aws j1 committee on resistance welding equipment · pdf fileaws j1 committee on resistance...
TRANSCRIPT

AWS J1 COMMITTEE ON RESISTANCE WELDING EQUIPMENT
ROADMAP FOR RESISTANCE WELDING ELECTRODE STANDARDS
Edition 1.0 (DRAFT)
December 18, 2012

Roadmap for RW Electrode Standards Page 2 of 22 Edition 1.0 - Draft – December 18, 2012
Executive Summary This Roadmap has been prepared to facilitate a J1 Committee effort to address US standards relating to resistance welding electrodes. For the purposes of this document, the term electrodes is being used generally to describe all forms of electrodes, electrode caps, electrode adapters, electrode holders, and other related components. Many of the US electrode standards originated with the Resistance Welder Manufacturers Association and leading users during a period from about 1940-1966. There have been subsequent attempts to make some refinements to the standards. However, documentation of the range of US standards related to resistance welding electrodes needs to be made current and available. Standards originating from outside the US have also become important as the global economy matures. By facilitating the development of American National Standards for electrodes, the J1 Committee will aid efforts to apply and refine electrode product standards. In the 2012 RWMA Committee Membership Directory there are almost 50 members who indicate they manufacture or distribute resistance welding electrodes. With such a large pool of experience and talent, meaninful advancement of ANSI standards should be achievable in short order with negligible impact to other J1 Committee projects. The Roadmap is expected to evolve as the J1 Committee refines an approach to related standards activities. The initial focus recommended is to identify the current state of the art and issues facing both manufacturers and users. The committee participants will be able to prioritize the issues identified to maximize the benefit of standards activities. The expected result will be US standards with global relevance, to assist users in making informed product choices.

Roadmap for RW Electrode Standards Page 3 of 22 Edition 1.0 - Draft – December 18, 2012
1. Purpose and Scope This Roadmap document is intended to facilitate coordination of U.S. concensus standards activities related to resistance welding electrodes and related components including:
o materials o electrodes o electrode adapters o electrode holders o taper inspection gages
This Roadmap addresses both US customary and metric dimensioned components. The Roadmap includes a description of standards which are not within the perview of the J1 Committee. Their inclusion is to ensure compatibility of standards activities - not to suggest all the standards should be the responsibility of the J1 Committee. 1.1. Overview and Background While the AWS standard D8.6-2005, Specification for Automotive Resistance Spot Welding Electrodes, contains some fundamental technical information which retains relevance, the document no longer reflects the present state of the art or the scope of components employed by U.S. industry. AWS D8.6-2005 was in large part based in part on the historical Resistance Welder Manufacturers’ Association (RWMA) standard, Bulletin 16 - Resistance Welding Equipment Standards (1996). There has been some more recent activity to update the relevant ISO standards but they remain inadequate to address the diversity and breadth of technical requirements for resistance welding applications in the U.S. The J1 Committee on Resistance Welding Equipment has the responsibility for the subject matter and an interest to develop appropriate standards to aid and guide industry. A decision has been made by the committee to replace the D8.6-2005 standard with one or more documents instead of revising it. 1.2. About the J1 Committee The J1 Committee on was formed in 2005 to prepare standards related to the design, construction, calibration, safe operation, and maintenance of resistance welding consumables, components, and machinery. The initial membership of the J1 committee reflected the organization of the RWMA technical committees it succeeded (controls, electrodes, electrical, and mechanical). The activities of the J1 Committee have not yet engaged the princlple industry segments using, producing, or selling the electrodes and related products addressed by this roadmap. The 2012 RWMA membership cross reference includes 35 member companies who indicate they manufacture electrodes and an additional 14 who distribute them. An objective of the J1 Committee should therefore be to engage these organizations and any other interested parties to produce American National standards relevant and beneficial to their interests and those of the broader U.S. end user community. 1.3. Use of This Roadmap This roadmap is intended communicate the J1 Committees strategy in this field as well as the status of ongoing technical work. The objectives of this roadmap are to:
o support a concensus approach to identification and prioritization of standards projects. o communicate a standards development strategy to solicit participation. o engage participants in project commitment and execution. o provide potential participants with information they need to garner support for participation. o establish goals and objectives with appropriate time lines to ensure project focus and timely
deliverables.

Roadmap for RW Electrode Standards Page 4 of 22 Edition 1.0 - Draft – December 18, 2012
o explain changes to standards presently being considered and any anticipated in the future to facilitate cooperation with other standards developers who have interests congruent with the U.S.
Since the information addressed by this Roadmap is not static this document should be revised periodically by the J1 committee to keep it up-to-date. 1.4. Roadmap Overview. The work of the J1 committee cannot be done in isolation so Section 2 of the roadmap examines the parties responsible for establishing standards and the end users who specify them. Section 3 of the roadmap reviews the current state of standardization related to various product segments. Section 4 of the roadmap identifies the scope and timelines of projects identified by the J1 Committee. 2. Standards Numerous standards development organizations (SDOs) have responsibilities for standards which are relevant to this subject matter. Other organizations may require, cite, or specify the concensus standards. The work of the J1 Committee must consider these standards and uses in the planning and execution of new concensus standards. 2.1. Standards Development Organizations (SDOs) The SDOs listed in this section have publications or responsibilities which may have an impact on the work of the J1 Committee. This impact may be direct if the SDO has established requirements or expectations, or more subtle if the reference is casual and could be affected by definition or specification through the work of the J1 committee. Appendix A lists industry concensus standards which relate to resistance welding electrodes. 2.1.1. AWS Committees There are AWS committees with documents involving resistance welding which may reference or specify requirements relating to resistance welding electrodes.
2.1.1.1. A2B, Subcommittee on Definitions – This committee is responsible for drafting of A3.0M/A3.0:
Standard Welding Terms and Definitions, which includes definitions of the terms relevant to the subject matter of this roadmap. 2.1.1.2. C1, Committee on Resistance Welding – The C1 Committee is responsible for drafting standards related to the application of the resistance welding process. AWS C1.1M/C1.1, Recommended Practices for Resistance Welding, includes many references to electrode selection. This includes specific recommendations regarding material choices and geometry. 2.1.1.3. C3D, Subcommittee on Brazing Specifications – AWS C3.9M/C3.9, Specification for Resistance Brazing, refers the reader to the AWS Brazing Handbook, which includes some very basic electrode selection information. There is a preference expressed for electrodes made of graphite. 2.1.1.4. D8D, Subcommittee on Automotive Resistance Spot Welding – AWS D8.9M:2012, Test Methods for Evaluating the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials, includes 406 references to “electrode” including electrode terminology and material/dimensional requirements (Annex A) to facilitate the perscribed evaluation process. 2.1.1.5. D17D, Subcommittee on Aerospace Resistance Welding – AWS D17.2/D17.2M, Specification for Resistance Welding for Aerospace Applications, includes a reference to electrode classification.

