case study - what is minerva canada safety...
TRANSCRIPT
1
THE EXPLOSION AT CONCEPT SCIENCES:HAZARDS OF HYDROXYLAMINE
Tom Volk, The Morning Call
INSIDE . . . Background 2
Incident 7
Analysis 10
Facility Siting 15
Conclusion 18
References 19
CONCEPT SCIENCES, INC.Hanover Township, Pennsylvania
February 19, 1999
IntroductionThis Case Studydescribes a catastrophichydroxylamine (HA)explosion that occurredon February 19, 1999, atthe Concept Sciences,Inc. (CSI), facility inHanover Township,Lehigh County,Pennsylvania. Four CSIemployees and oneemployee of an adjacentbusiness were killed; 14people were injured.
KEY ISSUES:
� Hazards of Processing Hydroxylamine
� Process Hazards Evaluation
� Chemical Facility Siting
No. 1999-13-C-PAMarch 2002
Case StudyU.S. CHEMICAL SAFETY AND HAZARD INVESTIGATION BOARD
2
1.0Background
At 8:14 pm on February 19, 1999, aprocess vessel containing severalhundred pounds of hydroxylamine(HA) exploded at the ConceptSciences, Inc. (CSI), productionfacility near Allentown, Pennsyl-vania. Employees were distilling anaqueous solution of HA andpotassium sulfate, the firstcommercial batch to be processed atCSI’s new facility. After thedistillation process was shut down,the HA in the process tank andassociated piping explosivelydecomposed, most likely due to highconcentration and temperature.
Four CSI employees and a managerof an adjacent business were killed.Two CSI employees survived theblast with moderate-to-seriousinjuries. Four people in nearbybuildings were injured. Sixfirefighters and two security guardssuffered minor injuries duringemergency response efforts.
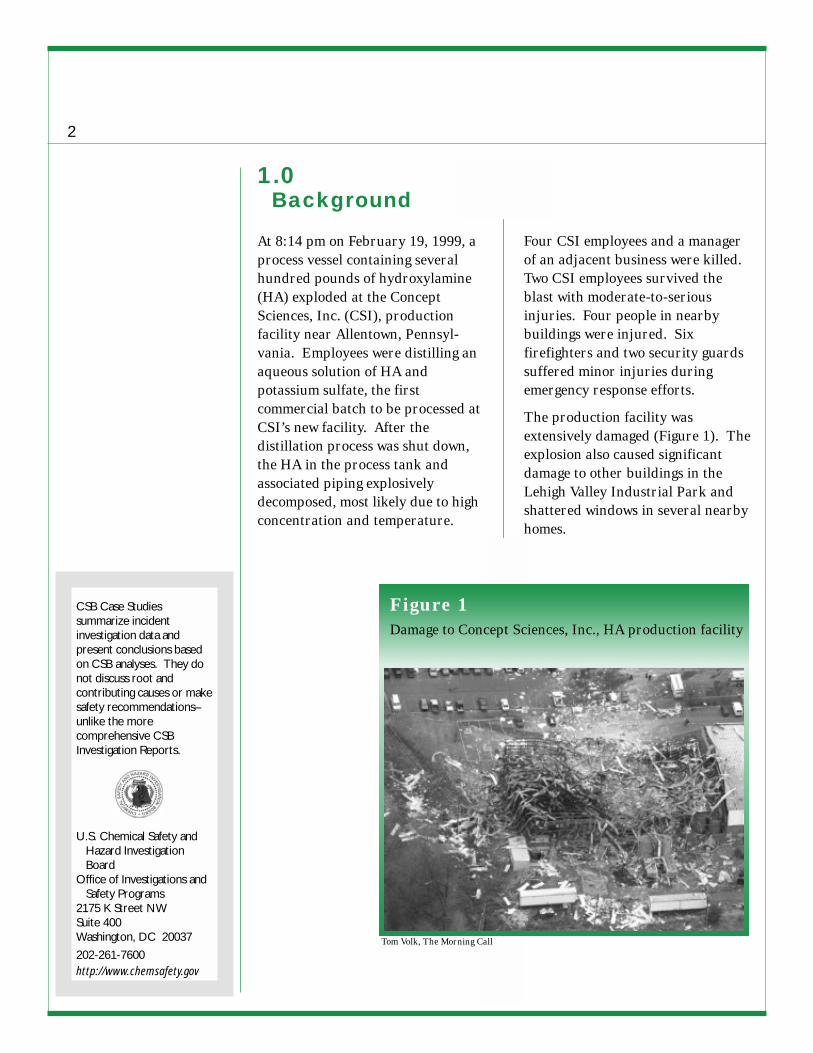
The production facility wasextensively damaged (Figure 1). Theexplosion also caused significantdamage to other buildings in theLehigh Valley Industrial Park andshattered windows in several nearbyhomes.
Tom Volk, The Morning Call
Figure 1Damage to Concept Sciences, Inc., HA production facility
CSB Case Studiessummarize incidentinvestigation data andpresent conclusions basedon CSB analyses. They donot discuss root andcontributing causes or makesafety recommendations–unlike the morecomprehensive CSBInvestigation Reports.
U.S. Chemical Safety andHazard InvestigationBoard
Office of Investigations andSafety Programs
2175 K Street NWSuite 400Washington, DC 20037
202-261-7600http://www.chemsafety.gov

3
1.1Incident ReviewProcess
CSB examined physical evidence atthe site and reviewed relevantdocuments, such as a reportprepared by Hazards ResearchCorporation (HRC, 1999) for theOccupational Safety and HealthAdministration (OSHA). CSB alsocontracted with the U.S. Departmentof the Navy, Naval Sea SystemsCommand, Indian Head NavalSurface Warfare Center, forassistance in evaluating HAchemistry and processing. Thecenter conducts research onenergetic materials (explosives,propellants, etc.), including HA andits derivatives.
1.2HydroxylamineProperties andApplications
HA is an oxygenated derivative ofammonia, represented by the chemi-cal formula NH2OH. Table 1 lists itscharacteristic properties. HA isusually handled as an aqueoussolution or as salts. The concen-trated free base1 is susceptible toexplosive decomposition.
1 Ammonia and substituted amines are basicand react reversibly with common acids toform salts. Treatment of the salts with astrong base (e.g., potassium hydroxide)releases the free or unprotonated amine,known as the “free base.”
Table 1Characteristic Propertiesof Solid or Pure Hydroxylamine
Colorless or white, thermallyunstable, hygroscopic, needle-likecrystals
Decomposes at room temperatureor in hot water
Very soluble in liquid ammonia,water, and methanol; soluble inacids
Molecular weight: 33.03
Melting point: 34°C (a)
Boiling point: 110°C
Explosion point: 265°C
Density: 1.227
Vapor pressure:10 [email protected]°C (b)
Fire hazard when exposed to heat,flame, and oxidizers
May ignite spontaneously in air if alarge surface area is exposed
Explodes in air when heated above70°C
Ignites on contact with copper (II)sulfate, metals, and oxidants (e.g.,chlorine)
SOURCE: Lewis, 1996.
(a) °C = degrees Celsius.(b) mmHg = millimeters of mercury.

