b.e. inspection post...b.e. inspection post technological overview simply explained human beings use...
TRANSCRIPT
QU
AR
TE
RLY
DIG
ES
T
VO
LU
ME
1 •
IS
SU
E 1
VISION OUTLOOK
B.E. INSPECTION POST

B . E . I N S P E C T I O N P O S T
02
B . E . I N S P E C T I O N P O S T
IN THIS ISSUEIN QUESTO NUMERO
03
04 From The MD’s Desk Messaggio Del Direttore Generale
06 Visual Inspection Technology: An Overview Tecnologia Di Ispezione Visiva: Una Panoramica
11 Bonfiglioli Engineering Academy Bonfiglioli Engineering Academy
12 # Trending: Headspace Gas Analysis: What’s On The Shelf? # Trending: Headspace Gas Analysis: Qual È L’offerta?
16 “Leak” Stories Storie Di “Leak”
18 B.E. Beyond Human Machine Interface (HMI) B.E. Beyond Human Machine Interface (HMI)
20 I Am Bonfiglioli Engineering Io Sono Bonfiglioli Engineering
22 B.E. In The Limelight Focus B.E.
23 We Love Feedback / Connect With Us Attendiamo Feedback / Seguiteci Sui Social

04
B . E . I N S P E C T I O N P O S T
MESSAGGIO DEL DIRETTORE GENERALE
FROM THE MD’S DESK
Dear Readers,
This is the time we say goodbye to 2019 and open our arms to embrace 2020!
2019 was a fast-paced year with great changes involved for Bonfiglioli Engineering, the biggest being our move to the new HQ premise, a completely renovated building with a production and office surface that was thrice the present one, to cover our needs of space and rational operations. This move certainly gave a push to our production capacities and enhanced our global image. This was accompanied with our redesigned brand logo offering a clear message that we are all set for a futuristic approach, while maintaining the best of what our traditions have taught us.
I want to thank our Clients, Employees, Partners, Suppliers, each one of you is important to us. We would like to continue our collaboration with you and be successful, together with you.
Cari Lettori,
È il momento di dire arrivederci al 2019 ed aprire le braccia al 2020!
Il 2019 è stato un anno frenetico che ha coinvolto Bonfiglioli Engineering in grandi cambiamenti, il più notevole è stato l’insediamento nel nuovo quartier generale: locali completamente rinnovati e con una superficie di reparti produttivi e uffici che si è triplicata rispetto alla precedente in modo da soddisfare i nostri bisogni di spazio e operazioni lavorative e relazionali. Questa nuova dislocazione ha sicuramente dato un forte impulso alle nostre capacità produttive e dato maggiore visibilità alla nostra immagine globale. Il cambiamento di location è stato accompagnato dalla rivisitazione del logo del nostro marchio offrendo un messaggio chiaro in cui siamo tutti pronti ad un approccio futuristico, trattenendo il meglio di ciò che ci hanno insegnato le nostre tradizioni.
Vorrei ringraziare i nostri Clienti, Dipendenti, Partners, Fornitori, ciascuno di voi è importante per noi. Desideriamo continuare la nostra collaborazione ed avere successo assieme a voi.

05
B . E . I N S P E C T I O N P O S T
Bonfiglioli Engineering has been steadily growing in the past years, and for this we have all our Customers to thank for, for their renewed and continued trust in us. We will continue to work for even better customer services globally and offer you the support that you need throughout the year. We will also continue our efforts to the development of new product and new technologies.
Finally, I would like to thank all Bonfiglioli Engineering employees; they work behind the scenes with enthusiasm, proactivity and dedication. We are what we are because of them.
To all of them, and to all our Customers, Partners, Suppliers, I want to say: To make an end is to make a new beginning. Let’s embrace 2020 for the new beginnings that await us.
Best wishes to all!
Andrea Cavanna Managing Director
Bonfiglioli Engineering è cresciuta costantemente negli anni, e per questo dobbiamo ringraziare tutti i nostri Clienti, per la loro continua e rinnovata fiducia in noi. Continueremo a lavorare per fornirvi un servizio clienti globale sempre migliore e offrirvi il supporto necessario durante tutto l’anno. I nostri sforzi saranno volti allo sviluppo di nuovi prodotti e nuove tecnologie.
Infine, vorrei ringraziare tutti i dipendenti di Bonfiglioli Engineering; loro lavorano dietro le quinte con entusiasmo, proattività e dedizione. Siamo ciò che siamo, grazie a loro.
A tutti loro, a tutti i nostri Clienti, Partners, Fornitori vorrei dire: per ogni fine c’è un nuovo inizio. Abbracciamo il 2020 per gli inizi che ci aspettano.
Andrea Cavanna Direttore Generale

06
B . E . I N S P E C T I O N P O S T
VISUAL INSPECTION TECHNOLOGY: AN OVERVIEWTECNOLOGIA DI ISPEZIONE VISIVA: UNA PANORAMICAWhat Does Vision Inspection Technology Mean?It is the combination of Machine Vision technology with Computer Vision science applied to the industrial sector. With reference to the pharmaceutical sector in particular, these systems, based on complex vision algorithms are able to detect Cosmetic Defects like scratches, glass/plastic deformation, black-spot (burning point on the glass/plastic surface), cracks, cap defects.
Why Are We Developing Systems Based On Vision Inspection Technology?The defects mentioned above have various implications: business impact, because they could lead to pharmaceutical companies losing business and image in market. However, more critical is the inspection and detection of contaminating particles present inside liquid or powder products used to cure patients. Bonfiglioli Engineering vision systems are configured to detect metal, plastic or glass chips, fiber and hair particles according to USP <790>, USP <1790>, Ph. Eur. chapter 2.9.20 and Ph. Eur. chapter 5.17.2. These defects are very important, because they also have a GMP impact, and directly affect consumer’s health.
Cosa Significa Tecnologia Di Ispezione Visiva?È la combinazione di tecnologie per le macchine di visione tecnologiche e la scienza di Computer Vision applicate al settore industriale. In riferimento al settore farmaceutico in particolare, questi sistemi, sono basati su algoritmi complessi di visione che sono in grado di rilevare difetti cosmetici come graffi, deformazioni del vetro/plastica, black-spot (difetti o impurità sulla superfice di vetro o plastica), fessure, difetti dei tappi ecc.
Perché Stiamo Sviluppando Sistemi Basati Su Tecnologia Di Ispezione Visiva?I difetti sopra menzionati hanno diverse implicazioni: impatto sugli affari, perché possono portare le case farmaceutiche a perdere business assieme alla propria immagine sul mercato. Tuttavia, più critica rimane l’ispezione e rilevazione delle particelle contaminanti presenti all’interno di contenitori con liquidi o polveri usati per curare i pazienti. I sistemi visivi di Bonfiglioli Engineering sono configurati per rilevare frammenti di vetro, metallo o plastica, particelle di fibra o capelli secondo le linee guide USP <790>, USP <1790>, Ph. Eur. chapter 2.9.20 e Ph. Eur. chapter 5.17.2. Questi difetti sono molto importanti perché hanno anche conseguenze GMP ed impattano direttamente sulla salute del consumatore.