Roadmap for RW Electrode Standards Page 5 of 22 Edition 1.0 - Draft – December 18, 2012
2.1.2. ASTM International (ASTM) – ASTM (formerly the American Society for Testing and Materials) Committee B05 on Copper and Copper Alloys is responsible for: “The formulation and standardization of specifications, the development of qualifications data and test methods, and the stimulation of research on copper refinery shapes, copper and copper alloy castings, and copper and copper alloy wrought products.…Products excluded are wires specified for use as electrical conductors.” The ASTM and the Society of Automotive Engineers jointly manage the Unified Numbering System (UNS), which is the accepted alloy designation system in North America for wrought and cast copper and copper alloy products. The UNS designation system is an orderly method of defining and identifying coppers and copper alloys; it is not a specification. It eliminates the limitations and conflicts of alloy designations previously used and at the same time provides a workable method for the identification marking of mill and foundry products. 2.1.3. Copper Development Association (CDA). The UNS designation system (not technically a specification) for wrought and cast copper and copper alloy products is administered by the Copper Development Association Inc. New designations are assigned as new coppers and copper alloys come into commercial use, and designations are discontinued when an alloy composition ceases to be used commercially. Anyone may request changes in the list. New designations are assigned if a copper or copper alloy meets three criteria:
o The complete chemical composition is disclosed. o The copper or copper alloy is in commercial use or is proposed for commercial use. o The composition does not fall within the limits of any designated composition already in the list.
2.1.4. International Organization for Standardization (ISO). Resistance welding equipment standards are the responsibility of technical committee TC 044 (Welding and allied processes); subcommittee SC06 (Resistance welding and allied mechanical joining); work group WG 02 (Resistance welding equipment). Currently, the U.S. holds the Secretariat for this ISO work group. The American Welding Society (AWS) is the American National Standards Institute (ANSI) Technical Advisory Group (US-TAG) Administrator. 2.1.5. United States Council For Automotive Research LLC. (USCAR). “The mission of the USCAR NAAMS Task Force (Assembly and Stamping Standards) is to describe and define the components that have been adopted as standard among the USCAR OEMs when designing and constructing stamping dies and body assembly tools for sheet steel body components.” The Modular Welding Gun Subcommittee has been inactive since March 29, 2006, when the original committee objectives were satisfied. The possibility exists to reactivate the committee to address new requirements of the USCAR stakeholders. Until this occurs, the standards remain available on the NAAMS standard website and may be cited or incorporated if attribution is given. 2.2. Standards Citations. For the purposes of revision coordination, it is important to recognize where citation of standards exists. 2.2.1. Commercial Standards and Contracts. While the trend is for users to specifiy UNS numbers, there are a lot of specifications and contracts, engineering drawings, training documents, and work instructions, which include references to RMWA material classification. The necessity and requirements for End User transitioning to standards should be considered by the J1 Committee. The impact on material distributors should also be considered since it may be necessary to adapt a system of RWMA class tracibility to one based on UNS alloy designation. 2.2.2. Codes. There are codes which include citations which may be affected by the revision of stadards. The committee should identify additional references relevant to this discussion of resistance welding

Roadmap for RW Electrode Standards Page 6 of 22 Edition 1.0 - Draft – December 18, 2012
electrode standards. One example is the 2010 ASME International Boiler and Pressure Vessel Code – Section IX, Welding and Brazing Qualifications, which includes two references.
“QW-409.13. A change from one Resistance Welding Manufacturer’s Association (RWMA) electrode class to another. In addition, a change in the following: (a) for spot and projection welding, a change in the nominal shape or more than 10% of the contact area of the welding electrode (b) for seam welding, a change of thickness, profile, orientation, or diameter of electrodes exceeding 10%”
“QW-409.18. A change in the procedure or frequency of tip cleaning.”
2.2.3. International Standards. The 2008 version of ISO 5182, Welding -- Materials for resistance welding electrodes and ancillary equipment, includes a table (Table C.1) relating different alloy designations and comparable properties to the RWMA classification number. There are a sixteen (16) existing ISO product standards listed in Annex A. 3. Standard Development Topics This section catagorizes the wide range of possible standarization subjects into topic categories that span product item types and roughly mirror the ISO standard segmentation. It is not the intent of this document to suggest each of these topic categories should/could be the subject of a J1 standard. Topics categories to be described here include:
o materials o tapers o electrode caps o electrode adapters o electrodes o electrode holders o test methods
3.1. Materials The RWMA material classification system is widely used internationally and is the principle exposure users have with the “RWMA” brand. Dispite the familiarity with terms such as “RWMA Class 2” or simply “Class 2” material, the most prevalent questions posed to the RWMA demonstrate a lack of understanding of the classification system. At present, the only active printed reference to the classification system is the RWMA Resistance Welding Manual. The references in the Manual are dated so an updated description is required. Some defincies of the current standard:
o Alloy information is out of date. Changes to the standard were approved by the RWMA Electrode and Alloy Committee in 2000 but have never been published. Tom Chandler recently (6/12/2012) worked with the Copper Development Association (CDA) to amend the standard chemical composition linked to the UNS alloy designation C18150 to align more closely with the ISO standard.
o The alignment with general rod and bar standards, such as ASTM B249, should be reviewed to ensure common mechanical specifications related to tolerances, straightness, etc.
o It does not address rolled plate - a common material form. o Annealed material and special grades (e.g., bending, cold forming) are not addressed. o There is no description of how materials can be added to the standard classifications.
A summary of standard documents related to materials is included in Table B1 of Appendix B. Copper and copper alloy materials commonly used for resistance welding electrodes include:
Roadmap for RW Electrode Standards Page 7 of 22 Edition 1.0 - Draft – December 18, 2012
o Brass: C26000, C33000, C36000, C36500, C37700 o Bronze: C46400, C61300/C61400, C62500, C63000, C86300, C93200, C95200, C95400 o Copper: C11000, C12200, C14500, C15000, C15725, C15760, C17200, C17510, C18000,
C18100, C18150, C18200, C82200 Questions to lead to an action plan to address the need for an American National Standard for Resistance Welding Materials include:
1. Should the RWMA designation system be salvaged? 2. Can a modified adoption of the ISO standard be an appropriate basis for a new U.S. standard? 3. Should the physical properties reported be expanded to include such characteristics as fatigue
strength limit, grain size, and density? 3.2 Tapers The RWMA established electrode and cap electrode standards. The RWMA standard tapers have been supplemented in the market over time with additional tapers, not the least of which is the ISO 1/10 taper standard. There are technical and business reasons the wide range of standards will continue to be used. The principal driver limiting the proliferation of tapers is commercial standardization – in general, the piece price of a part decreases with increased production quantity. All things equal, Users in pursit of cost savings will naturally migrate the business towards an industry standard. In recent years, many large US users have pursued cost savings by adoption of ISO standard tapers. At the same time, this change supported a corporate initiative to globally standardize welding system design. The issues with the the existing standards are:
o The 1/9.6 female cap taper (Asian standard) is not reflected in any of the published standards. o There are many variations of many standards - even amongst the purported adopters of ISO
standards. o Common taper drawings are very generic and do not sufficiently describe tolerances. o The typical drawing dimensioning methodology does not satisfy the requirements of common
manufacturing processes. The original drawings consider only machining processes. Forming processes require alternative methods of dimensioning (i.e., using a gage line reference)
o The electrode taper standards frequently do not address the mating adapter taper (e.g., length of cap taper, length of adapter taper, interference fit).
A summary of standard documents related to tapers is included in Table B2 of Appendix B. Questions to lead to an action plan to address the need for an American National Standard for Resistance Welding Tapers include:
1. Should there be a single document to show the range of widely used taper standards including: - Female caps (1/10, 1/9.8, 1/9.6) - Male caps (1/10, RWMA [Morse], 3/8” taper, Ford WC1, Ford WC11) - Electrode tapers (1/5, 1/10, RWMA [Morse])
2. Should the discussion be limited to tapers or expanded to include all types of electrode fixing including: tapered, threaded (e.g., cap threads, pipe thread adapters, straight thread adapters), seam welding wheel bolt patterns and other common connections?
3.3 Electrode Caps The RWMA standard male and female cap geometries are not widely used. The most recent version of the ISO female cap standard (ISO 5821:2009, Resistance spot welding electrode caps) includes a new series of caps (Annex A) that are not likely to ever be used.