4
Only salts of HA were available untilthe 1980s, when Nissin ChemicalCompany, Ltd., of Japan,commercialized aqueous free-baseHA by adding a proprietarystabilizer to prevent decomposition.HA is commercially available insolutions up to 50 wt-percent.2
Over the past decade, the semi-conductor manufacturing industryhas used HA solutions in cleaningformulations to strip processresidues from integrated circuitdevices. HA and its derivatives arealso used in the manufacture ofnylon, inks, paints, pharmaceuticals,agrochemicals, and photographicdevelopers.
The current market forconcentrated HA solutions isexpanding. If not for the explosion,CSI would have been the firstcompany in the United States tomanufacture this product incommercial quantities. NissinChemical Company was the soleglobal supplier of HA up to thattime. In early 1999, BASFAktiengesellschaft started up a newHA production facility in Germany.
Fourteen months following the CSIincident, a catastrophic explosion atthe Nissin plant in Japan furtherdecreased the availability of HA,creating market shortages.
1.3CSI Operations
CSI began development of its ownHA production process throughlaboratory-scale experimentation in1997. Development continued withthe construction of a 10-gallon pilotplant, which was operational in early1998. In July 1998, CSI leasedapproximately 20,000 square feet ina multiple-tenant building and beganto set up the production facility.
Ashland Chemical Company, adivision of Ashland Inc., was CSI’sprimary customer for purified HAsolutions. Ashland used the HAsolutions in residue cleaners for thesemiconductor industry.
Ashland planned to purchase2 million pounds of 50 wt-percentHA from CSI. In exchange fordiscounted pricing of futuredeliveries of HA solutions, Ashlandprovided CSI with financial support($350,000) to purchase productionequipment. By February 1999, CSIhad approximately 20 full-timeemployees, 10 of whom were assignedto the new production facility.
On the day of the incident, CSI wasproducing its first batch of 50 wt-percent HA solution at the newfacility. CSI’s production processinvolved the four basic stepsoutlined in Figure 2–reaction,filtration, distillation, and ionexchange purification.
2 Weight percent (wt-percent) is the weight ofHA in a solution divided by the total weightof the solution.
If not forthe explosion,
CSI would havebeen the first
company in theUnited States
to manufacturethis product in
commercialquantities.
On the day ofthe incident, CSI
was producing itsfirst batch of
50 wt-percent HAsolution at the
new facility.
�
�

5
1. Reaction of HA sulfate and potassiumhydroxide to produce a 30 wt-percent HAand potassium sulfate aqueous slurry:
HAS + 2 KOH2��� HA + K2SO4 + 2 H2O
where:
HAS = (NH2OH)2*H2SO4
HA = (NH2OH).
2. Filtration of the slurry to removeprecipitated potassium sulfate solids.
3. Vacuum distillation of HA from the 30 wt-percent solution to separate it from thedissolved potassium sulfate and producea 50 wt-percent HA distillate.
4. Purification of the distillate through ionexchange cylinders.
Figure 2Block flow diagram of the CSI HA production process

6
3 CSI referred to the larger distillation vessel
as the charge tank, though it is commonlycalled a still pot. The two smaller receivingtanks are commonly referred to as distillatetanks. CSI referred to the vessel receivingthe initial cut of distilled HA solution as theforerun tank and the vessel receiving thefinal cut as the final product tank.
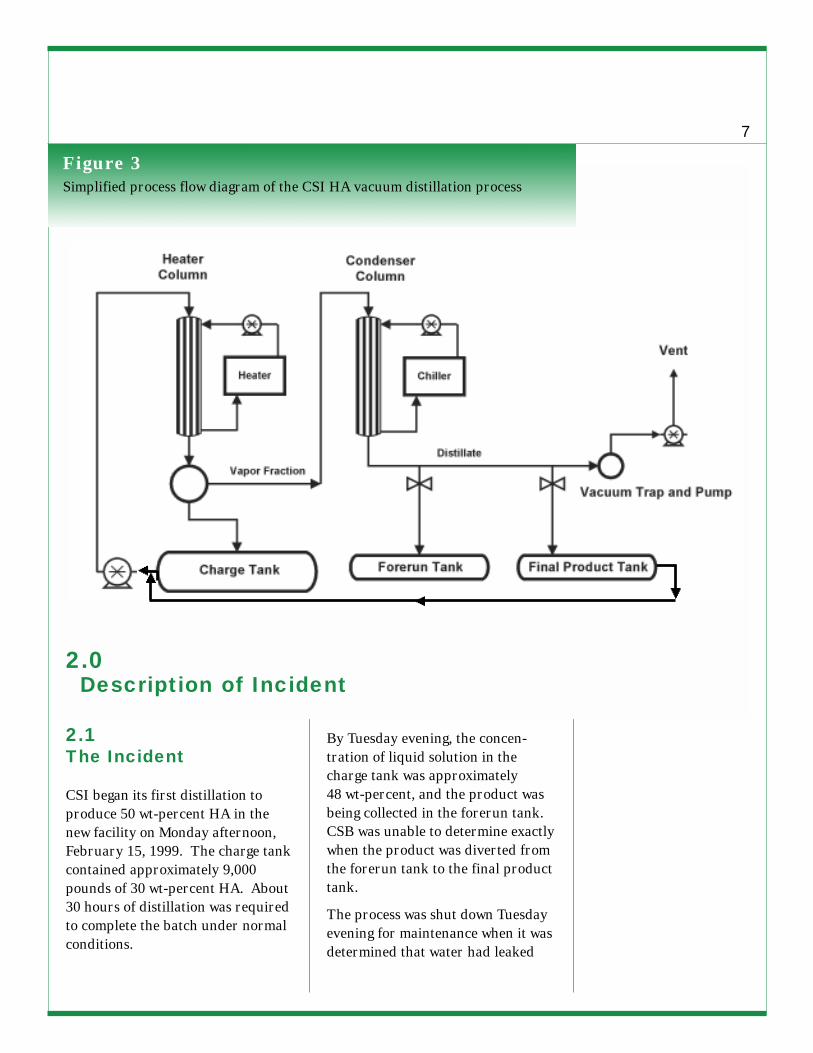
As diagrammed in Figure 3, CSI’sdistillation process included a 2,500-gallon charge tank (25 feet long and4 feet in diameter); a vacuumdistillation system, which consisted ofa glass column (heating column) andremote water heater, a glasscondenser (condenser column) andremote chiller, and a vacuum pump;and two product receivers (a foreruntank and a final product tank, both1,500-gallon tanks, 15 feet long and 4feet in diameter).3
The distillation is performed in twophases. The first phase of theprocess begins as a pump circulatesthe 30 wt-percent HA from thecharge tank to the heating column, avertical tube-in-shell glass heatexchanger. The HA enters the top ofthe column and is heated by 120degrees Fahrenheit (°F) distilledwater as it cascades through thetubes back to the charge tank.
Vapor from the column is condensedusing a chilled water condenser(condenser column). The distillate,initially consisting primarily of waterwith some HA, is directed into theforerun tank.
When the concentration of HAreaches 10 wt-percent in the foreruntank, the distillate is diverted to thefinal product tank, where it iscollected until the concentration ofthe liquid phase in the charge tankis 80 to 90 wt-percent HA.4 At thispoint, the first phase of distillationis complete.
