aecon one magazine
DESCRIPTION
Aecon ONE is the quarterly magazine from Aecon Group Inc one of Canada's largest and most diverse construction and infrastructure development companies. An industry leader in some of the country's strongest growth sectors – transportation, resources, power, as well as social, manufacturing and urban infrastructure, Aecon is pleased to be recognized as one of the Best Employers in Canada.TRANSCRIPT

IN THIS ISSUE:F I N I S H I N G T H E T R A N S - CA N A DA H I G H WAY I N B A N F F N AT I O N A L PA R KRoads, Bridges and Animal Underpasses
R O C K S TA RExpanding Molybdenum Production in British Columbia
O N T H E WAT E R F R O N T Launching Aecon’s Marine Business
L O S T A N D F O U N DGenerating Electricity from Waste Heat
THE MAGAZINE OF AECON GROUPNOVEMBER 2011, VOLUME 1, ISSUE 1
Publication Mail agreeMent #41329046


10 16 32 50
The information in this magazine includes certain forward-looking statements. Although Aecon believes that the expectations reflected in forward-looking statements are reasonable, it can give no assurance that the expectations of any forward-looking statements will prove to be correct.
one is a quarterly magazine published by aecon group inc for its employees and clients. For more information about aecon, visit our website at www.aecon.com
For more information on any of the articles published in the magazine, please contact rob Kinnaird at 1 877 232 2677 or e-mail [email protected].
AECON’S VISION:
to be the first company people go to for building things that matter.
ALSO IN THIS ISSUE:
2 The Big Picture By John Beck
4 Aanischaaukamikw
22 More Lanes, Faster Trips Working on the Highway 407 ETR Expansion
28 Meet Bryon Kmith
38 Venezuelan Voyage IST’s Biggest Order for EOR Boilers
44 Pit Stop The Last Phase of Ontario’s Highway 11 Expansion Project
56 Meet Jack Gibson
60 By the Numbers By Mike Archambault
COVER: PUTTING OUR SHOVEL DOwN IN THE wEST, LAKE LOUISE, ALBERTA
ABOVE AND BACK: LEFT AND BACK: AECON MARINE BUSINESS, PICTOU, NOVA SCOTIA
F I N I S H I N G T H E T R A N S - CA N A DA H I G H WAY I N B A N F F N AT I O N A L PA R KRoads, Bridges and Animal Underpasses
R O C K S TA RExpanding Molybdenum Production in British Columbia
O N T H E WAT E R F R O N T Launching Aecon’s Marine Business
L O S T A N D F O U N DGenerating Electricity from Waste Heat
THE MAGAZINE OF AECON GROUPNOVEMBER 2011, VOLUME 1, ISSUE 1
CREE CULTURAL INSTITUTE, OUJé-BOUGOUMOU, QUéBEC

Three completely different projects; each one remarkable in its own way, and each with one central point of connection: They are all being built by Aecon.
We have spent the last decade building Aecon, step by step, with deliberate precision, to seize the immense opportunities in front of us today. It is a strategy that, despite the current economic uncertainty, will stand us in good stead.
The demand in Canada for our services is still bigger than our ability to meet the needs…and the future is even more promising. By 2020, Canada is expected to be the fifth largest construction market in the world. By building our business on the principle of One Aecon, we stand alone as the only firm capable of bringing a comprehensive construction solution to the marketplace across the entire country.
One Aecon is a subtle, but far-reaching, change in both the way we think about ourselves and the work we do for our clients. It is the lens through which we now focus all of our activities and a template to provide a single, comprehensive solution for our clients – a relationship that is less about selling disparate construction services and more about delivering value-added solutions.
We have already taken a number of steps to focus on this new concept. Two are of special note: our new Chief Operating Officer and our new Aecon West Headquarters.
In March, we appointed Teri McKibbon as the company’s Chief Operating Officer. Instead of several executives in charge of different aspects of our business, we now have one person responsible for all the
Later this year, the Cree Nation will open a new institute in Oujé-Bougoumou, Québec. It is a building of enormous significance, with an inspired design that gives shape to the culture and traditions of the Cree people.
In Fraser Lake, British Columbia, the Endako molybdenum mine is expanding its processing plant. At 12 metres in diameter, its SAG mill, which will crush about 10 million tonnes of ore a year, is one of the largest of its type in the world.
The Trans-Canada highway in Alberta’s Banff National Park has to balance the transportation demands of the more than four million people who visit the park each year, with the need to preserve the park’s natural heritage. The final six-kilometre stretch of the new four-lane highway expansion, currently under construction, features a 15-metre wide culvert that allows animals to safely cross under the road instead of across it.
By John BeckChairman of the Board and Chief Executive Officer
LEADERSHIP MATTERS
THE BIG PICTUREONE AECON
2 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

company’s operations and, in so doing, we can ensure that we act with a singularity of purpose and focus.
Our Aecon West Headquarters in Calgary opened for business in September. Expanding our operations to meet the booming demand in western Canada has been a key strategic focus for us. From a relatively small presence a few years ago, we now have
15 operations covering industrial services, mining, infrastructure and building construction. As a complement to, and an extension of, our corporate offices in Toronto, the Calgary office brings our corporate resources to the west. It provides our clients with better service, our western operations with better support, and it will help integrate Aecon into the western community. It will, in short, help our western businesses find the strength in diversity that One Aecon brings.
We are also reshaping our image to reflect the concept of One Aecon with a new website, new corporate brochure and the launch of this, our new company magazine.
Whenever you begin the process of creating a new magazine, one of the most contentious issues is what to call it. Everyone has an opinion and they are usually more than happy to offer it up. In fact, it turned out to be an easier task than we thought. With one focus, one goal, one team, and one company, there was really
only one choice: “ONE – The Magazine of the Aecon Group.”
The inaugural issue of ONE brings all our businesses together under one cover to celebrate our diversity, our strengths and our reputation as one of the Best Employers in the country. You will be taken on a journey across Canada, from our marine business in Nova Scotia, to a waste heat recovery
installation in Saskatchewan and on to our mill development project on the west coast. You will read about projects in virtually every aspect of private and public infrastructure, from highway construction to ship repair to heavy oil recovery. And you will meet some of the more than 10,000 Aecon employees who take pride in their work building things that matter.
As a civil engineer who has been involved in the construction industry for more than 40 years, I always enjoy the opportunity to get out of the office, put on a hard hat and see for myself how our projects are progressing. They never fail to impress me, and I am left somewhat in awe by how much organization, technology and talent can accomplish. We really can move mountains.
I hope this magazine captures some of that magic for you, and through its stories, you gain a better understanding of what One Aecon means to me, to our company and to our future, together as one.
ONE AECON IS A SUBTLE, BUT FAR-REACHING, CHANGE IN BOTH THE WAY WE THINK ABOUT OURSELVES AND THE WORK WE DO FOR OUR CLIENTS.
F A L L 2 0 11 3

PROJECT MATTERS
4 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

AANISCHAAUKAMIKWOujé-Bougoumou is the “place where people gather” and, in November, people will be gathering in this northern Québec community to celebrate the opening of an extraordinary building.
F A L L 2 0 11 5

esigned by renowned Canadian architect Douglas Cardinal and built by Groupe Aecon Québec, the Aanischaaukamikw Cultural Institute celebrates the story of the Cree Nation.
“This is a building of enormous significance,” says John Beck, Aecon Chief Executive Officer. “Its inspired design gives shape and form to the preservation of the culture and traditions of the Cree people. Future generations will see this as one of the country’s iconic buildings. We are proud and pleased that we could contribute to this project.”
Literally translated, the Cree term Aanischaaukamikw means “heritage centre” and, in this small Québec town of Oujé-Bougoumou, about a day’s drive north of Montreal, the heritage of the Cree people will be permanently captured under one remarkable roof that features
museum, archive, library, teaching facility and cultural centre.
“Many indigenous cultures, histories and languages, even in Canada, have disappeared as the Elders have passed on,” says Dianne Ottereyes Reid, President of Aanischaaukamikw. “Aanischaaukamikw flows from the knowledge that Cree culture must be captured, maintained, shared, celebrated, and practised… or it will wither and die.”
Designed by the eminent native architect Douglas Cardinal, perhaps best known for the Canadian Museum of Civilization in Hull, Québec, and by Stephen Rotman of Rubin & Rotman Architects of Montreal, Aanischaaukamikw was inspired by the sabtuan, the ancestral Cree gathering place for feasts. Its soaring wood-laminated arches and beams pay tribute to the simple rectangular shape of the sabtuan, while the exterior cedar slats recall the wood and skin cladding of traditional Cree buildings.
Aanischaaukamikw’s main level features four primary areas: gathering space, performance space, exhibition space, and documentation and research centre. The lower level includes research laboratories, conservation space and offices.
“ THE VERY FOUNDATION OF A STRONG NATION LIES WITH ITS ROOTS OF CULTURE AND IDENTITY.” — D I A N N E O T T E R E Y E S R E I D
P R E S I D E N T, A A N I S C H A A U K A M I K W
// aanischaaukamikw
6 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

AAnischAAukAmikw
CLIENT: cree nation
LOCATION: oujé-bougoumou, Québec
SCOPE: Design-build contract for the construction of a museum, archive, library, teaching centre and cultural centre for the cree cultural institute
AECON DIVISION: buildings – groupe aecon Québec
ARCHITECTS: Douglas cardinal and rubin & rotman architects
CONTRACT VALUE: $11.5 Million
SIZE: 38,000 square feet
STRUCTURE: Wood-laminated timber frame
TIMING: november 2009–Fall 2011
ENVIRONMENTAL FEATURES:
// certified leeD project // geothermal heating
# OF AECON EMPLOyEES: 6
KEy EMPLOyEES
Marco boisvert – VP operations Michel beauregard – Project Director Michel auger – Project Manager Sean boyer – chief estimator bruno landry – Quality Director
Architectural renderings courtesy of Rubin & Rotman Architects
Pictures courtesy of Eric Millette of Rubin & Rotman
PROJECT FILE
F A L L 2 0 11 7

To safeguard the prized Cree artefacts, the museum, which is slated to celebrate its grand opening on November 15, meets international museum standards.
B U I L D I N G A A N I S C H A AU K A M I K W“While the community was busy raising funds for the construction, we worked closely with them as a member of the project’s design-build consortium,” says Marco Boisvert, Groupe Aecon Québec Vice President of Operations. “It was, as it turned out, a very important part of the process and certainly contributed to making this project a success. It helped us appreciate how important this building is going to be to the community, and gave us better insight into the architects’ vision for the design.” Boisvert adds the other benefits of early-stage design involvement included Aecon’s ability to offer up trusted expertise and value engineering “to bring a pragmatic
approach to the design and help keep costs under control.”
In the fall of 2006, Aecon was awarded a contract for pre-construction services, working with the other project professionals to develop documents for the conceptual phase and establishing a guaranteed maximum price. By 2008, the team had completed drawings, performance specifications and Leadership in Energy and Environmental Design template, setting target cost for the building at $10 million.
“Work stopped on the project for about a year while the community concentrated on fundraising but, in May 2009, we were given a contract to complete the tender document and final budget,” recalls Sean Boyer, Groupe Aecon Québec Chief Estimator.
Boyer, working alongside Aecon Quality Director Bruno Landry, collaborated with community, architects and engineers to
fine tune the project’s design elements, LEED initiatives and architectural features, ensuring it better aligned with budget and previous estimates. In the autumn of 2009, Aecon was awarded the project’s $10 million design-build contract.
An official groundbreaking ceremony took place that November, and construction got immediately underway. As anyone who has experienced northern Québec in the winter can attest, kick-starting an outdoor project at that time of year is not considered ideal timing! The weather was bitterly cold, with temperatures at times dropping below -40°C. Despite the challenging conditions, however, the foundations and much of the underground portion of the geothermal system used to heat and cool the building had been completed by the end of winter.
Some say the massive columns and beams that frame the building look like the ribcage of an animal. Others say they
// aanischaaukamikw
AT A COST OF
LOCAL TRADE AND SUPPLIER USE ON THE PROJECT SPURRED THE LOCAL ECONOMY BY AS MUCH AS
MILLION FOR SUPPLY AND INSTALLATION, THE TIMBER FRAME WAS THE SINGLE MOST EXPENSIVE ELEMENT OF THE BUILDING.
MILLION, AND THE REGION OF NORTHERN QUéBEC BY AS MUCH AS $5 MILLION.
$1.3
$2.0
8 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

mimic the inside of a canoe. Whatever image they conjure, the effect is, without a doubt, the most distinctive and striking feature of the building, giving shape to the architect’s vision as a gathering place.
The curved laminated timber structural elements were manufactured from local black pine by Nordic Engineered Wood, a company in nearby Chibougamau, Québec. Black pine, a dense wood particularly well-suited for structural use, is also certified by the Forest Stewardship Council of Canada. FSC certification promotes responsible management of the world’s forests and plays an important role in the LEED certification building process.
Featuring 15 arches, the largest of which measures 11.1 metres high by
the building. Fifteen pipes reach almost 200 metres into the ground where the temperature, which ranges between 10 and 16 °C, remains relatively constant year round. Glycol circulated through the pipes extracts the heat in the winter for warmth. In the summer, the process is reversed. The glycol takes the heat from the building deep underground to cool the building. It took about two weeks to drill the holes for the geothermal system.
By the time winter rolled around in 2010, the structural work had been completed and the crews were in a position to address interior finishing in relative warmth and comfort. By May, the offices were complete and
11.4 metres long, the Cree cultural building boasts main arches that are an impressive 137 millimetres thick and 646 millimetres deep (about 5 inches by 25 inches). It took a crew from Acier Ecan, a Quebec City firm, about 12 weeks to erect the timber frame and complete the structural work. At a cost of $1.3 million for supply and installation, the timber frame was the single most expensive element of the building.
The aboriginal community has always had an affinity with the environment. Paying homage to the Cree’s commitment to sustainable resources, Aanischaaukamikw has been designed for LEED certification through its compact footprint, extensive natural lighting, and the use of low emission construction materials from local sources. The geothermal heating and cooling system relies on the heat of the earth deep underground to heat and cool
Aanischaaukamikw staff and partner tenants had begun to move in.
With the museum now reaching completion, Boisvert credits his team for supervising construction under some very difficult conditions.
“The guys did a fantastic job because this is a remote location and the reaction time is a lot longer here than it is in the big cities,” notes Boisvert. “The trickiest part was managing all the trades who had never worked on such a large project before; that was a real challenge!”
It was a challenge Groupe Aecon Québec willingly undertook. While Aecon was under no obligation to use local trades, the local community was actively encouraged to get involved in the project.
“Having the local trades participate in this sort of project has enormous value,” says Boisvert. “It gives the community much-needed employment and training, as well as the knowledge that they are
part of the team creating a building that will become part of the Cree heritage for years to come; it gives a great sense of ownership and pride in the work. The trades can say with all honesty that this is their building.”
Aecon estimates the employment of local trades and suppliers on this project spurred the local economy by as much as $2 million, and the region of northern Québec by as much as $5 million.
This has been an extraordinary project for Aecon. In addition to the usual blood, sweat and tears, Aecon also donated $250,000 to the Aanischaaukamikw Foundation.
For Abel Bosum, President of the Aanischaaukamikw Foundation, Aecon’s contribution has greatly helped the Cree community realize a longstanding wish.
“Seeing the dream of Aanischaaukamikw come to life is the result of an extraordinary partnership of the Crees, the private sector, and the Québec and federal governments,” says Bosum, expressing additional gratitude for both the donation and Aecon’s project management of the Cree Cultural Institute. “With Aecon’s support, we will be able to protect and study our culture and language, and share these with the world.
F A L L 2 0 11 9