Roadmap for RW Electrode Standards Page 8 of 22 Edition 1.0 - Draft – December 18, 2012
It should be considered if an arbitrary standard is the best way to go, or if it is preferrable just to include as many options as possible. A limited number of generic cap drawings could be used to tabulate an almost unlimited number of cap geometries. This could help guide users to existing solutions instead of having everyone come up with something new. A summary of standard documents related to electrode caps is included in Table B3 of Appendix B. Questions to lead to an action plan to address the need for an American National Standard for Resistance Welding electrode caps include:
1. Should the discussion be limited to tapered male and female caps or include others such as paddle holder (straight or tapered) caps, backup electrodes (including hard faced), threaded caps?
2. Should the discussion include water cooling options or bottom end profiles (formed [flat, or dimpled], drilled, step drilled)?
3. Should there be an effort to standardize wear line methodologies? 4. Should there be agreement on identification markings? 5. Should the discussion include cap removal, taper cleaning, life expectation (mechanical wear),
electrode force capability, weld face selection? 3.4. Electrode Adapters The basic principles of the RWMA and ISO standard adapters are used in the marketplace. The wide range of products is due to the combinations of adapter diameter, shape, water hole geometry, and taper. The NAAMS standard addressed a deficiency of the ISO standard by establishing a metric electrode adapter comparible to the US 3/4” [19 mm] and 7/8” [22 mm] sizes. It also identified components with the additional function of transitioning between US and ISO standards tapers (i.e., an ISO adapter taper and a US cap taper on the other). It should be considered if an arbitrary standard is the best way to go, or if it is preferrable just to include as many options as possible. This could help guide users to existing solutions instead of having everyone come up with something new. A summary of standard documents related to electrode adapters is included in Table B4 of Appendix B. Questions to lead to an action plan to address the need for an American National Standard for Resistance Welding electrode adapters include:
1. Should there be a single document to show the range of common electrode adapter standards including: straight, offset, and bent electrode adapters
2. Should a standard include pipe and straight threaded electrode adapters? 3.5 Electrodes Both RWMA and ISO standards describe electrodes that are straight and others which include an offset, single or double bend. The principle issue is how much effort should be put into standards for parts that have limited application in such standard configurations. If the standard(s) are prepared, they should perhaps include a note to inform the reader that in many cases, an adapter and replacable cap may be preferrable. It should be considered if an standard is the best way to go, or if it is preferrable just to include as many options and special configurations as possible. This could help guide users to existing solutions instead of having everyone come up with something new.

Roadmap for RW Electrode Standards Page 9 of 22 Edition 1.0 - Draft – December 18, 2012
A summary of standard documents related to electrodes is included in Table B5 of Appendix B. Questions to lead to an action plan to address the need for an American National Standard for Resistance Welding electrodes include:
1. Is there sufficient usage of the components to warrant the effort required to define the standards? 3.6. Electrode Holders Both RWMA and ISO have standards for some holder configurations. The representations are limited and have limited use. It should be considered if a holder design standard is the best way to go, or if it is preferrable just to include as many options and special configurations as possible. This could help guide users to existing solutions instead of having everyone come up with something new. A summary of standard documents related to electrode holders is included in Table B6 of Appendix B. 3.7. Test Methods A summary of standard documents related to test methods is included in Table B7 of Appendix B. It seems there are opportunities for standards which recognize the nature of the product application. Examples include: testing for hardness, conductivity, dimensional accuracy or consistency, water flow rate, application life. 3.8. Other A summary of standard documents related to other standards is included in Table B8 of Appendix B. There are other opportunities the J1 Committee may consider for standardization beyond those listed. Examples include: water tubes, barrel locks, cable and shunt adapters. 4. J1 Committee Projects This section of the roadmap identifies J1 Committee projects and potential projects, along with specific objectives and timelines. This information should be considered for revision at every meeting of the responsible committee. At this time, there has been no consideration of the committee so there are no detailed projects specified. The proposal at this point is to circulate this document to the J1 Committee for a 30-day comment period before the J1 Chair incorporates any suggested changes. The objective then is to circulate the document to the members of the RWMA Committee to solicit interest in a discussion at the 2013 Annual meeting during the period of February 21 to 23, 2013 at the Saddlebrook Resort in Wesley Chapel, Florida. When there are some action items defined, it is recommended the project descriptions be incorporated here including at least the following information:
o Project ID o Project Title o Description o Start Date / Projected Start Date / Priority o Project Leader o Project Team o Activities / Timeline / Status

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
1 AWS D8.6:2005 Automotive resistance spot welding electrodes
“This specification outlines the requirements for resistance spot welding electrodes, hereafter referred to as AWS RSW electrodes or simply RSW electrodes. RSW electrodes shall comply with Resistance Welder Manufacturers' Association (RWMA) standards in addition to the specifications and requirements of this specification. In case of any conflict between RWMA standards and AWS standards, the AWS specification shall govern. Examples of several widely used commercially available standard automotive industrial type caps and shanks are shown in the informative annexes.”
98 Withdrawl of ANS status before 2015
2 ISO 693:1982
Dimensions of seam welding wheel blanks
“This International Standard specifies the outside diameter and thickness of blanks for seam welding wheels. These are rough machined on the circumference and finished to size on the width.”
1 Confirmed 7/4/2010
3 ISO 865:1981
Slots in platens for projection welding machines
“This International Standard specifies requirements for dimensions, pitch and location of T-slots on platens for projection welding machines.”
1 Confirmed 1/10/2012
4 ISO 1089:1980 Electrode taper fits for spot welding equipment – Dimensions
“This International Standard lays down the taper dimensions and tolerances of electrode taper fits for spot welding electrode caps, electrode adaptors, electrode holders and similar parts, where the electrode force Fmax given for diameter d1 in tables 1, 2 and 3 is not exceeded.”
2 Confirmed 1/10/2012
5 ISO 5182:2008 Welding -- Materials for resistance welding electrodes and ancillary equipment
“This International Standard specifies the characteristics of materials for resistance welding electrodes and ancillary equipment which are used for carrying current and transmitting force to the work.”
12 Published 1/14/2008
6 ISO 5183-1:1998
Resistance welding equipment -- Electrode adaptors, male taper 1:10 -- Part 1: Conical fixing, taper 1:10
“This part of ISO 5183 specifies the dimensions and tolerances of resistance spot welding electrode adaptors where the fixing element for the cap (see ISO 5821) is a male taper of 1:10 and for which the electrode taper fits in conformance with ISO 1089.”
7 Confirmed 7/15/2009
7 ISO 5183-2:2000
Resistance spot welding -- Electrode adaptors, male taper 1:10 -- Part 2: Parallel shank fixing for end-thrust electrodes
“This part of ISO 5183 specifies the dimensions and tolerances of resistance spot welding electrode adaptors where the fixing element for the cap (see ISO 5821) is a male taper of 1:10 and a parallel shaft is used to fix the adapter to the electrode holder in accordance with ISO 8430-3.”
6 Confirmed 7/4/2010
8 ISO 5184:1979 Straight resistance spot “This International Standard lays down the dimensions and 2 Confirmed 1/10/2012