B . E . I N S P E C T I O N P O S T
Technological Overview Simply ExplainedHuman beings use their senses to collect data from the world, process this data in their brains and convert it into useful information to take decisions while using hands for movement. What does senses, brains and hands from a vision inspection system perspective represent?
Senses are like the GigE Cameras that our vision inspection system uses, to collect images of containers that must be inspected; it is very important to define the minimum defect size properly, because this has to lead the designer to proper camera resolution selection activity. Frame Rate (i.e. expressed in frames per second or FPS, the frequency (rate) at which consecutive images called frames are taken from digital cameras) and Sensor Type (i.e. technology used to build the camera sensor – CMOS is our standard) are two other important elements related to design the best solution for a certain inspection issues. It is common to have many cameras working simultaneously to take images for cosmetic, particle and cap inspection. Cameras are important, but the right kind of lights and their setting is even more important because when you don’t have the proper lighting system, your cameras are blind or semi-blind. Therefore, our visual inspection specialists must take care to choose the right types of lights (e.g. colored, infrared), intensity and relative position related to containers: this refers to lighting-optical setup.
The images are stored into the VIBE (Visual Inspection Bonfiglioli Engineering) to be processed and decided if the container is conforming or not. VIBE is like the brain. It is the core of our vision applications. The core uses the OS LINUX, in order to assure stability to the system and to allow the clustering of two or more inspection units when the project is particularly complex, and when only one unit is not enough. Modularity, Flexibility and Powerful are the forte of this system.
Veloce Panoramica TecnologicaLa specie umana utilizza i propri sensi per raccogliere dati dal mondo esterno; elabora questi dati nel cervello per convertirli in informazioni utili per prendere delle decisioni e usa le mani per manipolare. Cosa rappresentano i sensi, il cervello e le mani per un sistema d’ispezione visiva?
I Sensi sono come le telecamere GigE che vengono usate dal nostro sistema d’ispezione visiva per raccogliere le immagini dei contenitori che sono sottoposti ad ispezione; è fondamentale definire la minima dimensione del livello di difetto correttamente, perché questo è importante per il progettista per valutare al meglio le giuste caratteristiche delle telecamere. Frame Rate (che è espresso in fotogramma per secondi (o FPS); la frequenza alla quale immagini consecutive, chiamate frames, sono scattate dalle macchine digitali) e Sensor Type (che è la tecnologia usata per realizzare il sensore – CMOS, è il nostro standard) sono altri due elementi per progettare le soluzioni migliori per certi tipi di ispezioni. È molto comune avere diverse macchine fotografiche che lavorano simultaneamente per catturare le immagini per l’ispezione cosmetica, particellare e del tappo. Le telecamere sono molto importanti, ma senza le luci e il loro relativo settaggio corretti, le telecamere sono cieche o semi-cieche. Quindi i nostri specialisti dell’ispezione visiva devono assicurarsi di usare i giusti tipi di luci (esempio: colorati, infrarosso) e considerare l’intensità e la posizione relativa ai contenitori: ossia il corretto settaggio illumino-ottico.
Le immagini catturate sono conservate dentro il VIBE (Visual Inspection Bonfiglioli Engineering) per essere elaborate per capire se il contenitore è conforme o meno. VIBE è come il cervello. E’ il nucleo del nostro sistema visivo. Utilizza il sistema operativo LINUX, per assicurare la stabilità e per permettere il raggruppamento di una o più unità d’ispezione su unità di elaborazioni diverse ed indipendenti quando il progetto è particolarmente complesso, e quando, una sola unità d’ispezione non è sufficiente. Modularità, Flessibilità e Potenza sono i punti di forza di questo sistema.
07

08
B . E . I N S P E C T I O N P O S T
We need to manipulate containers to place them in front of cameras under specific point of view to better emphasize inspections areas (e.g. container neck, heel, cap, liquid meniscus, powder surface and so on). Our mechanical designers study the right solution to pick up containers from the production line and put them in front of cameras for image acquisition. After visual inspection algorithms have been evaluated for conformity or not, other mechanical parts are designed to move the container towards the right path (e.g. conveyor for conforming, conveyor for not conforming cosmetic defects, conveyor for not conforming particles detection). Due to high variability of product shapes, production speed and customers’ requirements many of our automated systems are tailor-made solutions.
An example of container manipulation can be the foreign particulate inspection case. The vial rotates at a certain speed in relation to the foreign particulate we would like to discover (i.e. heavy particulate matter needs faster spinning speed to move up). Control system stops container spinning while internal liquid continues to rotate and consequently the foreign particulate, if present. Cameras start acquisition of consecutive images. Processing software will elaborate images overlapping many frames to find out presence of foreign particles as tracks of different thickness. It is possible to classify particulates and provide information to the customer to better understand their possible sources along the production line. We can use a double light system with different wavelengths (e.g. IR for dark matter) or polarization to emphasize some type of particulate (e.g. clear matter as glass or plastic) or a wise use of different color lights to distinguish bubbles from particulates.
Another example of container manipulation applied to cosmetic inspection is when lights play an important role in visual inspection system and more so if related to this specific application (body and cap cosmetic inspection). Use of IR back light reduces noise due to reflexes and use of lateral lights (Dark Field illumination technique) can enhance contrast of the defects and emphasize clear ones. Optical components like Pericentric lens help the Cap Inspection, providing a wider field of view.
Vi è la necessità di manipolare i contenitori per posizionarli davanti alle telecamere sotto punti specifici per meglio evidenziare i punti d’ispezione (come ad esempio: collo, base, tappo, menisco del liquido, superfici polverose e così via). I nostri progettisti meccanici studiano la soluzione idonea per sollevare i contenitori dalla linea di produzione e posizionarli davanti alle telecamere per l’acquisizione dell’immagine. Dopo la valutazione degli algoritmi per l’ispezione visiva per conformità o meno, altri strumenti meccanici vengono studiati per poter facilitare la movimentazione del contenitore nella giusta direzione (esempio: nastro trasportatore per contenitori conformi, nastro per non-conformi con difetti cosmetici, nastro per non-conformi con difetti particellari). A causa di tanta variabilità delle forme dei prodotti, velocità della produzione e altre esigenze del cliente, molti dei nostri sistemi automatici rappresentano delle soluzioni personalizzate.
Un esempio della manipolazione del contenitore può essere l’ispezione delle particelle estranee. Il flacone gira a una certa velocità relativamente alla particella estranea che vogliamo vedere (cioè, la sostanza particellare pesante necessita di una velocità più elevata per andare verso l’alto). Il Sistema di controllo ferma la rotazione del contenitore mentre il liquido all’interno continua a girare e di conseguenza anche la particella estranea, se presente. Le telecamere iniziano ad acquisire una serie di immagini. Il software elabora le immagini sovrapposte per cercare la presenza di particelle. È possibile quindi classificare le particelle e darne informazione al cliente per poter meglio capire la fonte nella linea di produzione. Si può utilizzare un sistema a doppia luce con diversa lunghezza d’onda (esempio IR per materia oscura) o la polarizzazione per enfatizzare certi tipi di particelle (esempio materia trasparente come vetro o plastica) oppure un saggio utilizzo di diversi colori delle luci per distinguere le bolle e le particelle.
Un altro esempio della manipolazione applicata all’ispezione cosmetica si ha quando la luce ha un ruolo importante nel sistema d’ispezione visiva (ad esempio corpo e tappo). L’utilizzo del IR luce riduce il rumore dei riflessi e l’utilizzo delle luci laterali (tecnica di illuminazione Dark Field), può aumentare il contrasto dei difetti ed enfatizzare quelli chiari. Componenti ottici come le lenti Pericentriche aiutano nell’ispezione del tappo, dando un ampio campo visivo.

