attachment no a.1 - environmental protection agency · shale quarry, a limestone quarry ... coal...
TRANSCRIPT

Attachment No A.1
NON-TECHNICAL SUMMARY OF THE IPPC LICENCE APPLICATION
Lagan Cement Ltd. IPPC Licence Application
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:34
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 2 of 28
Attachment No A.1
NON-TECHNICAL SUMMARY
Contents Section Page 1.0 Introduction 3 2.0 The Manufacturing Process 6 3.0 Air Emissions 11 4.0 Water Emissions 19 5.0 Emissions to Sewer 21 6.0 Noise and Vibration 21 7.0 Waste Management 23 8.0 Energy Efficiency 25 9.0 Accident Prevention and Emergency Procedures 25 10.0 Cessation of Activities 27 11.0 Conclusions 27 APPENDIX A1 Site Location Maps
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:34

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 3 of 28
1.0 INTRODUCTION
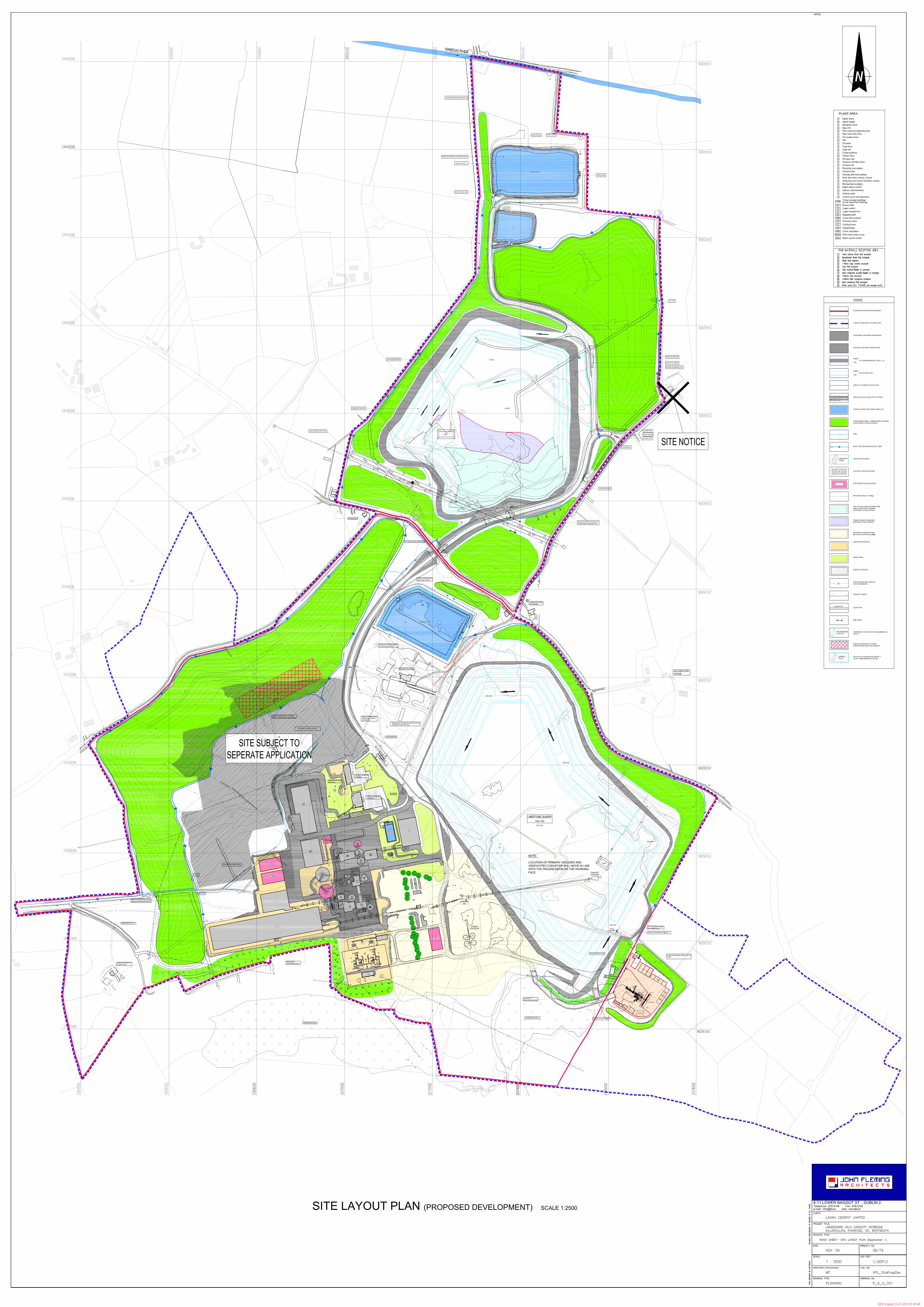
Lagan Cement Ltd has operated the Lansdown Cement Works and associated limestone and shale quarries on their lands at Killaskillen, Kinnegad, Co Meath since August 2002. The cement works comprises state of the art facilities that have been designed by an international authority on cement works equipment and accommodates the most modern environmental protection measures. It is a €100 million development providing a total of approximately 100 no. jobs directly and further employment for local service industries. Lagan Cement Ltd is the most modern cement manufacturing plant in Ireland and at present, the plant produces approximately 600,000 tonnes of cement per annum. The site on which the plant is located covers over 200 hectares and contains a shale quarry, a limestone quarry, both of which supply raw materials for the cement manufacturing process, and lands in agricultural use. It lies between 2.5 and 4.5 km southwest of Kinnegad and 1.2 to 3.5 km north of Ballinabrackey in County Meath. It is approximately 60km by road from Dublin and Athlone, and Mullingar is located approximately 17km to the northwest. The Site Location Map is presented as Drawing No. 1 of Appendix A1 and the layout of the site is detailed in Drawing No 2 of Appendix A1. Lagan Cement Ltd propose to increase their cement production rate from 600,000 tonnes per annum to 700,000 tonnes per annum. This increase in production will be possible without any structural changes at the facility as Lagan Cement plan on producing increased quantities of a more environmentally sustainable cement known as CEM II, which is commonly produced and used throughout Europe. Cem II clinker content can range from 80-94%, with limestone comprising 6-20%. Cem I clinker contents range from 95% - 100%, with limestone comprising up to 5%. In addition both Cem I and Cem II also contain approximately 4% gypsum, which is added at the clinker grinding stage to control the setting characteristics of the final cement. The usage of less clinker in this ‘greener’ cement allows for a capacity increase in cement production without an increase in clinker production. Consequently, there will be no increase in greenhouse gas emissions from the cement manufacturing process as a result of the proposed capacity increase. Therefore, there will be a net decrease in fuel consumption and emissions of green house gases per tonne of cement produced at the Lagan Cement facility. It is proposed to increase the cement production output by 16.6%, from 600,000 to 700,000 tonnes per annum and the ratio of Cem I to Cem II production will depend on market demand for the products but it is envisaged that Cem II production will surpass Cem I production soon after its market introduction.