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
welding electrodes tolerances of straight resistance spot welding electrodes. It applies only to straight spot welding electrodes, where the electrode force Fmax given for diameter d1 in the table is not exceeded and where the centre lines of the electrodes are perpendicular to the workpiece.”
9 ISO 5821:2009 Resistance spot welding electrode caps
“This International Standard specifies the dimensions and tolerances of resistance spot welding electrode caps, where a female taper (see ISO 1089) is used to fix the cap to an electrode adaptor (see ISO 5183-1 and ISO 5183-2). It applies only to electrode caps for which the electrode force, FE, given for diameter d1 in Table 2 and Table A.2 is not exceeded.”
9 Published 1/22/2009
10 ISO 5822:1988 Spot welding equipment -- Taper plug gauges and taper ring gauges
“This International Standard specifies requirements for taper plug and ring gauges for the checking of type A, B and C tapers according to ISO 1089.”
4 Confirmed 7/15/2009
11 ISO 5827:1983 Spot welding -- Electrode back-ups and clamps
“This International Standard lays down the dimensions and specifies characteristics of spot welding electrode back-ups and clamps.”
6 Confirmed 7/15/2009
12 ISO 5829:1984 Resistance spot welding -- Electrode adaptors, female taper 1 : 10
“This International Standard specifies the dimensions and tolerances of resistance spot welding electrode adaptors where the fixing element for the cap is a female taper (male electrode cap, see ISO 5830) and for which the electrode taper fits conform to ISO 1089.”
2 Confirmed 1/10/2012
13 ISO 5830:1984 Resistance spot welding -- Male electrode caps
“This International Standard specifies the dimensions and tolerances for male electrode caps for resistance spot welding when a female taper (see ISO 1089) is used to fix the electrode adaptor (see ISO 5829).”
2 Confirmed 1/10/2012
14 ISO 8430-1:1988
Resistance spot welding -- Electrode holders -- Part 1: Taper fixing 1:10
“This part of ISO 8430 specifies the dimensions and tolerances of resistance spot welding electrode holders (type A) without offset and with the facility for cable clamping, and where a male taper 1:10 is used to fix the holder directly to the welding cylinder in multiple spot welding equipment.”
3 Confirmed 7/15/2009
15 ISO 8430-2:1988
Resistance spot welding -- Electrode holders -- Part 2: Morse taper fixing
“This part of ISO 8430 specifies the dimensions and tolerances of resistance spot welding electrode holders (type B) without offset and with a facility for cable clamping, and where a male Morse taper is used to fix the holder
3 Confirmed 7/15/2009

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
directly to the welding cylinder in multiple spot welding equipment.”
ISO 8430-3:1988
Confirmed 7/15/2009 16
ISO 8430-3:1988/ Cor 1:1990
Resistance spot welding -- Electrode holders -- Part 3: Parallel shank fixing for end thrust
“This part of ISO 8430 specifies the dimensions and tolerances of resistance spot welding electrode holders (type C) without offset and with a facility for cable clamping, and where a clamp is used to fix the holder directly to the welding cylinder in multiple spot welding equipment.”
Confirmed 10/15/2006
17 ISO 12145:1998 Resistance welding equipment -- Angles for mounting spot welding electrodes
“This International Standard specifies angles for angular adjustment of electrode caps, adaptors and point adaptors. The angles are applicable when straight fixed electrodes cannot be used to obtain the correct position for welding a single spot.”
3 Withdrawn 7/19/2010
18 RWMA Bulletin 16 - Section 8 (1/1998)
Resistance Welding Equipment Standards
Describes: materials, tapers, electrodes, adapters, holders, and gages.
48 Historical 1/1998
19 RWMA Discussion Paper 2
Color Chart for Electrode Materials
Historical
20 A/S-P Section S (5/13/2004 and 11/18/2004)
Modular welding gun standards (S-6 to S-8)
Metric hex adapter and straight female cap adapter larger than ISO standard including optional transition to US tapers.
3 On-line nnly
21 ASTM B124/B124M – 12
Standard Specification for Copper and Copper Alloy Forging Rod, Bar, and Shapes
“This specification establishes the requirements for copper and copper alloy rod, bar, and shapes intended for hot forging. The following coppers and copper alloys are involved:” [copper (UNS Nos. C11000, C14500, and C14700) and copper alloy (UNS Nos. C36500, C37000, C37700, C46400, C48200, C48500, C61900, C62300, C63000, C63200, C64200, C64210, C65500, C67500, C67600, C69300, C70620, C71520, and C77400)]
6 Published
22 ASTM B135 – 10 Standard Specification for Seamless Brass Tube
“This specification covers seamless round and rectangular including square copper alloy tube in straight lengths. Ten alloys are specified having the following nominal compositions:” [C22000, C23000, C26000, C27000, C27200, C27400, C28000, C33000, C33200, C37000, C44300.]
6 Published
23 ASTM B135M – 10
Standard Specification for Seamless Brass Tube [Metric]
“This specification covers seamless round and rectangular including square copper alloy tube in straight lengths. Ten alloys are specified having the following nominal compositions:” [C22000, C23000, C26000, C27000,
6 Published

