bioprocessing for sustainable production of coloured textiles · the stages are highlighted in the...
TRANSCRIPT

Work Package 7 – Exploitation and Business Plan
Lead contactor for this deliverable: UNISI Coordinator organisation: University of Siena Coordinator: Rebecca Pogni Dissemination Level: CO Confidential, only for members of the consortium (including the Commission Services)
Bioprocessing for Sustainable Production of Coloured textiles
CIP Eco-innovation – First Application and market replication projects ECO/09/256112/SI2.567273
www.biscol.unisi.it
Starting date: September 1st, 2010 Duration: 36 months
Deliverable 7.4 Intermediate Business Plan on dyeing process
Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 2 di 21
1. INTRODUCTION AND OBJECTIVES..................................................................................................................... 3 2. SITUATION.................................................................................................................................................................. 3
2.1. TEXTILE PRE-TREATMENT PROCESS ......................................................................................................................... 5 2.2. TEXTILE DYEING PROCESS ..................................................................................................................................... 11
2.2.1. Basic outline of a typical dye production process........................................................................................ 11 2.2.2. Dyeing ........................................................................................................................................................... 12
2.3. ENERGY IN TEXTILE INDUSTRY………………………...……………………………………………………...…..14
3. CONCLUSION ........................................................................................................................................................... 20

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 3 di 21
1. Introduction and objectives
In the BISCOL project a safer and cleaner process for the dyeing of textiles has been proposed. The
coloration of fibres is a complex phenomenon, which generally consists of swelling of the fibres in
aqueous medium, dye penetration and fixation. Enhancement of these processes requires the
application of a wide range of dyes and auxiliaries, aggressive pH and elevated temperature. Goal
of the BISCOL project is to analyze the complex chain of textile finishing and to propose a
safer and cleaner process to reduce the environmental impact in terms of energy and water
saving.
Considering that the dyeing process shares the market analysis and the industrial context with that
of bio-dyes, it has been presented in Del. 7.3 – Intermediate Business plan on synthesis of bio-dyes
and not repeated in this deliverable.
2. Situation
The textile industry is comprised of a disperse, fragmented group of establishments that produce
and/or process textile-related products (fibre, yarn, fabric) for further processing into apparel, home
furnishings, and industrial goods. Textile establishments receive and prepare fibres; transform fibres
into yarn, thread, or webbing; convert the yarn into fabric or related products; and dye and finish
these materials at various stages of production. The textile chain is thus long and complex.
In its broadest sense, the textile industry includes the production of yarn, fabric, and finished goods.
To characterize the ecological impact related to textile finishing it is therefore of crucial interest to
have a look on the overall textile production chain. The production of textile affords a great variety
of processing steps.
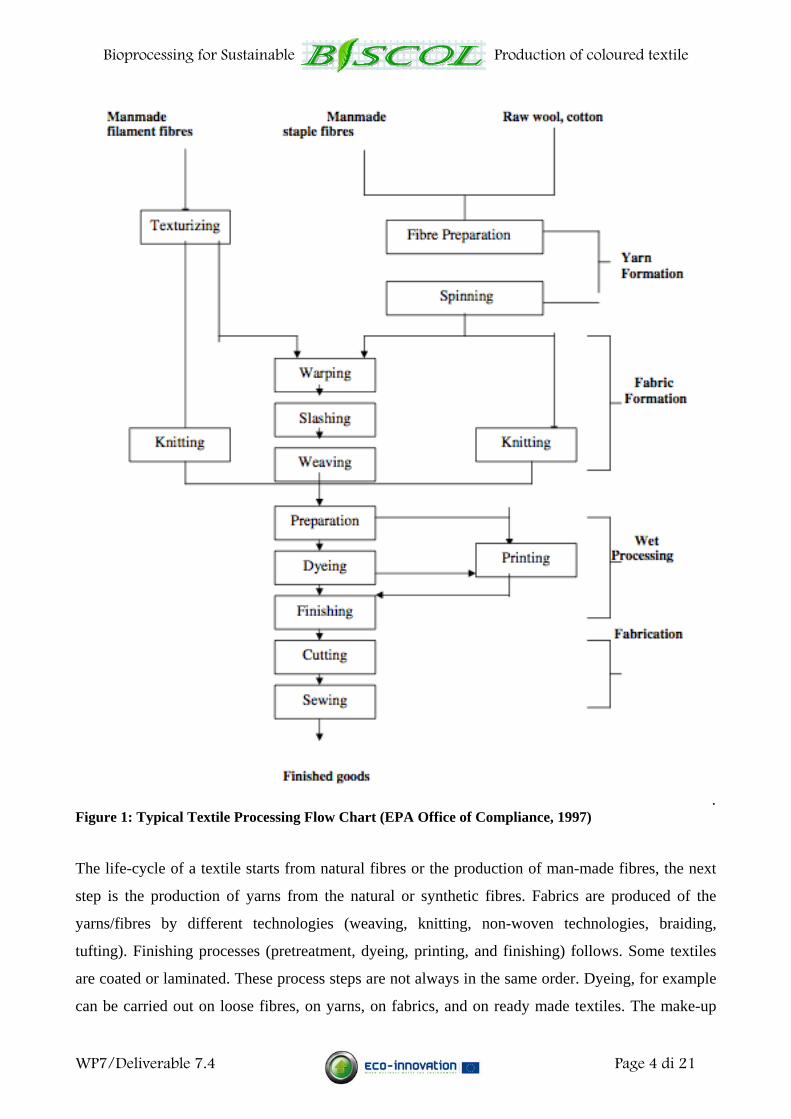
The stages are highlighted in the process flow chart shown in Figure 1 below.
Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 4 di 21
. Figure 1: Typical Textile Processing Flow Chart (EPA Office of Compliance, 1997) The life-cycle of a textile starts from natural fibres or the production of man-made fibres, the next
step is the production of yarns from the natural or synthetic fibres. Fabrics are produced of the
yarns/fibres by different technologies (weaving, knitting, non-woven technologies, braiding,
tufting). Finishing processes (pretreatment, dyeing, printing, and finishing) follows. Some textiles
are coated or laminated. These process steps are not always in the same order. Dyeing, for example
can be carried out on loose fibres, on yarns, on fabrics, and on ready made textiles. The make-up

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 5 di 21
(cutting, sewing, assembling) is the last step before selling in retail trade or whole trade and
consumer use.
2.1. Textile pre-treatment process A great part of the ecological concerns in the pre-treatment processes in textile finishing mills is
caused by the textile raw materials themselves and textile auxiliaries applied in upstream processing
steps (fibre-, yarn- and fabric-processing).
In pre-treatment steps natural impurities on the textile raw material (greige, grey goods) e.g. by
products on cotton as waxes, proteins etc., vegetable impurities on wool but also by-products from
upstream production steps (preparation agents; sizing agents etc.) and fibre specific by-products
from man-made fibres (monomers, fibre solvents) are removed.
These by-products together with the auxiliaries and chemicals used in pre-treatment cause a
considerable ecological load in the wastewater as well as in the off-gas.
Pre-treatment is a key factor for all downstream finishing steps. Poor pre-treatment generates
quality problems and in consequence re-works and therefore additional ecological loads in the
operations downstream.
Besides the cleaning effect pre-treatment has also an effect on the fibre properties:
- Absorption of dyes and textile auxiliaries increases
- Tensions in textiles are minimized; the dimensional stability is improved.
- Wettability of the material is improved.
- Mercerisation gives a change in crystallinity of the cellulose; the lustre is improved.
Bleaching increases the whiteness of the substrates (important for un-dyed fabrics as well as for
fabrics dyed in light shades or with a high brilliance).
Mechanical, wet, and thermal pre-treatment steps are used (Figure 1). The choice and sequence of
processing steps is substrate specific (cotton, wool, man-made fibres, woven or knitted fabric, etc.),
and depend also on the end-use, downstream processing steps of the textile and the installed
equipment.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 6 di 21
Figure 1 – List of the main pre‐treatment processes
1. Mechanical processes
The following mechanical pre-treatment steps are commonly used:
‐ brushing for the removal of impurities
‐ beating (e.g. after singeing or carbonizing) for the removal of impurities
‐ raising (also used in mechanical finishing)
‐ shearing (also used in mechanical finishing).
In comparison to wet and thermal pre-treatment processes mechanical pre-treatment is
accompanied with negligible environmental charges. Besides energy consumption and noise
dust generation should be mentioned
2. Thermal processes
‐ Heat setting (also called thermofixation) is carried out on fabrics made of man-made
fibres or blends of them with natural fibres to relax tensions in the textile resp. fibres
due to upstream fibre/yarn/fabric processing and to improve the dimensional stability
of the textiles. Heat setting is carried out continuously in a stenter at temperatures
between 170 – 220 °C. Heat setting can be done on grey fabrics as a pre-treatment
step, as an intermediate step after dyeing or as a last finishing step (often in
combination with application of finishing auxiliaries).
It has to be taken into account that heat setting of grey fabrics or insufficient pre-
washed textiles can lead to a considerable ecological impact to the off-gas depending
on the amount and type of preparation agents and other fibre inherent ecological
loads (residual fibre solvents, residual fibre monomers). In case of direct heated
stenters Organic-C-load and formaldehyde content in the off-gas.
Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 7 di 21
‐ Singeing is essential when a smooth surface is of interest (esp. as pre-treatment step
before printing processes). The textile passes directly over a flame, metal plate, or
indirectly between heated ceramic devices. Protruding fibres are burned off. Mainly
woven and knitted textiles made of cotton and cotton blends are treated on singeing
machines. Synthetic materials are singed to reduce pilling effects. Sewing yarns are
singed to improve their running characteristics. Of ecological interest are dust and
volatile organic carbon (VOC). Also a relative strong odour emission can be
observed during singeing. Singeing is often combined with a device to extinguish
sparks and a padding device to impregnate the textile directly after singeing with the
desizing liquor.
3. Wet processes
Wet pre-treatment includes various processes. All or only some of these processes may be
required.
The processes can be applied either as separate steps or as combined steps.
In wet pre-treatment batch, semi-continuous, and continuous processes can be used. Fabrics
can be pretreated in open width or rope form. Regarding ecology and economy continuous
pre-treatment operations are to prefer, but batchwise pre-treatment on dyeing machines is
often used in those cases where a great variety of small lots are to be scheduled and handled.
Besides, discontinuous pretreatment is often preferred due to high investment costs for a
continuous equipment.
‐ Desizing is a typical process step in pre-treatment of woven fabrics made of cotton and
cotton blends but also necessary for all grey synthetic materials containing sizes. The
sizing agents on the warp yarns, applied in weaving mills for better weaving efficiency,
have to be removed before further processing in textile finishing. Desizing is done as a
first step in cotton pre-treatment or as a second step after singeing. Water insoluble
sizing agents have to be degraded during desizing; water-soluble sizes can be simply
washed out. The following methods are commonly used (depending on the size type):
o enzymatic desizing processes; starch
o oxidative desizing (e.g. persulfate); all size types
o washing (with/without detergents); water soluble sizing agents.
Desizing can be carried out in a continuous (pad-steam), semi-continuous process or
discontinuous way. As mentioned above, the desizing technology depends on the kind of
size applied on the warp yarn. However, the commission finisher has often no or less

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 8 di 21
knowlegde on the quantity and type of sizes on the fabrics; for this reason optimization
of the desizing process is not always possible.
‐ To extract natural impurities (waxes, pectines, proteins, metal salts) cotton fabrics and
their blends are treated in a discontinuous or continuous way with hot alkali. The
scouring process can be carried out as separate pre-treatment step or in combination with
bleaching or desizing. Besides alkali (mostly sodium hydroxide) complexing agents and
surfactants are used in the scouring liquor.
Main ecological impact in scouring is caused by non readily biodegradable surfactants
and complexing agents as well as by a high COD-load due to the organic impurities
removed from the fibres. COD-concentrations from 2000 to 6000 mg O2/l are typical.
‐ Bleaching is carried out on natural fibres and man-made fibres. The whiteness of the
material increases and the printing and dyeing processes are improved after bleaching.
During bleaching natural coloured by-products on the fibres are removed resp.
destroyed. Bleaching is carried out for undyed natural materials to achieve extra-white
effects as well as for materials to be coloured with high brilliance or in light shades.
Normally, textiles made of man-made fibres are delivered with a high degree of
whitenesss. However, to achieve extra-white effects (e.g for curtains) bleaching is
commonly used. Bleaching can be carried out on loose fibres, slivers, yarns, and
(mostly) on fabrics in a continuous way or batchwise. The bleaching technologies resp.
the bleaching agents vary with the textile substrate (Table 1).
Table 1 ‐ Bleaching agents for different textile fibres
Textile material/ Bleaching process
Peroxide Sodium Chlorite Reductive
Cellulose fibres + + Cellulose/Polyester + Protein fibres + + Polyester + Polyamide + Polyamide/Wool +* + Polyacrylonitrile + Cellulose ester + Viscose + Elastane + +
* protective agent for polyamide required Peroxide bleaching
Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 9 di 21
In bleaching with hydrogen peroxide the bleaching agent is oxygene, generated from
hydrogen peroxide
under alkaline conditions. It is done at elevated temperatures (60 °C – 98 °C) under
alkaline conditions (pH approx. 12). Main ecological impact to wastewater is caused by
the strong alkali, complexing agents (phosphonates, polycarboxylic acids), wetting
agents, stabilizing agents (esp. sodium silicate), and by-products removed from the
cellulose. COD content in the effluent is in a range between 3000-10000 mg O2/l.
Chlorite bleaching
Bleaching with sodium chlorite is done under acidic conditions (pH 3 – 5) at
temperatures between 70 °C and 95 °C; buffers and sodium nitrate as a corrosion
inhibitor are added. Highly toxic chlorine dioxide can be released in the process, if the
pH is not well controlled. AOX generation through chlorination reactions with organic
compounds has to be minimized by means of a good process control and reduction of
chlorite surplus after bleaching (adding of reducing agents; mostly sulfite).
Reductive bleaching
Reductive bleaching can be carried out with sodium dithionite and sodium formaldehyde
sulfoxylates.