Lagan Cement Ltd also propose to build a concrete products production facility which will include a Dry Mortar Plant, a Paving Plant and a Tiling Plant with associated hardstanding areas for raw material storage, car parking and office space. The dry mortar plant will have an output of up to 70,000
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:34

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 4 of 28
tonnes of dry mortar products. The paving plant will produce up to 100,000 tonnes of concrete floor pavers per annum and the tile plant will produce up to 50,000 tonnes of roof tiles per annum. It is also proposed to improve the sustainability of Lagan Cement’s operation through the use of renewable raw materials in the production process. These alternative raw materials will include, recycled gypsums (up to 40,000 tonnes per annum), filter cake material from the drinking water treatment industry (up to 50,000 tonnes per annum), recycled glass (up to 20,000 tonnes per annum), recycled ash (up to 30,000 tonnes per annum) and other renewable raw materials, subject to agreement with the EPA, which will be useful as raw material substitutes in the production of cement. This recycling of renewable raw materials will represent a significant improvement in the environmental sustainability of Lagan Cement’s operation, through the reduction of dependency on non-renewable raw materials.
Lagan Cement is committed to becoming Ireland’s most environmentally sustainable cement manufacturing facility and as part of this commitment is seeking to reduce the emissions of carbon dioxide associated with the combustion of non-renewable fossil fuels on site. It is proposed to achieve this through the partial substitution of coal with renewable carbon neutral biomass. Biomass is defined by the EU Directive 2001/77/EC (RES-E) - promotion of electricity produced from renewable energy sources. According to the EU directive, biomass includes; the biodegradable fraction of products, waste and residues from agriculture (including vegetal and animal substances), forestry and related industries as well as the biodegradable fraction of industrial waste. Lagan Cement intends to use the following types of renewable biomass, as coal replacement, to produce heat energy for the operation of the cement manufacturing process;
• Wood such as; wood chips, recycled wood including construction and
demolition (C & D) timber, sawdust, and residues derived from the sawmill and forestry industry;
• Agricultural products and residues such as energy crops, cereals and grains;
• A dried bio-sludge from the water treatment industry; • Other biomass fuels such as biodiesel and bioethanol, and their derivatives,
subject to agreement with the EPA, which will be useful as fuel substitutes in the production of cement.
This proposed use of renewable energies is considered an essential step in improving the sustainability of Lagan Cements manufacturing operation and furthermore, will potentially result in a significant decrease of mass emissions of greenhouse gases, particularly CO2 from the facility, depending on material types used and quantities achieved. This in turn will contribute significantly to the objectives of the National Climate Change Strategy and assist the country
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:34
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 5 of 28
in meeting its greenhouse gas emission targets under the Kyoto Protocol. Furthermore, the use of renewable bio-energy is in keeping with the national energy policy of security and diversity of supply and assists with the development of indigenous renewable energy sources. The cement manufacturing facility operates 24 hours a day, seven days per week. There is a shift system in operation at the cement works and the operator shifts are from 08:00 to 20:00 and 20:00 to 08:00 hours. Some activities run 24 hours per day and many activities, as outlined below and also in Attachment D, operate for less than 24 hours per day. The limestone quarry is worked all year round but the shale quarry is only worked for 2 – 3 months per year. The operating hours for the two quarries are 07:00 to 19:00 hours, Monday to Friday, and 07:00 to 15:00 hours on Saturday. The proposed increase in cement production will not require any additional staff or any change to the existing working hours. The dry mortar plant will be operated under two daily shifts from 06:00 to 15:00 and from 15:00 to 00:00 and each shift will require six operating staff members. There will be one production manager overseeing the running of the dry mortar plant. The paving plant will be operate under three daily shifts from 07:00 to 15:00, from 15:00 to 23:00 and from 23:00 to 07:00 and each shift will require eight operating staff members. There will be one production manager overseeing the running of the paving plant. The tiling plant will also have a shift system in operation, which will run from 07:00 to 15:00, from 15:00 to 23:00 and from 23:00 to 07:00. Each shift will require 8 staff members and there will be one production manager overseeing the running of the plant. In addition to the above there will be approximately an additional twenty staff required for the concrete products production area, which will include administration and sales staff. The concrete products production area will therefore employ up to 75 additional people at the Lagan Cement Ltd site at Kinnegad.
This application for an Integrated Pollution, Prevention and Control (IPPC) Licence has been prepared in order to update the existing IPPC Licence (Licence Register Number P0487-03) which was granted by the Environmental Protection Agency (EPA) in May 2006. The proposed new Licence will be updated to incorporate the increase in cement production, the development of a concrete products manufacturing area and the use of renewable waste materials as raw materials and fuels at the cement manufacturing facility. It will also be updated to incorporate new legislative requirements and to reflect the application of Best Available Techniques (BAT) in relevant areas of the Lagan Cement manufacturing facility in Killaskillen, Co Meath.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:34

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 6 of 28
2.0 The Manufacturing Processes
2.1 Cement Manufacturing Process
Cement is produced in a kiln at very high temperatures (up to 2000 degrees centigrade) from a mixture of raw materials. For the production of cement, the principal raw materials are limestone and shale, which are extracted from the existing quarries on the site, and some imported raw materials are also used. A schematic representation of the process is presented in Appendix D1 of Attachment D. The raw materials used in the process are finely ground and mixed in precise proportions depending on their exact chemical composition before entering the kilning process in a dry state. The mix of raw materials, known as raw meal, is pre-heated and calcined at 500 – 900oC when carbon dioxide is driven off; the meal is then sintered at temperatures of about 1400 – 1500oC when a calcium silicate clinker is formed in the form of 3 – 25mm granules. Gypsum, added in order to control the setting time of the cement, is then mixed with the clinker and ground to produce cement. Coal and fuel oil are currently the fuels used for the manufacture of cement at the site, and permission has been granted to use meat and bone meal (MBM) as a fuel in place of a portion of the existing coal supply.
There are eight stages in the cement manufacturing process:
Raw material preparation Raw material analysis and blending Raw meal milling and mixing Raw meal kilning Clinker cooling and handling Clinker grinding Storage and handling of cement Coal preparation
A comprehensive description of the process is presented in Attachment No D of this Licence Application. A brief description of the main elements of the manufacturing process is presented below.
Raw material preparation and handling
The principal raw materials required for the process are recovered on site with some additional raw materials being imported as required. The raw materials are handled in the Raw Material Compound located between the cement works and the limestone quarry. Raw materials are stored in stockpiles constructed for this purpose in the Raw Material Compound. Stores of finer material and crushed shale and limestone are housed to minimise dust emissions and the two crushers required for the processing of the raw materials are also housed. All material conveyance to the Blending Bed is under cover.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:34

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 7 of 28
Materials are blended to the required composition in the Blending House before being conveyed into the Raw Mill for crushing and drying. The Raw Meal produced is stored in silos until required for processing in the manufacturing process.
A more detailed description of the operation of the two quarries is presented in Attachment No D and a detailed description of the raw material preparation and handling operations is also presented in Attachment No D.
It is proposed to use alternative raw materials in place of some of the non-renewable raw materials currently being used at the facility. The proposed alternative raw materials will be sourced from renewable supplies that would otherwise be required to be disposed of or sent abroad in many instances for recycling. The proposed materials include:
• Recycled gypsum (up to 40,000 tonnes per annum). This material will
be derived from two main sources i. Recycled gypsum recovered from construction and demolition
waste. ii. Synthetic gypsums from flue gas desulphurisation.
• Filter cake from the drinking water treatment industry (up to 50,000 tonnes per annum).
• Recycled glass (up to 20,000 tonnes per annum). • Recycled ash (up to 30,000 tonnes per annum). • Other renewable raw materials, subject to agreement with the EPA,
which will be useful as raw material substitutes in the production of cement.