Finishing the Trans-Canada Highway in Banff National ParkROADS, BRIDGES, AND ANIMAL UNDERPASSESFor a relatively short stretch of highway on the edge of Banff National Park, there is a lot going on: two new lanes, three bridges and two animal underpasses. The schedule is tight and the work is complex, but they weren’t counting on the rockslide, says Ed Baran, Aecon Construction Management Inc. (ACMI) Senior Contracts Manager. For Baran and his team, helping to re-open the Trans-Canada Highway has been an exercise in going “above and beyond”.
PROJECT MATTERS
1 0 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

F A L L 2 0 11 11

he setting couldn’t be more ideal,” confirms Baran. “Magnificent scenery, hiking, canoeing, fishing and we get to stay at a local resort. I just wish we had a bit more opportunity to enjoy it!”
Baran’s stay in Banff National Park has been anything but a holiday. In June 2011, ACMI kick-started site work on the Trans-Canada Highway, just west of Lake Louise. And while the project only covers six kilometres from start to finish, the span contains an abundance of work.
Set in the Rocky Mountains, Canada’s oldest national park is known for its mountainous terrain, glaciers and ice fields, dense coniferous forest and
abundant wildlife. It is Alberta’s most popular tourist attraction with more than four million visitors a year, most of whom arrive via the Trans-Canada Highway. But the Trans-Canada is more than just a route to the park. It is also a route through the park. More than five million people a year traverse the park without stopping as they travel between Vancouver and Calgary.
Balancing transportation demands with the need to preserve the park’s natural heritage has been a delicate act for Parks Canada. Since 1981, it has been upgrading the highway from two to four lanes to improve traffic safety, while at the same time safeguarding animals and birds with wildlife overpasses, underpasses and fencing. The 6.2 kilometre stretch of highway from Lake Louise to the British Columbia border, now under construction by Aecon, is the last part of the highway to be completed.
The project includes construction of two new eastbound lanes and construction of the westbound lanes. Scope of work also includes the building of two bridges over Canadian Pacific railway tracks, a pre-cast concrete arch culvert over Bath Creek and two animal underpasses. Aecon is also installing wildlife fencing along either side of the highway.
“ OUR EXPERIENCE AND THE SUPPORT OF SOME OF THE LARGEST AND BEST KNOWN CONSULTING ENGINEERING FIRMS IN THE COUNTRY ADDED A GREAT DEAL OF CREDIBILITY TO OUR PROPOSAL.” — E D B A R A N
S E N I O R C O N T R A C T S M A N A G E R
// trans-canada highway
1 2 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

TrAns-cAnAdA highwAy (LAke Louise)
TwINNING OF THE TRANS-CANADA HIGHwAy FROM LAKE LOUISE TO THE B.C. BORDER
CLIENT: Parks canada
LOCATION: banff national Park, alberta
AECON DIVISIONS:
aecon construction Management inc. (acMi) – general contractor
South rock – Paving and granular
PROJECT JOINT VENTURE: aecon (80%); ruskin construction (20%)
CONTRACT VALUE: $45 Million
LENGTH: 6.2 kilometres
SCOPE // construction of two new eastbound lanes // reconstruction of two existing lanes // construction of six structures
STRUCTURES
// animal underpass – box girder bridge, 60-metres long
// cP rail overpass – precast girder bridge, 45-metres long
// animal underpass – culvert, 41-metres long// bath creek culvert - precast concrete arch
culvert, 57-metres long// cP rail overpass – precast girder,
100-metres long// retaining wall – precast concrete panels,
938-metres long and 3- to 9-metres high
QUANTITIES rock blasting – 8,000 cubic metres earthwork – 200,000 cubic metres granular placement – 300,000 tonnes Hot mix asphalt – 82,000 tonnes
TIMING: June 2010 – July 2012
# OF AECON EMPLOyEES: 145 (at peak)
KEy EMPLOyEES Julian leizerovici – general Manager, Western canada ed baran – Senior contracts Manager Keiko Kerr – Senior Project coordinator Veronica izquierdo – Project coordinator John lessard – construction Manager brian trottier – grading Superintendent cam Fellows – Structural Superintendent (ruskin) gray alton – Paving Superintendent (South rock) greg MacPherson – Quality Manager Jessica lutz – Quality coordinator rodney MacDonald – Senior Health and Safety advisor
PROJECT FILE
F A L L 2 0 11 1 3

WO R K U N D E RWAYACMI first addressed the Trans-Canada Highway project in 2009 when Parks Canada asked construction companies to submit a Request For Qualifications (RFQ).
Given the magnitude of the structural work involved, ACMI made its initial proposal as part of a joint venture with Ruskin Construction, a local B.C. contractor specializing in bridge construction. The joint venture successfully made the shortlist and, with the help of a design team that included MMM Group, Morrison Hershfield, Golder Associates and Corvidae Environmental, submitted a preliminary design and proposal.
Baran says the group’s proposal took into consideration not only cost but also the technical difficulties of building a road in extremely challenging terrain, while preserving the ecological integrity of the region.
“Our experience and the support of some of the largest and best known consulting engineering firms in the country added a great deal of credibility to our proposal,” Baran recounts. “I think it gave Parks Canada the comfort that they were looking for.”
In June 2010, Parks Canada awarded Aecon the $46 million contract for the design and construction of the highway. Eleven months later, the design was finished. Construction started in March of 2011.
Lake Louise is renowned for its skiing, and the record snowfalls in 2011 were a welcome sight for the local resorts. Not so much for the construction team.
“When we took a look at the site in March there were 10-foot high snow
banks,” recalls Veronica Izquierdo, Project Coordinator. “People were still skiing in May. Seeing the snow on the top of the mountains is a beautiful sight… but it’s not what we wanted to see on the highway!”
The team wasn’t in full throttle until June and with the short construction season, it made things tight. “Then the rain started,” adds Izquierdo. “Half the days in July were rain days. It was all pretty depressing.”
The weather also provided a reminder of just how difficult it can be to work in this area. On July 22, 2011, a massive rockslide on Cathedral Mountain, just west of the project, spilled mud, rocks and broken trees up to six metres deep onto the highway.
“We offered Canada Parks our help for the clean-up and it gladly accepted,” says John Lessard, Construction Manager. “One of our subcontractors, B.A.T. Construction Ltd., helped with the scaling and we sent two loaders and backhoes to clear the rocks.” Aecon set to work cleaning up the highway on Saturday morning. By Sunday afternoon, emergency crews had re-opened it to traffic once again.
Despite the setback and diversions, Aecon has made solid progress on the job. By the time construction halts at the beginning of November for the winter season, the team estimates about 40 percent of the work will have been completed.
R OA D U N D E R C O N S T R U C T I O NThe first few months of construction were dedicated to preparing the right of way for the new lanes. ACMI removed about 10,000 cubic metres of rock – all of which
was repurposed as rock fill – and finished most of the grading. South Rock Ltd., one of Aecon’s western subsidiaries, is in charge of placing the aggregate for the road bed, with Parks Canada supplying it from a local pit. About one-third of the aggregate will be in place by the time construction closes for the winter.
The joint venture team has also built a retaining wall to provide structural support for the earth embankment. The wall, known as a mechanically-stabilized earth (MSE) wall – is built with precast concrete panels. Each of the sections is just under two-metres high and anchored by a welded wire mesh at the base that extends as far into the backfill as the wall is high. The wire mats also help stabilize the earth. The retaining wall is almost a kilometre long and up to nine metres high.
Paving will start next year and it is expected to be an exceptionally robust pavement.
“Most highways have between 80 and 120 millimetres of asphalt,” explains Senior Contracts Manager Baran. “Parks Canada has asked for 230 millimetres. This road is being built to last!”
Since the highway is in a fairly remote location, well away from any local hot mix plants, South Rock will bring in a portable asphalt plant to produce the more than 80,000 tonnes of required hot mix. The new lanes will be first paved and opened to traffic, after which the existing highway will be closed for reconstruction, shoulder widening and resurfacing.
B R I D G E S F O R CA R S , U N D E R PA S S E S F O R A N I M A L SIn bridge work, the joint venture team is building three bridges all told: two over the CP rail line that runs alongside the highway, and one over Bath Creek solely dedicated to animal passage.
Without a doubt, the proximity to the railway keeps the team on their toes.
“If you are working anywhere near train tracks, you have to work closely with the railroad company,” notes Project Coordinator Izquierdo. The rail line has to stay open. The trains have to keep running. It’s the railroad that sets the schedule, not the construction company.”
The footings and precast concrete girders for the rail overpasses, both of which are about 100 metres long, will be completed by the end of this year. The decks are scheduled to be completed next year.
// trans-canada highway
1 4 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

The Bath Creek crossing, technically a culvert, is being built with precast concrete arch sections, manufactured in Calgary by Armtec. Originally developed in Switzerland in 1966, the BEBO bridge system uses factory-made arch elements, headwalls and wingwalls lifted into place on cast-in-place concrete footings. It took less than a week to install the 30 arches – each of which weighs between 22 and 27 tonnes – that were required to create the 57-metre long culvert.
“There are a lot of advantages to using a precast system,” notes Baran. “The off-site fabrication ensures tight adherence to specs and quality control of the units, as well as less site work. You end up with a structure that has exceptionally good strength and stability.”
The 15-metre wide culvert will also be a wildlife underpass, wide enough for animals to walk along the banks of the creek and high enough for harlequin ducks, which are found throughout the park, to fly under the road, rather than over it.
During construction, some of the crew noticed fish in the nearby wetland, even though the area was thought not to be fish bearing. Using nets and buckets, Aecon’s environmental monitor carefully collected and relocated the fish. The fish habitat will be recreated and the creek restocked after construction is completed.
Banff National Park has historically been a leader in building wildlife crossings to protect both animals and people. (Hitting a 1,000-pound moose can do serious damage to a car). Eleven underpasses were built in the mid 1980s with the twinning of the highway at the eastern entrance to the park. Two overpasses and 11 underpasses were further added in 1997 when a second stretch of highway was twinned. The animals were quick to catch on. Since 1996, more than 220,000 have used the crossings.
Aecon is building two wildlife underpasses, one an 80-metre long box girder bridge, the other an elliptically-shaped culvert, 40-metres long and seven-metres in diameter. Rather than building a new culvert, Aecon is relocating an existing steel plate culvert that is being removed to make way for one of the bridges. It was, notes Baran, an important feature in the design build proposal since it not only reduced costs but also recycled the material from the obsolete culvert that would have otherwise have ended up as scrap.
Wildlife fences will be built along both sides of the highway. Just over two metres high and firmly extending more than a metre into the ground, the welded wire mesh fences will prevent animals from crossing the road and help redirect them to the underpasses.
Although the building of the wildlife crossings is the most visible example of how Parks Canada is protecting the natural order of the park, the care and protection of the environment has been of primary concern to all involved in this project.
“Every employee has to attend a two-hour environmental orientation seminar,” explains Baran. “We have to use biodegradable oil in all the equipment when we are working close to water and install diaphragms on all the grease fittings. Every piece of equipment has to be spotless before it comes on site so that we don’t introduce any foreign plants into the park. We have even been taught what to do if we encounter a bear, which, considering we see them almost every day, is something worth knowing.”
In the end, it is all worthwhile, adds Baran, and, in fact, much appreciated by the construction crews.
“A lot of times when you finish a construction project, you pack up and move on. This is one time I’d like to come back after the job is done just so I can spend a few days enjoying what has to be one of the most beautiful places in the country.”
F A L L 2 0 11 1 5

EXPANDING MOLYBDENUM PRODUCTION IN CANADAIt is an extraordinary metal, boasting an extremely high melting point, solid durability and good corrosion resistance. Most importantly, there is only one place in Canada where it can currently be found: the Endako molybdenum mine in British Columbia.
PROJECT MATTERS
1 6 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

F A L L 2 0 11 1 7

n order to meet soaring worldwide demand for this key metal, Endako has started a multi-million project to almost double its molybdenum processing capacity. To make it happen, the company turned to Lockerbie and Hole Eastern as prime mechanical contractor. The project has been a monumental undertaking involving more than 400 employees and taking well over a year to complete.
“It’s not the first concentrator we’ve installed,” notes Project Manager Craig Cook, “but it is certainly one of the largest.”
Molybdenum is likely not on many people’s top 10 list of most-popular metals of the world. In fact, other than mineralogists and metallurgists, it is doubtful many have even heard of it. Still, despite its obscurity, it remains one of the
most remarkable metals on earth. It is essential for life yet in such small quantities the average person only takes in about one-third of a gram in an entire lifetime. It has the fifth highest melting point of all metals – about 500°C higher than most rocks – which makes it an important alloying element for steel. It is used to make pigments and lubricants, and, in the form of molybdenum disulphide, acts as a dry lubricant on space vehicles. It is used to make metal wires for guided missile systems and electrodes in glass furnaces. In short, it is an extraordinarily versatile metal that is in constant global demand.
Despite its many uses, however, it is not a metal produced in huge quantities. Only about 200,000 tonnes of molybdenum are produced a year worldwide and, in Canada, only one mine produces it: the Endako Mine, about 160 kilometres northwest of Prince George, British Columbia.
One of the major advantages of mining for molybdenum is access; it sits close to the earth’s surface, which means rather than having to undertake any deep tunnelling, Endako can use heavy equipment to strip away the overburden and dig out the ore-bearing rock. That’s the straightforward part of the process.
“ IT’S NOT THE FIRST CONCENTRATOR WE’VE INSTALLED, BUT IT IS CERTAINLY ONE OF THE LARGEST.” — C R A I G C O O K
P R O J E C T M A N A G E R
// rock star
1 8 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

endAko mine miLL expAnsion
INCREASING MOLyBDENUM PRODUCTION IN CANADA
DIVISION: lockerbie and Hole eastern
LOCATION: Fraser lake, b.c.
CLIENT: Hatch associates ltd.
OwNER: Joint venture between thompson creek Minerals and Sojitz corporation
SCOPE: Mechanical, Structural, electrical, Piping and instrumentation
TIMING: Sept 2010–December 2011
CONTRACT VALUE: $140 Million (anticipated value at completion)
EQUIPMENT // mill feed conveyors // grinding circuit (sag mill and two ball mills) // flotation equipment // regrind equipment // secondary crushing equipment // tailings pumping system // 80,000 feet of piping
AECON EMPLOyEES: 40 staff, 360 trade (at peak)
KEy EMPLOyEES John Salter – Project Director craig cook – Project Manager carl baron – construction Manager Dan brushett – Safety Manager Jason Prince – Safety Manager Dave Hunter – Mechanical Superintendent rick collett – Piping Superintendent Dave Parker – electrical Superintendent graeme Morris – Planner
PROJECT FILE
F A L L 2 0 11 1 9