The charge tank and column arecleaned using a 30 wt-percent HAsolution, and the charge tank istaken out of service.
In the second phase of distillation,the 45 wt-percent HA solutioncollected in the final product tank isfurther concentrated by redistilla-tion. It is fed back to the top of theheating column and flows throughthe tubes, where it is heated by140°F water.
The distillate is directed back to thefinal product tank. Water isremoved from the HA solution untilthe material in the final producttank reaches 50 wt-percent HA, atwhich point the distillation iscomplete.
4 The material in the charge tank is a slurry.
The solids, which are predominatelypotassium sulfate, are removed from theliquid to determine the HA concentration ofthe liquid solution.
7
2.0Description of Incident
2.1The Incident
CSI began its first distillation toproduce 50 wt-percent HA in thenew facility on Monday afternoon,February 15, 1999. The charge tankcontained approximately 9,000pounds of 30 wt-percent HA. About30 hours of distillation was requiredto complete the batch under normalconditions.
By Tuesday evening, the concen-tration of liquid solution in thecharge tank was approximately48 wt-percent, and the product wasbeing collected in the forerun tank.CSB was unable to determine exactlywhen the product was diverted fromthe forerun tank to the final producttank.
The process was shut down Tuesdayevening for maintenance when it wasdetermined that water had leaked
Figure 3Simplified process flow diagram of the CSI HA vacuum distillation process
8
CSI personnel visually monitoredthe distillation system for the forma-tion of crystals. At approximately7:45 pm Friday, the still was shutdown and cleaned with 30 percentHA to wash away crystals that mayhave formed.5 The second phase ofdistillation was never started.
A manufacturing and engineeringsupervisor was called at his homeand arrived at the facility shortlyafter 8:00 pm. The explosionoccurred at 8:14 pm. The eventsduring the minutes prior to theexplosion could not be conclusivelydetermined.
5 The normal procedure was to add 30 wt-
percent HA solution to the charge tank todilute the material contained in it. Thismaterial was then circulated through theheating column and heated to 120°F. Thevapors generated (i.e., water with a lowconcentration of HA) were thought to cleanthe condenser column.
2.2Overview of PotentialInitiating Scenarios
Although a detailed review of poten-tial initiating scenarios is not withinthe scope of this case study, HAcrystals and solutions are known toexplosively decompose at highconcentrations (85 wt-percent;Koseki and Iwata, 2001). Heatingand the presence of contaminantscan accelerate decomposition.During the distillation process atCSI, the material from the chargetank was fed to the heating column.The mixture returned to the chargetank had a higher concentration of
into the charge tank through brokentubes in the heater column. Thenecessary repairs were made byThursday afternoon, and the distil-lation process was restarted. At11:15 pm, the concentration ofliquid solution in the charge tankwas 56 wt-percent, and the concen-tration of the material collected was15 wt-percent. The distillationcontinued until approximately 11:30pm that evening.
On Friday, February 19, a 1.5-inchfeed line to the heater column wasreplaced with a 2-inch line, whichdelayed startup until later in themorning. The concentration ofliquid solution in the charge tank atthat time was about 57 wt-percentHA. It steadily increased through-out the day. Between 7:00 and 7:15pm, the concentration of liquidsolution in the charge tank wasrecorded as 86 wt-percent HA.
From laboratory distillations, CSImanagement knew that crystalsformed with HA concentrationsgreater than 80 wt-percent. Asnoted in Table 1, crystals of HA areunstable and potentially explosive.
Management was also aware of thehazards associated with concentrat-ing HA. As described in CSI’smaterial safety data sheet (MSDS):
Danger of fire and explosionexists as water is removed orevaporated and HA concen-tration approaches levels inexcess of about 70% (CSI,1997).
Between 7:00and 7:15 pm, theconcentration ofliquid solution inthe charge tank
was recorded as86 wt-percent HA.
�
HA crystals andsolutions are known
to explosivelydecompose at highconcentrations . . .
Heating and thepresence of
contaminants canaccelerate
decomposition.
�
9
HA because much of the water hadevaporated.
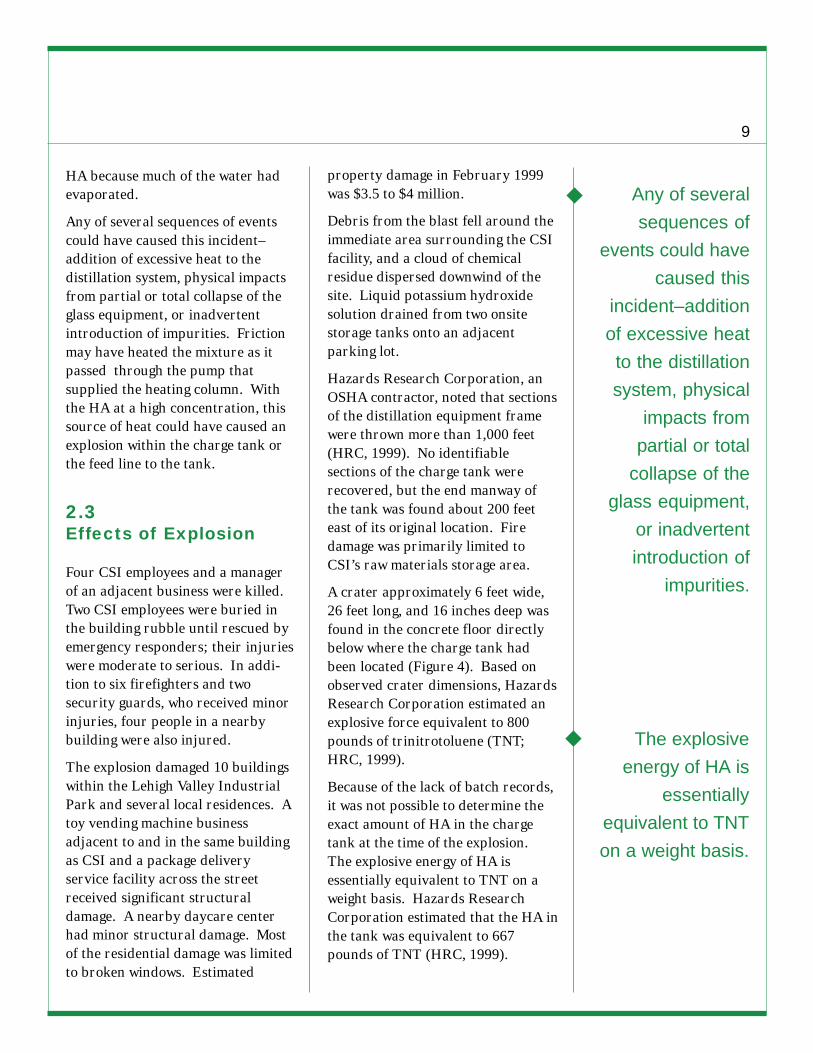
Any of several sequences of eventscould have caused this incident–addition of excessive heat to thedistillation system, physical impactsfrom partial or total collapse of theglass equipment, or inadvertentintroduction of impurities. Frictionmay have heated the mixture as itpassed through the pump thatsupplied the heating column. Withthe HA at a high concentration, thissource of heat could have caused anexplosion within the charge tank orthe feed line to the tank.