09
B . E . I N S P E C T I O N P O S TTo Summarize The Advantages Of This Technology Against Standard Methods
Bonfiglioli Engineering Application Overview And SolutionsBonfiglioli Engineering is continuously enriching its automated solutions with new devices on process optimization and sensitivity augmentation of measurement systems.
Bonfiglioli Engineering can offer many solutions covering low production speed requirements as well as more complex situations requested by the Pharmaceutical sector.
Standard Method
Bonfiglioli Engineering Visual Inspection System
Provide Cosmetic and Particle inspection based on human intervention (even if Knapp Test is the worldwide accepted method to validate automated visual inspection system), so there is a certain margin error.
Is completely automated, so after the initial training phase, it will always perform in a scientific, optimal and repeatable manner.
Based on trained personnel. To lose an expert could have a relevant business impact.
Is long term & replaceable. If an electronic part doesn’t function anymore, it can be replaced with a new one without loss of knowledge and reduced downtime.
Is very slow; they cannot guarantee 100% inspection of production.
Is very fast and it can be placed into an in-line process to test 100% of the production pipeline.
Per Riassumere I Vantaggi Di Questa Tecnologia Rispetto A Quello Standard
Applicazioni E Soluzioni Bonfiglioli EngineeringBonfiglioli Engineering studia di continuo modalità per arricchire i sistemi automatici con nuovi strumenti su ottimizzazione dei processi e aumento di sensibilità dei sistemi di misura.
Bonfiglioli Engineering offre numerose soluzioni per coprire le esigenze della produzione a bassa velocità fino alle soluzioni più complesse richieste dal settore farmaceutico.
Metodo Standard
Sistema D’ispezione Visivo:
Bonfiglioli Engineering
Offre l’ispezione cosmetica e particellare basata sull’ intervento umano (anche se il Knapp test è usato a livello mondiale per validare il sistema automatico visivo per l’ispezione), quindi vi è un certo margine di errore.
Completamente automatico, dopo il periodo di formazione, la performance sarà sempre scientifica, ottimale e ripetibile.
Svolto da una persona formata. La mancanza di un esperto in questo campo può avere un impatto sul proprio business.
E’ perfetto per lungo periodo e sostituibile. Se un particolare elettronico smette di funzionare correttamente, può essere sostituito con uno nuovo, senza perdere know-how e riducendo il periodo di fermo produzione.
È molto lento. Non può garantire l’ispezione al 100% della produzione.
È molto veloce e può essere tranquillamente posizionato nel processo in linea per l’ispezione al 100% della produzione.

10
B . E . I N S P E C T I O N P O S T
For In-Line testing purposes, Bonfiglioli Engineering offers two different solutions: PK VIS and The Combi.
PK VIS is the solution for high performance in-line inspection requirements. It can provide Cosmetic, Particle and Cap Inspection features on small enclosure, with the possibility to have redundancy units for cosmetic inspection with a production speed up to 400 cpm. An optional star wheel placed between inlet and outlet star wheel can guarantee container retesting. This automation can be connected to become a part of the production line or it could work on stand-alone basis with rotary buffer to feed it and dedicated trays to collect non-conforming containers coming from different inspection units. The conforming containers can be collected in an output rotary buffer as well.
The Combi (PK-VIS, PK-V, PK-A, LVA). This machine is a versatile solution that can combine different testing types on the same footprint. The solution offers a carousel for leak detection bound to a second carousel configured with visual inspection features. Furthermore, this machine can be configured with Headspace gas analysis via laser spectroscopy features instead of the leak detection one based on vacuum/pressure decay.
Per le ispezioni in linea, Bonfiglioli Engineering offre due soluzioni: PK VIS e Combi.
PK VIS è la nostra soluzione per l’ispezione in linea ad alta performance. Offre l’ispezione: della particella, di tipo cosmetico e del tappo con una velocità di produzione fino a 400 cpm. Una stella opzionale posizionata tra la stella d’ingresso e d’uscita può garantire un riesame del contenitore. Questa automazione può essere integrata all’interno della linea di produzione oppure può lavorare separatamente con un buffer rotatorio e con i vassoi dedicati per raccogliere contenitori non-conformi, mentre i contenitori conformi potranno essere raccolti in un buffer rotatorio in uscita.
Combi (PK-VIS, PK-V, PK-A, LVA). Questa macchina è una soluzione versatile e può racchiudere diversi tipi d’ispezione sulla stessa macchina. Possiamo avere una stazione per il controllo microperdite che passa il contenitore a una seconda stazione configurata per l’ispezione visiva. Non solo, questa macchina può essere configurata anche con stazioni per l’Headspace Gas Analysis per mezzo di spettroscopi laser al posto di utilizzare quella di controllo microperdite basata sulla caduta di vuoto o pressione.

11
B . E . I N S P E C T I O N P O S T
La formazione è un elemento centrale per la crescita di professionalità specializzate come quelle impiegate in aziende come Bonfiglioli Engineering.
Le competenze tecniche da applicare su prodotti tecnologici come quelli che realizziamo, hanno elementi di specificità tali che, nel 2019, abbiamo deciso di fare un investimento rivolto a giovani che vogliono intraprendere un percorso lavorativo in ambito automazione industriale.
Per questo è stata formata la prima Academy Bonfiglioli Engineering, supportata dalla regione Emilia-Romagna in Italia, con la finalità di trasmettere parte del nostro know-how a ragazzi del territorio che, alla fine del percorso, hanno ottenuto una qualifica riconosciuta a livello nazionale di Tecnico Elettrico-elettronico.
L’Academy ha previsto una attività di aula teorico-pratica e 6 settimane di stage svolte qui in azienda. Gli alunni hanno così potuto vivere direttamente la realtà produttiva dal punto di vista dell’assemblaggio meccanico, elettrico e controllo qualità, mettendo in pratica quanto appreso durante la formazione teorica.
Internamente 8 tecnici sono stati nominati Trainer per seguire al meglio il percorso dei 10 ragazzi e infondere loro, oltre alle conoscenze tecniche, la cultura del lavoro in team, della flessibilità e del problem-solving che caratterizzano il nostro modus operandi.
I ragazzi hanno concluso il loro percorso a fine dicembre sostenendo l’esame finale; non ci resta che far loro i nostri migliori auguri!
Training is a fundamental element of specialized professional growth and skills, especially like the ones required for working in companies like Bonfiglioli Engineering.
Technical skills that need to be applied to technological products, like the ones that we produce, contain certain elements for which, in 2019, we decided to invest in young talent that would like to undertake a training course in the industrial automation sector.
It is for this reason that the first Academy of Bonfiglioli Engineering was created and supported by the state of Emilia-Romagna in Italy, with the scope of transferring part of our know-how to the students, who were given a recognized Electrical & Electronical Technician certificate, at the end of the training.
The Academy undertook an activity of 6 weeks comprising of theory and practical training, imparted at the company premises. The students were able to see the production process including mechanical and electrical assembling and quality control, putting their theoretical training to practice.
8 Bonfiglioli Engineering technicians were nominated as Trainers, to help in the training of 10 students and impart technical knowledge, work and team culture, flexibility and problem-solving that characterize our modus operandi.
The students concluded their training at the end of December by undertaking an exam and all that is left now is to wish them best of luck!
BONFIGLIOLI ENGINEERING ACADEMY