Trying to get the molybdenum out of the ore is an entirely different challenge.
Endako mines about 10 million tonnes of ore a year from its pits. A concentrator then crushes, grinds and processes the ore to produce molybdenum disulphide. A multiple-hearth roasting facility converts the concentrate into technical grade molybdenum oxide. By the time the processing is finished, Endako is left with a mere 0.05 percent of the original ore, a production output of just 5,000 tonnes of molybdenum a year.
In August 2009, the mine’s owners, a joint venture between Thompson Creek Minerals and Sojitz Corporation of Japan, decided to almost double the mill’s capacity from 28,000 tonnes per day to 50,000 tonnes per day. It awarded Hatch Associates Ltd. a contract for engineering, procurement, and construction management of a new concentrator to replace the one currently in use. Hatch, in turn, asked Lockerbie and Hole Eastern to make a proposal for the mechanical, electrical, piping and instrumentation work.
John Salter, Lockerbie and Hole Project Director, says price is always an important factor in the success of any proposal, but his group had more than just price to offer. Their proven track record in building concentrators helped to facilitate the negotiation of a project work agreement with local trade unions.
“This was going to be a labour intensive project with up to 500 people working at a remote location,” notes Salter, “so we worked with the unions to
arrange incentives to attract labour, while at the same time ensuring any disputes or disagreements would not disrupt the project. The agreement not only provided potential cost savings but also guaranteed continuity of work.”
Hatch Associates awarded Lockerbie and Hole Eastern the contract. Construction started in September 2010, with mechanical completion expected in early 2012.
AT WO R K O N E N DA KOIn order to process the enormous amount of ore needed to extract the molybdenum, the Endako mine uses a concentrator. After the primary crusher breaks down the ore in the field, it is taken by conveyor to a stockpile, and then to the mill. Inside the mill, the ore is crushed again, first in a SAG mill and then in ball mills until it has been reduced to a fine slurry. It is then transferred to a series of flotation tanks. The liquid in the tanks, a mixture of chemicals and water, is frothed with air and the air bubbles carry the fine grains of molybdenum to the surface, where the final concentrate can be skimmed off. The waste rock, which doesn’t adhere to the air bubbles, drops to the bottom of the tank and is then sent to the tailings pond. From there, three smaller mills carry on the grinding process, reducing the particle size from about 250 microns down to 15 microns (about the size of the holes in a paper coffee filter). The molybdenum is then sent to the cleaning circuit, where additional flotation columns and mechanical scavengers upgrade the ore to 92 percent molybdenum sulphide.
The contract held by Lockerbie and Hole Eastern covers the installation of virtually all the processing equipment, along with the associated piping, electrical and instrumentation. The group is also erecting structural steel and finishing various extensions to the building.
T H E M I L L F E E D C O N V E YO R SLockerbie & Hole is installing the mill’s conveyors. The largest conveyor, about 500 metres long, takes the ore from the primary crusher to the stockpile. At its peak, the conveyor is more than 50 metres high. A second enclosed conveyor, about 300 metres long, feeds the SAG mill. L&H is also installing several other secondary conveyors to feed other parts of the process.
T H E M I L L SThe ore is initially crushed in three mills: a SAG mill and two ball mills. The SAG mill (SAG stands for Semi-Autogenous Grinding) is essentially a giant drum with steel balls inside. As the drum rotates, the ore and the balls are lifted up the side of the drum by plates and then fall back to the bottom, much like clothes tumbling in a dryer. The ore is crushed between the balls and the side of the drum. The Endako SAG mill, manufactured by Metso Minerals, is one of the largest in the world at 12 metres in diameter and just over five metres in length.
L&H also assembled the two ball mills that provide a secondary crush following the SAG mill process. Much like the SAG mill, the two ball mills use steel balls to crush the ore. Even though at seven metres in diameter and 10 metres in length, the ball mills are considerably smaller than the SAG mill, they are still some of the biggest in the world.
“Because of their size, the mills are shipped to the mine in pieces,” notes Cook. “Our job was to assemble them.” Cook adds that most of the drum actually bolts together – a task that sounds simple enough – but the sheer size of the equipment, with assembly tolerances in thousands of an inch, turned the process into quite a challenge.
L&H installed all the interior building steel, electrical wiring and piping, and assembled a secondary cone crusher that crushes the oversize ore. It will take about one year to finish the assembly, with construction work completed in November.
// The Flotation Equipment After the ore has been crushed, it is transferred to the flotation tanks, which separate the molybdenum from the waste rock. There are 17 steel tanks, each one approximately seven metres in diameter and five metres deep. Like the mills, the tanks are fabricated
“ THIS WAS GOING TO BE A LABOUR INTENSIVE PROJECT WITH UP TO 500 PEOPLE WORKING AT A REMOTE LOCATION…” — J O H N S A L T E R
P R O J E C T D I R E C T O R L O C K E R B I E A N D H O L E
2 0 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

THE ENDAKO SAG MILL IS ONE OF THE LARGEST IN THE WORLD AT
ENDAKO MINES ABOUT
METRES IN DIAMETER AND JUST OVER FIVE METRES IN LENGTH.
MILLION TONNES OF ORE A YEAR FROM ITS PITS.
12
10
off-site and then shipped to the mill in pieces. L&H assembled the tanks, installed the agitators and other ancillary equipment, and hooked up the piping, electrics and instrumentation. The construction work was finished in mid-September.
// The Regrind Circuit After the mineral is taken from the flotation tanks, it goes to three IsaMills. The slurry travels through consecutive grinding discs, which produce very fine particles. At the discharge end of the mill, the media goes through a centrifuge, which separates the particles from the liquid. The regrind mills, installed by L&H, are now mechanically complete. Piping and electrical work will be finished by the end of the year.
// The Tailings Pumping System The waste rock is pumped from the mill to the tailings pond. L&H is installing the pumping system and about 200 metres of the 30-inch diameter discharge line outside the building, where it connects to the pipeline to the pond. The construction work on the pumping system was completed in October.
As many as 400 L&H employees are working at the mine at any one time, some 40 of whom are in staff and supervisory positions.
Project Manager Cook says not only did this contract call for one of the largest concentrators L&H has ever built, but the locale is an incredibly remote location that poses its own set of challenges.
The Village of Fraser Lake, the nearest community, is nestled in the heart of some of British Columbia’s most beautiful scenery but, with just over 1,000 residents, it is not equipped to handle the influx of workers needed for a project of this magnitude. The mine’s owners set up a camp about 25 kilometres from the project site, complete with trailers, a dining hall, recreation facilities and buses to take the workers to and from the job. Tradespeople work for 21 straight days and then take seven days off.
“It has been a monumental undertaking,” notes Cook, “but now that we are getting close to the end, we can look forward to a successful conclusion to the project.”
F A L L 2 0 11 2 1

PROJECT MATTERS
2 2 O N E – T H E M A G A Z I N E O F A E C O N G R O U P
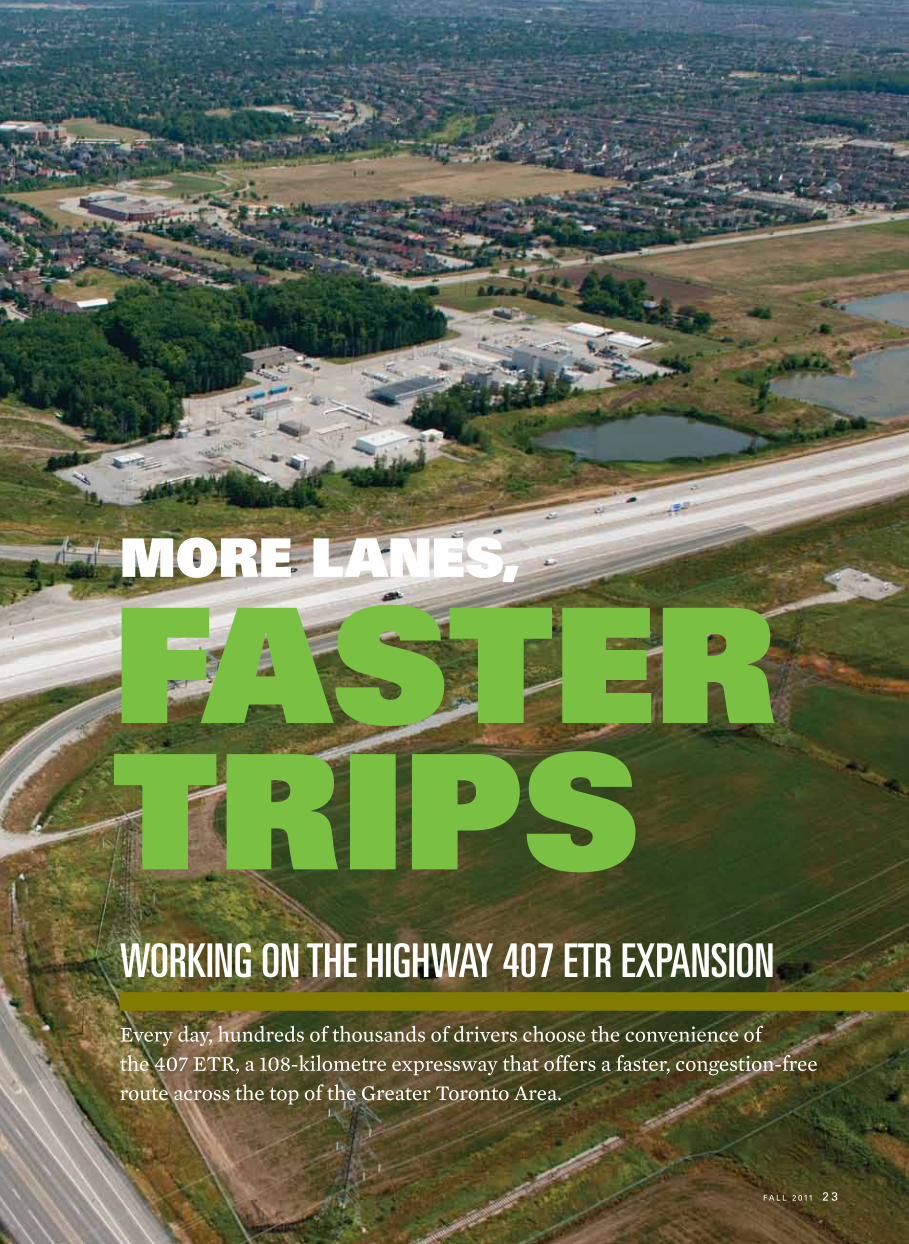
FASTERTRIPS
MORE LANES,
WORKING ON THE HIGHWAY 407 ETR EXPANSIONEvery day, hundreds of thousands of drivers choose the convenience of the 407 ETR, a 108-kilometre expressway that offers a faster, congestion-free route across the top of the Greater Toronto Area.
F A L L 2 0 11 2 3

he opportunity to avoid daily traffic jams on some of the busiest roads in North America continues to attract new drivers to the 407 ETR. Operators of the privately-owned toll road have responded in kind, dramatically expanding over the years to keep up with the demand.
Earlier this year, Aecon, which was part of the consortium that built the first 36-kilometre stretch of this highway almost 15 years ago, was awarded two contracts for the highway’s latest expansion projects.
“Drivers are willing to pay the toll to use the highway because, unlike other major highways in the area, they can rely
on a trouble-free route,” says John Chow, Vice President, Aecon Construction and Materials Ltd. (ACML). “Drivers won’t tolerate delays, so the pressure to complete these contracts as quickly as possible, and with the minimum disruption to motorists, is enormous.”
When the 407 ETR first opened in 1997, it was considered a scientific marvel in the world of transportation: The world’s first all-electronic, barrier-free toll highway. Built at a cost of $1.6 billion, the original 36-kilometre highway was heralded as a welcome relief from Toronto’s crowded
highway network. But for all its promise, one big question hovered over the project: Would Toronto motorists, who
“ CONSTRUCTION OF HIGHWAY 407 IN THE 1990s WAS A MASSIVE PROJECT THAT HELPED ESTABLISH AECON AS THE LARGEST, PUBLICLY-TRADED INFRASTRUCTURE DEVELOPMENT COMPANY IN THE COUNTRY. IT’S ONLY FITTING THAT AECON IS WORKING ON THE LATEST 407 EXPANSION. FOR US, IT’S LIKE COMING HOME.” — J O H N C H O W, V I C E P R E S I D E N T
A E C O N C O N S T R U C T I O N A N D M A T E R I A L S L T D
// more lanes, faster trips
2 4 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

highwAy 407 (wesT)
CLIENT: 407 etr concession company
LOCATION: toronto
AECON DIVISION:
acMl – general contractor acMl Materials Division – Paving agi – electrical work aMe – Mix design and granular testing Miwel – Sewer, equipment and labour support
LENGTH: 14 kilometres
SCOPE: Highway widening with two new lanes in each direction toward the median
CONTRACT VALUE: $25 Million
TIMING: april–august, 2011
QUANTITIES earth excavation – 54,000 cubic metres granular a – 100,000 tonnes concrete pavement – 128,000 square metres open graded hot mix – 32,000 tonnes asphalt pavement – 40,000 tonnes overhead signs – 13
AECON EMPLOyEES: 25 hourly
KEy EMPLOyEES Shane Fuller – Project Superintendent (project initiation) David arbuckle – Project Superintendent (project completion) John chow – Project Manager everett Mcintyre – Senior Project Superintendent giuliano covassin – Senior Superintendent (structures) gary Kmith – Senior Superintendent (grading) David arscott – Project coordinator Matthew Sweetland – Project coordinator larry long, grading Foreman Darren Szczygiel – grading Foreman terry Davidson – Structure Foreman Sonja bray – Project administrator leon tupling – Mechanic tom o’Donoghue – electrical Superintendent colin burpee – acMl Materials Manager Manuel cota – Paving Superintendent al Verch – Miwel Superintendent ron Haley – Miwel Sewer Foreman
PROJECT FILE
F A L L 2 0 11 2 5