2.3Effects of Explosion
Four CSI employees and a managerof an adjacent business were killed.Two CSI employees were buried inthe building rubble until rescued byemergency responders; their injurieswere moderate to serious. In addi-tion to six firefighters and twosecurity guards, who received minorinjuries, four people in a nearbybuilding were also injured.
The explosion damaged 10 buildingswithin the Lehigh Valley IndustrialPark and several local residences. Atoy vending machine businessadjacent to and in the same buildingas CSI and a package deliveryservice facility across the streetreceived significant structuraldamage. A nearby daycare centerhad minor structural damage. Mostof the residential damage was limitedto broken windows. Estimated
property damage in February 1999was $3.5 to $4 million.
Debris from the blast fell around theimmediate area surrounding the CSIfacility, and a cloud of chemicalresidue dispersed downwind of thesite. Liquid potassium hydroxidesolution drained from two onsitestorage tanks onto an adjacentparking lot.
Hazards Research Corporation, anOSHA contractor, noted that sectionsof the distillation equipment framewere thrown more than 1,000 feet(HRC, 1999). No identifiablesections of the charge tank wererecovered, but the end manway ofthe tank was found about 200 feeteast of its original location. Firedamage was primarily limited toCSI’s raw materials storage area.
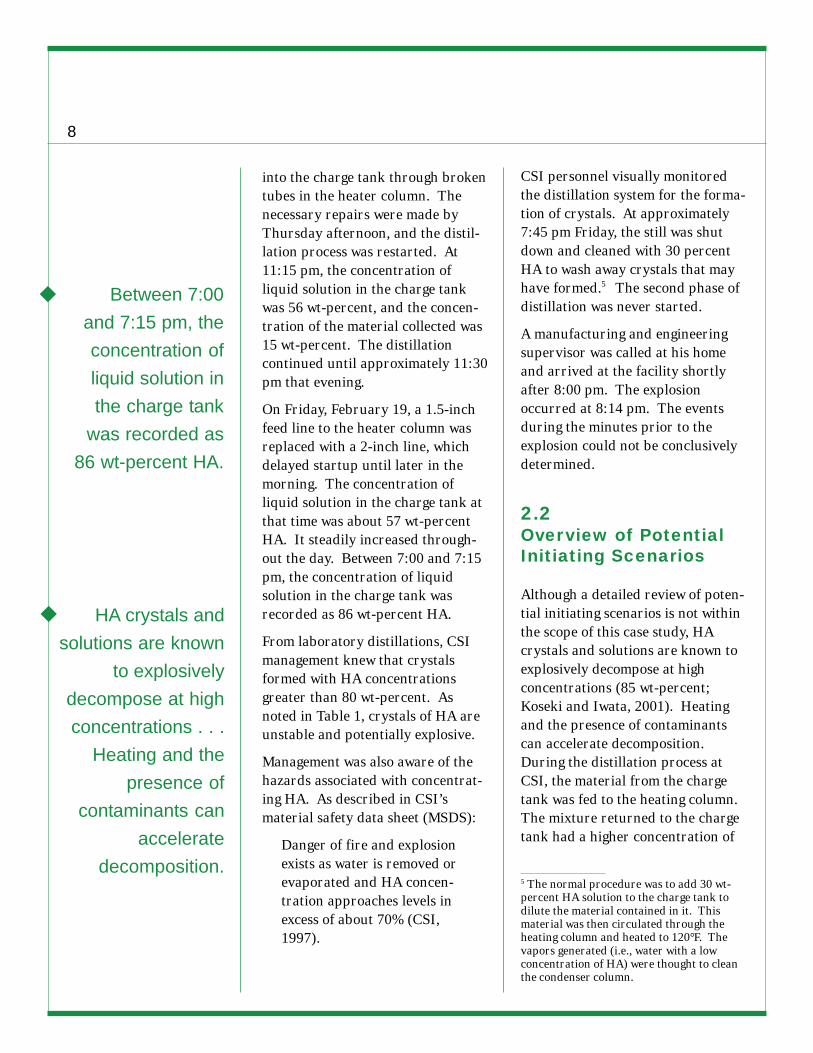
A crater approximately 6 feet wide,26 feet long, and 16 inches deep wasfound in the concrete floor directlybelow where the charge tank hadbeen located (Figure 4). Based onobserved crater dimensions, HazardsResearch Corporation estimated anexplosive force equivalent to 800pounds of trinitrotoluene (TNT;HRC, 1999).
Because of the lack of batch records,it was not possible to determine theexact amount of HA in the chargetank at the time of the explosion.The explosive energy of HA isessentially equivalent to TNT on aweight basis. Hazards ResearchCorporation estimated that the HA inthe tank was equivalent to 667pounds of TNT (HRC, 1999).
�
�
Any of severalsequences of
events could havecaused this
incident–additionof excessive heatto the distillationsystem, physical
impacts frompartial or total
collapse of theglass equipment,
or inadvertentintroduction of
impurities.
The explosiveenergy of HA is
essentiallyequivalent to TNTon a weight basis.

10
3.0Management of Chemical Process Safety
and documentation” and “processsafety reviews for capital projects”significantly contributed to the CSIincident.
3.1Process Knowledge andDocumentation
System Components
A process safety management systemfor chemical manufacturing is onlyas good as the foundation uponwhich it is built–the actual research,development, design, construction,and operational data. Basic processsafety information includes thefollowing:
� Chemical, physical, and reactivityproperties of materials.
� Health and toxicity data forreactants and products.
� Thermal and chemical stabilitydata for reactants and products.
� Process chemistry and technologyinformation.
� Range of equipment designtemperature and pressure vsprocess conditions.
� Equipment and materials ofconstruction specifications.
� Material and energy balances ofchemical process.
� Safety systems (e.g., interlocks,pressure relief systems, detectionor suppression systems).
The CSI incident demonstrates theneed for effective process safetymanagement and engineeringthroughout the development, design,construction, and startup of ahazardous chemical productionprocess.
In Guidelines for TechnicalManagement of Chemical ProcessSafety, the American Institute ofChemical Engineers (AIChE) Centerfor Chemical Process Safety (CCPS,1989) describes the 12 core elementsof a good process safety managementsystem. Among these elements,deficiencies in “process knowledge
Figure 4Building damage and charge tank crater (foreground)

11
� Operating procedures andtraining information.
� Design codes and regulatorystandards.
To achieve accident preventiongoals, all of this information shouldbe compiled, analyzed, and updatedbefore initiating design andconstruction. This informationshould be made readily available toemployees.
Inadequacies of InformationManagement
At CSI, the development, under-standing, and application of processsafety information during processdesign was inadequate for managingthe explosive decomposition hazardof HA.
During pilot-plant operation,management became aware of thefire and explosion hazards of HAconcentrations in excess of 70-wtpercent, as documented in the MSDS(see Section 2.1). This knowledgewas not adequately translated intothe process design, operatingprocedures, mitigative measures, orprecautionary instructions forprocess operators.
CSI’s HA production process, asdesigned, concentrated HA in aliquid solution to a level in excess of85 wt-percent. This concentration issignificantly higher than the MSDS-referenced 70 percent concentrationat which an explosive hazard exists.