12
B . E . I N S P E C T I O N P O S TB . E . I N S P E C T I O N P O S T
PART 2
Calibration Overview... We have learnt in part 1 of this article that measurements provided by laser system are unitless so it is necessary to correlate these numbers with certified references, the so called Standards. It is possible to calibrate the Headspace Gas Analysis (HGA) to return measurements in gas concentration or total pressure in pressure units (mbar, PSI, Torr, KPa). The calibration procedure is similar for both cases; the difference is related to references you are using.
If we want HGA returns gas concentration measurements, we need to decide how many reference points to use as first step. These points are used to build the calibration curve which correlates raw data measured by laser with known values of gas concentration. It is fundamental to have certified tanks of gas type we want to measure, e.g. if we want to detect Oxygen we need to build Standards at different Oxygen concentrations. Certified mixtures of Nitrogen and Oxygen can be easily found on the market. A clear exchange of information with Customer is very important during this phase, because the Standards must be prepared with the same type of containers and pressure levels Customer is used to. Measurements range and accuracy required are other points to clarify with Customer. These are critical parameters because can introduce bounds related to production performance requirements.
PARTE 2
Panoramica sulla calibrazione… Nella prima parte di questo articolo abbiamo visto che le misurazioni effettuate da un sistema laser sono senza unità, per cui è necessario correlare questi numeri a riferimenti certificati, i cosiddetti Standard. È possibile calibrare l’analisi del gas nello spazio di testa (HGA, Headspace Gas Analysis) per ottenere misurazioni della concentrazione di gas o pressione totale in unità di pressione (mbar, PSI, Torr, KPa). La procedura di calibrazione è simile per entrambi i casi; la differenza riguarda i riferimenti utilizzati.
Per ottenere misurazioni della concentrazione di gas con l’HGA, occorre innanzitutto decidere quanti punti di riferimento utilizzare. Questi punti servono a generare la curva di calibrazione che collega i dati grezzi misurati dal laser a valori noti di concentrazione del gas. È fondamentale possedere serbatoi certificati del tipo di gas che si intende misurare, ad es. per rilevare ossigeno occorre creare Standard con diverse concentrazioni di ossigeno. Sul mercato si possono trovare facilmente miscele di azoto e ossigeno certificate. In questa fase è importante un chiaro scambio di informazioni con il cliente, poiché gli Standard devono essere preparati con lo stesso tipo di contenitori e gli stessi livelli di pressione che utilizza abitualmente. Con il cliente occorre chiarire anche altri aspetti, come l’intervallo di misura e la precisione richiesti. Questi parametri sono fondamentali poiché possono definire limiti correlati ai requisiti di produzione.
#TRENDING #TRENDINGHeadspace Gas Analysis: What’s On The Shelf?
By Davide Formenti
Headspace Gas Analysis: Qual È L’offerta?
By Davide Formenti

13
B . E . I N S P E C T I O N P O S T
Questo aspetto, che richiede particolare attenzione nella configurazione di un sistema di verifica in linea, non è così importante se si tratta di apparecchiature da laboratorio, a meno che non si lavori con batch che richiedono di testare un preciso numero di contenitori in un determinato intervallo di tempo.
Gli Standard vengono ottenuti mettendoli in una piccola camera saturata con la miscela di gas ad un preciso livello di pressione.
La procedura è pressoché simile se occorre creare Standard con un diverso livello di pressione interna, qualora con l’HGA si intenda ottenere un livello di pressione anziché concentrazioni di gas. In questo caso la camera non viene riempita di gas ma di aria a diversi livelli di pressione. Ad esempio perché il cliente è interessato a misurare la pressione interna al contenitore quando utilizza l’alto vuoto per proteggere il suo prodotto. In questo caso i dati grezzi misurati con il laser vengono collegati a valori noti di pressione.
Il caso di Standard per calibrare l’HGA allo scopo di misurare concentrazioni di umidità è leggermente diverso poiché si basa sull’umidità relativa (RH %) di equilibrio delle soluzioni di sale sature. È stata creata una tabella di riferimento che indica l’RH % in un preciso intervallo di temperature. Ad es. con il cloruro di sodio a 20 °C si ottiene il 75,47 % ±0,14 %. Per ottenere diverse RH% si possono utilizzare altri sali. La curva di correlazione finale viene calcolata esattamente come negli altri casi.
Gli Standard hanno una data di scadenza dopo la quale è necessario sostituirli con nuove serie.
This issue is particularly felt if we are configuring an in-line inspection system, not so important if we are managing laboratory equipment unless you are working with batches requiring test of a precise number of containers in a certain time slice.
We build our Standards placing them in a small chamber we saturate with the gas mixture at a precise pressure level.
The procedure is quite similar if we need to build Standards at different level of internal pressure because we want HGA returns pressure level instead of gas concentrations. In this case the small chamber is not filled with gas, but air at different pressure levels. E.g. Customer is interested to measure container internal pressure when he uses high vacuum to protect his product. In this case we correlate raw data measured by laser with known values of pressure.
The case of Standards to calibrate HGA to measure moisture concentrations is a little bit different because it is based on equilibrium relative humidity (RH %) of saturated salt solutions. A reference table has been filled in to provide RH % at a precise temperatures range. E.g. Sodium Chloride at 20 °C guarantees 75.47 % ±0.14 %. Others salts can be used to obtain different RH %. The final correlation curve is calculated exactly in the same way of other cases.
Standards have expiring date so after that it is necessary to substitute them with new sets.
B . E . I N S P E C T I O N P O S T