‐ Mercerising (treatment of cotton and cotton blends with strong alkali under tension)
improves the dyestuff absorption and increases tensile strength. A good handle, better
dimensional stability, and a resistant lustre are achieved. Mercerising leads to a change
in the crystalline structure of the cellulose molecules and to a swelling of the fibres.
Woven fabrics are mercerized in full width, knitted fabrics in full width or in rope form.
Normally, mercerising is mostly done with hot sodium hydroxide solution
(concentration varies from 20% - 30%).
‐ Carbonizing is a pre-treatment step for wool (loose fibres and fabrics) with the aim to
destroy and remove vegetable impurities with strong acid.
‐ Felting (shrinkage of textiles made of animal fibres) caused by the unidirectional
oriented scales on the surface of the fibres when animal fibres are mechanical stressed in
wet processes (e.g. dyeing or household-washing) is in most cases an undesirable effect.
In anti-felting operations the scales are minimized with the help of coating polymers,
with oxidizing techniques, or with a combination of these processes, such as Hercosett
process. The Hercosett process (combination of chlorine and polymer (polyamide-
epoxide compound) treatment) is responsible for a relatively high AOX-load in the
effluent.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 10 di 21
The possibility to replace the most polluting pre-treatment processes with environmental friendly
technology enabling to ensure good dyeing performances and good dimensional stability for the
treated substrates. Since the target substrates within the BISCOL project are protein and
cellulose fabrics, particular attention will be paid in the anti-felting treatment and in the
enhancement of colour uptake and resistance.
In fact, in the previous review it is clear that surface modification of the fibre is mainly
accomplished by wet chemical processes. An appropriate alternative to its conventional techniques
can be assured by the pre-treatment of textile fibres with atmospheric plasma process. Physico-
chemical method of modifying the surface of polymer substrates without changing the nature of the
bulk of the substrate has been of great interest, particularly in the area of pre-treatment of textiles.
The reason for this interest is the intriguing possibility of modifying polymers and obtaining new
and interesting properties leading to better performance. Conventional wet pre-treatment processes
of textiles are generally energy consuming process. Plasma modification of textiles saves large
quantity of water, chemicals, and electrical energy. Ecological and economical constraints which
are imposed on the textile industry to an increasing extent, call for the development of
environmentally friendly and economic finishing processes. The physico-chemical nature of the
modified fibre surface has a tremendous influence on the following important phenomenon:
‐ Static electricity build up and dissipation.
‐ Moisture transport and comfort.
‐ Oily stain adsorption and release in detergent solution.
‐ Soil deposition, release and redeposition in detergent solutions.
‐ Wettability and adhesion.
‐ Scourability and bleachability of textiles.
‐ Wettability and dyeability
Form the physical point of view, roughening of fibre surface is responsible for changes in the
coefficient of friction, top cohesion, spinnability, yarn strength, etc., as well as for increase in
felting resistance of wool.
For the textile fibres applied within the project the following benefits can be promoted:
WOOL FIBRES
i) increases the top cohesion by a factor of 1.5-2.0; this increased cohesion remains stable after
prolonged storage.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 11 di 21
ii) the fatty matter content in wool is removed or reduced by plasma treatment.
iii) considerably reduces the felting potential for any product obtained from the modified wool
iv) increases the mechanical properties of the treated fabric
v) quicker penetration of dyestuffs and chemicals
vi) improves the wettability
COTTON FIBRES
The efficiency of scouring, mercerizing etc. depends on the penetration of water into the fibre and
thus its wettability The wettability of cotton and is increased a few fold due to its pre-treatment.
This phenomenon allow to increase the dyeability of cotton by reducing the required amount of
chemicals and energy.
The main advantages of plasma treatment are the extremely short treatment time and low
application temperatures; water or solvents resp. drying steps after plasma finishing can be avoided.
Chemical and physical modification of surfaces can be achieved with the advantage that no or less
auxiliaries/chemicals have to be added
2.2. Textile dyeing process 2.2.1. Basic outline of a typical dye production process An aromatic ring structure coupled with a side chain is usually required for resonance and thus to
impart colour. (Resonance structures that cause displacement or appearance of absorption bands in
the visible spectrum of light are responsible for colour.) Correlation of chemical structure with
colour has been accomplished in the synthesis of dye using a chromogen-chromophore with
auxochrome. Chromogen is the aromatic structure containing benzene, naphthalene, or anthracene
rings. A chromophore group is a colour giver which form a basis for the chemical classification of
dyes when coupled with the chromogen: azo (–N=N–); carbonyl (=C=O); carbon (=C=C=); carbon-
nitrogen (>C=NH or –CH=N–); nitroso (–NO or N–OH); nitro (–NO2 or =NO–OH); and sulfur
(>C=S, and other carbon-sulfur groups). The chromogen-chromophore structure is often not
sufficient to impart solubility and cause adherence of dye to fiber. The auxochrome or bonding
affinity groups are amine, hydroxyl, carboxyl, and sulfonic groups, or their derivatives. These
auxochromes are important in the use classification of dyes. and softening agents).