Only sketches and basic process flowdiagrams were developed; there
were no standard engineeringdrawings. Operating proceduresprovided only rudimentaryinformation. Engineering drawingsand detailed operating proceduresshould have been a key component ofoperations and maintenancetraining.
3.2Process Safety Reviewsfor Capital Projects
System Components
In the chemical process industry,numerous safety reviews commonlyoccur during the implementation ofcapital projects, such as developmentand construction of a new plant.Among these reviews are hazardreviews (discussed below), sitingreviews, and process design reviews.
Hazard Reviews
A hazard review is a systematicmethod for identifying process andoccupational hazards. Many types ofhazard reviews may be performed atvarious stages in a project life cycle.
An adequate reactive chemicalhazard evaluation and processhazard analysis (PHA) would havehelped CSI quantify, evaluate, andmitigate the hazards of HAproduction. Such analyses mighthave caused management to questionwhether its planned processpresented substantial risks toemployees and to the community.
�
CSI’s HAproduction process
. . . concentratedHA in a liquid
solution to a levelin excess of
85 wt-percent . . .significantly
higher than theMSDS-referenced
70 percentconcentration at
which an explosivehazard exists.
An adequatereactive chemicalhazard evaluation
and processhazard analysis
would have helpedCSI quantify,
evaluate, andmitigate the
hazards of HAproduction.
�

12
Inadequacies of ReactiveHazard Review
Typically, the first step in a reactivehazard evaluation is a literaturesearch. HA has long beenrecognized as an unstable chemicaland explosive when concentrated athigh temperatures. Bretherick’sHandbook (1999) describes a 1948incident in which an extremelyviolent explosion occurred towardthe end of vacuum distillation.
Additional incidents involving HA orits salts are also documented. Asdemonstrated in the HazardsResearch Corporation report, aliterature review would have readilyidentified that HA is subject to rapidexothermic decomposition andexhibits an explosive force equiva-lent to TNT (HRC, 1999).
HA could have been tested withinCSI’s process parameters to estab-lish the magnitude of potentialreactive chemical hazards.6 Basicreaction hazard testing and evalua-tion procedures are readily avail-able. For example, the followingdocuments contain review assess-ment and evaluation strategies,including commonly availablescreening methods:
� Chemical Reaction Hazards(Barton and Rogers, 1997).
� Guidelines for ChemicalReactivity Evaluation andApplication to Process Design(CCPS, 1995a).
� Guidelines for Safe Storage andHandling of Reactive Materials(CCPS, 1995b).
The Health and Safety Executive(HSE) of the United Kingdom haspublished additional guidance sincethe CSI incident (Designing andOperating Safe Chemical ReactionProcesses [HSE, 2000]).
As demonstrated during laboratorydistillations, CSI’s process chemistrycreated the potential for HA crystalformation and exothermic decompo-sition. During preproductiondevelopment, the potential of HAconcentrations exceeding 70 wt-percent to explosively decomposeshould have been investigated todetermine the magnitude of thehazard.
Prior to or during development ofthe process design, CSI should havesystematically evaluated the reactivehazards of its process and identifiedcontrol measures. Potential reactivehazards include concentrationpeaks, temperature variations,possible interactions with impuritiesor contaminants, and stabilizerrequirements.
Inadequacies of ProcessHazard Analysis
CSI purchased equipment before ithad conducted a formal engineeringdesign review for the specificmanufacturing process. CSI’s design
6 Although CSI conducted numerous
laboratory tests to assess the stability of HA–particularly with respect to stabilizers–it isnot evident that it completed a detailedreactive analysis of specific processconditions and deviations, such as thepresence of HA crystals or the addition ofheat.
� HA has long beenrecognized as an
unstable chemicaland explosive
when concentratedat high
temperatures.
13
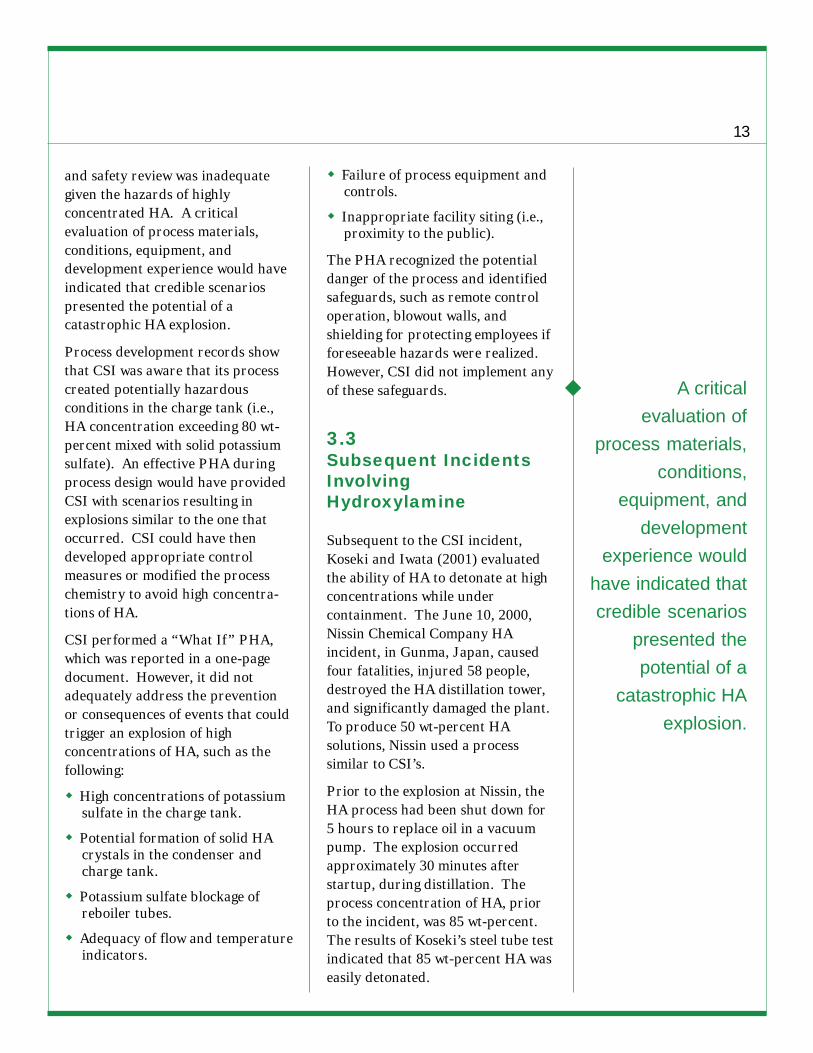
and safety review was inadequategiven the hazards of highlyconcentrated HA. A criticalevaluation of process materials,conditions, equipment, anddevelopment experience would haveindicated that credible scenariospresented the potential of acatastrophic HA explosion.
Process development records showthat CSI was aware that its processcreated potentially hazardousconditions in the charge tank (i.e.,HA concentration exceeding 80 wt-percent mixed with solid potassiumsulfate). An effective PHA duringprocess design would have providedCSI with scenarios resulting inexplosions similar to the one thatoccurred. CSI could have thendeveloped appropriate controlmeasures or modified the processchemistry to avoid high concentra-tions of HA.