14
B . E . I N S P E C T I O N P O S T
Industrial Application Overview for packaging… I hope you have acquired a better understanding of TDLAS technology so you could appreciate its applications to industrial automation.
Bonfiglioli Engineering has enriched its automation’s fleet with always new devices focusing R&D activities on process optimization and sensitivity increasing of measurement systems.
Bonfiglioli Engineering can offer many solutions covering laboratory requirements as well as more complex situations requested by Pharmaceutical industrial sector. The following part of document is dedicated to brief description of them.
For laboratory issue we have the Laser Cube. Thanks to its small dimensions it can be easily placed on a laboratory table. It can test different type of containers up to 250 ml size, fast change over format and automatic height adjustment are its strength points.
Looking for semi-automatic equipment we can offer the LVA 150. This machine has a tray-to-tray infeed/outfeed system. It can be used for At-Line (i.e. not linked to a production line) applications thanks to presence of wheels in its basement that makes simple the movement from one place to another of the plant. It provides a right compromise between accuracy and performance guaranteeing production speed up to 60 cpm.
If Customer needs automations for In-Line testing purposes, Bonfiglioli Engineering can offer two different solutions: LVA 600 and The Combi.
Panoramica delle applicazioni industriali per il confezionamento…
Spero abbiate acquisito una miglior comprensione della spettroscopia ad assorbimento laser (TDLAS) in modo da poterne valutare le applicazioni nell’automazione industriale.
Bonfiglioli Engineering ha arricchito la sua gamma di prodotti per l’automazione con dispositivi sempre nuovi concentrando le attività di ricerca e sviluppo su ottimizzazione dei processi e aumento della sensibilità dei sistemi di misura.
Bonfiglioli Engineering può offrire molte soluzioni per esigenze di laboratorio così come per situazioni più complesse richieste dall’industria farmaceutica. La parte seguente del documento è dedicata a una breve descrizione di queste soluzioni.
Per l’impiego in laboratorio abbiamo il Laser Cube. Grazie alle sue dimensioni ridotte può essere facilmente posizionato su un banco da laboratorio. Può testare diversi tipi di contenitori fino a 250 ml, i suoi punti di forza sono il rapido cambio di formato e la regolazione automatica dell’altezza.
Per quanto riguarda i dispositivi semiautomatici possiamo offrire l’LVA 150. Questa macchina è dotata di un sistema di alimentazione/scarico da vassoio a vassoio. Può essere utilizzato per applicazioni “At-Line” (ovvero non legate a una linea di produzione) grazie alla presenza di ruote nel basamento che ne facilitano lo spostamento da un luogo all’altro dell’impianto. Rappresenta il giusto compromesso fra precisione e prestazioni, garantendo velocità di produzione fino a 60 cpm.
Qualora si richiedano unità automatiche per prove in linea, Bonfiglioli Engineering può offrire due soluzioni diverse: LVA 600 e The Combi.
14

15
B . E . I N S P E C T I O N P O S TB . E . I N S P E C T I O N P O S T
LVA 600 is a machine with low impact installation, because it can be upgraded to run up to 600 cpm without very affect on production line; Customer could decide to install only one laser unit and have further units during future upgrade based on budget availability. This machine can offer great flexibility combining more laser units of the same type to solve issues related to accuracy or production speed or mix different type of laser units (e.g. one laser for Oxygen and one for Moisture) to cover different products type for example lyophilized and liquid in the same frame without further format parts.
Last but not least, The Combi. This machine is very interesting, it can combine different testing types on the same footprint. We can have a carousel for leak detection bound to a second carousel setup with one or more laser units. Also in this case it is possible to have different types of laser units. Furthermore this machine can be configured with visual inspection features instead of leak detection ones. Our At-Line and In-Line automations don’t need to test periodically references to keep aligned laser absorption line during normal processing. Neither we need purging with Nitrogen flow to have a clean zone nearby measurement point both with Oxygen or Moisture inspection; we put in place other tricks that let us machine simplifications.
LVA 600 è una macchina con installazione a basso impatto poiché può essere configurata per velocità fino a 600 cpm senza influire sulla linea di produzione; il cliente può decidere di installare una sola unità laser e aggiungerne successivamente altre, in base al budget disponibile. Questa macchina offre una grande flessibilità combinando più unità laser dello stesso tipo per risolvere problemi legati alla precisione o alla velocità di produzione o combinando diversi tipi di unità laser (ad es. un laser per ossigeno e uno per umidità) per diversi tipi di prodotto, ad es. liofilizzato e liquido nella stessa struttura senza ulteriori parti di formato.
Infine, ma non meno importante, The Combi. Questa macchina è molto interessante perché può combinare diversi tipi di prove nella stessa unità. Possiamo avere una giostra per il rilevamento perdite collegata a una seconda giostra con una o più unità laser. Anche in questo caso è possibile avere diversi tipi di unità laser. Inoltre questa macchina può essere configurata con funzioni di ispezione visiva anziché di rilevamento perdite. I nostri sistemi automatici “At-Line” e “In-Line” non devono testare periodicamente dei riferimenti per mantenere l’allineamento dell’assorbimento laser durante la normale lavorazione. Non occorre nemmeno un flusso di azoto per avere un punto di misura in prossimità della zona pulita con verifica di ossigeno o umidità; adottiamo altri accorgimenti che ci consentono semplificazioni della macchina.

16
We have recently blown out the candles for the 20 years of the main character of the internet revolution, Google, this made us think about the days when you had to remember a website name to visit it and Netscape was still the most used browser… it also allows to take a retrospective look at what happened during the last decades of the 20th century in the pharma industry concerning leaks and their prevention.
With the support of published material from Dana Guazzo, former independent consultant of Bonfiglioli Engineering, we will take a brief journey that crosses pharmaceutical industry, technology developments and regulatory requirements.
Primary leak concerns arose in a significant way back in the 1950s and ‘60s due to the presence of glass ampoule tip cracks that could seriously endanger the maintenance of sterility of the finished drug. At that time, the first physical leak test methods were implemented, such as dye ingress, radionuclide liquid tracer and helium spark, but no explicit regulation was yet implemented.
In 1971, the contamination of Large Volume Parenteral glass bottles, caused by integrity failure, lead to thousands of deaths in the U.S. and nation-wide product recall. This big case increased the attention of the scientific world bringing to the development of new and more accurate studies on microbial ingress. Subsequently, in the 1980s microbial challenge tests became a standard for leak testing in different approaches, as also referenced in PDA Bulletin No. 4 “Aspects of CCI” (1983 ) – static challenge, aerosol challenge and immersion challenge – it was also including some physical methods like Vacuum retention, Vacuum chamber, Internal pressure, Dye immersion and Seal force.
STORIE DI “LEAK”“LEAK” STORIES
B . E . I N S P E C T I O N P O S T
Google ha compiuto 20 anni di internet revolution, questo ci fa pensare ai giorni in cui uno doveva ricordare il nome del sitoweb per visitarlo e Netscape era ancora usato come browser… ci fa avere anche un retro spetto su ultime decadi nella industria Pharma riguarda leaks e la loro prevenzione.
Con il support del materiale pubblicato da Dana Guazzo, allora consulente di Bonfiglioli Engineering, facciamo un breve viaggio che attraversa l’industria farmaceutico, sviluppi tecnologici e le necessità regulatory.
I primi problemi di leak sono usciti fuori negli anni 1950 e 60 per la presenza delle fessure sulla ampoule che potevano seriamente danneggiare la sterilità del prodotto finito. Era in quel momento che i metodi di leak test erano implementati di tipo dye ingress, radionuclide liquid tracer e helium spark, ma non esisteva una regola esplicita ancora implementato.
Nel 1971, la contaminazione del Large Volume Parenteral bottiglie di vetro, da fallimento di integrità, causato migliaia di morti negli USA con un recall dei prodotti. Questo caso ha creato maggiore attenzione nel mondo scientifico, creando la strada per studi accurati su microbial ingress. Successivamente, negli 1980, test microbici sono diventati un standard per leak testing, anche nel PDA Bulletin No. 4 “Aspects of CCI” (1983 ) – static challenge, aerosol challenge e immersion challenge – includendo anche qualche metodo fisico del tipo Vacuum retention, Vacuum chamber, Internal pressure, Dye immersion e Seal force.