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
C27200, C27400, C28000, C33000, C33200, C37000, C44300.]
24 ASTM B148 - 97(2009)
Standard Specification for Aluminum-Bronze Sand Castings
“This specification establishes requirements for sand castings produced from copper-base alloys having the alloy numbers, commercial designations, and nominal compositions…” [covers Copper Alloy UNS Nos. C95200 C95300 C95400 C95410 C95500 C95520 C95600 C95700 C95800 C95820, and C95900.]
5 Published
25 ASTM B150/B150M – 08
Standard Specification for Aluminum Bronze Rod, Bar, and Shapes
“This specification establishes the requirements for aluminum bronze rod, bar, and shapes for Copper Alloys UNS Nos. C61300, C61400, C61900, C62300, C62400, C63000, C63020, C63200, C64200, and C64210.”
7 Published
26 ASTM B152/B152M – 09
Standard Specification for Copper Sheet, Strip, Plate, and Rolled Bar
“This specification establishes the requirements for copper sheet, strip, plate, and rolled bar produced from the following coppers.” [UNS Nos.; C10100, C10200, C10300, C10400, C10500, C10700, C10800, C10910, C11000, C11300, C11400, C11600, C12000, C12200, C12300, C14200, C14420, and C14530]
6 Published
27 ASTM B16/B16M – 10
Standard Specification for Free-Cutting Brass Rod, Bar and Shapes for Use in Screw Machines
“This specification establishes the requirements for free-cutting brass rod, bar, wire, and shapes of any specified cross section produced from Copper Alloy UNS Nos. C36000 or C36010 suitable for high-speed screw machining applications and moderate thread rolling.”
5 Published
28 ASTM B169/B169M – 10
Standard Specification for Aluminum Bronze Sheet, Strip, and Rolled Bar
“This specification establishes the requirements for Copper Alloy UNS Nos. C61300 and C61400 aluminum bronze sheet, strip, and rolled bar.”
4 Published
29 ASTM B194 – 08 Standard Specification for Copper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar
“This specification establishes the requirements for copper-beryllium alloy plate, sheet, strip, and rolled bar. The following alloys are specified:” [Copper Alloy UNS Nos. C17000 and C17200]
11 Published
30 ASTM B196/B196M – 07
Standard Specification for Copper-Beryllium Alloy Rod and Bar
“This specification establishes the requirements for copper-beryllium alloy rod and bar in straight lengths. The following three alloys are included:” [Copper Alloy UNS Nos. C17000, C17200, and C17300]
5 Published
31 ASTM B208 – 06 Standard Practice for Preparing Tension Test Specimens for Copper Alloy Sand, Permanent Mold, Centrifugal, and Continuous Castings
This practice establishes procedures for preparing test coupons and specimens (machined and unmachined) for tension tests of copper alloys for sand, permanent mold, centrifugal and continuous castings.
11 Published
AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
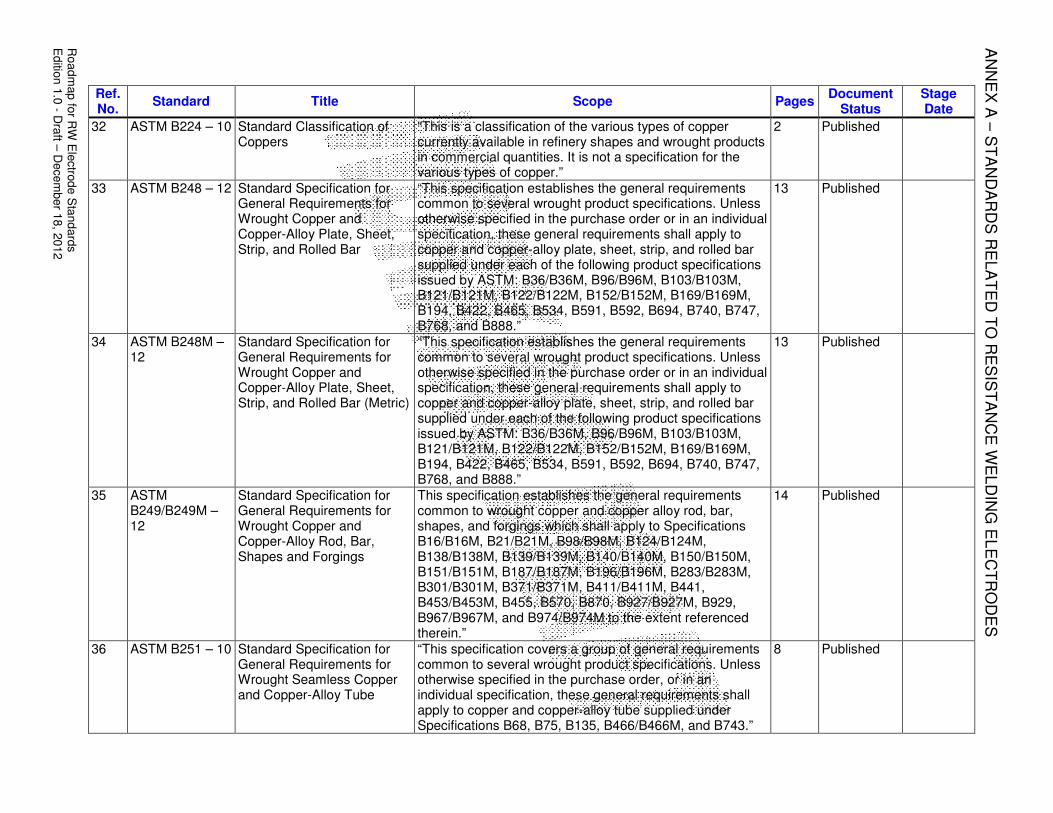
32 ASTM B224 – 10 Standard Classification of Coppers
“This is a classification of the various types of copper currently available in refinery shapes and wrought products in commercial quantities. It is not a specification for the various types of copper.”
2 Published
33 ASTM B248 – 12 Standard Specification for General Requirements for Wrought Copper and Copper-Alloy Plate, Sheet, Strip, and Rolled Bar
“This specification establishes the general requirements common to several wrought product specifications. Unless otherwise specified in the purchase order or in an individual specification, these general requirements shall apply to copper and copper-alloy plate, sheet, strip, and rolled bar supplied under each of the following product specifications issued by ASTM: B36/B36M, B96/B96M, B103/B103M, B121/B121M, B122/B122M, B152/B152M, B169/B169M, B194, B422, B465, B534, B591, B592, B694, B740, B747, B768, and B888.”
13 Published
34 ASTM B248M – 12
Standard Specification for General Requirements for Wrought Copper and Copper-Alloy Plate, Sheet, Strip, and Rolled Bar (Metric)
“This specification establishes the general requirements common to several wrought product specifications. Unless otherwise specified in the purchase order or in an individual specification, these general requirements shall apply to copper and copper-alloy plate, sheet, strip, and rolled bar supplied under each of the following product specifications issued by ASTM: B36/B36M, B96/B96M, B103/B103M, B121/B121M, B122/B122M, B152/B152M, B169/B169M, B194, B422, B465, B534, B591, B592, B694, B740, B747, B768, and B888.”
13 Published
35 ASTM B249/B249M – 12
Standard Specification for General Requirements for Wrought Copper and Copper-Alloy Rod, Bar, Shapes and Forgings
This specification establishes the general requirements common to wrought copper and copper alloy rod, bar, shapes, and forgings which shall apply to Specifications B16/B16M, B21/B21M, B98/B98M, B124/B124M, B138/B138M, B139/B139M, B140/B140M, B150/B150M, B151/B151M, B187/B187M, B196/B196M, B283/B283M, B301/B301M, B371/B371M, B411/B411M, B441, B453/B453M, B455, B570, B870, B927/B927M, B929, B967/B967M, and B974/B974M to the extent referenced therein.”
14 Published
36 ASTM B251 – 10 Standard Specification for General Requirements for Wrought Seamless Copper and Copper-Alloy Tube
“This specification covers a group of general requirements common to several wrought product specifications. Unless otherwise specified in the purchase order, or in an individual specification, these general requirements shall apply to copper and copper-alloy tube supplied under Specifications B68, B75, B135, B466/B466M, and B743.”
8 Published
AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
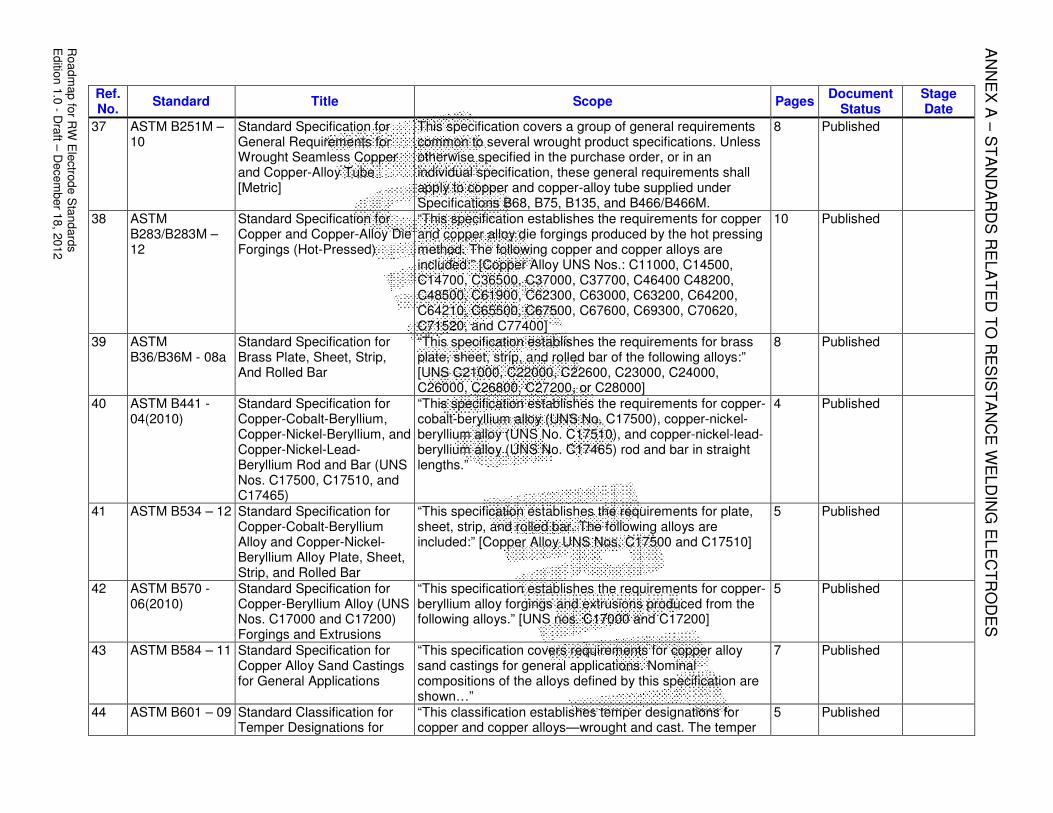
37 ASTM B251M – 10
Standard Specification for General Requirements for Wrought Seamless Copper and Copper-Alloy Tube [Metric]
This specification covers a group of general requirements common to several wrought product specifications. Unless otherwise specified in the purchase order, or in an individual specification, these general requirements shall apply to copper and copper-alloy tube supplied under Specifications B68, B75, B135, and B466/B466M.
8 Published
38 ASTM B283/B283M – 12
Standard Specification for Copper and Copper-Alloy Die Forgings (Hot-Pressed)
“This specification establishes the requirements for copper and copper alloy die forgings produced by the hot pressing method. The following copper and copper alloys are included:” [Copper Alloy UNS Nos.: C11000, C14500, C14700, C36500, C37000, C37700, C46400 C48200, C48500, C61900, C62300, C63000, C63200, C64200, C64210, C65500, C67500, C67600, C69300, C70620, C71520, and C77400]
10 Published
39 ASTM B36/B36M - 08a
Standard Specification for Brass Plate, Sheet, Strip, And Rolled Bar
“This specification establishes the requirements for brass plate, sheet, strip, and rolled bar of the following alloys:” [UNS C21000, C22000, C22600, C23000, C24000, C26000, C26800, C27200, or C28000]
8 Published
40 ASTM B441 - 04(2010)
Standard Specification for Copper-Cobalt-Beryllium, Copper-Nickel-Beryllium, and Copper-Nickel-Lead-Beryllium Rod and Bar (UNS Nos. C17500, C17510, and C17465)
“This specification establishes the requirements for copper-cobalt-beryllium alloy (UNS No. C17500), copper-nickel-beryllium alloy (UNS No. C17510), and copper-nickel-lead-beryllium alloy (UNS No. C17465) rod and bar in straight lengths.”
4 Published
41 ASTM B534 – 12 Standard Specification for Copper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar
“This specification establishes the requirements for plate, sheet, strip, and rolled bar. The following alloys are included:” [Copper Alloy UNS Nos. C17500 and C17510]
5 Published
42 ASTM B570 - 06(2010)
Standard Specification for Copper-Beryllium Alloy (UNS Nos. C17000 and C17200) Forgings and Extrusions
“This specification establishes the requirements for copper-beryllium alloy forgings and extrusions produced from the following alloys.” [UNS nos. C17000 and C17200]
5 Published
43 ASTM B584 – 11 Standard Specification for Copper Alloy Sand Castings for General Applications
“This specification covers requirements for copper alloy sand castings for general applications. Nominal compositions of the alloys defined by this specification are shown…”
7 Published
44 ASTM B601 – 09 Standard Classification for Temper Designations for
“This classification establishes temper designations for copper and copper alloys—wrought and cast. The temper
5 Published