These alternative raw materials will all be stored in the existing covered raw material storage areas and will be introduced into the process at the raw materials intake area. The recycled gypsums will be incorporated exactly in the same manner as the gypsum that is currently being used.
Clinker production
Raw Meal from the storage silos is fed to the preheater stage of the kiln and travels downward through the Preheater Tower or Heat Exchange Tower to the Kiln. Clinker is produced by the calcining of the Raw Meal at high temperatures. The Clinker is cooled and crushed before being conveyed for storage in Clinker silos until required for use in the cement manufacturing process. A separate silo is provided for clinker produced during start-ups which need to be re-blended.
A detailed description of the processes involved in the production of clinker is presented in Attachment No D.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 8 of 28
Cement manufacture, storage and distribution
Cement is produced by grinding the clinker produced in the earlier manufacturing stages in the Cement Mill. Gypsum and fillers may be added prior to milling if necessary to produce the required formulation. The current cement produced at the facility Cem I has a clinker content that can range from 95% - 100%, with limestone comprising up to 5%. Lagan Cement are planning on producing a ‘greener’ cement known as CEM II in addition to the existing cement produced at the facility. The CEM II product has a clinker content of between 80 and 94%, and is commonly produced and used throughout Europe. The usage of less clinker in this ‘green’ cement allows for a capacity increase in cement production without an increase in clinker production. There will be a net decrease in fuel consumption and emissions of green house gases per tonne of cement produced at the Lagan Cement facility.
Cement is stored in silos prior to transport to the bagging plant or for direct loading onto container trucks. A detailed description of the processes involved is presented in Attachment No D. Fuel Preparation and Use Approximately 80,000 tonnes of coal per annum is delivered to the site by truck and is stored in one of the two coal silos located in close proximity to the kiln. The coal is conveyed as needed to a feed bin, which in turn feeds the coal to the coal mill. Coal is ground to a fine powder to facilitate combustion in the kiln. The high temperatures required in the cement kiln can only be achieved by using coal dust which is blown in to the kiln through a burner pipe. The flame reaches temperatures in excess of 2,000oC. The coal mill operation is similar to the raw meal mill, only significantly smaller in capacity and specially designed to grind coal safely. In the kiln, coal is burned only when temperatures are high enough for safe combustion. To start-up the installation fuel oil or natural gas is used to preheat the areas where coal combustion takes place which is required for safety reasons. Lagan Cement Ltd also proposed to use alternative fuels which will include:
• Wood (up to 50,000 tonnes per annum) such as;
o Wood chips o Recycled wood including construction and demolition (C & D)
timber o Sawdust o Residues derived from the sawmill and forestry industry
• Agricultural products and residues (up to 50,000 tonnes per annum) such as energy crops, cereals and grains
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 9 of 28
• A dried bio-sludge from the water treatment industry (up to 20,000 tonnes per annum). This material will primarily consist of dried activated sludge from wastewater treatments
• Other biomass fuels such as biodiesel and bioethanol, and their derivatives, subject to agreement with the EPA, which will be useful as fuel substitutes in the production of cement.
These alternative fuels will all be stored in the existing covered fuel storage areas and will be introduced into the process in a similar manner to coal or gas oil.
2.2 Dry Mortar Manufacturing Process The dry mortar plant will produce an output of 70,000 tonnes of mortar product per annum. The mortar plant will be configured as a high level mixing plant for dry mortar and plaster. The aggregates will be delivered from the raw material storage stockpiles, which will be fed from the on-site quarries, and loaded into the inlet funnel (receiving hopper) by truck or front-end loader. Materials will then be transported from the receiver hopper up to the Fluid Bed Dryer/Cooler by belt conveyors. The Fluid Bed Dryer/Cooler is connected with a belt bucket elevator which charges the storage silos within the mixing tower. The aggregates, binders and additives will be weighed in a weighing hopper and the whole batch will then be released into a single shaft mixer. Following batching, the homogenised material will be distributed by a belt conveyor either to the packing plant, to the bulk loading or to the finished product silos. All process equipment within the dry mortar plant including storage silos, additive bunkers, weigh hoppers for aggregates, binders and additives, mixer, mixer bunker, fluid bed dryer, and loading spouts are equipped with individual filters and will ensure that the residual dust quantity in the filter outlet will be ≤ 10mg/Nm³. The equipment is de-dusted at the particular point of dust generation and therefore the collected dust is returned into the process and is not released into the atmosphere.
2.3 Paving Plant Manufacturing Process The paving block plant is a high volume production process and will produce a variety of different concrete floor paving block ranges, up to a total of 100,000 tonnes per annum. The entire mixing process is totally automated and computer controlled to ensure consistency of manufacture and orderly storage and curing of the blocks. The raw materials for production will be delivered from the raw material storage stockpiles, which are fed from the on-site quarries. From here the aggregates for production will be delivered by truck into
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 10 of 28
a ground feed hopper from which each material is fed into covered storage bins. A batching system will dispense the exact quantity of each material by measuring the weight of the aggregate with load cells beneath the conveyor. The mixed aggregates are then transferred into a holding hopper above the concrete mixer. Cement is fed to the mixer and water is added in an automated manner so that the resulting concrete has the correct moisture content and consistency. Pigment is also added to the mix during the mixing process. At the start of the process, a palette is moved into position in the block press, the mould-box is lowered onto the palette and the feed drawer fills the mould box with mixed concrete. Flat compaction heads are lowered onto the mould and heavy vibration is applied to compact the block to size. The mould is then lifted and the palette containing the wet paving block moves down the production line. Palettes containing the formed paving blocks are moved to a storage elevator. When the storage elevator is full, a finger car automatically lifts the palettes and transfers them to one of the curing chambers. During the following 24-hour period, the heat developed by the hydration of the cement cures the paving blocks. The curing chambers are highly insulated to contain the heat and humidity produced during the curing cycle.
After curing, the paving blocks are transferred by the finger car to the board lowerators where the product is continually inspected and sampled for laboratory testing. Hydraulic grabs lift the blocks from the palette and stack them into cubes which are strapped and wrapped for protection during storage. Each cube is individually tagged with both a tracking code and a product description prior to being moved from the conveyor for storage in the yard. The blocks are kept in storage until the appropriate strengths have developed.
2.4 Tiling Plant Manufacturing Process The tiling plant will produce up to 50,000 tonnes of roof tiles per annum. The raw materials for production will be delivered from the raw material storage stockpiles, which are fed from the on-site quarries. From here the aggregates for production will be delivered by truck through a screen and up to the Holding Hopper where it is then weighed up on the weighing system and blended together to the mixer. The Cement is brought up by means of a cement screw. The Cement is discharged into the mixer and pigment slurry is added. The hydronix system then takes a moisture reading and water is then added to the settings required. The mix is then dropped into a hopper above the conveyor and fed to the Tile Extruder. The tile mould is fed towards the extruder and is
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 11 of 28
sprayed with release oil. Over spray from the release oil is filtered and put back into the release oil tank. The mix is then dropped into a hopper above the conveyor and fed to the Tile Extruder. The tiles are then loaded and pushed into the Carousel Rotary. By this stage, the tiles have reached the exit point of the Rotary. Each rack holds 200 tiles, which are then pushed out by the cured tile pusher onto a conveyor. The tiles are then fed towards the depalleter. The tile is split from the mould and the mould is fed back round to the Tile Extruder. The tile is then sent in another direction to the Paint Booth before being stored for transport.