“ WE HAD TWO CREWS WORKING DAY AND NIGHT AND ON WEEKENDS...AND WE COMPLETED THE JOB IN FOUR MONTHS.”
— S H A N E F U L L E R P R O J E C T S U P E R I N T E N D E N T
had never had to pay to drive on a highway before, be willing to pay for the added convenience? The answer, it turns out, was an unequivocal “yes”.
Buoyed by its initial success and the consistently growing demand for an alternative route through the GTA, the 407 ETR Concession Company, which operates and manages the highway, has steadily expanded the road over the past 15 years. Today, with close to 400,000 paying drivers every day, the 407 ETR reaches from Burlington in the west to Pickering in the east.
John Chow recalls how Aecon’s involvement as a major consortium partner back in the 1990s truly set the foundation for our company’s current success. “The 407 was a massive project that lasted about three years,” says Chow. “It really helped establish us as the largest, publicly-traded infrastructure development company in the country. It’s only fitting that Aecon is working on the latest 407 expansion. For us, it’s like coming home.”
In July, 407 ETR Concession Company awarded Aecon the two expansion contracts, collectively worth about $35 million. The first contract focuses on a western stretch of the road and calls for the addition of new lanes to run between the Highway 401 interchange (on the Milton-Mississauga municipal boundary) and Trafalgar Road. The second contract covers the installation of sewers, overhead signs and high-mast lighting in preparation for a future expansion of an 18-kilometre stretch of highway from Highway 400 to Highway 404.
Aecon completed the first contract last August (2011) and it’s expected the second contract should wrap by the end of October.
WO R K I N G F R O M W E S T …Project Superintendent Shane Fuller calls the first contract a big job. “If this was a typical highway project, it would take a couple of years to complete,” he notes. “You do most of the preparation in the first year and then come back and complete the paving the next year.”
With the 407 ETR, however, the sense of urgency is far greater, adds Fuller. “We had two crews working day and night and on weekends… and we completed the job in four months.”
Unlike almost every other highway in Ontario, the 407 is not paved exclusively with asphalt. This particular project included 10 kilometres of concrete paving, which Aecon subsequently sub-contracted to Dufferin Construction, a subsidiary of Holcim, one of the world’s leading suppliers of cement and aggregate.
“Dufferin Construction is one of the few contractors in the province with the capability to do this sort of paving,” notes Dave Arbuckle, Project Superintendent on the completion end of the first Aecon contract. “We have worked with them on virtually all the 407 projects and it has been a very successful collaboration. We know what we have to do, and they know what they have to do, so it all goes smoothly.”
That is not to say asphalt played a minor role in the delivery of the new 407 lanes; far from it. Based on mix designs
2 6 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

from Aecon Materials Engineering (AME), Aecon’s Brampton hot mix plant supplied more than 70,000 tonnes of hot mix, a huge quantity equivalent to about 2,400 truckloads. Of that, 40,000 tonnes was used to pave a four-kilometre stretch of the highway, while the remaining 32,000 tonnes consisted of a special mix known as open-graded porous asphalt, and was used as a drainage layer under the concrete paving.
In order to meet the extremely tight schedule, Aecon shut down the adjoining lane as work progressed. During the day, the crew would carry out the excavation work and lay aggregate for the base. In the evening, the second crew set to work on the paving. Once a section of paving was completed, the lanes were flipped to reduce all possible disruption to traffic.
The installation of 13 overhead signs last August completed the contract and the new lanes are now open to traffic.
… TO E A S TWhile one Aecon team was hard at work on the western 407 ETR expansion, another was stationed 35 kilometres away preparing the way for further expansion.
“The stretch of Highway 407 between Highway 400 and Highway 404 is already eight lanes wide and, given its central location within the GTA, is probably one of the busiest parts of the highway,” notes Brent McIntosh, Project Superintendent. “In order to accommodate all the traffic, 407 ETR is expected to open two new lanes in the near future.”
As expansions go, this one is, on the surface, relatively simple, since the new lanes are already built and in use as paved shoulders. There is, however, a considerable amount of work to be undertaken before they are traffic-worthy.
Currently, the eastbound and westbound lanes are separated by a temporary concrete barrier and granular median ditch. Given that the new lanes will bring the two roads closer together, the 407 ETR Concession
Company will install a permanent concrete wall to separate the two on-coming streams of traffic.
“Our job is to prepare the right-of-way so that the tall wall can be installed and the new lanes opened for traffic,” says McIntosh.
Following the installation of sewer pipes and catchbasins, Aecon filled in the median (previously a V-shaped ditch) with more than 3,000 truckloads of aggregate. The median now matches the grade of pavement and will eventually be paved with hard shoulders. Working in tandem with the Aecon project team is AGI Traffic Technology, another Aecon Infrastructure business, installing in the median more than 16 kilometres of electrical conduit to facilitate the relocation of the highway’s lights.
Aecon is also building a 700-metre long retaining wall along a bend in the highway where the eastbound lanes are lower than the westbound lanes. Known as a “toe wall”, the 1.5 metre high concrete barrier at the bottom of the embankment will prevent the soil from slipping and spreading.
It is, notes McIntosh, a very labour intensive job. Whereas a machine would typically pour a toe wall, this time around all formwork is being built by hand due to the particularly steep slope.
The other major task involved on this project, and one that defines the schedule, is the reconstruction of high mast lights in the centre of the median. Aecon is pouring new footings to increase the height of the lights and allow for construction of the permanent concrete tall wall. The light standards, some of which are as tall as a 12-storey building, are taken down by crane and lifted into place on the new base. It takes about a week to relocate the lights and each is addressed in sequence, moving every other light in order to ensure the highway remains lit at all times.
“You really have to give the crane operators a lot of credit,” says McIntosh. “They’re lifting a 40-metre high mast and moving it to its new location with absolute precision, and they do it while the highway is still open and traffic is flowing by. Their dexterity with a boom is quite amazing to see.”
Aecon is also set to relocate and install 27 new overhead signs to accommodate the new lanes on this project. The contract is expected to be completed by the end of October.
highwAy 407 (eAsT)
CLIENT: 407 etr concession company
LOCATION: toronto
AECON DIVISIONS: acMl – general contractor agi traffic technology – electrical work aMe – granular testing Miwel – Sewer, equipment and labour support
LENGTH: 15 kilometres
SCOPE: Median completion contract // Sewer installation // raising 67 high mast lights // installing 27 new overhead signs // building a 700-metre toe wall
CONTRACT VALUE: $10 million
TIMING: May–october, 2011
QUANTITIES Sewer pipe – 2.5 kilometres catchbasins – 236 High mast lights – 67 granular a – 100,000 tonnes concrete – 2,500 cubic metres electrical conduit – 16 kilometres Sub-drains – 13 kilometres
AECON EMPLOyEES: 25 hourly
KEy EMPLOyEES brent Mcintosh – Project Superintendent John chow – Project Manager giuliano covassin – Senior Superintendent (Structures) everett Mcintyre, Senior Project Superintendent gary Kmith, Senior Superintendent (grading) tom o’Donoghue, electrical Superintendent craig thompson – Project coordinator Kate Vaillancourt – Project administrator Don Smith – grading Foreman Joaquim ramos – Structures Foreman norberto Viera – Structures Foreman Manuel Desa – Structures Foreman Delmer lougheed – Structures Foreman al Verch – Miwel Superintendent ron Haley – Miwel Sewer Foreman
PROJECT FILE
AECON’S BRAMPTON HOT MIX PLANT SUPPLIED MORE THAN
TONNES OF HOT MIX, A HUGE QUANTITY EQUIVALENT TO ABOUT 2,400 TRUCKLOADS.
70,000
F A L L 2 0 11 2 7

MEET:
BRYON KMITH
PEOPLE MATTER
2 8 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

Bryon was just 19 years old when he started his career with Aecon as a flagman. It was, he says, “the bottom of the totem pole.” Today, he is at the top, overseeing multi-million dollar road building projects and mentoring the next generation of Superintendents.
You were born and raised in Whitney, Ontario, a small town on the edge of Algonquin Park, miles away from any major centre. How did you end up working for a construction company?Peel Construction was doing a project on Highway 9, near Schomberg, Ontario. That’s a long way from Whitney, but jobs are not easy to get in a small town and I knew about a dozen people who had hired on.
I was out of school and I wanted to make money. The other guys were making big bucks, so I went with them. Al Brandon was the boss and he gave me a job as a flagman – the guy who has to stand out in the sun directing traffic while everyone else is working. It was the bottom of the totem pole, but it was a job.
Did you expect that first job to turn into a career?To me it was just a summer job but the next year, 1972, I went to another project, this time working for Falgar Construction, which was a division of Peel Construction
out of North Bay. And since Peel Construction became part of Aecon, I have been with Aecon my entire career.
We were building a road for a cottage association and they made me a grademan, which was a big step up.
What does a grademan do?He sets the grade for the earthwork and the road base, and checks the rock cuts. The foreman helped me a lot and showed me how to use a transit and a level.
It was a great learning experience because you really get to see how roads are built and what is involved.
Your brother, Gary, has been with Aecon almost as long as you have. Did you introduce him to the company? He started with Falgar in 1972 just after he finished school. We were working on Highway 63, near Redbridge Ontario. I asked the Superintendent if we needed more help and he said, “Bring him along!”
When did you become a Foreman? It was in 1974. We were in Hawkesbury Ontario and they needed someone to do the placing of the soil cement. We used a mix of granular A and cement as road base back then. Jack Paris, a Superintendent who ran all the jobs, asked me to oversee the operation.
You would have only been about 24 years old. That’s young to be a Foreman. Why did they pick you? I think I was the youngest Foreman they had ever had. I have no idea why they picked me. I guess they looked past the long hair. But I liked the job and that’s what I did for the next 20 years – always on road construction and always on grading. We went all over Ontario, from Hawkesbury in the East to Wawa in the west, so we were always on the road, always seeing a new part of the province.
Road construction is a seasonal job. What did you do in the winters?Except for the occasional time when we were doing rock work, which carried through the winter, I stayed at home. That was the way it was with construction. You worked for as long as you could and then when the work stopped, you went on unemployment insurance.
Brenda and I got married in 1976. She was a stay-at-home mother and I was away a lot. I never took odd jobs in the winter. It was my opportunity for family time.
When did you graduate from Foreman to Superintendent?In 1992. Harold Crumb approached me and asked if I would be the Superintendent on a job up at Agawa Bay,
One letter can make such a difference. There are almost 30,000 “Smiths” listed in the phone book in Ontario and just seven “Kmiths” – and three of them work for Aecon. Bryon and his younger brother, Gary, are both Senior Superintendents; Bryon’s son, Travis, is a Superintendent. All three have been Aecon employees since day one in the workforce.
F A L L 2 0 11 2 9

building passing lanes on Highway 11. He said it was because I was doing such a good job but after a few weeks up there, I realized he picked me because no one else wanted to go!
It was a big change. For all those years I had been working on grading and supervising a crew of four or five. Now I was responsible for the whole job and managing 40 to 50 people. But I enjoyed the responsibility, and I must have done a good job because I am still here.
What was your most memorable project?That was the work we did at Toronto’s Lester B. Pearson
Airport building, the north-south runway in 1995. We did all the earth moving and grading, the lighting and the drainage. It was the biggest job I had ever managed and it was also the most difficult because of the special regulations and specifications. The expectations were a lot different from a typical highway project, but we had a good crew and I enjoyed it.
It was also the first job for my son, Travis. He was looking for a summer job, so he and his cousin, Chad Eckensviller, started working for me as labourers. Travis is now a Superintendent and Chad is a Foreman, so that makes this project special, as well.
There was another job that I always remember and that was in 2000 on the four-lane job in Trout Creek, which is our hometown. It was the first time that my two sons, Travis and Jeff, worked for me on the same job. Jeff was with Aecon from 1999 to 2005. He is now self-employed.
You have now been a Senior Superintendent for four years. How has that changed your role with the company?It hasn’t really changed too much. There’s still the day-to-day supervision. I go around to the various projects and help some of the younger Superintendents.
I take my cue from the people who contributed to my success, people like Jack Paris, Everett McIntyre and Dave Mackey. They were good at their jobs; they were intelligent; they knew what they were doing and taught us a lot. They also watched out for us until we were ready to go out on our own. So that’s what I am doing for the next generation of Superintendents; steering them along so that one of these days they can take over from us.
“ YOU HAVE TO HAVE A GREAT CREW, PEOPLE WHO CARE ABOUT DOING A GOOD JOB… AND I HAVE ALWAYS BEEN LUCKY TO HAVE A GREAT CREW.” — B RY O N K M I T H
3 0 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