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
Copper and Copper Alloys—Wrought and Cast
designations are classified by the process or processes used in manufacturing the product involved and its resulting properties. It is not a specification of copper and copper alloys.”
45 ASTM B643 – 12 Standard Specification for Copper-Beryllium Alloy Seamless Tube
“This specification establishes requirements for copper-beryllium alloy seamless tube in straight lengths. Copper Alloy UNS C17200 will be the alloy furnished whenever Specification B643 is specified.”
5 Published
46 ASTM B743 – 12 Standard Specification for Seamless Copper Tube in Coils
“This specification establishes the requirements for seamless copper tube in coils, suitable for use in refrigeration and air conditioning or other uses, such as oil lines and gasoline lines.” [Copper Alloys No. C10200, C10300, C10800, C12000, or C12200]
6 Published
47 ASTM B75/B75M – 11
Standard Specification for Seamless Copper Tube
“This specification establishes the requirements for seamless round, rectangular, and square copper tube suitable for general engineering applications.”
8 Published
48 ASTM B770 – 10 Standard Specification for General Requirements for Copper Alloy Castings
“This specification establishes requirements for copper-beryllium alloy sand castings for general applications and nominal compositions alloys defined by this specification are shown…” [covers Copper Alloy UNS Nos. C81400, C82000, C82200, C82400, C82500, C82510, C82600, C82800, and C96700.]
5 Published
49 ASTM B824 - 11 Standard Specification for General Requirements for Copper Alloy Castings
“This specification establishes general requirements common to ASTM copper alloy casting specifications B22, B61, B62, B66, B67, B148, B176, B271, B369, B427, B505/B505M, B584, B763, B770, and B806. These requirements apply to the casting specifications to the extent referenced therein.”
6 Published
50 ASTM B846 - 11a
Standard Terminology for Copper and Copper Alloys
“The terms defined in this terminology standard are applicable to copper and copper alloy products specifications, test methods, practices, and other documents within the jurisdiction of Committee B05 on Copper and Copper Alloys.”
16 Published
51 ASTM B870 – 08 Standard Specification for Copper-Beryllium Alloy Forgings and Extrusions Alloys (UNS Nos. C17500 and C17510)
“This specification establishes the requirements for copper-beryllium alloy forgings and extrusions. The following alloys are specified:” [UNS No. C17500 and C17510]
3 Published
52 ASTM B927/B927M –
Standard Specification for Brass Rod, Bar, and Shapes
“This specification establishes requirements for brass rod (round, hexagonal, and octagonal), bar (rectangular and
7 Published