3.0 Air Emissions
There are a total of 20 main process emission sources at the Lagan Cement production facility that are licensed by the EPA. These are presented below in Table 1, the schedule of emissions to atmosphere.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 12 of 28
Table 1 Schedule of emissions to atmosphere, Lagan Cement Ltd
VENT ID
EMISSION SOURCE
A2-01
A2-02
A2-03
A2-04
A2-05
A2-06
A3-01
A3-02
A3-03
A3-04
A3-05
A3-06
A3-07
A3-08
A3-09
A3-10
A3-11
A3-12
A3-13
A3-14
ESP EXHAUST FROM RAW MILL AND CEMENT KILN BAG FILTER EXHAUST – CEMENT MILL BAG FILTER EXHAUST – COAL MILL BAG FILTER EXHAUST – KILN FEED BAG FILTER EXHAUST – CLINKER COOLER [NOT CURRENTLY IN USE] BAG FILTER EXHAUST – CLINKER CONVEYOR BAG FILTER EXHAUST – SHALE CRUSHER BAG FILTER EXHAUST – RAW MEAL CONVEYOR BAG FILTER EXHAUST – RAW MILL FEED BAG FILTER EXHAUST – RAW MEAL CONVEYOR & RAW MEAL SILOS BAG FILTER EXHAUST – GYPSUM CRUSHER BAG FILTER EXHAUST – CEMENT MILL FEED BAG FILTER EXHAUST – CEMENT MILL CONVEYOR #1 BAG FILTER EXHAUST – CEMENT MILL CONVEYOR #2 & CEMENT SILOS BAG FILTER EXHAUST – CEMENT CONVEYANCE BAG FILTER EXHAUST – PACKING MACHINE BAG FILTER EXHAUST – BULK CEMENT LOADING PLANT BAG FILTER EXHAUST – COAL STORE BAG FILTER EXHAUST – CLINKER SILOS BAG FILTER EXHAUST – LIMESTONE CRUSHER
The main potential impacts on air quality associated with the existing activities at the site relate to emissions of dust, PM10 (particulate matter with an aerodynamic diameter less than 10µm) and combustion gases such as SO2 (sulphur dioxide) and NO2 (nitrogen dioxide). The operation of the plant
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 13 of 28
using the proposed alternative fuels will lead to the discharge of some emissions into the atmosphere. The main emissions to air are the flue gases from the main stack at the cement kiln. It has been shown in the accompanying EIS that these emission concentrations from the Lagan facility are significantly lower than the standards as set out in their existing IPPC Licence. The emissions to atmosphere from this proposed activity will be regulated under the terms of the Waste Incineration Directive 2000/76/EC. This Directive sets stringent standards for emissions with the objective of achieving a very high level of environmental protection. Details of the Emission Limit Values which will be applied for this development are discussed in Section 9 of the EIS and also in Section E.1 of this Application. Existing Environment The main potential impacts on air quality associated with the existing activities at the site relate to emissions of dust, PM10 and combustion gases such as SO2 and NO2.
The existing facility is fuelled using coal, petcoke, fuel oil and meat and bone meal (MBM) and the potential emissions from this activity include combustion gases, PM10, Dust, CO and CO2. The use of MBM as a substitute fuel for coal in the kiln commenced in 2006 after the appropriate planning and licence approvals were granted; this fuel change does not result in any change in the nature of the emissions from the existing and related activities at the site. Emissions from traffic include pollutants such as sulphur dioxide, nitrogen oxides, carbon monoxide and traces of VOCs. In addition, the HGVs will contribute to PM10 emissions from the diesel engines. An asphalt plant owned and operated by a sister company, Lagan Asphalt Ltd, on an adjoining site also contributes to ambient air quality in the area in respect of dust, PM10 and combustion gases such as SO2 and NO2. The discharges from the existing facility are regulated under the terms of EC Directive 2000/76/EC, which limits the concentrations of various substances, which may be released from the activity. The complete list of substances regulated includes the following:
• Sulphur dioxide (SO2); • Nitrogen dioxide (NO2); • Total dust; • Carbon monoxide (CO); • Total Organic Carbon (TOC); • Hydrogen Chloride (HCl); • Hydrogen fluoride (HF); • Dioxins and furans;
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:35

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 14 of 28
• Metals and their compounds, including Cd, Tl, Hg, Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V.
Air quality monitoring was completed over an extended period from October 2004 – February 2005. The scope of monitoring included passive sampling for sulphur dioxide, nitrogen oxides and hydrocarbons (including benzene, toluene, ethyl benzene and xylenes). Continuous monitoring of nitrogen oxides and PM10 was also undertaken at one on-site location. This location was situated at the northern boundary of the site beside the settlement lagoon and well removed from possible traffic influences. Monitoring levels of sulphur dioxide, hydrogen fluoride and hydrochloric acid were also completed and samples were taken for heavy metals and dioxins/furans. A detailed description of the survey methodology and detailed results are presented in Appendix 10.2 of the Environmental Impact Statement. The ambient monitoring results showed the expected trend – concentrations of all parameters discussed above were extremely low, as expected, and are consistent with expectations for a rural location. Potential and Predicted Impacts Construction Phase Site preparation activities during the construction phase of the concrete products production area will have the potential to release dust emissions to the atmosphere. Other construction activities will include construction of site services, and associated structures within the proposed site boundary. These activities will also have limited potential for emissions of particulate matter to the atmosphere. Due to the relatively short duration of the soil stripping construction phase of the proposed development, there will be no significant ambient air impacts resulting from these construction activities. The construction of the buildings and associated facilities for the concrete products plants will be of short duration and will not lead to any significant air quality impacts. Measures will be put in place to prevent any significant impact as a result of construction activities. Alternative Fuels and Raw Materials There will be no change in the substances, which may be present in the emissions from the facility associated with the use of alternative raw materials or fuels, nor will there be any increase in emission levels. Sulphur dioxide emissions originate from the sulphur in the fuels used in the combustion process. Nitrogen oxides will also be present in the emission stream as a result of the combustion process. Particulate matter and PM10 may arise in the emission stream from the combustion process. Minor emissions of organic compounds (CO and CO2) may be released during the combustion of organic material. Traces of the other substances as listed above may be present in the emission stream due to the combustion process and due to their presence in the fuels. Dioxins and furans are present in emissions from all combustion sources, including bonfires, backyard burning of domestic waste and domestic fires, however the extremely high temperatures associated with the cement
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:36
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 15 of 28
kiln (up to 2,000oC) will inhibit formation of these compounds. There will be no odours associated with the proposed activities. Sulphur dioxide emissions originate from the sulphur in the fuels used in the combustion process. The sulphur content of the proposed alternative fuels and raw materials is very significantly lower than that of the existing fuels and therefore sulphur dioxide emissions will be the same as or lower than the existing situation. Most of the sulphur is absorbed in the clinker and the cement kiln dust so any sulphur that is present is effectively absorbed in the process and emissions are therefore minimised, and well within the existing emission limit values of the current IPPC licence. Nitrogen oxides are present in the emission stream as a result of the combustion process and nitrogen dioxide levels are not expected to increase due to the use of either substitute fuels or alternative raw materials. The main source of nitrogen oxides in the emissions is thermal NOx from the combination of nitrogen and oxygen from the atmosphere. In a system using a staged combustion calciner (such as at Lagan Cement Ltd.) which enables effective reduction of NOx. There will be no increase in emissions of nitrogen oxides as a result of the proposed use of alternative fuels or raw materials. Particulate matter and PM10 may arise in the emission stream from the combustion process but again levels will not increase as a result of the use of alternative fuels or raw materials. There will be no odours associated with the activity since the fuels and raw materials proposed are completely odourless. There are no other emissions of any consequence and there will therefore be no change in the existing emission profile for the facility. Increase in Cement Plant Capacity There will be a minor increase in the substances which may be present in the emissions from the facility associated with the increase in capacity of the cement plant. The most significant potential impact of the proposed increase in production is dust and particulate matter but this increase will be less than 10% more than the existing situation which not result in any emission value exceeding the IPPC Licence limits. The operation of the limestone and shale quarries will not be affected as a result of the proposed development other than to increase the rate of extraction of raw materials from the limestone quarry for use in the proposed developments. Lagan Cement proposes to increase the capacity of the existing cement works from 600,000 tonnes per annum to 700,000 tonnes per annum. The expansion of cement production will not result in further construction as Lagan will be producing more environmentally sustainable or 'Greener' cement. This ‘Greener’ cement will be Cem II which has a clinker content of between 80 and 94% (limestone 6 - 20%, Gypsum 4%) as opposed to the present primary cement Cem 1 which has a clinker content of 95-100%, with limestone comprising up to 5%. The usage of less clinker in ‘Green’ cement allows for a capacity increase in cement production without an increase in clinker production. Consequently, there will be no increase in greenhouse gas