As a consequence, synthesis of dye requires the uses of three types of raw materials: chromogen,
chromophore and auxochrome.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 12 di 21
Dyes are synthesized in a reactor, filtered, dried, and blended with other additives to produce the
final product. The synthesis step involves reactions such as sulfonation, halogenation, amination,
diazotization, and coupling, followed by separation processes that may include distillation,
precipitation, and crystallization. In general, organic compounds such as naphthalene are reacted
with an acid or an alkali along with an intermediate (such as a nitrating or a sulfonating compound)
and a solvent to form a dye mixture. The dye is then separated from the mixture and purified. On
completion of the manufacture of actual colour, finishing operations, including drying, grinding,
and standardization, are performed; these are important for maintaining consistent product quality.
2.2.2. Dyeing Dyeing operations are used at various stages of production to add colour and intricacy to textiles
and increase product value. Most dyeing is performed either by the finishing division of vertically
integrated textile companies or by specialty dyehouses. The latter guarantee a cheaper product, a
higher quality (mainly due to the fact that this is their only core-business and update their know-
how more frequently and also solve more problems becoming more productive). Textiles are dyed
using a wide rang of dyestuffs, techniques, and equipment. Dyes are sold as powders, granules,
pastes, and liquid dispersions, with concentrations of active ingredients ranging typically from 20 to
80 percent (EPA Office of Compliance, 1997).
Methods of dyeing
Dyeing can be performed using continuous or batch processes. In batch dyeing, a certain amount of
textile substrate, usually 100 to 5000 kilograms, is loaded into a dyeing machine and brought to
equilibrium, or near equilibrium, with a solution containing the dye. Because the dyes have an
affinity for the fibres, the dye molecules leave the dye solution and enter the fibres over a period of
hours, depending on the type of dye and fabric used. Auxiliary chemicals and controlled dyebath
conditions (mainly temperature) accelerate and optimize the action. The dye is fixed in the fibre
using heat and/or chemicals, and the tinted textile substrate is washed to remove unfixed dyes and
chemicals. Common methods of batch, or exhaust, dyeing include beam, beck, jet, and jig
processing. Pad dyeing can be performed by either batch or continuous processes.
Continuous dyeing processes typically consists of dye application, dye fixation with chemicals or
heat, and washing. Dye fixation on the fibre occurs much more rapidly in continuous dyeing than in
batch dyeing.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 13 di 21
Each dyeing process requires different amounts of dye per unit of fabric to be dyed. This is
significant since colour and salts in wastewater from spent dyes are often a pollution concern for
textile facilities.
In addition, less dyes used results in energy conservation and chemical savings. The amount of dye
used depends on the dyeclass, the affinity and quality of the yarn, the colourdepth and other factors
(such as quality of the water, salt, auxiliaries…). The dyebath ratio is the ratio of amount of yarn vs.
amount of water in the dyevessel. A dyebath ratio of 1/10 means 1 kg yarn needs 10 litre
water to be dyed (EPA Office of Compliance, 1997).
Principles of dyeing
- Migration of dye molecule from liquor to fibre. This process is assisted by increasing
temperatures and using auxiliaries – substances that help the dyeing process.
- Diffusion of dye from the fibre surface into the fibre. This process is assisted by agitation
of the fibre, dyebath or both together with heat.
- Fixation ensures the dye molecule is attached to the fibre either by physical forces or
chemical bonding. These forces may be weak or strong.
- The unknown or less known variables. As until now no mathematical model exists
by which with certainty the outcome of the process can be predicted and foreseen
industrially.
Most dyeing processes need heat to provide the energy for the dyeing to take place. This is
commonly supplied by direct or indirect steam.
The production of bio-dyes represents the central point of the BISCOL process. The related
business plan is represented by Del. 7.3 where this topic has been specifically addressed.
2.3. Energy in textile Industry
In the world’s new economic system the conditions for keeping the competitiveness have become
quite difficult for establishments. The fast-growing Far East has significantly pulled down the profit
rates of industrial establishments. Both the shrinkage in the market and the decreases in profitability
have forced industrial establishments to effectively manage their costs.
Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 14 di 21
In order to reach this goal, the companies have not only oriented towards qualified human resources
but also have started to pay attention to quality energy supply, which is another fundamental factor
in the sector. Manufacturing loss due to high energy consumption is reflected on the income
statements and balance sheets of these companies, as an increased cost due to inefficient
management of the resources. Particular attention must be paid to implementing energy
conservation measures, specifically in the area of the dyeing and finishing process, where
many small- to medium-sized companies are operating and that is the target of the BISCOL
project. In general, energy in the textile industry is mostly used in the forms of:
- electricity, as a common power source for machinery, cooling and temperature control systems,
lighting, office equipment, etc.;
- oil as a fuel for boilers which generate steam; liquefied petroleum gas; coal; and city gas.
