
+ 4 = Tir/2 - 1 = Tir/2

104
ESPECTRUM LTDA
+ _
+_
0 0
- 4 TIR + 6 TIR
Fija Móvil
S1= + 4,7
Medidas:
Distancia entre Comparadores = d1= 8 “
Distancia Comparador Fija a la primera Pata = d2 =22 “
Distancia Comparador Fija a la segunda Pata = d3 = 34 “
Escala Horizontal : 1 cuadro = 2 pulgadas
Escala Vertical : 1 cuadro = 1 milésima de pulgada
La lectura tomada es TIR, y se debe graficar TIR/2
S2= + 6,2
d1
d2
d3
METODO GRAFICO
BARRAS PARALELO
Alineación Vertical
Maquina Desalineada hacia Abajo
Fija Móvil
- 2 = Tir/2 + 3 = Tir/2102

105
ESPECTRUM LTDA
+ _
+_
0 0FijaMóvil
S1= - 6
Medidas:
Distancia entre Comparadores = d1= 8 “
Distancia Comparador Fija a la primera Pata = d2 =18 “
Distancia Comparador Fija a la segunda Pata = d3 = 36 “
Escala Horizontal : 1 cuadro = 2 pulgadas
Escala Vertical : 1 cuadro = 1 milésima de pulgada
La lectura tomada es TIR, y se debe graficar TIR/2
S2= - 14
d1
d2
d3
METODO GRAFICO
BARRAS PARALELO
Alineación Horizontal
Maquina desalineada hacia la Izquierda
- 6 - 2
Fija Móvil
Los valores de – 6 y de -2 son lecturas TIR, y al graficar se deben dividir entre 2 ( TIR / 2 ), debido a que son valores registrados en los lomos, y son lecturas diametrales, se corrige la desalineación con un radio, o sea valor TIR/2

106
METODO MATEMATICO ALINEACION BARRAS PARALELO
PATA 1
PC
PATA 2
PL
F M
d1 d2d3
ESPECTRUM LTDA
T1 T2
R1 R2
B2B1
L1 L2Fija Móvil
Formula Movimientos Verticales
V1 = ( B1 / 2 ) =
V2 = ( B2 / 2 ) + ( V1 ) =
PC = ( V2 ) X ( d2 ) - ( V1 )
d1PL = ( V2) X ( d3 ) - ( V1 )
d1
Formula movimientos Horizontales
H1 = ( R1- L1 ) / 2 =
H2 = ( R2 - L2 ) / 2 + ( H1 ) =
PC = ( H2) X ( d2 ) - ( H1 )
d1PL = ( H2 ) X ( d3 ) - ( H1 )
d1
Todas las lecturas son TIR

107
METODO MATEMATICO ALINEACION BARRAS PARALELO
d3
ESPECTRUM LTDA
T1 T2
R1 R2
B2B1
L1 L2Fija Móvil
Todas las lecturas son TIR
Formula Movimientos Verticales
V1 = ( B1 / 2 ) =
V2 = ( B2 / 2 ) + ( V1 ) =
PC = ( V2 ) X ( d2 ) - ( V1 )
d1
PL = ( V2) X ( d3 ) - ( V1 )
d1
PLPC
V2V1
F M
d2
d1

108
METODO MATEMATICO ALINEACION- VERTICAL BARRAS PARALELO
PATA 1
PC
PATA 2
PL
F M
d1 = 8d2 = 22
d3 = 34
ESPECTRUM LTDA
T1
0T2
0
R1 R2
B2
- 2
B1
+8
L1 L2Fija Móvil
V1 = ( B1 / 2 ) = ( +8 ) / 2 = + 4
V2 = ( B2 / 2 ) + ( V1 ) = ( - 2 ) / 2 + ( + 4 ) = - 1 + 4 = + 3
PC = ( V2) X ( d2 ) - ( V1 ) = ( + 3 ) X ( 22 ) - ( + 4 ) = + 8,25 - 4 = + 4,25
d1 8
PL = ( V2) X ( d3 ) - ( V1 ) = ( + 3 ) x ( 34 ) - ( + 4 ) = + 12,75 - 4 = + 8,75d1 8

109
METODO MATEMATICO ALINEACION HORIZONTAL BARRAS PARALELO
PATA 1
PC
PATA 2
PL
F M
d1d2
d3
ESPECTRUM LTDA
T1 T2
- 6 - 2
B2B1
0 0Fija Móvil
H1 = ( R1- L1 ) / 2 = ( - 6 - 0 ) / 2 = - 3
H2 = ( R2 - L2 ) / 2 + ( H1 ) = ( - 2 – 0 ) / 2 + ( - 3 ) = - 1 – 3 = - 4
PC = ( H2 ) X ( d2 ) - ( H1 ) = ( - 4 ) X ( 18 ) - ( - 3 ) = - 9 + 3 = - 6
d1 8
PL = ( H2 ) X ( d3 ) - ( H1 ) = ( - 4 ) X ( 36 ) – ( - 3 ) = - 18 + 3 = - 158d1