What do you think is the most important ingredient for the success of a project?You have to have a great crew, people who care about doing a good job… and I have always been lucky to have a great crew.
You have to be productive, but you also have to do things safely. The equipment has changed, our procedures have changed. Everything is much more sophisticated but the biggest change has been the emphasis on safety.
I remember back in 1974, we were doing some rock blasting on a job near Burnstown, Ontario. The blaster said that the rock was going one way and it ended
up going another. We buried a shovel. There were some long faces that day. It was sort of funny at the time, but it taught me an important lesson about safety: You can never relax for a minute; you always have to be on the lookout. Thankfully, I have never been on a job in 40 years where there has been a fatality.
Do you have plans for retirement?I turned 60 this year, so not for the next year or two, anyway. My wife works at Canada Post, and when she retires, I’ll retire… and then we plan to travel.
Bryon kmiTh
SENIOR SUPERINTENDENT – AECON CONSTRUCTION AND MATERIALS LIMITED (ACML)
ExPERIENCE
Aecon
1971–1972 Flagman 1972–1974 grademan 1974–1992 Foreman 1992–2007 Superintendent 2007–present Senior Superintendent
EDUCATION High school – north eastern High School, bancroft, on
BORN: Whitney, ontario
HOME: trout creek, ontario
FAMILy: Married to brenda; two sons (Jeff and travis); one granddaughter (Kammi)
HOBBIES AND INTERESTS: Snowmobiling, camping
EMPLOYEE FILE
F A L L 2 0 11 3 1
PROJECT MATTERS
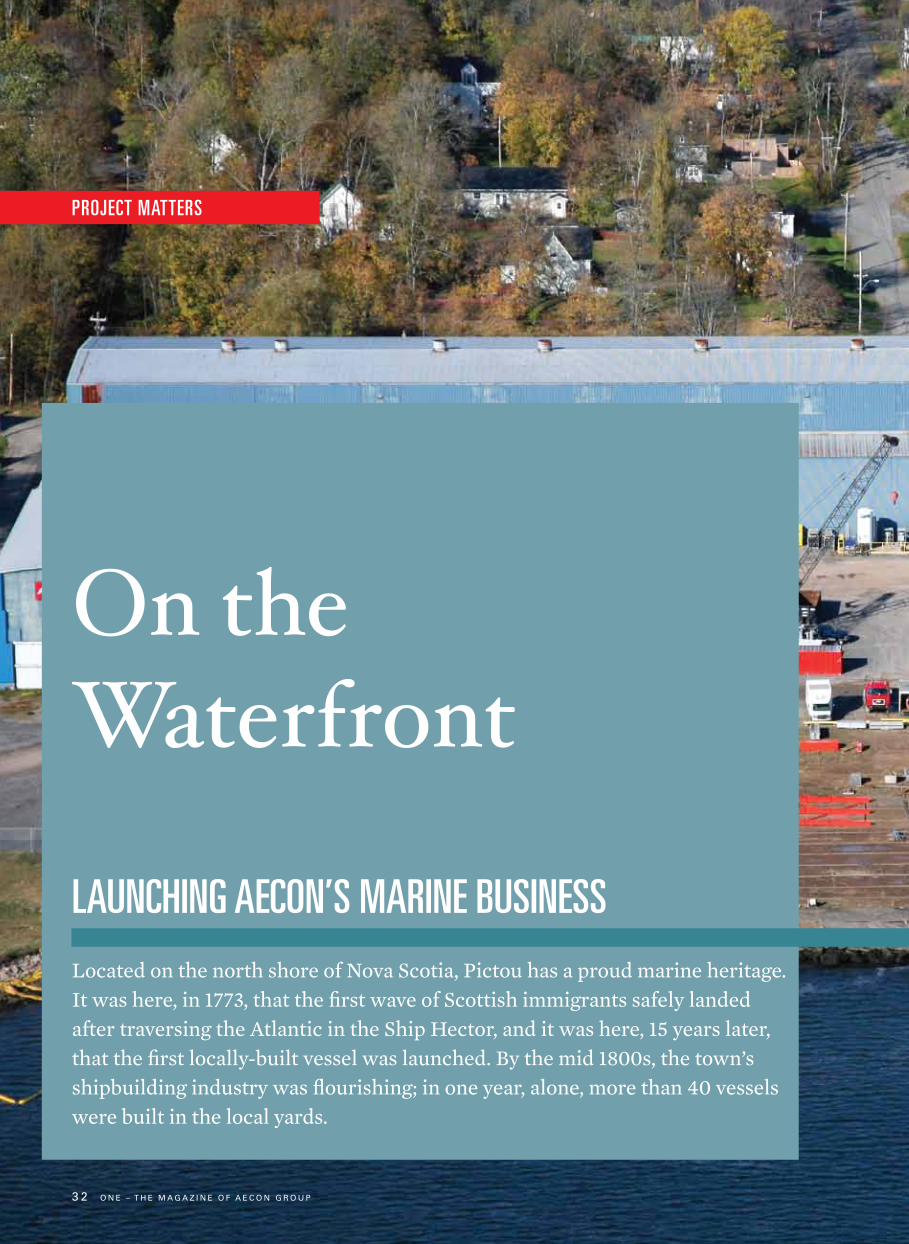
On the Waterfront
LAUNCHING AECON’S MARINE BUSINESSLocated on the north shore of Nova Scotia, Pictou has a proud marine heritage. It was here, in 1773, that the first wave of Scottish immigrants safely landed after traversing the Atlantic in the Ship Hector, and it was here, 15 years later, that the first locally-built vessel was launched. By the mid 1800s, the town’s shipbuilding industry was flourishing; in one year, alone, more than 40 vessels were built in the local yards.
3 2 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

F A L L 2 0 11 3 3

oday, Aecon proudly follows in this maritime tradition. Since the launch of the Aecon Fabco marine business in 2009, 11 vessels have docked at its Pictou locale for repairs. Most recently, the group is celebrating the near-completion of its first marine construction project, a barge for the Alberta oil sands.
The potential is enormous, says Ken McCormick, Aecon Fabco Vice President and General Manager. “With offshore oil projects and the Canadian Navy’s plans to replace aging frigates and destroyers, Pictou can again become a thriving ship building centre.”
When Aecon Fabco opened a large fabrication shop in the seaside town of Pictou three years ago, the yard featured a large 600-foot wharf, a carry-over from the site’s origins as part of a thriving shipyard. Complete with barge-loading capabilities, the wharf offered crucial
year-round transportation and access to new and rapidly expanding markets, both along the Atlantic seaboard and in Europe. The facility also offered up a bonus in the form of a 700-foot long marine railway used to haul ships out of the water for repair and overhaul, as well as side-transferring them onto an adjacent shore location. But the railway had sat unused for years and was in desperate need of refurbishment.
“When we first came here in 2008 our intention was to use the Pictou facility as a module fabrication area,” notes McCormick. “We weren’t focused on the marine business, but once we saw the potential we recognized it would be worth the significant investment to bring the railway back into operation.”
In December 2009, work began on reviving the railway. At $3 million, the rebuilding represented the largest capital investment in Aecon Fabco’s history. Scope of work involved dismantling of the moving platform (known as a cradle), doubling its capacity, and replacing the original wooden track and piles with steel.
But it takes more than a good facility to attract marine clients. It also takes a highly-skilled workforce. Fortunately, notes Pictou Operations Manager
// on the waterfront
“ …PICTOU CAN AGAIN BECOME A THRIVING SHIP BUILDING CENTRE.” — K E N M C C O R M I C K
V I C E P R E S I D E N T A N D G E N E R A L M A N A G E R , A E C O N F A B C O
3 4 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

Aecon FABco’s mArine Business
LOCATION: Pictou, nova Scotia
START-UP: 2009
MARKETS
// Marine construction // Marine refurbishment // offshore oil components
CLIENTS Snc lavalin clearwater Maersk McKeil Marine imperial oil Department of national Defence
FACILITIES 600-foot dock 768-foot marine railway 50,000 square-foot fabrication shop
# OF DOCKINGS: 11 (to date)
KEy EMPLOyEES brendan Mccormick – Pictou operations Manager bruce Morton – Marine Manager blair Martell – Marine Superintendent nick Morris – Marine Superintendent Peter Struthers – Project controls and Scheduling tara Davidson – Project and administrative Support Jay chisholm – Marine Supervisor Dave connors – Marine Supervisor Joe MacDonald – Marine Supervisor richard Sutherland – Marine Supervisor, Materials and Mobile equipment John Zobaric – Procurement Stewart DeSolla – estimating
BUSINESS FILE
F A L L 2 0 11 3 5

Brendan McCormick, Aecon Fabco had operated a small ship repair team in Dartmouth, Nova Scotia. The combined shipbuilding experience of those trades people and shipyard management exceeded some 200 man-years, making start-up of the Pictou marine railway operation much easier.
“We negotiated a marine services agreement with the United Association of Journeymen and Apprentices of the Plumbing and Pipe Fitting Industry (known as the UA) to cover marine fabrication work that wasn’t covered under previous agreements,” explains McCormick. “We are also, with the support of the union, developing a marine metal trade training course to train some of the younger employees and expand our marine skills.
“There’s a lot riding on the success of this venture,” he adds, “and the UA, the
town and the province have given us tremendous support.”
In October 2010, Aecon Fabco was awarded its first marine contract to overhaul the Canadian Forces Auxiliary Vessel “Glenside”. It was an inaugural project for the newly-revived marine railway and side-transfer area. Since then, 11 vessels have docked at Pictou for repairs.
Aecon Fabco regularly bids on other ship repair contracts with the long-term goal of establishing itself as a leader in the ship maintenance and repair building business.
And success is definitely coming its way.
Aecon Fabco has forged a partnership with Maersk, a world-class shipping and logistical support company, through the signing of a frame agreement. The agreement identifies the group’s Pictou
site as Maersk’s preferred repair facility in Nova Scotia for all of the company’s supply service vessels used in the offshore oil and gas industry. The agreement also covers Maersk’s tugs, operated through its subsidiary, Svitzer.
Aecon Fabco is also currently at work completing its first marine construction project: a 100-foot, 450-ton reclaim water barge destined for Alberta’s oil sands. By the end of September, the Pictou facility had almost completed the barge fabrication. It will be dismantled for road transportation to Aecon Industrial West in Edmonton for partial re-assembly before being delivered to Kearl Lake, Alberta, for final assembly, launch and commissioning.
Ken McCormick says the group has solid expectations that this first shipbuilding contract will lead to more of the same. “Barges allow us to re-enter
// on the waterfront
AECON FABCO MARINE REPAIR PROJECTS 2010/2011 Displacement Ship Name Customer Vessel Type (tonnes) work Done
Glenside Navy Auxiliary 370 X X X XGrand Manan Coastal transport Ferry 1288 X X X XQuest Navy Research Vessel 2310 X X XHector Pictou County Sail 312 X XAtlantic Protector Clearwater Trawler 2000 X X X XSault au Cochon McKeil Marine Barge 3774 X X Atlantic Tuna Atlantic Towing Barge 2016 X XChignecto Maersk Supply Boat 4000 X X X XAtlantic Guardian Clearwater Trawler 2500 X X X XPlacentia Maersk Supply Boat 4000 X X X X
Mec
hani
cal
Elec
trica
l
Hull
Pain
t
3 6 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

the new construction market in a controlled manner and will lead to the building of more sophisticated vessels up to 4,000 tons.”
T H E M A R I N E R A I LWAYThe re-built marine railway, commissioned in September 2010, is used to haul ships out of the water for routine and emergency repairs and overhauls.
A heavy chain and winch arrangement handles a large cradle, which runs out on 768 feet of submerged steel rails to retrieve or launch ships of up to 4000 tons. The 324-foot x 60-foot cradle can be split so that two vessels can be docked at the same time.
Once removed from the water, vessels can either be repaired directly on the railway or transferred to shore for longer periods of work. Three ships can be accommodated on the side-transfer area, making it possible (with careful planning) for work to be done on five vessels, simultaneously.
Aecon Fabco is equipped with the full range of skills to work on propulsion machinery, electrical generation and distribution systems, as well as hull and superstructure repairs and replacement
“The side-transfer capability is one of the things that set us apart from the competition,” notes Troy Garnett, Aecon Fabco’s Business Development Manager. “Most marine railways can only handle one vessel at a time.”
O N T H E D O C K SSince October 2010, 11 vessels have docked at Aecon Fabco’s Pictou yard, the largest of which was the Maersk Chignecto, an 80-metre long tug with a displacement of 4,000 long tons. Among the docked vessels there have been some unique marine projects:
// Ship HectorShip Hector is a wooden replica of the original three-masted sailing ship built in the Netherlands during the mid-18th century that first brought Scottish immigrants to Pictou. Built by local craftspeople and volunteers, the replica is permanently moored at the Hector Heritage Quay in the centre of Pictou, where it has become the town’s main tourist attraction.
On New Year’s Eve 2010, Aecon Fabco towed the Ship Hector across the harbour to the marine railway, hauled it out of the water and side-transferred to shore for
the winter. Refurbishing work was then undertaken on the vessel using a team of Aecon Fabco volunteers before it was launched and returned to its berth at Heritage Quay in time for the tourist season.
“This volunteer work was an opportunity to thank the town of Pictou for the support and encouragement it has provided to Aecon Fabco since we took over the yard,” notes Brendan McCormick.
// Gatineau and Terra NovaIn November 2009, two Canadian destroyers, HMCS Terra Nova and HMCS Gatineau, were towed by Aecon Fabco from Halifax to Pictou. It was the last time either ship would see open water. The Canadian government awarded Aecon Fabco a $3.8 million contract to dispose of the two destroyers at its Pictou facility.
Work started on the two ships after all potentially hazardous materials, such as PCBs, heavy metals and asbestos, had been removed. The hulls were cut up and all metal, including steel, aluminum and copper, was recycled.
As imagined, the dismantling of the vessels had a significant and sentimental impact on the many officers and sailors who sailed these vessels during their 50-year life span. In response, Aecon Fabco employees took it amongst themselves to create special 18-inch long, scale silhouettes of the ships cut from the steel hull plating. In turn, these miniature replicas were presented to several regional societies in what often became very emotional ceremonies.
// A Barge for the Oil SandsAecon Fabco’s largest marine construction project to date, a barge worth more than $12 million, will never see the open seas. It is, instead, headed for a man-made pond in northern Alberta where it will be used as a reclaim water barge.
Imperial Oil’s tailings pond at its Kearl Oil Sands project will capture the tailings fluids used in the slurry transportation process. The barge, anchored in the pond, will be used as a pumping platform to recycle water from the pond to the processing facility several kilometres away. Every six months or so, as the water levels in the tailing pond increase, the barge will be repositioned.
The barge, 16 metres wide, 33 metres long and 13 metres high, is a catamaran structure with two pontoons supporting a steel platform with a pump house on top. Aecon Fabco is also fabricating two
25-metre long hinged bridges to support the discharge line, power and control cables, and to provide necessary maintenance access.
After the steel structure is fully erected in Pictou to ensure ideal fit-up, it will be dismantled and shipped to Edmonton, Alberta, before heading onward to the Kearl Oil Sands project for final assembly next spring. After the barge has been launched, Aecon will conduct an inclining experiment to confirm its stability and centre of gravity, with ballast being added, as needed, to achieve design draft, heel and trim.
SHIP HECTOR ATLANTIC PROTECTOR
F A L L 2 0 11 3 7

VenezuelanVoyage
IST’S BIGGEST ORDER FOR EOR BOILERSFollowing its biggest single order for Enhanced Oil Recovery (EOR) units to date, Aecon’s Innovative Steam Technologies (IST) has set to work fabricating four specialty EOR steam generators for shipment to Venezuela, with the potential of 36 additional units.
3 8 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