CSI performed a “What If” PHA,which was reported in a one-pagedocument. However, it did notadequately address the preventionor consequences of events that couldtrigger an explosion of highconcentrations of HA, such as thefollowing:
� High concentrations of potassiumsulfate in the charge tank.
� Potential formation of solid HAcrystals in the condenser andcharge tank.
� Potassium sulfate blockage ofreboiler tubes.
� Adequacy of flow and temperatureindicators.
� Failure of process equipment andcontrols.
� Inappropriate facility siting (i.e.,proximity to the public).
The PHA recognized the potentialdanger of the process and identifiedsafeguards, such as remote controloperation, blowout walls, andshielding for protecting employees ifforeseeable hazards were realized.However, CSI did not implement anyof these safeguards.
3.3Subsequent IncidentsInvolvingHydroxylamine
Subsequent to the CSI incident,Koseki and Iwata (2001) evaluatedthe ability of HA to detonate at highconcentrations while undercontainment. The June 10, 2000,Nissin Chemical Company HAincident, in Gunma, Japan, causedfour fatalities, injured 58 people,destroyed the HA distillation tower,and significantly damaged the plant.To produce 50 wt-percent HAsolutions, Nissin used a processsimilar to CSI’s.
Prior to the explosion at Nissin, theHA process had been shut down for5 hours to replace oil in a vacuumpump. The explosion occurredapproximately 30 minutes afterstartup, during distillation. Theprocess concentration of HA, priorto the incident, was 85 wt-percent.The results of Koseki’s steel tube testindicated that 85 wt-percent HA waseasily detonated.
� A criticalevaluation of
process materials,conditions,
equipment, anddevelopment
experience wouldhave indicated thatcredible scenarios
presented thepotential of a
catastrophic HAexplosion.
14
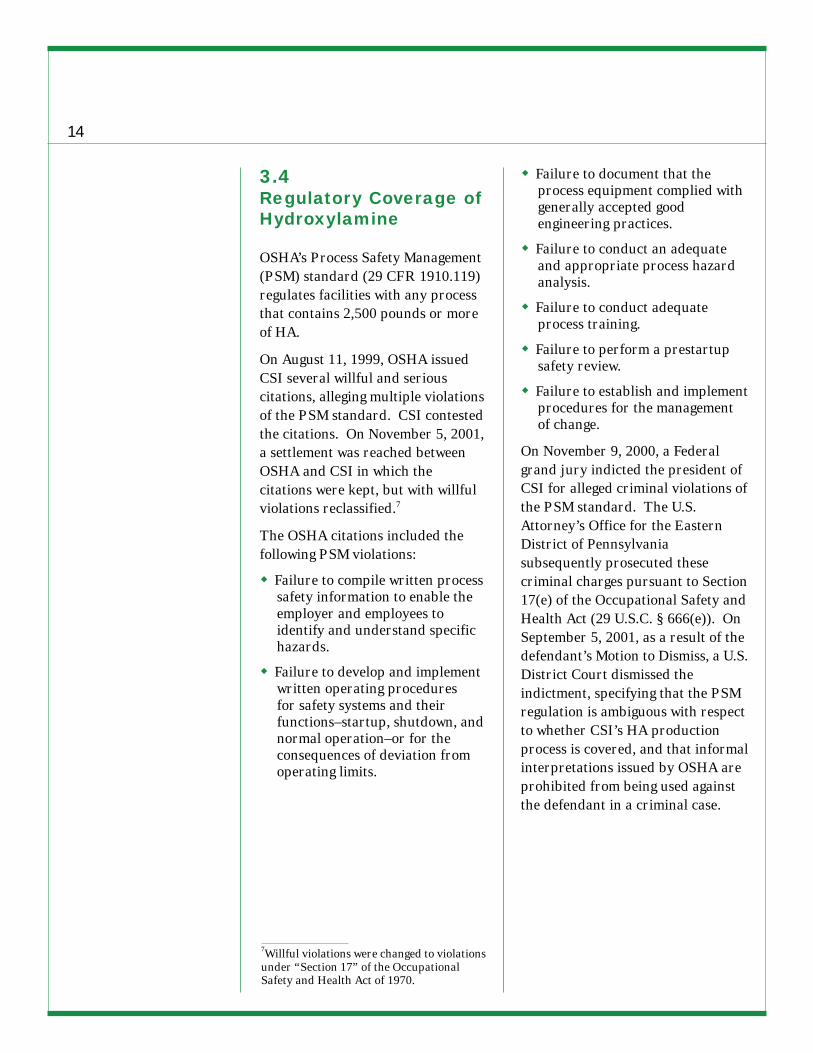
3.4Regulatory Coverage ofHydroxylamine
OSHA’s Process Safety Management(PSM) standard (29 CFR 1910.119)regulates facilities with any processthat contains 2,500 pounds or moreof HA.
On August 11, 1999, OSHA issuedCSI several willful and seriouscitations, alleging multiple violationsof the PSM standard. CSI contestedthe citations. On November 5, 2001,a settlement was reached betweenOSHA and CSI in which thecitations were kept, but with willfulviolations reclassified.7
The OSHA citations included thefollowing PSM violations:
� Failure to compile written processsafety information to enable theemployer and employees toidentify and understand specifichazards.
� Failure to develop and implementwritten operating proceduresfor safety systems and theirfunctions–startup, shutdown, andnormal operation–or for theconsequences of deviation fromoperating limits.
� Failure to document that theprocess equipment complied withgenerally accepted goodengineering practices.
� Failure to conduct an adequateand appropriate process hazardanalysis.
� Failure to conduct adequateprocess training.
� Failure to perform a prestartupsafety review.
� Failure to establish and implementprocedures for the managementof change.
On November 9, 2000, a Federalgrand jury indicted the president ofCSI for alleged criminal violations ofthe PSM standard. The U.S.Attorney’s Office for the EasternDistrict of Pennsylvaniasubsequently prosecuted thesecriminal charges pursuant to Section17(e) of the Occupational Safety andHealth Act (29 U.S.C. § 666(e)). OnSeptember 5, 2001, as a result of thedefendant’s Motion to Dismiss, a U.S.District Court dismissed theindictment, specifying that the PSMregulation is ambiguous with respectto whether CSI’s HA productionprocess is covered, and that informalinterpretations issued by OSHA areprohibited from being used againstthe defendant in a criminal case.
7Willful violations were changed to violationsunder “Section 17” of the OccupationalSafety and Health Act of 1970.