B . E . I N S P E C T I O N P O S T
During the ‘90s, the regulatory attention increased tremendously leading to the development of guidelines and regulations from USP, PDA and FDA.
In particular, the FDA’s 1994 Guidance for Industry for the Submission of Sterilization Process Validation in Applications for Human and Veterinary Drug Products – aimed to evaluate the tests and studies performed to demonstrate the integrity of container/closure systems for all sterile drugs, including:
• Verify that all incoming container-closure components meet specifications.
• Determine studies adequately simulate the stress conditions of the sterilization process, handling and storage.
• Verify that the units tested in validation are appropriate (e.g., for terminally sterilized drug product, the units selected should be exposed to the maximum sterilization cycles using the production process).
• Sensitivity of the test is specified.
• Container-closure integrity is demonstrated during validation and as part of the stability program (in lieu of sterility testing), over the shelf life of the product.
USP General Chapter <1207> “Sterile product packaging – integrity evaluation” and PDA Technical Report 27 “Pharmaceutical Package integrity” both released in 1998 were now addressing the topic trying to create a more practical connection between regulations and technology. Both these guidelines are now a hot topic, the first one been recently revised, the second one under focus of a PDA Interest Group aiming to deliver a new Technical Report in the upcoming months.
Durante gli anni 90, l’attenzione è aumentata ancora di più, e sono stati sviluppati dei guidelines e regulations da USP, PDA and FDA.
In particolare, la Guida per l’industria da FDA’s del 1994 per la sottomissione di Sterilization Process Validation in Applications for Human and Veterinary Drug Products – aveva lo scopo da valutare i test e studi per dimostrare l’integrità del container/closure systems per tutti i tipi di sterile drugs, incluso:
• Verificare che tutti incoming container-closure components raggiungono le specifiche necessarie.
• Determinare gli studi accuratamente, simulando le condizioni di stress nella condizione di sterilizzazione, maneggiare e storage.
• Verificare che I campioni testate in validazione sono idonei (esempio, per sterilized drug product, I campioni selezionati dovrebbe essere esposto ad un massimo ciclo mdi sterilizzazione usando il processo di produzione).
• Sensitività del test viene specificato.
• Container-closure integrity è mostrato durante la validazione e durante la stabilità, per il shelf-life del prodotto.
USP General Chapter <1207> “Sterile product packaging – integrity evaluation” e PDA Technical Report 27 “Pharmaceutical Package integrity” tutti e due usciti nel 1998 hanno provato a creare una conessione più pratica tra regulations e technology. Questi due guidelines sono ora un tema molto interessante, il primo è stato di recente revisionato, il secondo invece è sotto focus di PDA Interest Group con lo scopo di offrire a nuovo Report Tecnico nei mesi successivi.
17