F A L L 2 0 11 3 9

ST president Bob Dautovich says the group’s new SQ90TM boilers significantly raise the bar on steam quality. Developed in Cambridge (ON), the boiler’s unique design cuts the consumption of natural gas and water, and can save oil producers millions of dollars a year.
“As oil prices go up and oil producers look to extract more oil from their wells, we are fielding inquiries about our EOR boilers from all over the world,” notes Dautovich. “It’s an affirmation that Canadian technology and Canadian manufacturing can compete with the best the world has to offer.”
As many in the business can attest, getting the last drops of oil out of an oil field is a bit like getting the last drops of
molasses out of a jar: The deeper you go, the harder it gets to extract the oil. As costs go up, getting the oil out of the ground eventually becomes too expensive, at which time the producers surrender. In fact, most only recover about half of their oil potential. The remainder is left in the ground until it becomes economical to revive the fields.
Today, with oil prices hovering around $100 a barrel, that oil left in the field begins to look far more attractive, and so, producers around the world are literally heading back to the well.
Using a technique known as Enhanced Oil Recovery (EOR), producers inject steam, chemicals or gas into the well to increase the pressure and force the oil to the surface. Steam injection is the most common EOR technique for fields with heavier oil.
Aecon’s IST unit in Cambridge has been producing EOR boilers and components with convective sections for steam injection since 2004, but it is the new SQ90 TM units that are attracting huge interest from global producers.
Developed by IST, the new boiler raises the bar on steam quality with a unique design that reduces the consumption of fuel and water and can potentially save oil producers millions of dollars a year.
// venezuelan voyage
“ …CANADIAN TECHNOLOGY AND CANADIAN MANUFACTURING CAN COMPETE WITH THE BEST THE WORLD HAS TO OFFER.” — B O B D A U T O V I C H
P R E S I D E N T, I S T
4 0 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

enhAnced oiL recovery uniTs For venezueLA
AECON DIVISION: innovative Steam technologies
CLIENT: Premier energy Services atlanta, georgia
END USER: Petróleos de Venezuela South america
LOCATION: Venezuela
ORDER: Four SQ90tM enhanced oil recovery (eor) steam generators
TIMING: July, 2011–august, 2012
FABRICATION: cambridge, ontario
SHIPPING: Seven blocks, starting December, 2011
AECON EMPLOyEES: 190 (at peak); 120 shop staff (working at various stages in conjunction with other projects)
KEy EMPLOyEES Keith Solomon – Project Manager James tong – Project engineer alex berruti – Senior Development engineer Jim Mcarthur – Vice President operations Matt Hunter – Fabrication Supervisor
PROJECT FILE
F A L L 2 0 11 4 1

V I VA V E N E z U E L AVenezuela may seem a world away but, as Bob Dautovich points out, it’s not much farther from southern Ontario than Alberta, and, like Alberta, Venezuela is awash with heavy oil. With one of the largest proven crude oil reserves in the world, the South American country is a top ten crude oil producer. Its state-owned oil company, Petróleos de Venezuela South America (PDVSA), is the world’s fifth largest oil company.
“We have been supplying EOR boilers to Venezuela for five years, so we know the market well,” notes Dautovich. “When we learned about their need for EOR boilers, we were more than happy to pursue the opportunity.”
Working in collaboration with Premier Energy Services, a Georgia-based leading provider of EOR steam technology and services with a proven track record with PDVSA, and a project team from PDVSA’s engineering group, Aecon’s IST group developed a proposal to supply EOR boilers to the Venezuelan heavy oil fields.
For Dautovich, it was – and is – a fitting process that carries substantial opportunity. There is no reason, he says, why Canadian manufacturers can’t compete with the rest of the world,
especially with such a highly differentiated product as the SQ90 TM .
“Even though the Canadian dollar is above par, it was the entire package that PDVSA was interested in. The two cogs – their needs and our service – came together, and that is what set the wheels in motion for us.”
The call for the first four EOR units came at the end of summer, following the signed agreement to supply 40 EOR units in June, 2011. The momentous occasion sealed the deal on IST’s largest order to date. Notification of remaining units for delivery is expected to soon follow.
IST Project Engineer James Tong notes these units differ from the ones his group typically produces, in that they are required to be mobile. “So, we’re supplying them already mounted on trailers. We’ll set them up in pairs at a well head and, after three to six weeks of steam injection, they will be moved to another well head.”
IST started fabricating the units in Cambridge in September. Fabrication Supervisor Matt Hunter reports the schedule is extremely tight, with each unit requiring five months to complete. “We won’t be shipping our first batch of units much before the end of the year.”
As expected, there’s nothing lightweight about these specialty boilers. With almost a kilometre of two-inch diameter pressure steel pipe used in the fabrication process, each unit weights in at some 50 tonnes, measures 20 feet high, 10 feet wide and 55 feet long. Units are fabricated in two pieces and then merged together in the field.
IST is also installing a special burner and fuel train to each unit to accommodate three different types of fuel: natural gas, light oil and bunker oil. When all is said and done, a completed unit will generate about 25 million BTUs per hour, which, says Project Engineer Tong, is as big as it gets for a mobile steam generator. Despite their size, he adds, these units are extremely easy to use in the field. “They can be hooked up to a well head in an hour and, within 30 minutes, they’ll be generating steam.”
The units will be shipped from Cambridge, Ontario to Houston, Texas and then on to Venezuela via ocean freighter. In all, it’s a three to four week journey to deliver these units to their new owners. That will not, however, mark the end of IST’s involvement. It will also be providing technical services for both the erection and commissioning of the units in the field.
// venezuelan voyage
The sQ90Tm
a new steam boiler for enhanced oil recovery (eor)
Division: innovative Steam technologies (iSt)
application: a boiler producing wet steam used to recover tertiary oil from mature reserves.
benefits: // Steam quality increased from 80 to 90%// reduced energy consumption to generate
steam at the wellhead – more oil for less energy// reduced water consumption for steam
generation// oil producers can use the unit without
additional modifications to plant equipment// unit Sizes and costs// Small eor units – approximately 10 feet by
10 feet by 50 feet (about $1.5 Million)// Medium eor units – approximately 17 feet by
17 feet by 80 feet (about $2.5 Million)// large eor units – approximately 25 feet by
25 feet by 100 feet (up to $9 Million)
PRODUCT FILE
4 2 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

Steam injection is the most common EOR technique, especially for fields with heavier oil.
A large boiler, typically about seven metres high, seven metres wide and up to 35 metres long, produces wet steam quality. The steam is not only extremely hot – about 300°C – it is also at high pressure: about 1,400 psi or roughly 45 times the air pressure in a car tire.
When the steam is injected into the well, it heats the oil, reducing its viscosity and making it easier to pump. The steam pressure helps bring the oil to the surface.
// The SQ90 TMAn EOR boiler produces a mixture of steam and water known as wet steam. The steam quality is defined by the ratio of steam to water and is typically limited in EOR boilers at between 75 and 80
percent. If the quality exceeds 80 percent, impurities in the steam end up as scale on the boiler tubes, which can ultimately lead to boiler failure.
IST’s new SQ90TM (an acronym for 90 percent steam quality) raises the bar on steam quality, cutting the consumption of fuel and water and potentially saving oil producers millions of dollars a year.
According to Senior Development Engineer for the EOR unit, Alex Berruti, the typical EOR steam boiler uses standard piping with a smooth internal surface, which, at high quality steam levels, can dry out leading to scale build-up and ultimately pipe failure. IST’s boilers have rifled pipes (pipes with 12 to 18 raised internal ribs) that will not dry out when higher steam quality is required. Berruti’s novel adaptation of an established technology has patents pending in Canada, the U.S., South
America and the Gulf Co-operative Countries in the Middle East.
“Enhanced Oil Recovery technology hasn’t changed in the last 30 years,” concludes IST President Dautovich. “The units have become bigger, not better. We have created a new steam generator that reduces energy consumption at the wellhead by as much as six percent, so you can reduce costs and get more oil out of the ground for every dollar invested.”
The first SQ90TM unit was shipped in January, 2011 to Black Pearl Resources for its steam-assisted gravity drainage well in Wandering River, Alberta, where it is now in operation. Premier Energy Services Inc. purchased the second unit, which was sent to Petróleos de Venezuela South America in May 2011.
// Enhanced Oil RecoveryIn order to increase the amount of oil that can be extracted from a field, producers use what is known as Enhanced Oil Recovery (EOR), a variety of chemical, gas and steam injection technologies that increase the pressure in the well and reduce the viscosity of the oil.
F A L L 2 0 11 4 3

PROJECT MATTERS
PIT STOPTHE LAST PHASE OF ONTARIO’S HIGHWAY 11 EXPANSION PROJECTWhen Aecon completes the new by-pass on Highway 11 near South River, Ontario this month, it will mark the end of an almost decade-long expansion project to create a continuous four-lane highway from Toronto to North Bay.
4 4 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

F A L L 2 0 11 4 5

t has been a relatively straightforward project, reports ACML Contracts Manager Sami Abunaaj, except for one unique twist:
“We needed about 20,000 truckloads of aggregate for the road bed. We could have bought the aggregate from a local supplier but that would have been expensive. So we bought the aggregate pit instead.”
“From rock to road, this was an Aecon project all the way!”
For motorists, getting around most parts of southern Ontario is considered a breeze; for those in northern Ontario, less so. Without the modern four-lane roads that southern Ontario residents take for granted, people living in the north have had to contend with congested roads in the summer and treacherous roads in the winter.
The Ontario government has been working to address the situation for almost a decade now, spending about $400 million to convert Highway 11 into a modern, controlled access, divided highway that will cut travel time to and from southern Ontario while vastly improving driver safety.
In August 2010, the Ministry of Transportation of Ontario awarded Aecon a $33 million contract to build a 24-kilometre by-pass from Sunridge to South River, about 60 kilometres south of North Bay. When completed later this year, it will become the last link in a new four-lane highway from Toronto to North Bay.
“Another contractor had already cleared the right-of-way, built the bridges and done the rough grading, so all we have to do is build the road,” notes Abunaaj. Even so, the project is not without its challenges. It is significant in scope and with the shorter construction season in northern Ontario, “we’ve really had to pull out all the stops to make sure that the job is completed on schedule.”
F R O M R O C K TO R OA DIt doesn’t take long as you head north on Highway 11 to see the change in the landscape. Just 90 minutes north of Toronto sits Muskoka, Canada’s favourite
// pit stop
“ …WE’VE REALLY HAD TO PULL OUT ALL THE STOPS TO MAKE SURE THAT THE JOB IS COMPLETED ON SCHEDULE.” — S A M I A B U N A A J
C O N T R A C T S M A N A G E R
4 6 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

highwAy 11 expAnsion
OwNER: Ministry of transportation of ontario
SCOPE: construction of a four-lane, 24.2-kilometre by-pass; involved grading, drainage, paving, lighting, guardrails, curbs and gutters, culverts
LOCATION: Sundridge to South river, on (60 kilometres south of north bay)
CONTRACT VALUE: $32.9 Million
AECON DIVISIONS acMl – general contractor agi traffic technology – electrical work Miwel construction – curbs and gutters aMe – Mix design and testing for asphalt, granular, backfilling
TIMING: august 2010–october 2011
QUANTITIES earthwork – 255,000 cubic metres rock excavation and blasting – 108,000 cubic metres granular – 575,000 tonnes Hot mix asphalt – 187,000 tonnes guardrail – 19 kilometres Steel pole lights – 60 overhead signs – 2
TOTAL # OF AECON EMPLOyEES: 35
KEy EMPLOyEES Sami abunaaj – contracts Manager bryon Kmith – Senior grading Superintendent gary Kmith – Senior grading Superintendent Justin Hayes – grading Superintendent (completion project) Shane Fuller – grading Superintendent (start project) Fred lake Jr. – Paving Superintendent John Ford – Structural Superintendent (Miwel) Dominic Spalieri – electrical Superintendent (agi) corey Hall – Project coordinator Peter Malek – Project coordinator Wally Mailloux – Senior Field administrator angelo cornacchia – Structural Superintendent (acMl) trevor White – grading Foreman Duane Fredericks – grading Foreman Darrin Szczygiel – grading Foreman
PROJECT FILE
F A L L 2 0 11 4 7

vacation destination and gateway to the north, with towering pines, sparkling lakes and rivers, and the distinctive pink granite rock that denotes the introduction of the Canadian Shield.
Rock defines the landscape of northern Ontario. Of course, for a road builder this is both a blessing and a curse: A blessing because a road, from its granular sub-base to its asphalt pavement, is built almost entirely from crushed rock, so there is no shortage of raw materials; a curse because the rock that you see is not the rock that you want. Contractors have to clear unwanted rock from the right-of-way and replace it with the correct type of rock from another location. As Abunaaj explains, this created a unique opportunity for Aecon.
“Transporting aggregate from the pit to the construction site can be expensive,
and the farther away the pit is, the more it costs. Since we needed about 575,000 tonnes of aggregate for the road bed, it would have taken about 20,000 truckloads to haul the aggregate for this project. We needed a local supply of aggregate and we found one: the McIsaac pit, about half way between Sunridge and South River.”
Aecon contacted the pit’s owner and made a conditional offer to buy it. When MTO awarded ACML the contract, Aecon, already one of the largest aggregate owners in the province, added one more pit to its inventory.
“It was a smart move,” says Abunaaj. “We could justify buying the pit based on the transportation savings. We got a central location for our portable asphalt plant, and the pit is now available for any future projects in the area.”
In August 2010, Aecon started the grading operation for the right-of-way in preparation for paving the following year. In total, the grading crews moved about 250,000 cubic metres of earth and excavated about 108,000 cubic metres of rock, all of which was reused on the project as rock fill. By October 2010, however, with the end of the season rapidly approaching, the project was shutdown for the winter.
Aecon was back on the job in April of this year, with the McIsaac pit as the central focal point of the work. A subcontractor installed a portable crushing plant to produce the aggregates for the road base and asphalt, and Aecon brought in its portable asphalt plant to produce the hot mix for the pavement.
AECON, ALREADY ONE OF THE LARGEST AGGREGATE OWNERS IN THE PROVINCE, ADDED ONE MORE PIT TO ITS INVENTORY. — S A M I A B U N A A J
C O N T R A C T S M A N A G E R
// pit stop
4 8 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

By May 2011, with the bulk of the grading finished, Aecon was ready to start paving.
“Once we start, the pressure is really on the production crew at the asphalt plant,” says Paving Superintendent Fred Lake Jr. “You have to keep the hot mix flowing so that the paving is continuous…and this job requires an enormous amount of asphalt.”
What’s more, explains Lake, the density of truck traffic on this road dictates the need for a more robust pavement. In this case, that translates into a 90-millimetre base course topped with a 40-millimetre surface course – in total almost 200,000 tonnes of asphalt. Given that the plant produces on average 300 tonnes an hour, it’s safe to say it will be running almost continuously for about five months.
There is, however, one advantage to working on a greenfield site, notes Lake. Unlike working on an existing highway where there is little room to manoeuvre and traffic control is paramount, once the paving train sets in motion on a greenfield site, there’s not much to impede its progress.
“One of the biggest advantages of working on a new highway is being able to pave in echelon – using two paving trains to pave two adjoining lanes, simultaneously,” explains Lake. “It is a more expensive paving process but creates much better longitudinal joints between the lanes because you have hot asphalt butting up against hot asphalt. Since a lot of pavements fail along the longitudinal joint, paving in echelon creates a much more durable road.”
By July 2011, the paving crew had
finished laying the base course on both the north and southbound lanes. Paving the surface course is expected to take about eight weeks.
In keeping with Aecon’s integrated business strategy, ACML is not the only Aecon business at work on this project. Aecon Materials Engineering (AME) designed the asphalt mix and is conducting the quality control testing on both the granular base and hot mix. AGI Traffic Technology is undertaking the electrical work for all lighting at the interchanges, while Miwel Construction is installing curbs and gutters at the interchanges and bridges. A local subcontractor, M & G Fencing, is installing 19 kilometres of guardrail along the median.
Construction is expected to be completed by the end of October 2011.
BLASTING THROUGH THE ROCK ON Hwy 11 IN ONTARIO.
F A L L 2 0 11 4 9
Lost and FoundGENERATING ELECTRICITY FROM WASTE HEATWhen the green light triggers this month, Aecon’s Found Energy group will celebrate the launch of its first-ever waste heat recovery unit and the subsequent generation of enough electricity to power more than 800 Saskatchewan households. It will also signal the very first time this technology has been applied to the North American market.
PROJECT MATTERS
5 0 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