15
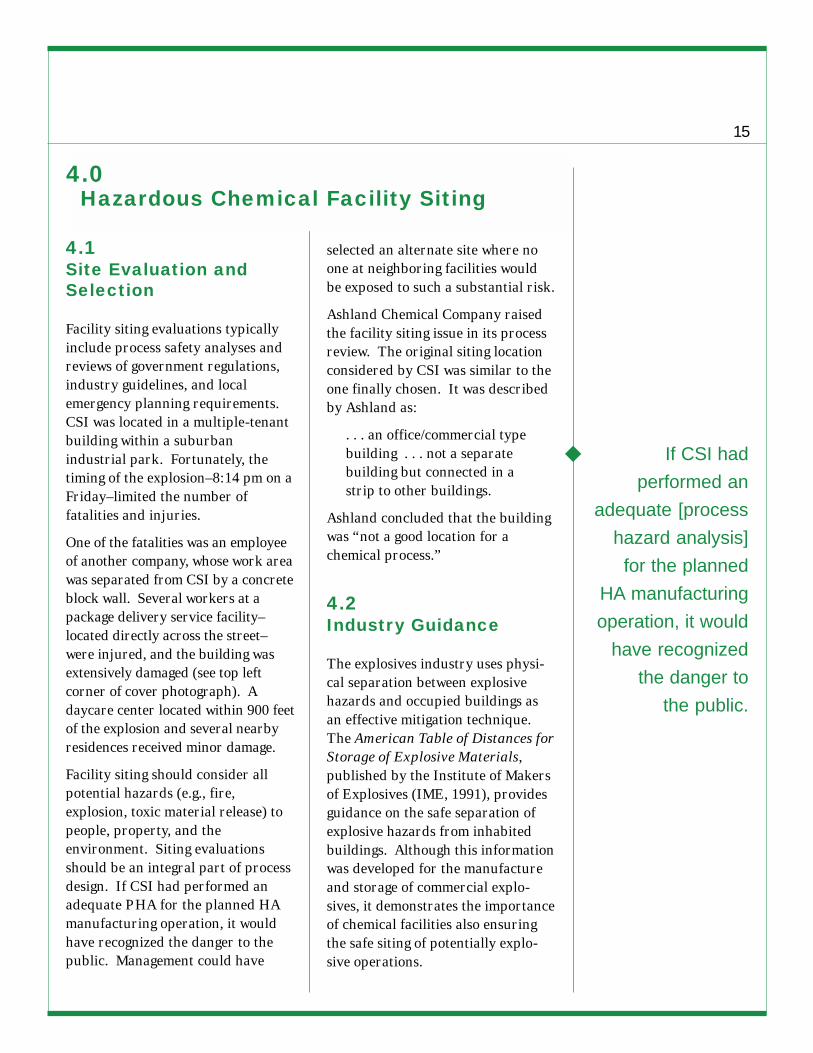
4.0Hazardous Chemical Facility Siting
4.1Site Evaluation andSelection
Facility siting evaluations typicallyinclude process safety analyses andreviews of government regulations,industry guidelines, and localemergency planning requirements.CSI was located in a multiple-tenantbuilding within a suburbanindustrial park. Fortunately, thetiming of the explosion–8:14 pm on aFriday–limited the number offatalities and injuries.
One of the fatalities was an employeeof another company, whose work areawas separated from CSI by a concreteblock wall. Several workers at apackage delivery service facility–located directly across the street–were injured, and the building wasextensively damaged (see top leftcorner of cover photograph). Adaycare center located within 900 feetof the explosion and several nearbyresidences received minor damage.
Facility siting should consider allpotential hazards (e.g., fire,explosion, toxic material release) topeople, property, and theenvironment. Siting evaluationsshould be an integral part of processdesign. If CSI had performed anadequate PHA for the planned HAmanufacturing operation, it wouldhave recognized the danger to thepublic. Management could have
selected an alternate site where noone at neighboring facilities wouldbe exposed to such a substantial risk.
Ashland Chemical Company raisedthe facility siting issue in its processreview. The original siting locationconsidered by CSI was similar to theone finally chosen. It was describedby Ashland as:
. . . an office/commercial typebuilding . . . not a separatebuilding but connected in astrip to other buildings.
Ashland concluded that the buildingwas “not a good location for achemical process.”
4.2Industry Guidance
The explosives industry uses physi-cal separation between explosivehazards and occupied buildings asan effective mitigation technique.The American Table of Distances forStorage of Explosive Materials,published by the Institute of Makersof Explosives (IME, 1991), providesguidance on the safe separation ofexplosive hazards from inhabitedbuildings. Although this informationwas developed for the manufactureand storage of commercial explo-sives, it demonstrates the importanceof chemical facilities also ensuringthe safe siting of potentially explo-sive operations.
If CSI hadperformed an
adequate [processhazard analysis]
for the plannedHA manufacturingoperation, it would
have recognizedthe danger to
the public.
�

16
Several industrial risk insurersprovide siting guidance forpetroleum and chemical facilities.This guidance is developed primarilyfor determining appropriate spacingbetween process units within plantsto minimize property losses and isnot intended to provide for thesafety of building occupants.
Available industry guidanceincludes:
� Factory Mutual InsuranceCompany’s Property LossPrevention Data Sheet, Spacingof Facilities in Outdoor ChemicalPlants (2000).
� Industrial Risk Insurers’IRInformation guideline, Oil andChemical Plant Layout andSpacing (2000).
� CCPS’s Guidelines for EvaluatingProcess Plant Buildings forExternal Explosions and Fires(1996).
� American Petroleum Institute’s(API) Management of HazardsAssociated With Location ofProcess Plant Buildings (1995).
The spacing distances provided inthese guidelines demonstrate thevalue of using physical separation toprotect buildings located nearhazardous processes.
4.3Local Planning andZoning Authorities
CSI considered two locations nearAllentown, Pennsylvania, for the HAproduction facility. There are two
Hanover Townships in this area, onein Northampton County and theother in Lehigh County.
CSI first considered a site inHanover Township, NorthamptonCounty, the site referenced in theAshland process review (Section 4.1).This township’s zoning ordinanceincluded regulations for applying tothe planned industrial/business parkdistrict, which did not permit thesiting of a manufacturing facility“whose primary uses involvechemical manufacturing or . . .hazardous chemicals or materials”without conditional approval. CSIwas notified on March 30, 1998, thatthe zoning officer could not issue abuilding permit or a certificate ofoccupancy.
CSI then identified the site on RobleRoad in Hanover Township, LehighCounty. Hanover Township grantedCSI a certificate of occupancy forthis site on September 16, 1998.According to a township represen-tative, the zoning ordinance did notprohibit chemical manufacturingfacilities in Lehigh Valley IndustrialPark in July 1998. HanoverTownship issued a zoning permit toLehigh Realty Associates, owner ofthe building, on September 18, 1998.
CSI provided the local township withMSDSs for raw materials andfinished products, but did not alert itto the process hazards associatedwith HA production.
�
� CSI provided thelocal township with
MSDSs for rawmaterials and
finished products,but did not alert it
to the processhazards
associated withHA production.
. . . the zoningordinance did notprohibit chemical
manufacturingfacilities in Lehigh
Valley IndustrialPark in July 1998.

17
4.4Local EmergencyPlanning Committees
As a result of the Federal EmergencyPlanning and Community Right-to-Know Act of 1986 (EPCRA; 42U.S.C. § 11011-11050), LocalEmergency Planning Committees(LEPCs) were established across thecountry, most commonly as county-level organizations. Theirresponsibilities included the reviewor development of local emergencyplans for responding to hazardouschemical releases, and the collectionand dissemination of chemicalinformation to the public.