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:36
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 16 of 28
emissions from the cement manufacturing process as a result of the proposed capacity increase. The manufacture of clinker produces approximately 0.86 tonnes of C02 per tonne of clinker produced thus increasing the production of Cem II effectively reduces the net CO2 emissions per tonne of cement produced. The operation of the limestone and shale quarries will not be affected as a result of the proposed development other than to increase the rate of extraction of raw materials from the limestone quarry for use in the proposed developments. The only emissions associated with such an increase would be dust and the levels of dust emissions will not increase significantly with the increased rate of extraction. Cement Products Plants The most significant potential impact of the proposed concrete products plants is dust and particulate matter, which is also present in the emissions associated with all the existing activities at the site. The raw materials for the three plants will be delivered from the raw material storage stockpiles which are fed from the on-site quarries. Fugitive dust emissions which may arise from aggregate stockpiles will be minimised as a result of the aggregate materials being contained in storage bays at the site. When necessary, wet dust suppression techniques will be implemented at the site to prevent windblow from sand and aggregate stockpiles. Cement silos in the three plants will be filled from vehicles by an air compressor. Doing this, the air enriched by cement dust is blown out of the silos into the exhaust filters. The residual dust quantity in the filter outlet will be ≤ 10mg/Nm³. For all three plants, the aggregates are tipped into hoppers, which feed the production processes. Batching systems control the rate of addition of raw materials and additives. The main production activity in all three plants takes place in controlled conditions within the production buildings. Therefore the risk of dust emissions is minimised. The conveyors used to transfer the aggregates are covered and there will be no dust arising from this process. All process equipment within the dry mortar plant will be equipped with individual filters and the residual dust quantity in the filter outlet will be ≤ 10mg/Nm³. The equipment is de-dusted at the particular point of dust generation and therefore the collected dust is returned into the process and is not released into the atmosphere. Dust emissions from the bag filter of the mortar plant will be less than 20mg/Nm3 for particulates. It is expected that the bag filter assembly will have efficiency >99% and therefore, dust emissions from this source are expected to be negligible. Traffic Due to the relatively low number of additional vehicles that will arrive and depart at the site even at peak production, the contribution of traffic to pollutant emissions will be insignificant.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:36
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 17 of 28
The maximum impacts on ambient air quality associated with traffic movements will be experienced within about 10m of the roadside where the vehicles are passing; the impacts at distances further removed from the roadside are insignificant since the pollutants will be rapidly and effectively dispersed as the distance from the roadside increases. Frequent watering of the access roads, as is already standard practice at Lagan cement Ltd, will mitigate against wind blown dust particles. Mitigation Measures The existing activities at the site are regulated under the terms of an IPPC Licence granted by the EPA in accordance with the requirements of EC Directive 2000/76/EC. The mitigation measures which are employed at the existing facility are effectively controlling emissions associated with existing activities and will continue to do so. The existing ambient air quality is good and consistent with expectations for a location of this type. Mitigation measures to minimise the potential impact of air emissions associated with the development include the following; Fugitive dust emissions, which may arise from aggregate stockpiles will be minimised as a result of the aggregate materials being contained in storage bays at the site. When required wet dust suppression techniques will be implemented at the site to prevent windblow from sand and aggregate stockpiles. Dust emissions arising as a result of vehicle movements at the site will be controlled by regular water spraying of the ground surfaces at the site. Fugitive emissions of particulates resulting from the delivery of raw materials to the plant will be minimised as a result of all trucks being either covered or fully enclosed. The entire production cycle for each of the concrete products plants will take place inside the production buildings thus ensuring that emissions are prevented from occurring. Since this assessment has shown that the dominant potential impacts of the proposed developments on air quality near the site are effects on dust deposition, the existing comprehensive monitoring programme for dust deposition in the vicinity of the site will continue. Emissions from the main Process emission Source – the Preheater Tower, Kiln, Clinker Grate and Raw Mill - are treated in an electrostatic precipitator to control dust. The waste gases also contain SO2, NOx, CO and CO2 will be discharged through a 125m stack designed to ensure effective dispersion of the substances emitted from this source. Emissions to atmosphere from the electrostatic precipitator are continuously monitored for particulates (measured as opacity), SO2, NOx, CO and CO2. Continuous emission
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:36

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 18 of 28
monitoring is completed to demonstrate compliance with regulatory requirements and to ensure that no inadvertent releases of pollutants occur. In order to demonstrate that the proposed mitigation measures are effective, the monitoring programme currently in place will be continued. Dust Deposition Dust deposition monitoring is carried out monthly at six ambient monitoring locations, (D1 to D6), at the Lagan Cement Ltd site under the terms of the existing IPPC Licence (Register No. P0487-03). Monitoring data shows that the licence limit of 130 mg/m2/day is difficult to always meet due to the fact that Lagan Cement Ltd., use Standard Method VDI2119 (Measurement of Dustfall, Determination of Dustfall, Bergerhoff Instrument (Standard Method) German Engineering Institute), commonly known as the Bergerhoff Method to measure dust deposition at the site. The prescribed limit for dust deposition when using the Bergerhoff Method is 350 mg/m2/day. This limit specifically relates to the Bergerhoff Method which measures and reports both the suspended and dissolved solids fraction that is present in the collected sample. It should also be noted that the Bergerhoff collection methodology does not prevent entry of organic material into the collected sample and some organic contribution to the result is almost inevitable. The limit of 130 mg/m2/day however, is commonly applied to dust deposition when monitored using the Frisbee collection method, which was the methodology adopted in the past at Lagan Cement Ltd. The Frisbee methodology uses a foam insert on the collection vessel, which prevents any organic materials from entering the sample. Furthermore, the dissolved solid fraction of the collected sample is not analysed, measured or reported for the Frisbee Method and only suspended solids are reported. Consequently, it is reasonable to expect a lower result for dust deposition when using the Frisbee Method as opposed to the Bergerhoff Method, even in the exact same ambient conditions. Lagan Cement Ltd are now using the Bergerhoff method for dust deposition monitoring at their site. It is therefore requested that the Dust Deposition Limit be changed accordingly, to 350 mg/m2/day, in order to more accurately reflect the monitoring methodology currently being used at the facility. It should be noted that the increase in limit from 130 mg/m2/day to 350 mg/m2/day does not represent any allowance to increase ambient dust levels but merely reflects the different methodologies used to monitor dust deposition.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:36