F A L L 2 0 11 5 1

ound Energy Manager Tom Thomson says people have to start looking at things a bit differently these days. “If you are losing heat from an exhaust stack, you may as well be burning money,” he maintains. “We don’t see it as waste heat; we see it as potential energy.”
“You can feel the heat the moment you go into the compressor building, which, if you know anything about compressors, is not surprising,” says Mariusz Juszkiewicz, Project Manager for Aecon’s Canonbie Contracting, which installed the unit. He’s recalling his first visit to Rosetown Saskatchewan, about 120 kilometres west of Saskatoon. “TransGas is using a gas turbine to keep the natural gas pressurized, so, for all intents and purposes, you’re standing beside the same sort of engine that powers a jet aircraft. The temperature of the exhaust gas can reach 500ºC and all that energy is going straight up the stack into the atmosphere.”
Fully aware that lost energy is a lost opportunity, SaskEnergy and its pipeline subsidiary, TransGas, awarded Aecon’s Found Energy a contract to install waste heat recovery equipment to capture the waste heat and convert it into electricity. It represents Found Energy’s first contract and the first use of this technology in North America.
From a green energy perspective, not only is the new unit slated to produce more than seven million kilowatt hours of electricity per year – capable of powering 800 homes – it will offset about 5,000 tonnes of carbon dioxide equivalent, which is comparable to planting approximately 78 square kilometres of carbon-absorbing forest.
F O U N D E N E R G YOne of Aecon’s newest ventures, Found Energy is a subsidiary of Innovative Steam Technologies (IST) in Cambridge Ontario. The group develops, builds and operates power plants that generate clean energy from waste heat.
“We’re in the business of recovering waste energy,” says Bob Dautovitch, IST president. “Our once through steam generators capture waste heat from gas turbines, so using waste heat to generate electricity is just a natural extension of our business.”
// lost and found
“ WE DON’T SEE IT AS WASTE HEAT; WE SEE IT AS POTENTIAL ENERGY.” — T O M T H O M S O N
M A N A G E R , F O U N D E N E R G Y
5 2 O N E – T H E M A G A Z I N E O F A E C O N G R O U P
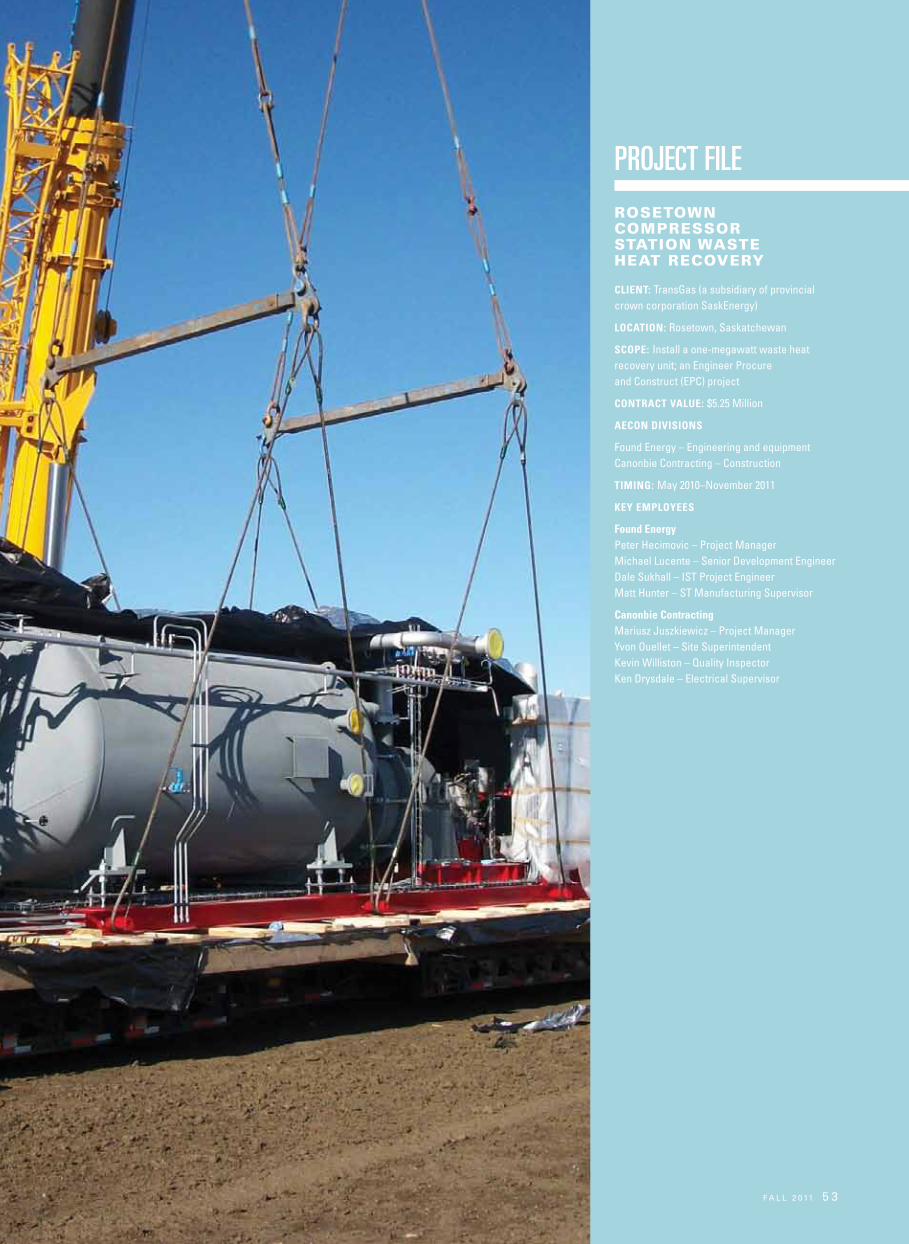
roseTown compressor sTATion wAsTe heAT recovery
CLIENT: transgas (a subsidiary of provincial crown corporation Saskenergy)
LOCATION: rosetown, Saskatchewan
SCOPE: install a one-megawatt waste heat recovery unit; an engineer Procure and construct (ePc) project
CONTRACT VALUE: $5.25 Million
AECON DIVISIONS
Found energy – engineering and equipment canonbie contracting – construction
TIMING: May 2010–november 2011
KEy EMPLOyEES
Found Energy Peter Hecimovic – Project Manager Michael lucente – Senior Development engineer Dale Sukhall – iSt Project engineer Matt Hunter – St Manufacturing Supervisor
Canonbie Contracting Mariusz Juszkiewicz – Project Manager Yvon ouellet – Site Superintendent Kevin Williston – Quality inspector Ken Drysdale – electrical Supervisor
PROJECT FILE
F A L L 2 0 11 5 3

The concept has been gaining traction in the last five years and Dautovitch says the timing is right from both a financial and environmental point of view.
“The cost of the equipment is coming down at the same time as the price of electricity and the incentives to use green energy are going up,” he explains. “Using waste heat to generate electricity creates a green opportunity that can fuel the bottom line.”
For large installations, typically with electrical generating capacity from one to five megawatts, Found Energy uses Organic Rankine Cycle (ORC) technology, widely regarded as the most effective way to transform low-grade heat (typically less than 500ºC) into electricity.
An Organic Rankine Cycle system uses an organic fluid, rather than steam, to turn a turbine. The waste heat passes through a heat exchanger that evaporates the fluid. The fluid expands in a turbine, generating mechanical energy, which is then converted into electrical energy. The thermal fluid is cooled and returned to the heat exchanger to maintain the cycle. A thermal oil brings the heat into the cycle and an air cooler discharges the heat dissipated through the condenser.
Found Energy Manager Thomson notes it is an extremely efficient process because the turbine operates at a lower speed than a steam turbine, thereby requiring less maintenance.
“These generators are completely automatic and can be operated remotely, which not only lowers operating costs but also makes these units ideal for isolated locations, such as gas compressor stations.”
WO R K I N G AT R O S E TOW NIn May 2010, SaskEnergy awarded Found Energy two engineering, procurement and construction (EPC) contracts. The first
was for the installation of the one-megawatt capacity unit at Rosetown, the second for a smaller, 100-kilowatt unit for a compressor station at Coleville.
Found Energy is designing, procuring and fabricating the equipment. Aecon’s Canonbie Contracting is onboard to install the units.
Shortly after the contract was awarded, Found Energy set to work on the equipment design and procurement.
“This is a complex piece of equipment and we are sourcing components from all over the world,” notes Thomson. “We had to make sure everything would be ready so that Canonbie could start installing the equipment before the cold weather arrived… and Saskatchewan can get really cold in the winter!”
The waste heat recovery unit has three distinct components: an oil heater fabricated by IST, air coolers supplied
by a U.S. manufacturer, and the Organic Rankine Cycle unit from Turboden, Italy. A subsidiary of Pratt and Whitney, Turboden specializes in Organic Rankine Cycle technology and has more than 150 units installed around the world.
With the design and procurement well underway and on schedule, Canonbie Contracting arrived at the Rosetown site in August 2010, a couple of months before the equipment arrived, to prepare the site and build the foundations and concrete pads.
“This is not a big project but it is, nevertheless, an exciting one for us because everything is new,” says Canonbie Project Manager Juszkiewicz. “The equipment is new and so, too, is the territory; our first construction job in Saskatchewan.”
The crew worked in shifts with ten days on site and then four days off. That said, even with the time off, Juszkiewicz says concentrating on the job was never an issue. Rosetown, he notes, is very quiet at night!
Once the equipment had arrived, Canonbie embarked upon the painstaking job of lifting it into place. Given that these are significantly-sized pieces of equipment and each belongs in a different location, the task was an onerous one.
“The heat exchanger, which weighs about 62 tonnes, sits on a foundation on the south side of the station by the exhaust stack,” explains Juszkiewicz. “The four air coolers, weighing about
“ SASKENERGY AND TRANSGAS HAVE SET A GOAL TO BECOME NET ZERO IN ELECTRICITY CONSUMPTION BY 2015, AND WASTE HEAT RECOVERY WILL BE ONE OF THE KEY FACTORS IN PURSUING THIS GOAL. RECOVERING WASTE HEAT FROM COMPRESSOR ENGINES WILL REDUCE THE CORPORATION’S CARBON FOOTPRINT AND OUR PROVINCE’S RELIANCE ON TRADITIONAL, ELECTRICAL GENERATION SOURCES.” — D U S T I N D U N C A N
S A S K A T C H E WA N M I N I S T E R R E S P O N S I B L E F O R S A S K E N E R G Y
ISOMETRIC PROJECTION OF FINAL ENHANCED OIL RECOVERy UNIT
5 4 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

28 tonnes in total, were installed on steel legs about 25 feet high, on the north side of the ORC building. And the ORC unit from Italy, which comes in three sections with the largest one weighing 44 tonnes, was installed on the ORC building foundation.”
It took a 270-tonne crane three days to move all the equipment into place, after which a pre-engineered steel frame building, 11 metres wide by 20 metres long by 10 metres high, was installed to protect the ORC unit.
With the assistance of a mechanical and electrical superintendent from Italy who came to Saskatchewan for a couple of weeks, Canonbie installed all the interconnecting piping and electrical cables for the ORC unit. It also, over the next few months, installed piping, wiring, instrumentation and a number of small pumps, tanks and other miscellaneous equipment for the balance of the plant.
One of its final tasks was to interconnect the electrical transmission wires from the heat recovery unit to a Saskatchewan Power transformer, which will feed the electricity to the electrical grid.
Despite being a new venture for Canonbie, the project went exceedingly well, Juszkiewicz reports. “We had a very good group of people with everyone working together, and looking out for each other, and you can see the result in our safety record: more than 27,000 employee-hours without any major incidents.”
The project schedule called for Canonbie and Found Energy to begin commissioning the plant in early October. While that got underway, Found Energy also set to work on the smaller waste heat recovery unit for the Coleville compressor station.
Since Coleville features a reciprocating engine rather than a gas turbine, it is much smaller than the Rosetown station
and, in turn, so, too, will be the heat recovery unit. Instead of purchasing a unit from Italy, Found Energy will design the ORC unit based on IST’s waste heat recovery experience and conduct its own fabrication, says Thomson. He expects the Coleville waste heat recovery unit, which will generate about 100 megawatts of electricity, to be installed by the end of this year.
And the interest in both projects will remain high.
“People are watching to see how it starts up and how it performs,” notes Thomson. “There is a lot riding on this. It’s the first project of its type in North America and being able to show that we have a proven capability to execute this type of project will give us a significant competitive advantage in what we expect will be a rapidly developing market.”
THE NEW UNIT IS SLATED TO PRODUCE MORE THAN SEVEN MILLION KILOWATT HOURS OF ELECTRICY PER YEAR – CAPABLE OF POWERING
TONNES OF CARBON DIOXIDE EQUIVALENT, WHICH IS COMPARABLE TO PLANTING APPROXIMATELY 78 SQUARE KILOMETRES OF CARBON-ABSORBING FOREST.
HOMES – IT WILL OFFSET ABOUT
800
5,000
F A L L 2 0 11 5 5

MEET:
JACKGIBSON
PEOPLE MATTER
5 6 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