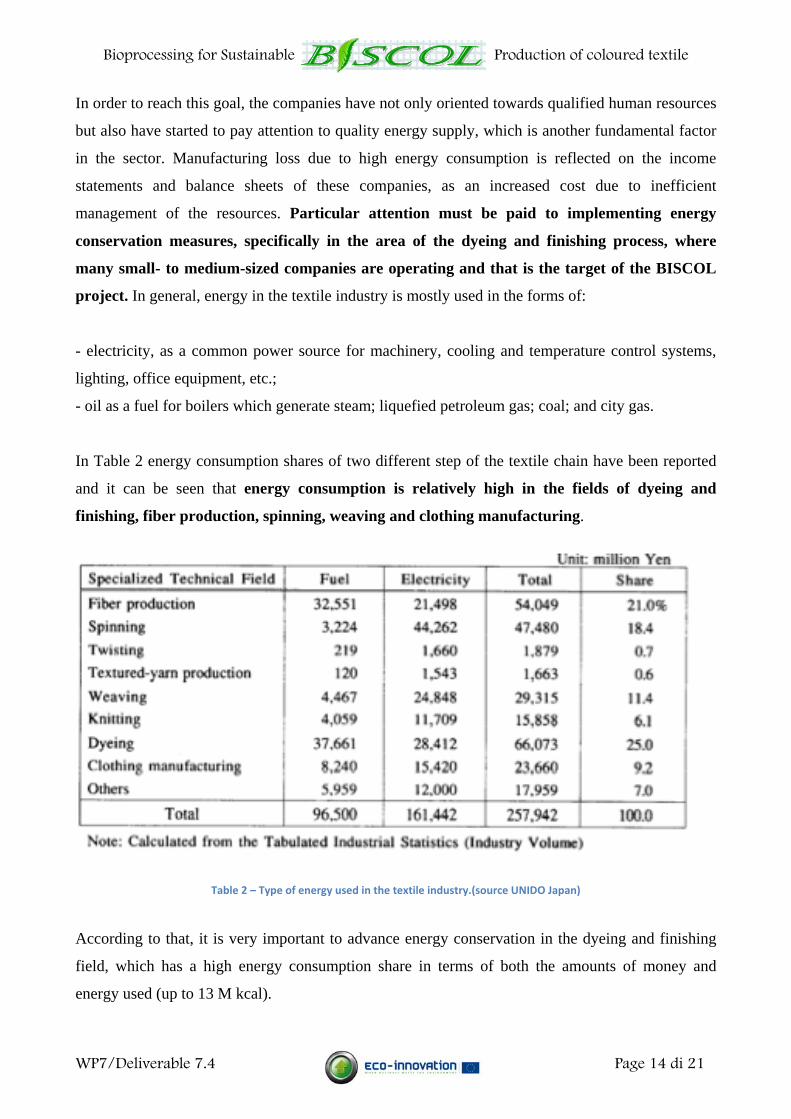
In Table 2 energy consumption shares of two different step of the textile chain have been reported
and it can be seen that energy consumption is relatively high in the fields of dyeing and
finishing, fiber production, spinning, weaving and clothing manufacturing.
Table 2 – Type of energy used in the textile industry.(source UNIDO Japan)
According to that, it is very important to advance energy conservation in the dyeing and finishing
field, which has a high energy consumption share in terms of both the amounts of money and
energy used (up to 13 M kcal).

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 15 di 21
As it has been extensively reported in the D1.2, the dyeing and finishing process consists of many
interwoven unit operations, and it is well known that the process generally goes through repeated
wet and dry operations. The heat balance of a unit operation can mainly be considered as the
difference between the total supplied heat on the one hand and the sum of the heat required by the
system and various forms of heat losses on the other. This clearly illustrates the importance of the
development and utilization of process- specific techniques, apart from the already-described
management technologies. Table 3 shows that energy saving is a crucial issue in the
implementation of production rationalization.
Table 3 – Relationship between production rationalisation and energy saving
The new dyeing approach (Figure ) that we are developing within the BISCOL project can
induce a direct impact with the reduction of the treatment time and/or reduction in the
process temperature and on the switch of non water-based operation that have been listed as
priorities for an effective energy management.
Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 16 di 21
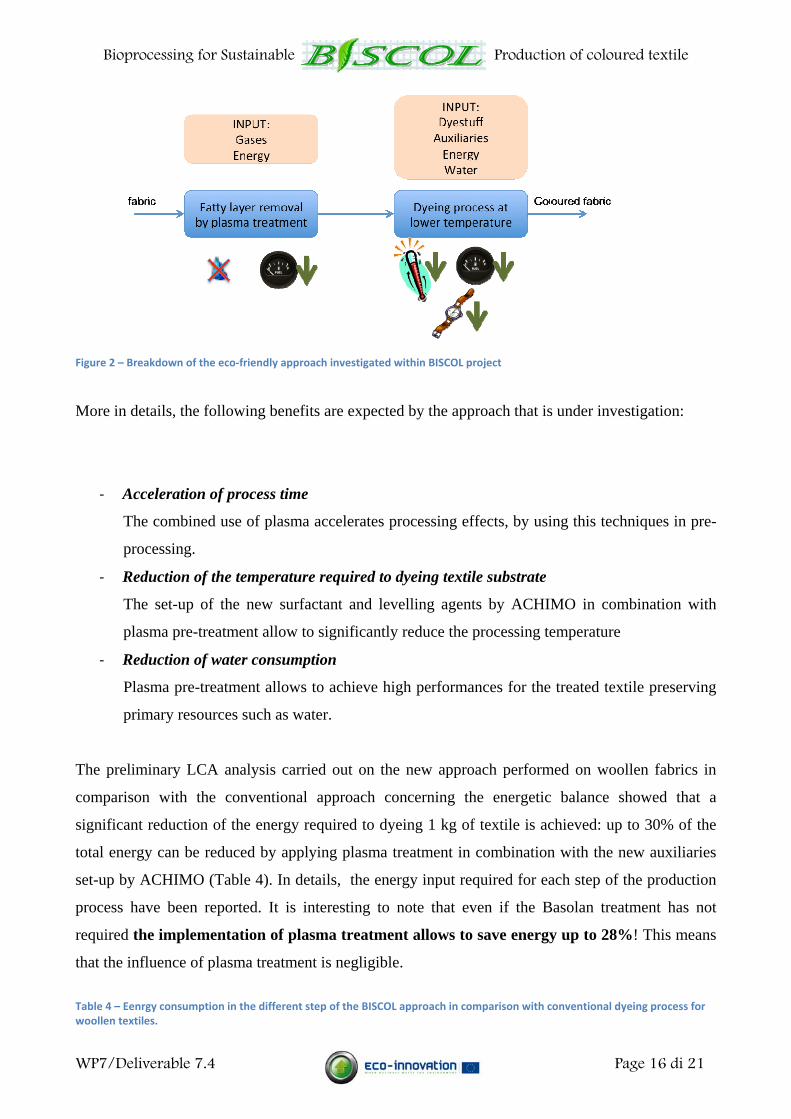
Figure 2 – Breakdown of the eco‐friendly approach investigated within BISCOL project
More in details, the following benefits are expected by the approach that is under investigation:
‐ Acceleration of process time
The combined use of plasma accelerates processing effects, by using this techniques in pre-
processing.
‐ Reduction of the temperature required to dyeing textile substrate
The set-up of the new surfactant and levelling agents by ACHIMO in combination with
plasma pre-treatment allow to significantly reduce the processing temperature
‐ Reduction of water consumption
Plasma pre-treatment allows to achieve high performances for the treated textile preserving
primary resources such as water.
The preliminary LCA analysis carried out on the new approach performed on woollen fabrics in
comparison with the conventional approach concerning the energetic balance showed that a
significant reduction of the energy required to dyeing 1 kg of textile is achieved: up to 30% of the
total energy can be reduced by applying plasma treatment in combination with the new auxiliaries
set-up by ACHIMO (Table 4). In details, the energy input required for each step of the production
process have been reported. It is interesting to note that even if the Basolan treatment has not
required the implementation of plasma treatment allows to save energy up to 28%! This means
that the influence of plasma treatment is negligible.
Table 4 – Eenrgy consumption in the different step of the BISCOL approach in comparison with conventional dyeing process for woollen textiles.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 17 di 21
Conventional Process Plasma + Auxiliary 1 Plasma + Auxiliary 2 Production step Energy
[kJ/kg] Production step Energy
[kJ/kg] Production step Energy
[kJ/kg ] Purge 562.5 Purge 562.5 Purge 562.5 Basolan process 515.6 Plasma 346.5 Plasma 346.5 Dyeing process 13766.6 Dyeing process 11016.6 Dyeing process 8916.6 Purge 562.5 Purge 562.5 Purge 562.5 Drying 1108.8 Drying 1108.8 Purge 1108.8 TOTAL 16516.0 TOTAL 13596.9 TOTAL 11496.9 Considering that the capability of KICO is 1000 t/year of textile and the average share of the
wool fabric is around 15%, the total amount of energy that can be saved by using the new
approach is around 752 GJ/year.
2.4. Water consumption
In average in the EU water consumption is around 32% of water abstraction, since most of
abstracted water is not consumed but returned to the water cycle and made available to further uses,
after proper treatment or natural purification (Figure 3).