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 19 of 28
4.0 Water Emissions
The Existing Environment The most proximate surface watercourse is the Kinnegad River, which forms the northern boundary of the site. Surface water quality in all of the discharges to receiving water bodies was monitored during the construction phase of the Cement Plant, which commenced in June 2000. Surface water quality in the Kinnegad River and in two tributaries has also been monitored since June 2000. Monitoring data to date continues to show that the surface water management system is effective in maintaining the water quality of local water bodies. Site surface water discharges continually show compliance with surface water limit values specified in the original planning conditions and in the current IPPC Licence (Reg. No. P0487-03) which is regulated by the EPA. Groundwater investigations carried out when the original planning application for the Killaskillen Cement Plant was submitted indicated that there would be no significant dewatering impact as a result of the original development. Regular groundwater monitoring ensures that these conditions are maintained. There will be no significant adverse impacts on groundwater as a result of this proposal as is discussed in more detail of Section 9 of the Environmental Impact Statement. Potential and Predicted Impacts There is potential for increased levels of suspended solids in the run-off from the construction site area. All discharges are treated prior to run-off from the site into a settlement lagoon and all surface drainage is routed to the settlement lagoon to ensure adequate settlement to avoid adverse river impacts due to suspended solids loading. There is no groundwater use associated with the mortar plant, hence there will be no groundwater dewatering impacts associated with the development of such a plant. Water usage from the tile plant is predicted to be 25 – 30 m3 per week extracted from groundwater and used in the mixer and Acrylic paint booth. The waste water from the paint booth is recycled back through the mixer. Monitoring results indicate that there has been no significant dewatering impact at wells in the vicinity of the site to date and no significant effect on the flow in the Kinnegad River or the Western Tributary. Due to the minimal water requirements from the proposed tile plant when compared to entire groundwater use on site, it is expected that there will be no impacts on the rate or extent of quarry dewatering. Possible sources of contamination from the tile plant include release oil and acrylic water based paint. An enclosed booth exists where the oil is sprayed onto the mould. Any over spray is recycled back into the release oil tank. Over
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:36

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 20 of 28
spray with acrylic water based paint, is held in a holding station and recycled back through the tile process. It is expected that water use at the paving plant will be minimal. As with the tiling plant this minimal water use will not have an effect on the dewatering rate of the site. There will be no change in the location, final geometry or final working limits of the quarries as a result of the proposed increase in capacity. Since the depth of working will not exceed that which has already been permitted the potential dewatering impacts associated with the proposed increase in production will not exceed those predicted for the existing development. The phasing of the proposed extension will be different in terms of the rate of raw materials extraction and the depth of excavation at different times and hence the timescales for achieving various predicted dewatering impacts may change. However, despite the changed phasing of operations over time the ultimate extent of dewatering at maximum potential impact is the same as that predicted for the existing development. The surface water management system at the existing facility was designed to ensure that surface water discharges do not cause pollution of the receiving surface water bodies and also to prevent accidental discharges from the site. The system is very effective in achieving these objectives as has been shown by the comprehensive environmental monitoring programme undertaken at the site since June 2000. The proposed increase in production will not result in any new potential surface water or groundwater quality impacts relative to those predicted for the existing permitted development. Potential impacts on water quality relate to the presence of suspended solids and the potential presence of hydrocarbons in the discharges; these potential impacts are exactly the same as those predicted for the existing permitted development. The discharges to surface water are being, and will continue to be managed and controlled to ensure that there will be no adverse impact on the water quality in the receiving water bodies. Mitigation Measures The surface water management system at the existing site ensures that no uncontrolled discharge of drainage from the site occurs at any time. The system has been shown to effectively control the quality of discharges to surface water from the site and the proposed change in fuel type will not result in any additional impacts relative to the existing development. Regular sampling and analysis of the site discharges ensures full compliance with all legal and regulatory requirements. The suspended solids content of the water is maintained well below relevant IPPC Licence limits by settlement arrangements in order to ensure compliance with regulations and prevent adverse impact on the Kinnegad River.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:37
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 21 of 28
Discharges are treated prior to discharge of runoff from the site through the diversion of runoff into a settlement lagoon. All surface drainage is routed to the settlement lagoon to ensure adequate settlement to avoid adverse river impacts due to suspended solids loading. The residence time required for effective settlement of suspended solids is 28 hours.
Mitigation measures have been and will continue to be implemented to ensure that no detrimental effect to groundwater resources occurs. These measures include:
• Surface water management systems to prevent accidental releases to
ground water; • Groundwater monitoring to monitor groundwater drawdown and quality; • The provision of alternative water supplies if required as a result of site
activities.
Best blasting practices, disposal of any excess explosives; and selection of the appropriate type of explosives will continue to be implemented to minimise the risk of ammonium nitrate residues migrating into the groundwater. In particular, the following measures will be put into place where blasting takes place below the water table: • groundwater dewatering should be carried out within the blasting area to
ensure that blasting is not taking place within waterlogged blast holes; • the presence of rock cavities should be monitored during the drilling of the
blast holes. No blasting should take place in holes where open cavities are encountered. If blasting has to take place, a liner should be installed to prevent Ammonium Nitrate and Fuel Oil leaching away into the cavity;
• AN-FO explosive should be used as soon as possible after mixing to prevent the ammonium nitrate and fuel oil separating, and the fuel oil leaching away into the groundwater.
In order to demonstrate that the proposed mitigation measures are effective, the monitoring programme currently in place will be continued.
5.0 Emissions to Sewer
There is no aqueous process effluent produced at the site and as such there are no emissions to sewer from the Lagan Cement Ltd facility.
6.0 Noise and Vibration
The existing facility is licenced by the EPA under the EPA Act 1992 and from the noise monitoring surveys carried out annually and discussed in detail in Section F, it is evident that the existing site operations comply with the IPPC Licence noise limits of 55 dB(A)LAeq,30 mins during the daytime and 45
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:37
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 22 of 28
dB(A)LAeq,30 mins during the night time. Noise monitoring was most recently conducted on 11th and 12th July 2006 when the Cement Plant, limestone quarry and the Lagan Asphalt Plant were operating normally. The results of this survey demonstrate that the existing site activities do not exceed the permissible levels and hence demonstrate compliance with the requirements of the existing IPPC Licence (P0487-03).