My dad, Wilmer, was a mechanic, too. He started working for Peel Construction (one of the companies that became a part of what Aecon is today) in the 1950s. I remember going with him in a trailer from job to job. I went to a different school every year. But he left Peel in the 1960s to start a small repair business.
Why didn’t you join your father’s business?
I used to help Dad after school but it wasn’t a big business and he was working on small engines. I wanted to work on the big equipment and dealing with the public didn’t interest me.
I wasn’t much for school, so after I finished Grade 11 in Brampton, I decided to look for a job. By then Peel Construction was part of Armbro Construction and its head office was close by in Brampton.
One of the superintendents, Jerry Feaver, had worked with my Dad so I asked him for a job and he hired me.
What was your first job? I was a service man. I drove
a truck to the various job sites in Mississauga, Bramalea, and Brampton, changing oil and greasing equipment.
How did that lead to a mechanics job?
About two years later, I got a call from Everett McIntyre. He needed someone to fill in for a couple of weeks on the Highway 2 construction project in Bowmanville until the regular mechanic showed up. Two weeks
came and passed. The
mechanic never showed up and I inherited the job.
I told Everett that I would have to learn by trial and error and he said we’d give it a try. I thought I’d be there for one season. I ended up working for Everett for the next seven or eight years.
Where did you go next?
A lot of people wouldn’t associate Aecon Industrial with construction so we should probably start by talking about what your business does. It’s not surprising people don’t see us as being in the construction business because we are not involved in what people normally consider commercial or residential development. It is purely industrial and, in fact, a very large part of what Aecon Industrial is.
Here in Central Division, we provide construction, maintenance and fabrication services to the power, oil and gas, automotive, steel and petrochemical sectors.
For example, we build co-generation plants, install compressor stations and change assembly lines in automotive plants. We also have a construction business that works solely on installation and maintenance work at nuclear power plants.
Does Aecon Industrial Central Division handle the entire project?We are a multi-trade contractor so, depending on the particular project, we provide project management and construction. Typically, that involves piping and electrical work, the industrial controls, the equipment installation and some of the
civil work. If we are doing an EPC contract (which stands for engineering, procurement and construction), we also manage the design and the procurement of engineered equipment.
How big is the construction business?Central Division has three units: the nuclear unit, the EPC unit and my group, which does everything else. In total, we do between $150 and $300 million worth of construction and maintenance a year, of which my group does anywhere from a third to a half.
My team currently consists of 15 people on staff and about 200 trades people in the field, which can quickly ramp up to as many as 500 people.
How does your business relate to Aecon’s fabrication work in Cambridge?While we are all part of Central Division to a large degree we are separate businesses. There are, however, a lot of synergies between us and that’s one of our competitive advantages. We try to do a lot of prefabrication work in the shop, especially with piping. Using the shop to do pipe spools and pipe modules gives you much better quality control because you are
working under ideal conditions, and it makes field installation a lot more efficient as well.
You can truthfully say that you learned the business from the ground up. In fact your entire career has been with Aecon Industrial. What was your first job? I started with Aecon Industrial (or Nicholls Radtke, as it was back then) in 1978 as an electrical apprentice.
I grew up in Mount Forest, which is a small community in southwestern Ontario about an hour’s drive north of Cambridge. When I was about halfway through Grade 13 I heard about an opportunity to become an electrical apprentice through the local union. It wasn’t something I had considered as a trade, but I had a strong interest in construction.
My first assignment was at the Bruce Nuclear Plant, about an hour away from home, but you could catch a bus to the job site so it was relatively convenient. I did that for about a year.
Did you enjoy it? I didn’t do a lot of electrical work that first year. It was more or less grunt labour. But after the Bruce project I moved over to other projects in gas transmission and the automotive sector and
Jack Gibson started his career almost 34 years ago as an electrical apprentice. Today, he is the Vice President of Construction for Aecon Industrial’s Central Division, managing approximately $100 million worth of projects.
“I think some of the people that gave me the opportunity to develop my career saw more in my abilities than I did,” says Jack. “You need to look deep within the company to spot the best talent. Given the chance, people can grow and learn on the job. If I can do it, anyone can!”
F A L L 2 0 11 5 7

eventually qualified for my electrical certification.
The second superintendent I worked for was John Nestor. He took me under his wing and really helped me a lot. I was in the field for about three years and it opened the door to an exciting career, so I was glad I did it.
What was your next job?I moved into estimating. John Nestor asked me if I wanted to give it a try. I am not sure why he gave me the opportunity. I never asked him. I thought that doing take-offs and working out unit costs was just part of your training as an electrician. In retrospect, I think John had seen more in my abilities than I had. He was really responsible for starting my career.
Still, when opportunity knocks, you jump at it and the job gradually expanded. The company was growing rapidly and there weren’t enough people to do the work, so you moved into other fields, which for me included electrical procurement work and project coordination on smaller projects. It was invaluable experience.
Is that what led you into project management?In 1985, we were installing 21 kilometres of cable tray at Ontario Power Generation’s Darlington nuclear plant, but the project was going south and the project manager had left. David Radtke, who was, at the time, one of the owners of the business, asked me to take over the job. I guess he figured that since I had done the estimating I should be responsible for making sure that it succeeded. In the end, the project made money.
Considering that you were still in your early twenties, that was a lot of responsibility. I never thought about it. We just had to get the job done and, in fact, the project superintendent really has the heavy work of managing the crews.
I still wasn’t sure that I wanted to be a project manager but right after we finished the Darlington project we moved over to the General Motors plant in Oshawa. We had six months to tear out and reinstall new conveyor systems and we ended up working around the clock to get the job done.
It was then that I realized that project management was for me. I really enjoyed the challenge of bringing a project in on time, on budget and safely.
What other projects were you involved in?We did a large job for Chrysler in Windsor, the installation of a co-generation plant in Whitby, and rebuilding precipitators at an eight-unit thermal plant. Then, in 1998, we restructured the business and created account managers for each of the industrial sectors. I was given the utilities sector, which consisted of managing our work at thermal and hydroelectric generating stations in Ontario. I was still doing project management but was now responsible for all the projects that we were doing as well as working with the clients on business development.
One of our projects was at the Nanticoke coal-fired power plant, replacing eight precipitators. OPG was getting out of doing this sort of work itself and that project grew into a master service agreement for construction services at three of its thermal power plants. It has
been a mainstay of our business ever since.
When did you become the manager of Construction Operations? That was in late 2004 into 2005. I took on the responsibility for non-nuclear power plant services and added gas compression, steel, petrochemical and automotive.
Some of our units were doing better than others, so the idea was to take the best practices and some of the best employees, and spread them around. It worked a lot better.
In 2010, I became the Vice President of Construction.
What has been the biggest change in your job in the last few years?I am not managing projects; I’m managing people and my business unit.
You have to give people all the opportunity they want to take on and support them – just as John Nestor did for me. So, a lot of the job now is coaching and mentoring. I want to treat people in the same way that I would want to be treated. You still have to keep in the back of your mind that you have a job to do and that may mean you sometimes have to be demanding. Sometimes you speak before you think and then you have to make amends. But the ultimate goal is to be constructive, not destructive, and to help people do the job to the best of their abilities.
Has your own start as a trades person helped you along the way?A lot of our superintendents know I started in the field and I think that helps. They talk to me very openly, perhaps because they know I can see things from their point of view.
I have also become much more involved with contractor associations. Aecon Industrial has always been very active in association work because you get to work with your counterparts in the trade unions. As a unionized contractor, it is vital to our success.
Currently, manufacturing in Ontario is under a lot of pressure. Is that going to affect the business?Since the inception of Nicholls Radtke, we have had the same focus on industry. We have always worked in the power sector. We have been working with OPG since the beginning and we have been working with Union Gas for as long as I can remember. Sure, some customers have come and gone, but the continuity that we have managed to maintain with our major clients has covered the ups and downs. We have always had steady work and that means we have been able to keep our key people.
So, yes, with manufacturing under pressure we will see some fall off, but we can still look for new opportunities. The coal power plants are going to be shut down in 2014, so the province either has to build new nuclear plants or develop more co-generation facilities. We may be doing some work on biomass, which is another source of renewable energy. We have looked at doing more work in wastewater treatment. I think there is more than enough work to go around.
You have had an unusual career. With the emphasis today on getting a formal education, not many people who start out as an apprentice end up in a senior management position. Why do you think that you were able to make that transition?
5 8 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

I can’t put it down to any one thing. I have a good sense for building things. I can go to a project site and almost immediately have a sense of what is working well and what isn’t. I also think that you have to keep your head down, work hard and respect people. It all sounds a bit straightforward but, nevertheless, that’s the way it works.
I think I was lucky. The company’s founders, Bill Nicholls and Dave Radtke, both came up from the ranks, as well, and so they were willing to give people the opportunity to advance. It shows that you need to look deep within the company to spot the best talent. Given the
chance, people can grow and learn on the job. If I can do it, anyone can!
Still, you can never discount the value of a good education. My son is studying electrical engineering at the University of Waterloo and I couldn’t be happier.
EMPLOYEE FILE
“ I HAVE A GOOD SENSE FOR BUILDING THINGS. I CAN GO TO A PROJECT SITE AND ALMOST IMMEDIATELY HAVE A SENSE OF WHAT IS WORKING WELL AND WHAT ISN’T.” — J A C K G I B S O N
JAck giBson
VICE PRESIDENT CONSTRUCTION, AECON INDUSTRIAL CENTRAL
ExPERIENCE:
Aecon Industrial 1978–1981 electrical apprentice 1981–1986 electrical estimator,
Procurement and Project coordinator
1986–1998 Project Manager 1998–2005 account Manager (utilities)2005–2010 Manager, construction
operations2010–present Vice President, construction
EDUCATION: Mount Forest District High School certificate of Qualification (electrician)
ASSOCIATIONS
Board member of:// electrical Power Systems
construction association// electrical contractors association
of central ontario
BORN: Mount Forest, ontario
HOME: cambridge, ontario
FAMILy: Married to cindy, son ryan
HOBBIES AND INTERESTS: golf, skiing, woodwork, renovation projects
F A L L 2 0 11 5 9

An aircraft is an enormously complex piece of equipment featuring thousands of components, any of which could fail at any time. From a safety perspective, however, not all the components are treated equally: A bolt may come off a seat tray but engines always remain firmly attached to the wings; the in -flight movie screen may go blank but the pilot’s display doesn’t; your bags may end up at another airport but, odds are, you will arrive at your destination safe and sound.
Flying is one of the safest means of transportation because airlines focus on the items with the highest probability of failure and those that carry the most disastrous impact, should they fail.
Airlines ensure there are systems in place to detect problems… and then rectify the problems before they can do any harm. That, in a nutshell, is what Failure Modes and Effects Analysis is all about.
Developed more than 50 years ago by the military and first used by the U.S. National Aeronautics and Space Administration, FMEA is now employed in a wide variety of industries for all the right reasons. Imagine the consequences of an aircraft manufacturer who could not identify, control or eliminate the collective risk of all the parts that go into building an aircraft… or a vehicle manufacturer not identifying potential failures and, instead,
focusing their priorities on the highest risk?
The construction industry is no less complex (and, in some ways, even more complex) than many FMEA-adopted industries. Every day, our employees are dealing with a multitude of risks that must be identified and acted upon. The consequences of not identifying and correcting risks can range from a minor occurrence to a catastrophic event involving material, equipment or, in the worst case scenario, people.
In order to improve safety, Aecon has incorporated the FMEA system of risk identification, control and/or elimination.
By way of example, take a piece of heavy equipment,
such as a haul truck. In order to assess potential risk and harm, we use FMEA as a framework to look at all of the components of the equipment. We identify potential failure modes and potential risk, and then rank all the components on a scale of 1-to-10, in three different categories:
1. Severity of the failure mode If the seat inside a haul truck is not secured properly, what are the potential implications of a slight movement of the seat while the truck is in use? The answer would likely be ranked a “3” for a very low potential of severity or harm. However, if the brakes were to fail, the potential effect
BY THE NUMBERSUSING RISK PRIORITY TO IMPROVE SAFETY
Despite its rather intimidating name, Failure Modes and Effects Analysis is a straightforward approach to improving safety. It’s a system currently in use by several industries, including NASA, and has now been fully embraced by Aecon. The step-by-step approach analyzes failures based on contributing factors, like the seriousness of consequences emanating from the failure(s), how frequently they occur, and how easily they can be detected or controlled. With FMEA, you set the priorities, use resources to their best effect and then correct problems before they can do any harm.
SAFETY MATTERS
By Mike Archambault Vice President, Safety and Insurance
6 0 O N E – T H E M A G A Z I N E O F A E C O N G R O U P

would be catastrophic, which would lead us to a top ranking of 10.
2. Probability of occurrence of failure modeIt is reasonable to say that over time the probability of a poorly-installed seat moving or shifting would be moderate, for a ranking of “5”. The probability of a brake system failure (the non-wear components of the brake system, such as the brake pedal connection to the rest of the brake system) would be much lower at a “2”.
3. Likelihood of current control methods detecting or controlling future failure before it happensWhile seats are checked during routine inspections, it is not carried out with the same rigor as the brakes on the equipment. The likelihood of identifying a seat failure before it occurs is fairly low, leaving a rating of “7”. On the other hand, truck manufacturers construct brake systems and structural components with a much higher standard of material, quality and testing, and a mechanic almost always examines the braking system
during preventive maintenance. As a result, we can assume that a potential brake failure is likely to be controlled or identified before something goes wrong, giving it a strong detection rating of “2”.
Once the analysis has been completed and the items ranked, an overall Risk Priority Number is identified, which is simply the product of the failure analysis. The RPN can range from 1 to 1,000 (10x10x10). The higher the RPN, the higher the risk.
In our example, the RPN for a slightly loose seat is 105 (3x5x7), whereas the RPN for the brake system would be 40 (10x2x2). The RPN for the brake system is lower than that of the seat not because its consequences are lower (brake failure can be catastrophic), but rather the probability of occurrence is much lower. But think what would happen to the RPN for the brake system if it was not inspected routinely; if we didn’t have effective controls to reduce the risk of failure, or if it was not manufactured at such high quality. We would see a higher occurrence number and a less effective control number that could
easily raise the RPN number to over 500.
FMEA provides us with a systematic process for identifying risk and taking action to reduce the consequences of each individual process by reducing the severity, by reducing the occurrence and by improving detection. The RPN will allow us to focus our efforts on items carrying the highest potential risk and allow us to effectively focus our resources to reduce that risk.
We believe this is an extremely important safety initiative that not only extends traditional job hazard analysis but also provides a documented process for tracking improvements and changes. Aecon’s safety department has issued a standard procedure for using FMEA and will be providing training seminars over the next few months while integrating it into our Environmental Health and Safety management system.
SAFETY FILEFAILURE MODES AND EFFECTS ANALySIS (FMEA)
A step-by-step approach for identifying all possible failures
Failures are prioritized according to:// how serious their
consequences // how frequently they occur // how easily they can be detected
FMEA Process
1. Select a procedure or process to evaluate
2. Identify the steps in the identified procedure/process
3. For each step, identify all failure modes
4. For each failure mode, identify all of the effects
5. Assign a severity Risk Priority Number (RPN) for each failure
6. Identify the possible causes for each failure
7. Assign an occurrence RPN for the likelihood of each cause
8. Identify all current controls to reduce the failure and its effects
9. Assign a detection RPN for controlling the failure
10. Establish the total RPN by multiplying the severity, occurrence, and detection RPNs
11. For high priority RPNs, establish action plans to reduce the severity and occurrence and improve controls.
12. Assign responsibility for the actions
13. Assign a deadline for completion
14. Re-evaluate the severity, occurrence and detection RPN to establish a new total RPN
15. Monitor and update, as required

Aecon Group Inc.20 carlson court, Suite 800 toronto, ontariocanada M9W 7K6
PHONE: 416 293 7004TOLL FREE: 1 877 232 2677E-MAIL: [email protected]
WWW.AECON.COM