110
ESPECTRUM LTDA
ALINEACION LASER

111
ESPECTRUM LTDA
ALINEACION LASER

112
ESPECTRUM LTDA
FORMULA PARA DETERMINAR LOS CRECIMIENTOS TERMICOS
CT = 0,006 “ X ( Temp. Real de Trabajo ° F ) X ( H (pulg.) ) + Tolerancia Radial Cojinete
100 ° F 12 pulg.
CT = Valor Crecimiento Térmico
Temperatura Real de Trabajo = ( Temperatura de Trabajo ° F ) - ( Temperatura Ambiente ° F )
H = Altura desde el piso al centro del eje de cada cojinete de apoyo de la maquina ( Pulgadas )
Tolerancia Radial cojinete = Tolerancia que tiene el eje dentro del cojinete ( milésimas de pulgada)
0,006 = Factor dilatación del Acero

113
ESPECTRUM LTDA
FORMULA PARA DETERMINAR LOS CRECIMIENTOS TERMICOS
H 1
1 2 3 4
H 2H 3
H 4

114
ESPECTRUM LTDA
FORMULA PARA DETERMINAR LOS CRECIMIENTOS TERMICOS
H1 = 50 “ Temperatura trabajo apoyo 1 = 280 ° F , Tolerancia Radial Cojinete = 0,010
H2 = 43 “ Temperatura Trabajo apoyo 2 = 240 ° F , Tolerancia Radial Cojinete = 0,008
H3 = 43 “ Temperatura Trabajo apoyo 3 = 200 ° F, Tolerancia Radial Cojinete = 0,004
H4 = 40 “ Temperatura Trabajo apoyo 4 = 250 ° F , Tolerancia Radial Cojinete = 0,012
Temperatura Ambiente = 80 ° F
CT 1 = 0,006 X ( 280 - 80 ° F ) X ( 50 “ ) + 0,010 = 0,006 X ( 2 ) X ( 4,16 ) + 0.010 = 0,0059
100 ° F 12 “
CT 2 = 0,006 X ( 240 - 80 ° F ) X ( 43 “ ) + 0,008 = 0,006 X ( 1,6 ) X ( 3,58 ) + 0.008 = 0,042
100 ° F 12 “
CT 3 = 0,006 X ( 200 - 80 ° F ) X ( 43 “ ) + 0,004 = 0,006 X ( 1,2 ) X ( 3,58 ) + 0.006= 0,031
100 ° F 12 “
CT 4 = 0,006 X ( 250 - 80 ° F ) X ( 40 “ ) + 0,012 = 0,006 X ( 1,7 ) X ( 3,33 ) + 0.012= 0,045
100 ° F 12 “
115
ESPECTRUM LTDA
EJERCICIO GRAFICO PARA DETERMINAR POSICION FINAL DE LOS EJES CUANDO HAY PRESENCIA DE CRECIMIENTO TERMICO
H 1
1 2 3 4
H 2H 3
H 4
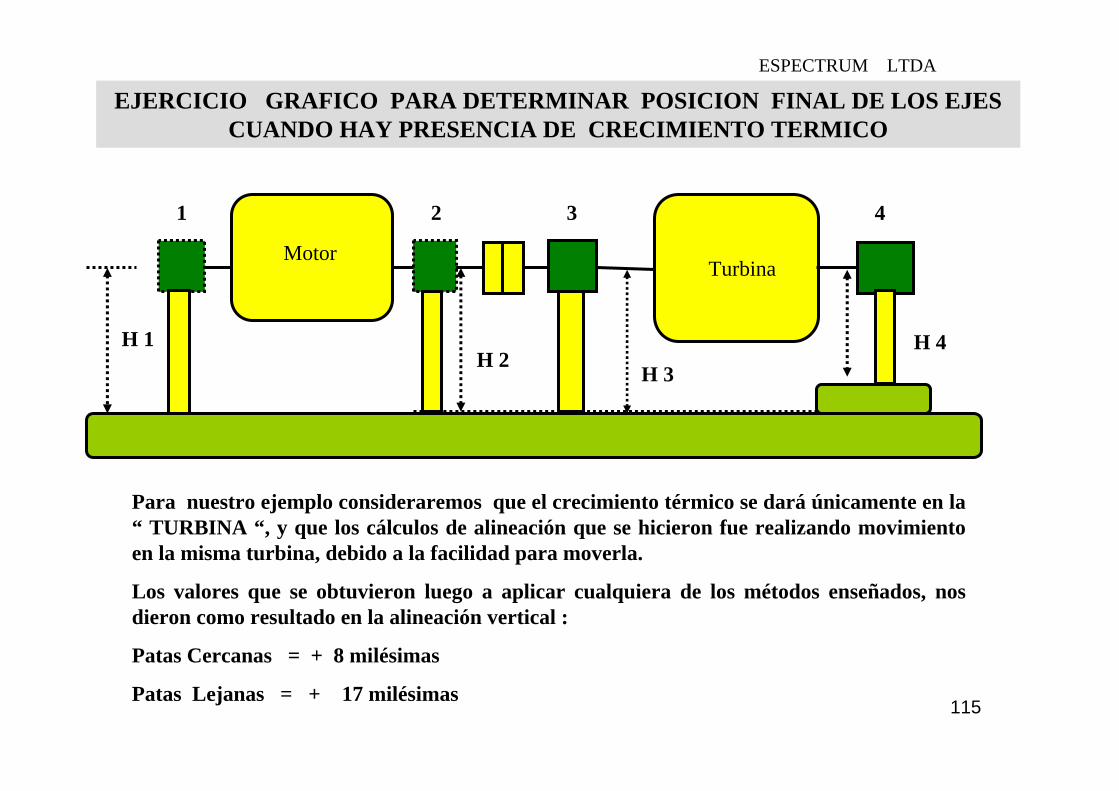
Para nuestro ejemplo consideraremos que el crecimiento térmico se dará únicamente en la “ TURBINA “, y que los cálculos de alineación que se hicieron fue realizando movimiento en la misma turbina, debido a la facilidad para moverla.
Los valores que se obtuvieron luego a aplicar cualquiera de los métodos enseñados, nos dieron como resultado en la alineación vertical :
Patas Cercanas = + 8 milésimas
Patas Lejanas = + 17 milésimas
MotorTurbina