Figure 3 – Sectoral water abstraction in Europe
Excluding cooling water, the main industrial water users are the chemical industry, the steel and
metallurgy industries, the pulp and paper industry. Industrial use of water accounts for about 32%
of total water abstractions in the EU. Cooling water represents about 10%, because most of cooling
water is used and not consumed, generally returned to the water cycle.
The textile industry is energy-, water-, and chemical-intensive. Within the industry, the majority of
energy, water, and chemicals consumed is for wet processing. At least 40 litres of water are

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 18 di 21
required to produce 1 Kilogram of textile, on the average. Typical water demand for the
production of 1 kg of textile for selected fabric type is shown in Table 5.
Table 5 – Distribution of water use in textile processing by fabric type (adapted from US EPA, 1996)
Water use L/kg production Fabric type Minimum Average Maximum Wool 111.0 285.0 658.0 Woven 5.0 113.0 508.0 Knit 20.0 83.0 377.0 Carpet 8.3 47.0 163.0 Stock/Yarn 3.3 100.0 558.0 Nonwoven 2.5 40.0 83.0 Felted fabric 33.0 213.0 933.0 Since textile manufacturing is also a chemically intensive industry and, therefore, the wastewater
from textile processing operations contains processing bath residues from preparation, dyeing,
slashing, and various other operations, textile effluents contain a very diverse range of contaminants
that must be treated prior to disposal.
The analysis of the water availability in Europe depict that the situation of textile industry is under
stress. Even if in the EU15 countries the average WEI was around 21% [EEA, 1999], which is quite
a sustainable index; severe imbalances between regions are observed as shown in Figure 4, 4
countries, in southern Europe representing, are water stressed (Cyprus, Italy, Malta and Spain); 9
countries, lying mainly in southern Europe, which represent 32% of EU population, are moderately
water stressed (Germany, Bulgaria, Denmark, Portugal, Romania, Turkey). Belgium abstracts more
than 40% of its total renewable freshwater resources.

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 19 di 21
Figure 4 – Water availability around Europe
The picture also compares WEI in 1990 and in 2002 and shows that the WEI has decreased in 17
countries during the period 1990-2002, mostly in the new member states due to the decline of
abstractions (institutional and economic changes), but also in older members, such as Denmark and
Sweden due to the implementation of sustainable water use programmes. Six countries have
increased their WEI – Greece, Luxembourg, Malta, Portugal, Turkey and the UK. If we consider
that Textile industry is located in the Southern countries that are the most severely affected
by water scarcity it is easy to understand the importance of an effective water management in
this manufacturing sector.
As it has been highlighted in the preliminary LCA study, the implementation of the plasma
technology in the production line could allow reducing water consumption up to 20 L per kg
of textile. This means that per year a total reduction of around 3.6 m3/year can be achieved.
Considering that at least 40 L of water in the average is required to treat a textile this is the
amount required to treat up to 300 m of fabric. Moreover, if we consider that by the
application of the eco-friendly auxiliaries a reduction between 10-20% of the pollution load

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 20 di 21
(in terms of COD) can be reached an additional benefit from the economical point of view can
be achieved.
In fact, according to the table (Table 6) provided us by GIDA (Municipal WWTP in Prato) the costs
for the discharge of the wastewater in the treatment plan is increasing by increasing the COD of the
effluent.
Table 6 – Discharge costs for industrial effluent at the Municipal WWTP in Prato (year 2011)
PARAMETER Price COD [mg/L] BOD5 [mg/L] TSS [mg/L] [€/m3]
500 250 200 0.3131 700 230 150 0.5698 750 250 200 0.6027 1000 330 120 0.7671 1050 350 120 0.8000 1250 350 120 0.9315
Considering that a finishing company has an average COD in between 750 and 1000 mg/L the
reduction of COD in the expected range could allow to reach in the worst case, a reduction up
to 0.15 €. Considering that the total amount of water required to produce 1 kg of coloured
textile with the BISCOL approach is around 60 L, 0.01 € can be saved per kg of treated fabric
meaning at least 15,000 €/year saved.
3. Conclusion
The classical dyeing process is here represented and compared with the BISCOL process. The new
dyeing approach (Figure ) that we are developing within the BISCOL project can induce a direct
impact with the reduction of the treatment time and/or reduction in the process temperature and on
the switch of non water-based operation that have been listed as priorities for an effective energy
management. The first data obtained from the LCA study show that the BISCOL process can give

Bioprocessing for Sustainable Production of coloured textile
WP7/Deliverable 7.4 Page 21 di 21
good results in energy and water saving with a preliminary estimation of saved money per year.
These data are encouraging in view of the final business plan when the evaluable data from the
scale up of the bio-dyes will be available.