In 1990, Pennsylvania implementedEPCRA by promulgating Act 165,known as the Hazardous MaterialsEmergency Planning and ResponseAct (35 Pa. Stat. Ann. § 6022.101-6022.307). It established a system offees and grants to support LEPCs inmeeting the requirements of EPCRA.Each of Pennsylvania’s 67 counties isdesignated as a Local EmergencyPlanning District, and each isrequired to have a planningcommittee.
Pennsylvania LEPC responsibilitiesare essentially those established byEPCRA, with additional specificrequirements under Act 165. One ofthese requirements is promulgated inSection 203(g)(5), which describesone of the duties of an LEPC asfollows:
Meet, when appropriate, withany Commonwealth agency or
local or regional agency, whichis empowered to exercise thegovernmental functions ofplanning and zoning, toregulate land use and land usedevelopment, or to authorizethe siting of a facility withinthe county to discuss andreview with the Common-wealth agency and localagency all mitigation factorsnecessary to protect thehealth, safety and welfare ofthe general public from apotential release of hazardousmaterials from a proposedfacility. Mitigation factorsinclude, but are not limited to,environmental impacts,shelter and evacuationfeasibility, emergency warningand communications,availability of responseequipment and futurepopulation and economicgrowth in the area of theproposed facility.
Act 165 allowed the Lehigh CountyLEPC to become engaged in thefacility siting process prior to theissuance of an occupancy permit forthe industrial park location.However, the LEPC was not notifiedof the CSI siting issue. Prior to andas of this writing, no planning orzoning authority has notified theLehigh County LEPC of any newchemical facility development withinthe county.
� Act 165 allowedthe Lehigh CountyLEPC to become
engaged in thefacility siting
process prior tothe issuance of anoccupancy permit
for the industrialpark location.However, the
LEPC was notnotified of the CSI
siting issue.

18
The following factors contributed tothe cause and serious consequencesof the CSI incident:
� CSI’s process safety manage-ment systems were insufficient toproperly address the hazardsinherent in its HA manufacturingprocess and to determine whetherthese hazards presentedsubstantial risks.
� Inadequate collection and analysisof process safety informationcontributed to CSI’s failure torecognize specific explosionhazards.
� Basic process safety and chemicalengineering practices–such asprocess design reviews, hazardanalyses, corrective actions, andreviews by appropriate technicalexperts–were not adequatelyimplemented.
� The existing system of sitingapproval by local authoritiesallowed a highly hazardous
5.0Conclusion
facility to be inappropriatelylocated in a light industrial park.
The hazards and complexity of CSI’sHA production process requiredcareful and comprehensiveapplication of current engineeringcodes, guidelines, and goodpractices. Based on many years ofresearch and experience, these toolsare well established and representthe fundamental principles ofchemical engineering design.
Manufacturers should take thenecessary actions to minimizehazards and implement appropriatesafeguards while developing HAproduction capabilites. Governmentagencies, local officials, suppliers,and customers share a responsibilityfor reducing the likelihood andserious consequences of incidentssimilar to that which occurred atCSI.
�
�
CSI’s processsafety
managementsystems wereinsufficient to
properly addressthe hazards
inherent in its HAmanufacturing
process . . .
Governmentagencies, local
officials, suppliers,and customers
share aresponsibility for
reducing thelikelihood
and seriousconsequences
of [similar]incidents . . .

19
American Petroleum Institute (API),1995. Management of HazardsAssociated With Location ofProcess Plant Buildings,Recommended Practice 752, May1995.
Barton, John, and Richard Rogers,1997. Chemical ReactionHazards, Rugby, U.K.: Institutionof Chemical Engineers (IChemE).
Bretherick, Leslie, P. G. Urben, andMartin J. Pitt, 1999. Bretherick’sHandbook of Reactive ChemicalHazards, Sixth Edition, Vol. 1,Butterworth-Heinemann.
Center for Chemical Process Safety(CCPS), 1996. Guidelines forEvaluating Process PlantBuildings for External Explosionsand Fires, American Institute ofChemical Engineers (AIChE).
CCPS, 1995a. Guidelines forChemical Reactivity Evaluationand Application to Process Design,AIChE.
CCPS, 1995b. Guidelines for SafeStorage and Handling of ReactiveMaterials, AIChE.
CCPS, 1989. Guidelines forTechnical Management ofChemical Process Safety, AIChE.
Concept Sciences, Inc. (CSI), 1997.50-HA Material Safety DataSheet, Revision 2, October 27,1997.
Factory Mutual Insurance Company,2000. Spacing of Facilities inOutdoor Chemical Plants, FMGlobal Property Loss PreventionData Sheets 7-44, 17-3, May 2000.
Hazards Research Corporation(HRC), 1999. Concept Sciences,Incorporated, HydroxylamineExplosion, February 19, 1999,HRS Report 8034, prepared forU.S. Department of Labor, OSHA,July 2, 1999.
Health and Safety Executive (HSE),2000. Designing and OperatingSafe Chemical Reaction Processes,Norwich, U.K.: HSE Books.
Industrial Risk Insurers, 2000. Oiland Chemical Plant Layout andSpacing, IRInformation GuidelineIM.2.5.2, June 3, 1996.
Institute of Makers of Explosives(IME), 1991. American Table ofDistances for Storage of ExplosiveMaterials, Safety LibraryPublication No. 2, June 1991.
Koseki, Hiroshi, and Y. Iwata, 2001.“Study on Risk Evaluation ofHydroxylamine/Water Solution,”Proceedings, Beyond RegulatoryCompliance, Making SafetySecond Nature, Mary KayO’Connor Process Safety Center,Texas A&M University, October2001.
Lewis, Richard J., 1996. Sax’sDangerous Properties ofIndustrial Materials, NinthEdition, Van Nostrand Reinhold.
Surrick, Judge R. Barclay, 2001.United States of America v. Irl“Chip” Ward, CN-00-681, U.S.District Court for the EasternDistrict of Pennsylvania.
6.0References

20
CSB Investigation Reports may bepurchased from:
National Technical Information Service5285 Port Royal RoadSpringfield, VA 22161
(800) 553-NTIS or (703) 487-4600Email: [email protected]
For international orders, see:http://www.ntis.gov/support/cooperat.htm.
Information on available publications maybe obtained by contacting:
U.S. Chemical Safety and HazardInvestigation Board
2175 K Street NW, Suite 400Washington, DC 20037
(202) 261-7600
CSB is an independent Federal agency whose mission is to ensure the safety ofworkers and the public by preventing or minimizing the effects of chemical incidents.CSB is a scientific investigative organization; it is not an enforcement or regulatorybody. Established by the Clean Air Act Amendments of 1990, CSB is responsible fordetermining the root and contributing causes of accidents, issuing safetyrecommendations, studying chemical safety issues, and evaluating the effectiveness ofother government agencies involved in chemical safety. No part of the conclusions,findings, or recommendations of CSB relating to any chemical incident may beadmitted as evidence or used in any action or suit for damages arising out of any mattermentioned in a CSB report (see 42 U.S.C. § 7412(r)(6)(G)). CSB makes public itsactions and decisions through investigation reports, summaries, and briefs; safetybulletins; safety recommendations; case studies; special technical publications; andstatistical reviews. More information about CSB is found on the World Wide Web athttp://www.chemsafety.gov.
Salus Populi EstLex Suprema
People’s Safetyis the Highest Law