Potential and Predicted Impacts
Increase in Cement Production The increase in cement production at the site will not require any additional plant as the existing cement manufacturing plant and associated quarry machinery has the capacity to facilitate the proposed increase in cement production. The only potential for increased noise levels to occur as a result of the proposed increase in production is associated with the predicted increase in traffic movements at the site in particular, HGV movements associated with the export of product from the site and additional deliveries of raw materials to the site. This value attributable to HGV movements on the access roads is significantly lower than the internationally applied criterion of 65dB(A) for acceptability of traffic noise and does also not exceed the EPA BATNEEC Guidance value for noise (LAeq, 1hr = 55dB(A)). Concrete Products Production Area The main noise sources associated with the mortar plant and the tiling plant will be those from the traffic movements to the site, transfer of raw material via conveyor into the pan mixer, and the mixing process within the plant buildings. The loading of the weigh hopper, the mixing process and subsequent loading of a mixer truck will not be continuous and will be of relatively short duration, typically 10 minutes. The main noise sources associated with the paving plant will be those from the traffic movements to the site, transfer of raw material via conveyors, and the block forming machine. The detailed noise assessment as presented in Section 11 of the EIS has shown that the total predicted noise levels as a result of the developments proposed will not result in any increase on the existing levels at the local sensitive areas.
Use of Alternative Fuels and Raw Materials The utilisation of alternative fuels and raw materials will not influence the existing noise environment at the local sensitive areas.
There are no adverse noise impacts predicted at noise sensitive receptors in the vicinity of the site as a result of the proposed developments at the Lagan Cement Ltd. Facility.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:38

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 23 of 28
Mitigation Measures Existing noise mitigation measures in place at the site which include screens, enclosures and optimum location of plant shows that the facility and all site activities and work practices have been designed and are managed to minimise the noise impact at receptors beyond site boundaries. If noise monitoring indicates an increase in emission levels from the facility the incident will be reported and investigated. Regular and effective maintenance by trained personnel of all items of plant and machinery will ensure that no unnecessary noise is generated by their operation. Fans used to exhaust gases from the kiln and positive displacement blowers, which are sometime used to supply combustion air, can produce pure tones, which require silencing. Outlet silencers and lagging of ducting are used to achieve the required reduction. The hours of operation of the cement plant will continue to be 24-hours a day Monday to Sunday.
A requirement for any effective enclosure of a noise source is that any paths through which a noise may escape through the enclosure are minimised so as to maximise sound attenuation. To ensure that noise levels generated by the operation of the plant are minimised, all external doors of the plant building will be clearly marked with signs instructing employees to ensure that doors are kept closed at all times. In order to demonstrate that the proposed mitigation measures are effective, the monitoring programme currently in place will be continued.
7.0 Waste Management
A summary of the waste arising at Lagan Cement Ltd is presented below in Table 1. Waste mainly arises at the cement facility from transport requirements and packaging. The cement manufacturing process is extremely efficient in terms of the amount of waste that is generated. All raw materials that may be spilled or lost from the process are recycled back into the process at some point along the line, which results in little or no waste being generated from the process. The potential impacts of the proposed developments on waste management at the facility are discussed in detail in Section 17 of the EIS and have been shown that, due to the nature and minor quantities of the waste generated and the use of the company’s existing waste management procedures, there will be no adverse or unacceptable impact on the receiving environment.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:38
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 24 of 28
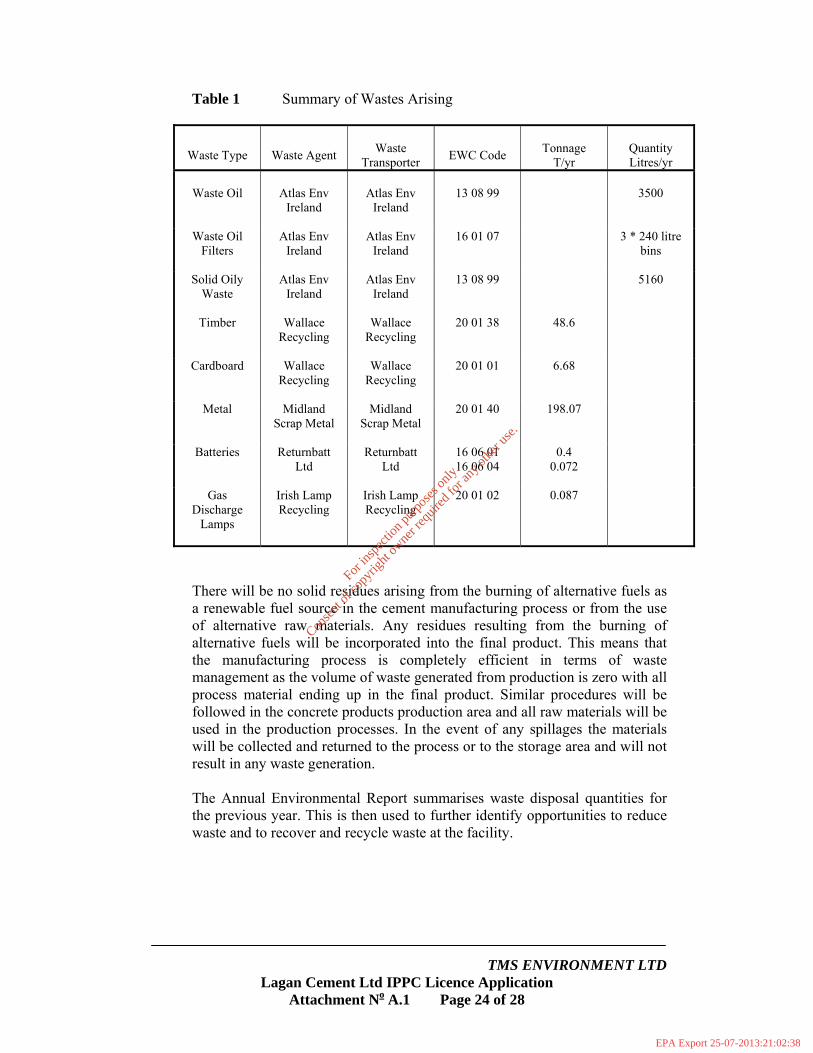
Table 1 Summary of Wastes Arising
Waste Type
Waste Agent
Waste
Transporter
EWC Code
Tonnage
T/yr
Quantity Litres/yr
Waste Oil
Atlas Env
Ireland
Atlas Env
Ireland
13 08 99
3500
Waste Oil Filters
Atlas Env Ireland
Atlas Env Ireland
16 01 07 3 * 240 litre bins
Solid Oily Waste
Atlas Env Ireland
Atlas Env Ireland
13 08 99 5160
Timber Wallace Recycling
Wallace Recycling
20 01 38 48.6
Cardboard Wallace Recycling
Wallace Recycling
20 01 01 6.68
Metal Midland Scrap Metal
Midland Scrap Metal
20 01 40
198.07
Batteries Returnbatt Ltd
Returnbatt Ltd
16 06 01 16 06 04
0.4 0.072
Gas Discharge
Lamps
Irish Lamp Recycling
Irish Lamp Recycling
20 01 02 0.087
There will be no solid residues arising from the burning of alternative fuels as a renewable fuel source in the cement manufacturing process or from the use of alternative raw materials. Any residues resulting from the burning of alternative fuels will be incorporated into the final product. This means that the manufacturing process is completely efficient in terms of waste management as the volume of waste generated from production is zero with all process material ending up in the final product. Similar procedures will be followed in the concrete products production area and all raw materials will be used in the production processes. In the event of any spillages the materials will be collected and returned to the process or to the storage area and will not result in any waste generation. The Annual Environmental Report summarises waste disposal quantities for the previous year. This is then used to further identify opportunities to reduce waste and to recover and recycle waste at the facility.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:38

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 25 of 28
8.0 Energy Efficiency
The production of cement is a very energy intensive operation and Lagan Cement Ltd have permission to burn coal, Pet Coke, fuel oil, natural gas and meat and bonemeal at their cement manufacturing facility in Kinnegad, Co Meath. They use the cleanest and most energy-efficient fuels in the manufacturing process and careful consideration has been afforded to minimising emissions especially of greenhouse gases such as CO2. Selection of the optimum fuels for these purposes is continually being reviewed and wherever practicable options which contribute to the achievement of the objectives of the National Climate Change Strategy have been and will continue to be explored and selected. Lagan Cement Ltd propose to use carbon neutral biofuels derived from biomass as a renewable fuel source at their cement manufacturing facility in Kinnegad, Co Meath. Biofuel is term used for biomass which has been upgraded or treated to provide bioenergy. Biomass is defined as the biodegradable fraction of products, waste and residues from agriculture (including vegetal and animal substances), forestry and related industries, as well as the biodegradable fraction of industrial and municipal waste. The burning of biofuel as a renewable fuel source at Lagan Cement will therefore result in an increase in energy efficiency and a decrease in mass emissions of greenhouse gases, particularly net CO2 from the plant. Lagan Cement will in effect be replacing fossil fuels with renewable, carbon-neutral fuels, and will in turn be making a significant positive contribution to the National Climate Change Programme by reducing their net CO2 emissions to atmosphere. Lagan Cement Ltd conducted an energy audit at their facility in February 2006 which assessed the operation period of January 2005 to December 2005. The scope of the audit was to assess energy consumption of the entire plant in kilowatt hours1 by subdividing the plant into a number of defined electrical streams. Based on kilowatt hour consumption it was shown in the audit that the main consumption of energy at the facility is associated with the operation of the cement mill, the raw mill and the kiln. These three processes account for over 65% of the total energy requirements of the plant. The Energy Efficiency Audit also highlighted areas where energy savings could be made and ways of implementing these changes. Changes that have been implemented and resulted in significant energy savings include;