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
09 square), and shapes of UNS Alloys C21000, C22000, C23000, C24000, C26000, C26800, C27000, C27400, and C27450.”
53 ASTM B937 - 04(2010)
Standard Specification for Copper-Beryllium Seamless Tube (UNS Nos. C17500 and C17510)
“This specification establishes the requirements for copper-beryllium alloy seamless tube in straight lengths. Copper-cobalt-beryllium alloy UNS No. C17500 and copper-nickel-beryllium alloy UNS No. C17510 will be the alloys furnished whenever this specification is specified.”
5 Published
54 ASTM B153 – 11 Standard Test Method for Expansion (Pin Test) of Copper and Copper-Alloy Pipe and Tubing
“This test method establishes the requirements for the expansion pin test for copper and copper-alloy pipe and tubing with an inside diameter of 0.125 in. (3.2 mm) and greater or an outside diameter up to and including 4 in. (102 mm).”
2 Published
55 ASTM E255 - 07 Standard Practice for Sampling Copper and Copper Alloys for the Determination of Chemical Composition
“This practice describes the sampling of copper (except electrolytic cathode) and copper alloys in either cast or wrought form for the determination of composition.”
5 Published
56 ASTM E1004 - 09
Standard practice for determining electrical conductivity using the electromagnetic (eddy current) method
“This test method covers a procedure for determining the electrical conductivity of nonmagnetic metals using the electromagnetic (eddy-current) method. The procedure has been written primarily for use with commercially available direct reading electrical conductivity instruments. General purpose eddy-current instruments may also be used for electrical conductivity measurements but will not be addressed in this test method. This test method is applicable to metals that have either a flat or slightly curved surface and includes metals with or without a thin nonconductive coating.”
5 Published
57 ASTM E2824 - 11
Standard Test Method for Determination of Beryllium in Copper-Beryllium Alloys by Phosphate Gravimetric Method
“This test method describes the determination of beryllium in copper-beryllium alloys in percentages from 0.1 % to 3.0 % by the phosphate gravimetric method.”
3 Published
58 ASTM DS56 Metals and Alloys in the Unified Numbering System (UNS)
“Includes 5,000+ UNS numbers, 11,800 trade names and alloy designations, and 13,300 specification cross-references Jointly developed by ASTM International and SAE
– On-line only

AN
NE
X A
– S
TA
ND
AR
DS
RE
LA
TE
D T
O R
ES
IST
AN
CE
WE
LD
ING
EL
EC
TR
OD
ES
Ro
ad
map
for R
W E
lectro
de
Sta
nd
ard
s
E
ditio
n 1
.0 - D
raft –
Dece
mb
er 1
8, 2
01
2
Ref. No.
Standard Title Scope Pages Document
Status Stage Date
International, this new edition provides an overall designation system for thousands of metals and alloys in commercial use. The UNS provides a means of correlating many internationally used metal and alloy numbering systems currently administered by societies, trade associations, and those individual users and producers of metals and alloys.”
ANNEX B – STANDARDS BY APPLICATION
Roadmap for RW Electrode Standards Page 19 of 22 Edition 1.0 – Draft – December 18, 2012
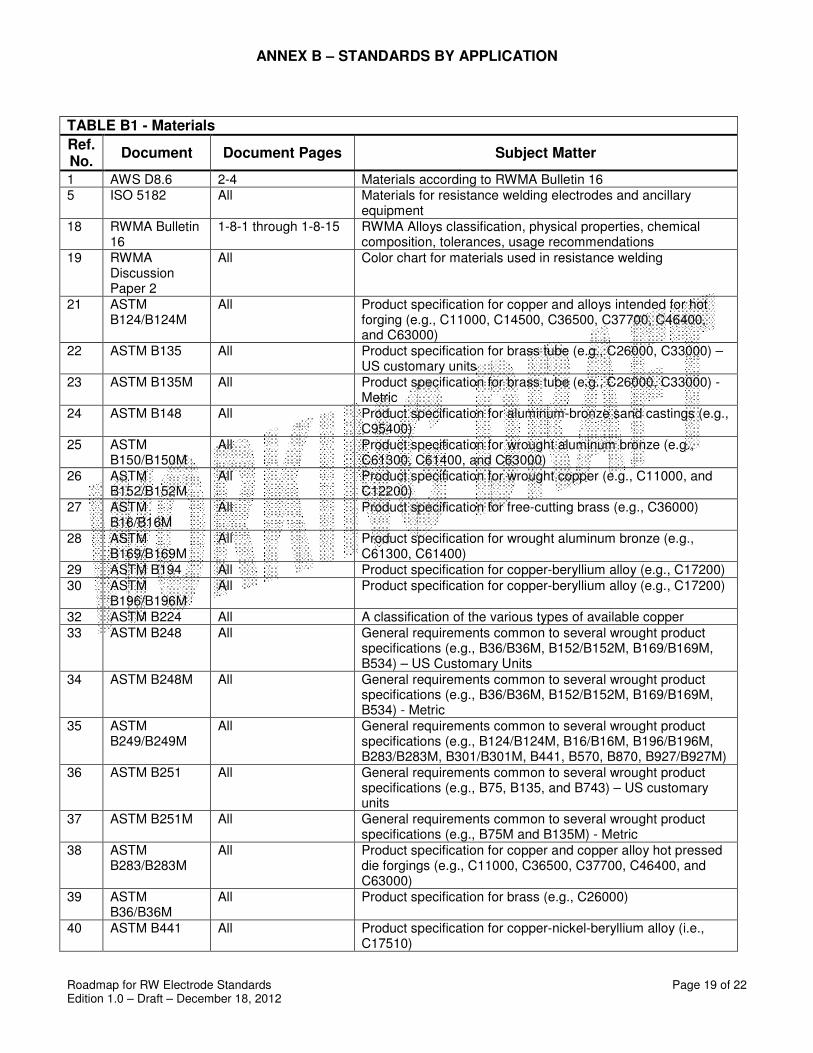
TABLE B1 - Materials
Ref. No.
Document Document Pages Subject Matter
1 AWS D8.6 2-4 Materials according to RWMA Bulletin 16 5 ISO 5182 All Materials for resistance welding electrodes and ancillary
equipment
18 RWMA Bulletin 16
1-8-1 through 1-8-15 RWMA Alloys classification, physical properties, chemical composition, tolerances, usage recommendations
19 RWMA Discussion Paper 2
All Color chart for materials used in resistance welding
21 ASTM B124/B124M
All Product specification for copper and alloys intended for hot forging (e.g., C11000, C14500, C36500, C37700, C46400, and C63000)
22 ASTM B135 All Product specification for brass tube (e.g., C26000, C33000) – US customary units
23 ASTM B135M All Product specification for brass tube (e.g., C26000, C33000) - Metric
24 ASTM B148 All Product specification for aluminum-bronze sand castings (e.g., C95400)
25 ASTM B150/B150M
All Product specification for wrought aluminum bronze (e.g., C61300, C61400, and C63000)
26 ASTM B152/B152M
All Product specification for wrought copper (e.g., C11000, and C12200)
27 ASTM B16/B16M
All Product specification for free-cutting brass (e.g., C36000)
28 ASTM B169/B169M
All Product specification for wrought aluminum bronze (e.g., C61300, C61400)
29 ASTM B194 All Product specification for copper-beryllium alloy (e.g., C17200)
30 ASTM B196/B196M
All Product specification for copper-beryllium alloy (e.g., C17200)
32 ASTM B224 All A classification of the various types of available copper
33 ASTM B248 All General requirements common to several wrought product specifications (e.g., B36/B36M, B152/B152M, B169/B169M, B534) – US Customary Units
34 ASTM B248M All General requirements common to several wrought product specifications (e.g., B36/B36M, B152/B152M, B169/B169M, B534) - Metric
35 ASTM B249/B249M
All General requirements common to several wrought product specifications (e.g., B124/B124M, B16/B16M, B196/B196M, B283/B283M, B301/B301M, B441, B570, B870, B927/B927M)
36 ASTM B251 All General requirements common to several wrought product specifications (e.g., B75, B135, and B743) – US customary units
37 ASTM B251M All General requirements common to several wrought product specifications (e.g., B75M and B135M) - Metric
38 ASTM B283/B283M
All Product specification for copper and copper alloy hot pressed die forgings (e.g., C11000, C36500, C37700, C46400, and C63000)
39 ASTM B36/B36M
All Product specification for brass (e.g., C26000)
40 ASTM B441 All Product specification for copper-nickel-beryllium alloy (i.e., C17510)