116
ESPECTRUM LTDA
FORMULA PARA DETERMINAR LOS CRECIMIENTOS TERMICOS
H3 = 43 “ Temperatura Trabajo apoyo 3 = 200 ° F, Tolerancia Radial Cojinete = 0,004
H4 = 40 “ Temperatura Trabajo apoyo 4 = 250 ° F , Tolerancia Radial Cojinete = 0,012
Temperatura Ambiente = 80 ° F
CT 3 = 0,006 X ( 200 - 80 ° F ) X ( 43 “ ) + 0,004 = 0,006 X ( 1,2 ) X ( 3,58 ) + 0.004= 0,030
100 ° F 12 “
CT 4 = 0,006 X ( 250 - 80 ° F ) X ( 40 “ ) + 0,012 = 0,006 X ( 1,7 ) X ( 3,33 ) + 0.012= 0,045
100 ° F 12 “
+ 8+ 17
Pata-1 Pata-2
Los círculos que se representan en las patas de apoyo nos reflejan la posición final donde deben quedar los ejes, los puntos señalados en recuadro, corresponde a los valores encontrados.
Pata 1 = Se debe quitar 22 milésimas más , ya que la maquina se encuentra por debajo + 8, pero crece + 31, lo que da una diferencia de + 22 , para que quede en solo + 30
Pata 2 = Se debe quitar 28 milésimas mas, ya que la maquina se encuentra por debajo + 17, pero crece + 45, lo que da una diferencia de + 28, para que quede en + 45
+ 30
+ 45
117
ESPECTRUM LTDA
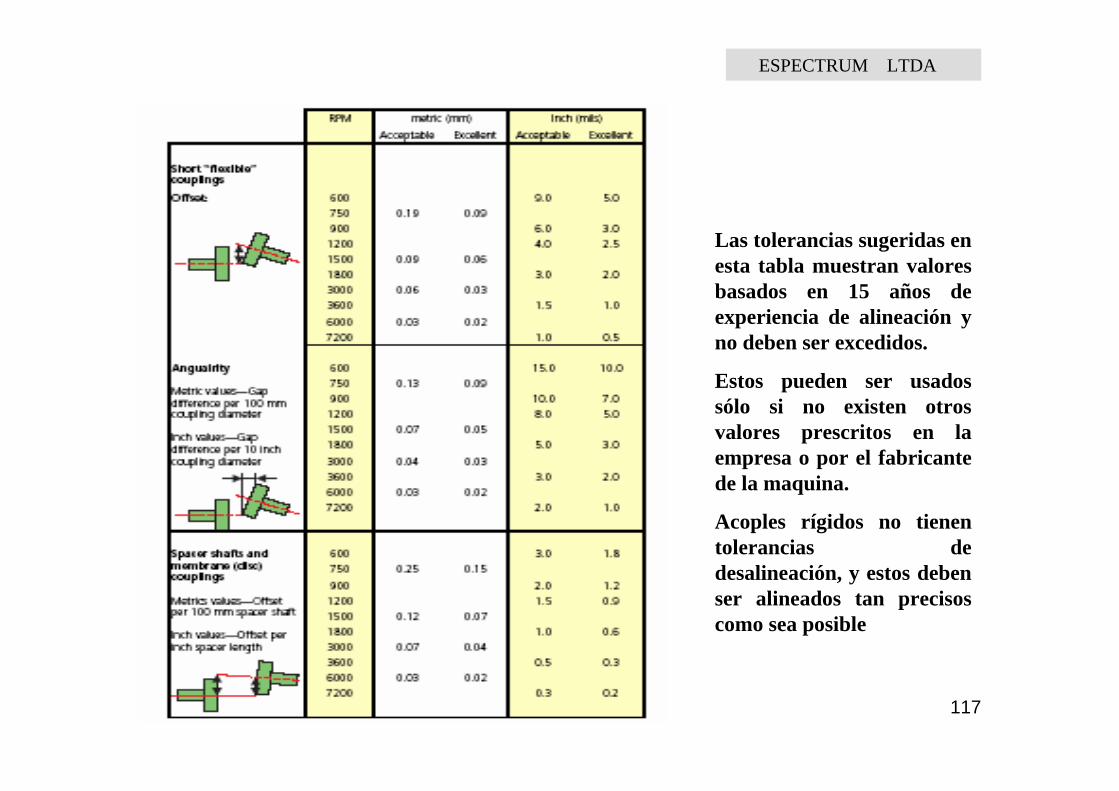
Las tolerancias sugeridas en esta tabla muestran valores basados en 15 años de experiencia de alineación y no deben ser excedidos.
Estos pueden ser usados sólo si no existen otros valores prescritos en la empresa o por el fabricante de la maquina.
Acoples rígidos no tienen tolerancias de desalineación, y estos deben ser alineados tan precisos como sea posible