1 The kilowatt-hour (symbolized kWh) is a unit of energy equivalent to one kilowatt (1 kW) of power expended for one hour (1 h) of time. The kilowatt-hour is not a standard unit in any formal system, but it is commonly used in electrical applications
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:38
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 26 of 28
• The use of MBM fuel to reduce coal consumption. In addition the use of MBM as a fuel has reduced the volume of coal requiring milling before use in the kiln, which again reduces energy consumption.
• The installation of an auto stop system on the cement mill loading belt for the purpose of reducing idle running time of the mill loading belt.
• The improvement of the quarry crusher utilization time, through the training of the quarry team
• The installation of an auto stop system on the raw mill loading belt to reduce to a minimum idle running time.
Lagan Cement Ltd. one of ten companies in Ireland currently applying for the new Irish Energy Management Standard, IS 393. This standard, which is awarded by Sustainable Energy Ireland, requires that energy is managed in a strategic and efficient way. It puts in place the structures and processes to yield significant savings in energy usage, associated costs and greenhouse gas emissions. IS 393 covers all aspects of the company’s approach to managing energy and requires Lagan to enter into a process of continuous improvement. The Standard helps to provide an understanding of where energy is used within Lagan Cement and consequently forms the basis for prioritising the efforts to reduce energy usage. A final application for accreditation will be made in March 2007.
9.0 Accident Prevention and Emergency Procedures
Manufacturing and operational instructions have been developed to ensure the activity is operated to the highest standard thus minimising accidental emissions. A comprehensive maintenance programme has been developed and includes integrity testing and visual inspections in order to detect any weaknesses in structures or storage devices. The storage and containment of all materials at Lagan Cement Ltd conforms to existing IPPC Licence requirements and best practice. Bund capacities incorporate the required 110% of the volume of the largest tank.
As the facility operates for 24 hour per day 7 days per week, there is appropriate supervision on-site at all times. In addition there is 24-hour security station at the site which can aid rapid response to any potential emergency situations
A comprehensive emergency response plan is in operation at the site which covers all potential emergency situations. Specific responsible personnel have been selected and trained to co-ordinate emergency responses. In addition other staff have been selected and trained to respond to emergency situations such as spillages, fire and other emergency situations. All appropriate emergency equipment will be installed on site to combat foreseen emergencies.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:38
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 27 of 28
All staff have received appropriate training in the operation of the equipment assigned to them and are aware of any potential emergency situations that could arise. They have been trained to take appropriate emergency response actions. Very little hazardous material other than the fuel oil is stored on site in significant quantities. The fuel oils are bunded to 110%. In the event of a fire on-site, fire-water would drain to the Balancing pond before reaching the Settlement lagoon via the drainage system. In addition there is a water reservoir (fire pond) cooling water pump house and underground tanks to aid fire fighting.
Specifically with regard to the burning of MBM as a renewable fuel source there are a number of safety measures in place to ensure proper handling and prevent any potential accidents associated with its use. In the very unlikely event of a spillage of MBM there is an SOP in place which deals with the emergency response required. Lagan Cement Ltd comply fully with the requirements of the Animal By-Products Regulations which deal with the Collection, Transport and Storage of meat and bone meal and with the maintenance of records and the approvals systems for storage of MBM. The cement manufacturing facility also complies with the requirements of Directive 2000/76/EC, the Waste Incineration Directive, and this is overseen by the EPA.
10.0 Cessation of Activities
The proposed lifetime of the Lagan Cement facility in excess of 40 to 50 years and therefore the decommissioning of the facility is not foreseen for a significant period of time. However, Lagan Cement Ltd have developed an extensive Residuals Management Plan (RMP) which details the proposed measures in order to minimise the impact on the environment after the activity or part of the activity ceases operation. The RMP is reviewed on an annual basis to ensure that any changes in operations at the facility are considered in the RMP. The current RMP is presented in Section K of this application.
11.0 Conclusions
A comprehensive Environmental Impact Assessment has been carried out as part of the IPPC Licence application. It has been shown that there will be no adverse impacts on the environment as a result of the proposed developments at the Lagan Cement Ltd facility. A full assessment of the various potential impacts is included in the Environmental Impact Statement (EIS) which accompanies this application. As part of this application the nature and quantities of emissions from the installation into all environmental media have been considered. It has been shown that the existing mitigation measures and the proposed techniques for preventing and/or reducing emissions from the plant will ensure that Lagan
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:38
TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A.1 Page 28 of 28
Cement Ltd are capable of and will fully comply with the legal requirements of the Waste Incineration Directive, the Animal By-Product Regulations and any other relevant legal requirements. The general measures planned to ensure that environmental obligations in respect of prevention and /or limitation of pollution are satisfied and presented above and in Sections E and F of the application.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:39

TMS ENVIRONMENT LTD
Lagan Cement Ltd IPPC Licence Application Attachment No A Appendix I
APPENDIX I
Site Boundary Map
Site Layout Drawing
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:39

Scale 1:50,000 Discovery Series Map 49
Ordnance Survey Ireland Licence No. EN 0001302 © Government of Ireland
TMS ENVIRONMENT LTD
Site Location
Figure 1 Lagan Cement Ltd
53 BROOMHILL DRIVE, TALLAGHT, DUBLIN 24
Tel: +353-1-4626710; Fax: +353-1-4626714
N
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:39
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:21:02:40