18
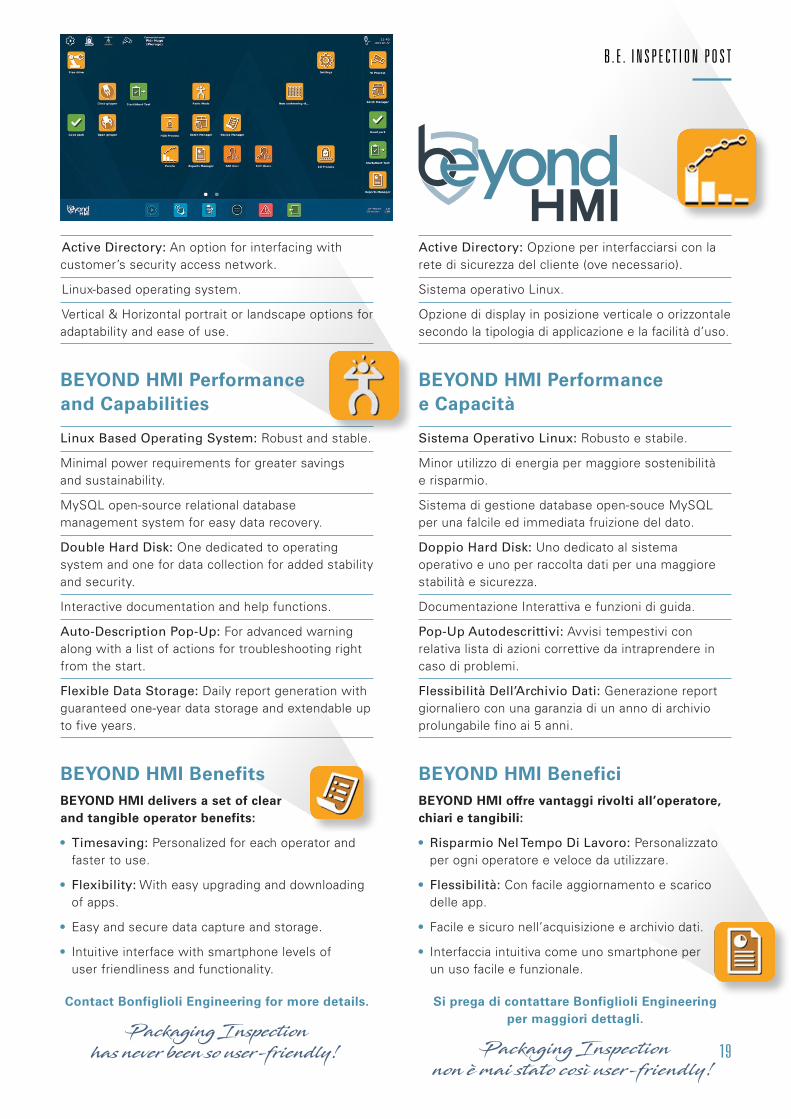
BEYOND HMI è la nuova interfaccia operatore di Bonfiglioli Engineering, studiata per trasformare e semplificare il “packing inspection” per tutti gli operatori che utilizzano le soluzioni Bonfiglioli Engineering.
BEYOND HMI è innovativo ed è stato progettato pensando: alle esigenze delle strumentazioni in ambito farmaceutico, all’importanza di sicurezza e affidabilità e al tempo stesso rendendo il tutto più semplice per chi lo utilizza per un lungo periodo. Bonfiglioli ha elaborato uno strumento intuitivo e facile da usare.
BEYOND HMI è applicabile alle macchine in linea di produzione di Bonfiglioli Engineering per: CCIT basato sul metodo di Vacuum & Pressure decay, il controllo visivo, l’headspace gas analysis e non per ultimo anche per il laboratorio semiautomatico: SAIL (Smart Automated Inspection Laboratory).
BEYOND HMI Design e BeneficiIl Sistema è progettato per essere user-friendly, intuitivo, ergonomico, flessibile, con la capacità di controllare tutte le funzioni della macchina, per qualsiasi soluzione di ispezione in linea di produzione. L’obiettivo è di presentare una soluzione sempre più semplice e personalizzabile.
Qui di seguito le caratteristiche di BEYOND HMI:
Interfaccia con icone e touchscreen intuitivi e user-friendly come uno smartphone.
Uno schermo personalizzato per ogni operatore, con la sensazione di accedere al proprio smartphone: tutto è più familiare.
Apps e widget con opzione drag & drop.
Barra del menù principale del pannello di controllo sempre visibile.
is the new Human-Machine Interface by Bonfiglioli Engineering, designed to transform and simplify packaging integrity inspection tasks for all operators that utilize Bonfiglioli solutions.
This advanced HMI recognizes that pharmaceutical and medical devices must function with total reliability and assured safety, and at the same time be easy on who operates them for hours together. As a result, Bonfiglioli Engineering has taken into consideration the requirements for an intuitive and easy to use HMI.
BEYOND HMI is applied to the control in-line rotary machines of Bonfiglioli for CCIT, leak pressure, visual inspection testers, headspace gas analyzers and the Smart Automated inspection Laboratory.
BEYOND HMI Design and FeaturesThe system is designed to be user-friendly, intuitive, ergonomic, adaptable, capable of controlling all machine functions and modular, suitable for fitting to any testing or inspection solution. The overall aim was to make packaging Inspection simpler and more personalized than ever before.
All of these objectives are reflected in the feature set for BEYOND HMI, including:
An icon and touchscreen-based interface that is as intuitive and user-friendly as any smartphone or mobile tablet.
A personalized screen for each operator, so it feels like having access to his smartphone.
Apps and widgets with drag & drop functionality.
Fixed bar bottom menu of control panel.
B . E . I N S P E C T I O N P O S T
B.E. BEYOND HUMAN MACHINE INTERFACE (HMI)
19
Active Directory: Opzione per interfacciarsi con la rete di sicurezza del cliente (ove necessario).
Sistema operativo Linux.
Opzione di display in posizione verticale o orizzontale secondo la tipologia di applicazione e la facilità d’uso.
BEYOND HMI Performance e Capacità
Sistema Operativo Linux: Robusto e stabile.
Minor utilizzo di energia per maggiore sostenibilità e risparmio.
Sistema di gestione database open-souce MySQL per una falcile ed immediata fruizione del dato.
Doppio Hard Disk: Uno dedicato al sistema operativo e uno per raccolta dati per una maggiore stabilità e sicurezza.
Documentazione Interattiva e funzioni di guida.
Pop-Up Autodescrittivi: Avvisi tempestivi con relativa lista di azioni correttive da intraprendere in caso di problemi.
Flessibilità Dell’Archivio Dati: Generazione report giornaliero con una garanzia di un anno di archivio prolungabile fino ai 5 anni.
BEYOND HMI BeneficiBEYOND HMI offre vantaggi rivolti all’operatore, chiari e tangibili:
• Risparmio Nel Tempo Di Lavoro: Personalizzato per ogni operatore e veloce da utilizzare.
• Flessibilità: Con facile aggiornamento e scarico delle app.
• Facile e sicuro nell’acquisizione e archivio dati.
• Interfaccia intuitiva come uno smartphone per un uso facile e funzionale.
Si prega di contattare Bonfiglioli Engineering per maggiori dettagli.
Active Directory: An option for interfacing with customer’s security access network.
Linux-based operating system.
Vertical & Horizontal portrait or landscape options for adaptability and ease of use.
BEYOND HMI Performance and Capabilities
Linux Based Operating System: Robust and stable.
Minimal power requirements for greater savings and sustainability.
MySQL open-source relational database management system for easy data recovery.
Double Hard Disk: One dedicated to operating system and one for data collection for added stability and security.
Interactive documentation and help functions.
Auto-Description Pop-Up: For advanced warning along with a list of actions for troubleshooting right from the start.
Flexible Data Storage: Daily report generation with guaranteed one-year data storage and extendable up to five years.
BEYOND HMI Benefits BEYOND HMI delivers a set of clear and tangible operator benefits:
• Timesaving: Personalized for each operator and faster to use.
• Flexibility: With easy upgrading and downloading of apps.
• Easy and secure data capture and storage.
• Intuitive interface with smartphone levels of user friendliness and functionality.
Contact Bonfiglioli Engineering for more details.
Packaging Inspection has never been so user-friendly! Packaging Inspection
non è mai stato così user-friendly!
B . E . I N S P E C T I O N P O S T

20
B . E . I N S P E C T I O N P O S T
I AM BONFIGLIOLI ENGINEERINGIO SONO BONFIGLIOLI ENGINEERINGMartin Farrugia, Area Sales Manager, Bonfiglioli Engineering, has been with the company for 11 years now. An extremely dedicated and friendly person, he has been a part of and made history with this company.
How many years have you been with the company? 12 years.
Company-Related Questions
Describe B.E. in 3 words. Interesting, Innovative, Challenging.
What do you find the most challenging at B.E.? Projects that our competitors are not willing to undertake.
What drew you to B.E. originally? And how has B.E. changed since? The technology that that was only available to a very few privileged companies and the opportunity to offer B.E. technology to leading manufacturers around the world. Today B.E. is world known for offering solutions in CCIT, HGA and VI.
What has been your favorite project at B.E.? The development of Combi machines for which I was fortunate to find the right customers to trust us with such projects.
What have you gained from working at B.E.? Experience in offering and Challenging HI Tech. Solutions to leading companies in my Asian market and understanding different cultures how to make business.
What is on your wish list for the next 10 years with B.E.? Where do you see B.E. in 5/10 years? I wish to be the first among our competitors to offer Challenging solutions and winning new orders.
I see B.E. in the next 5/10 years in leading Technologies in CCIT, HGA and VI and gaining momentum as world market leader in this field.
Martin Farrugia, lavora come Area Sales Manager presso Bonfiglioli Engineering da 11 anni. Una persona estremamente dedita al suo lavoro e molto socievole che è parte della storia di questa azienda.
Da quanti anni lavori in B.E.? 12 anni.
Domande Relative All’azienda
3 parole che useresti per descrivere B.E.? Interessante, Innovativo, Entusiasmante.
La cosa più stimolante per te in B.E.? Progetti che i nostri concorrenti non vogliono intraprendere.
Cosa ti ha attratto di B.E.? Cosa è cambiato da allora? La tecnologia che era disponibile solo per un numero limitato di aziende privilegiate e la possibilità di offrire la tecnologia Bonfiglioli ai produttori leader nel mondo. Oggi B.E. è conosciuto nel mondo per offrire soluzioni su CCIT, HGA e VI.
Quale è stato il tuo progetto preferito? Lo sviluppo delle machine combinate e la fortuna di aver trovato i clienti giusti che si sono fidati di noi con tali progetti.
Come ti sei arricchito lavorando a B.E.? L’esperienza nell’offrire e sfidare soluzioni HI Tech. alle aziende leader nel mio mercato Asiatico e capire le diverse culture su come creare business.
Cosa desideri nei prossimi 10 anni con B.E.? Come vedi B.E. nei prossimi 5/10 anni? Desidero diventare il numero uno tra i nostri concorrenti ad offrire soluzioni stimolanti, generando nuovi ordini.
Nei prossimi 10 anni vedo B.E. come leader nelle tecnologie: CCIT, HGA e VI e guadagnando terreno come leader mondiale in questo campo.