118
ESPECTRUM LTDA
CALCULO LIMITES DE DESALINEACION ANGULAR
De acuerdo a los anteriores datos se puede determinar que los valores de alineación están en función del diámetro del acople y de las RPM de trabajo de la maquina, Ejemplo:
Una maquina que gira a 1.500 RPM tiene un acople de 75 mm ( 3 pulgadas ) de diámetro, de acuerdo a esto la máxima desalineación angular en el rango aceptable será :
Valor máximo en rango ACEPTABLE de desalineación Angular( 0.07 mm) X 75 /100 = 0.0525 mm ( Tolerancia sistema métrico )
( 8 mils ) X 3/ 10 = 2,4 milésimas de pulgada ( Tolerancia Sistema Ingles )
Valor máximo en rango EXCELENTE de desalineación Angular( 0.05 mm) x 75 /100 = 0.037 mm ( Tolerancia sistema métrico )
( 5 mils ) X 3 / 10 = 1,5 milésimas de pulgada ( Tolerancia sistema métrico )
119
ESPECTRUM LTDA
CALCULO LIMITES DE DESALINEACION PARALELA PARA EJES CON ACOPLAMIENTO TIPO ESPACIADOR , O DE MENBRANA
Si el tipo de acoplamiento es de espaciador y/o de membranas, los niveles permisibles de desalineación PARALELA estarán en función de la longitud del espaciador, donde para el sistema métrico los valores están en función de una separación por cada 100 mm, y en el sistema ingles por cada ( 1 ) pulgada
Ejemplo: Una maquina que gira a 6000 RPM y tiene un espaciador con 300 mm (12 pulgadas ) entre los ejes.
Valor máximo en rango ACEPTABLE de desalineación Paralela( 0.03 mm) X 300 / 100 = 0.09 mm ( Tolerancia sistema métrico )
( 0,25 mils ) X 12 / 1 = 3 milésimas de pulgada ( Tolerancia Sistema Ingles )
Valor máximo en rango EXCELENTE de desalineación Angular( 0.02 mm) x 300 /100 = 0.06 mm ( Tolerancia sistema métrico )
( 0,15 mils ) X 12 / 1 = 1,8 milésimas de pulgada ( Tolerancia sistema métrico )

120
ESPECTRUM LTDA
0.251.00.20.5> 7000
0.32.00.251.03500 - 7000
0.53.00.32.02000 - 3500
1.04.00.53.01250 - 2000
1.55.01.04.0500 - 1250
2.06.01.55.0< 500
ANGULARIDAD(milésimas/pulga
da)
PARALELISMO (milésimas de
pulgada)
ANGULARIDAD(milésimas/pulgada)
PARALELISMO (milésimas de
pulgada)
ACEPTABLEEXCELENTEVelocidad de la maquina
(RPM)
TOLERANCIAS DE ALINEACION – SEGÚN CSI