ANNEX B – STANDARDS BY APPLICATION
Roadmap for RW Electrode Standards Page 20 of 22 Edition 1.0 – Draft – December 18, 2012
TABLE B1 - Materials
Ref. No.
Document Document Pages Subject Matter
41 ASTM B534 All Product specification for copper-nickel-beryllium alloy (i.e., C17510)
42 ASTM B570 All Product specification for copper-beryllium alloy forgings and extrusions (i.e., C17200)
43 ASTM B584 All Product specification for copper alloy sand castings for general applications.
44 ASTM B601 All Temper designations for copper and copper alloys—wrought and cast
45 ASTM B643 All Product specification copper-beryllium alloy seamless tube (i.e., C17200)
46 ASTM B743 All Product specification seamless copper tube in coils (e.g., C12200)
47 ASTM B75/B75M
All Product specification for seamless copper tube suitable for general engineering applications.
48 ASTM B770 All Product specification for copper-beryllium alloy sand castings (e.g., C82200)
49 ASTM B824 All General requirements common to several alloy casting specifications (e.g., B148, B584)
50 ASTM B846 All Terminology applicable to copper and copper alloy products specifications, test methods, practices, and other documents.
51 ASTM B870 All Product specification for copper-beryllium alloy forgings and extrusions (i.e., C17510)
52 ASTM B927/B927M
All Product specification for brass rod (i.e., C26000)
53 ASTM B937 All Product specification for copper-nickel-beryllium (i.e., C17510)
58 ASTM DS56 Copper and Copper Alloys; CDA crossreference
Metals and Alloys in the Unified Numbering System (UNS)
TABLE B2 - Tapers
Ref. No.
Document Document Pages Subject Matter
1 AWS D8.6 various There is no specific section detailing the part tapers. References are included throughout the document (including both part and gage dimensions).
4 ISO 1089 All Spot welding electrode tapers
10 ISO 5822 All Taper plug and ring gauges
18 RWMA Bulletin 16
1-8-17, 1-8-18, 1-8-46 through 1-8-48
Recommended taper sizes, standard tapers, gages
TABLE B3 – Electrode Caps
Ref. No.
Document Document Pages Subject Matter
1 AWS D8.6 RWMA stds: male - Table 16 and Fig 14; female - Table 18 and Fig 16 User stds: male – Annex F; female – Annex G.
Replicates electrode cap information from RWMA Bulletin 16 section 8 and Annex’s provide Ford, Chrysler and GM legacy part designs.

ANNEX B – STANDARDS BY APPLICATION
Roadmap for RW Electrode Standards Page 21 of 22 Edition 1.0 – Draft – December 18, 2012
TABLE B3 – Electrode Caps
Ref. No.
Document Document Pages Subject Matter
9 ISO 5821 All Resistance spot welding electrode caps
13 ISO 5830 All Resistance spot welding -- Male electrode caps
18 RWMA Bulletin 16
1-8-30 through 1-8-33; 1-8-38 through 1-8-39
Male and female caps
TABLE B4 – Electrode Adapters
Ref. No.
Document Document Pages Subject Matter
1 AWS D8.6 RWMA stds: male cap - Table 17, Fig 7, Fig 8, and Fig 15.; female cap - Table 19, Fig 10, Fig 11, and Fig 17 User stds: male cap – Annex F; female cap – Annex G.
Replicates electrode cap information from RWMA Bulletin 16 section 8 and Annex’s provide Ford, Chrysler and GM legacy part designs.
6 ISO 5183-1 All Taper-mounted metric male adapters
7 ISO 5183-2 All Clamp-mounted metric male adapters
12 ISO 5829 All Taper-mounted metric female adapters
18 RWMA Bulletin 16
1-8-34 through 1-8-37; 1-8-40 through 1-8-43; 1-8-45
Straight, single and double bend adapters for male and female caps; hex adapters
20 A/S-P Standards Section S
S6, S7, S8 Metric hex and straight adapter
TABLE B5 - Electrodes
Ref. No.
Document Document Pages Subject Matter
1 AWS D8.6 Clause 7 – straight; Clause 9 - single-bend; Clause 10 – double-bend; Clause 11 – special faced
Replicates electrode cap information from RWMA Bulletin 16 section 8.
8 ISO 5184 All Straight resistance spot welding electrodes
18 RWMA Bulletin 16
1-8-23 through 1-8-29; 1-8-44
Straight, single and double bend electrodes; other electrode types
TABLE B6 – Electrode Holders
Ref. No.
Document Document Pages Subject Matter
14 ISO 8430-1 All Metric holders with metric taper 15 ISO 8430-2 All Metric holders with Morse taper
16 ISO 8430-3 All Metric holders with adapter clamp
18 RWMA Bulletin 16
1-8-19 through 1-8-22
Straight and offset holders.

ANNEX B – STANDARDS BY APPLICATION
Roadmap for RW Electrode Standards Page 22 of 22 Edition 1.0 – Draft – December 18, 2012
TABLE B7 - Test Methods
Ref. No.
Document Document Pages Subject Matter
31 ASTM B208 All Procedure for preparing test coupons and specimens (machined and unmachined) for tension tests of copper alloy castings.
54 ASTM B153 All Requirements for expansion pin test for copper and copper-alloy pipe and tubing.
55 ASTM E255 All Copper and copper alloy composition determination.
56 ASTM E1004 All Standard practice for determining electrical conductivity using the electromagnetic (eddy current) method
57 ASTM E2824 All Method for determination of beryllium in copper-beryllium alloys
TABLE B8 - Other Standards
Ref. No.
Document Document Pages Subject Matter
2 ISO 693 All Seam welding wheel blanks 3 ISO 865 All Platens for projection welding machines
11 ISO 5827 All Electrode back-ups and clamps
17 ISO 12145 All Angles for mounting spot welding electrodes