21
B . E . I N S P E C T I O N P O S T
Martin
Farrugia
Domande Personali
Hai un soprannome in ufficio? Qual è? Non che io sappia.
Se potessi cambiare qua una cosa del tuo lavoro, cosa sarebbe? Aumentare il personale in servizio post-vendita per minimizzare i momenti di fermo produzione delle nostre macchine.
Se potessi incontrare una persona nel mondo, viva o deceduta, chi sarebbe e perché? Lord Baden Powel il fondatore del Movimento dei Boys Scouts, a cui è venuta questa idea nel 1908 quando viveva a Malta, come soldato britannico. Fino all’età di 21 anni, ero un membro attivo di questo movimento che mi ha dato maggiore carattere e auto-disciplina che mi aiuta anche oggi nella vita quotidiana.
Illuminaci con qualcosa di te che ci sorprenderebbe. Dopo l’università ho lavorato per un paio di anni sulle navi mercantili come ufficiale elettrico; mi piace stare a contatto con la natura e mi piace praticare: trekking, campeggio, nautica, immersioni. Sono stato sul Kilimanjaro, nella base di accampamento sull’Everest, sul Toubkal, sull’Aconcagua, sull’Elbrus, e sull’Etna.
Quale l’abilità che vorresti avuto avere? Far volare aerei passeggeri.
Qual è il tuo passatempo preferito? Avventure all’aperto.
Ci sono hobby/attività che pratichi oltre a lavorare in Bonfiglioli Engineering? Vela, Trekking, Immersioni.
Qual è il tuo film preferito? Into Thin Air.
Qual è il tuo libro preferito? The Strange Last Voyage di Donald Crowhurst.
Personal Questions
Do you have an office nickname? What is it? Not that I know of.
If you could change one thing about working here, what would it be? Increasing work force in after sales to minimize down time of our machines.
If you could meet anyone in the world dead or alive who would it be and why? Lord Baden Powel the founder of the Boys Scouts Movement who happened to strike his idea in back in 1908 while based in Malta, as a British Soldier. The reason being is because up to the age of 21 years I was a very active member in this movement which gave me Character and self-discipline which helps me in everyday life.
Tell us something about yourself that would surprise us. After college I worked for a couple of years on cargo ships as an electrical officer, I am outdoors person so and I enjoy, Trekking, Camping, Boating, Diving. Been to Kilimanjaro, Everest base Camp, Toubkal, Aconcagua, Ulbrus, and Etna.
What is an ability you wish you had? Flying Commercial Aircraft.
What is your favorite pass-time? Adventure in the Outdoors.
Are there any hobbies/activities you do besides working in Bonfiglioli Engineering? Sailing, Trekking, Diving
What is your favorite movie? Into Thin Air
What is your favorite book? The Strange Last Voyage of Donald Crowhurst.
22
B . E . I N S P E C T I O N P O S T
In 2020, Bonfiglioli Engineering will be present at the following shows and we will be happy to welcome you and listen to your queries and offer solutions.
Metpack: 05-09th May 2020, in Messe Essen, Germany. The world’s leading fair for metal packaging welcomes approximately 7,200 visitors, with 86% being decision makers and 300 exhibitors.
Interpack: 07-13th May 2020, in Düsseldorf, Germany. One of the world’s most important fairs with about 2,866 exhibitors from 55 countries and 170,000 visitors from 169 countries, that offers the entire value chain, primarily being companies that offer packaging and process technology in the fields of food and beverages, confectionery and bakery products, pharmaceuticals and cosmetics, non-food consumer goods and industrial goods or related services.
Pack Expo: 8-11th November 2020, in Chicago, USA. This is the largest packaging show in North America and welcomes over 30,000 packaging industry professionals. It holds over 2,000 exhibitors with 900K net sq. ft. of exhibits, offering educational sessions and networking lounges other than state-of-the-art packaging equipment, supply chain solutions, automation technologies, materials and containers.
P-Mec: 25-27th November 2020, in Greater Noida, India. After a successful 3rd edition in Delhi, the India Pharma Week will return in 2020: a week packed with events alongside CPhI and P-MEC as the hub of the growing Indian Pharma Industry, with over 50,000 pharma professionals from 122 countries.
Nel 2020, bonfiglioli engineering sara’ presente a questi eventi a cui saremo lieti di darvi un caloroso benvenuto ed ascoltare le vostre domande ed offrire soluzioni.
Metpack: 05-09 Maggio 2020, a Essen, Germania. L’evento leader mondiale dell’imballaggio metallico prevede, come in ogni edizione, circa 7200 visitatori, di cui circa 86% decision-makers e 300 espositori.
Interpack: 07-13 Maggio 2020, a Düsseldorf, Germania. Uno dei più importanti eventi con circa 2,866 espositori da 55 paesi e 170,000 visitatori da 169 paesi, che offre l’intera catena del valore rappresentata principalmente da aziende che offrono packaging e processi di tecnologie nei settori food & beverage, della produzione dolciaria e panificazione, farmaceutico e cosmetico e tant’altro, incluso i relativi servizi.
Pack Expo: 8-11 Novembre 2020, a Chicago, USA. È l’evento più grande del Nord America e prevede oltre 30,000 professionisti che lo visitano dal mondo del packaging. Ci saranno oltre 2,000 espositori con sessioni educative, soluzioni supply chain, tecnologie dell’automazione, dei materiali ecc.
P-Mec: 25-27 Novembre 2020, a Greater Noida, India. Dopo un terzo anno di successo a Delhi, India Pharma Week ritornerà di nuovo nel 2020. Sarà una settimana piena di eventi insieme a CPHI e P-mec come hub della crescente industria farmaceutica in India, con oltre 50,000 professionisti dal mondo farmaceutico provenienti da 122 paesi.
B.E. IN THE LIMELIGHTFOCUS B.E.

ATTENDIAMO FEEDBACKWE LOVE FEEDBACK
Don’t be Shy! E-Mail Us atNon Essere Timido! Scrivici @[email protected]
SEGUITECI SUI SOCIALCONNECT WITH US
Bonfiglioli Engineering Srl BonfiglioliEng
Bonfiglioli Engineering Srl
B . E . I N S P E C T I O N P O S T
23

www.bonfiglioliengineering.com