a dedicated dsp plant for the production of clairyg, a lfb ... · 1 1 a dedicated dsp plant for the...
TRANSCRIPT

1
1
A dedicated DSP plant for the production of ClairYg, a LFB liquid Immunoglobulin G preparation for
intravenous use
Christophe SEGARD Technical Director – Industrial Exploitation
LFB

2
Objectives of a new intravenous Ig development
Meet the expectations of patients and doctors with an Ig IV: highly purified and secure
with an optimized administration
well tolerated
with sufficient amounts to treat patient safely
ClairYg, the new LFB IgIV meets the four challenges : Highly purified
Well tolerated
Highly secure
Higher quantities availaible
2

3
ClairYg Process
3 Patent : EP 1 385 886 B1
Cryo separation
Ethanol fractionation
Caprylic acid fractionation
Activated carbon depth filtration
Plasma
Fraction I+II+III intermediate product
Ultrafiltration 1
SD treatment
Anion-exchange chromatography
Affinity chromatography
Nanofiltration (20nm)
Formulation and filtration
ClairYg (5% IVIg)
Ultrafiltration 2

4
Process main features
4
Caprylic acid fractionation preferred to ethanol More selective, precipitates almost all plasma proteins except Ig
Performed at room temperature, less energy use
No use of organic solvent, less risk and waste treatment
Anion exchange chromatography Highly selective purification step to increase IgG purity and maintain sub-classes
distribution
Remove SD reagents
High molecular weight proteins removing to allow nanofiltration on Planova 20nm
Results Ig purity > 99%
Ig Sub-classes distribution similar to plasma including the IgG3 and IgG4
5
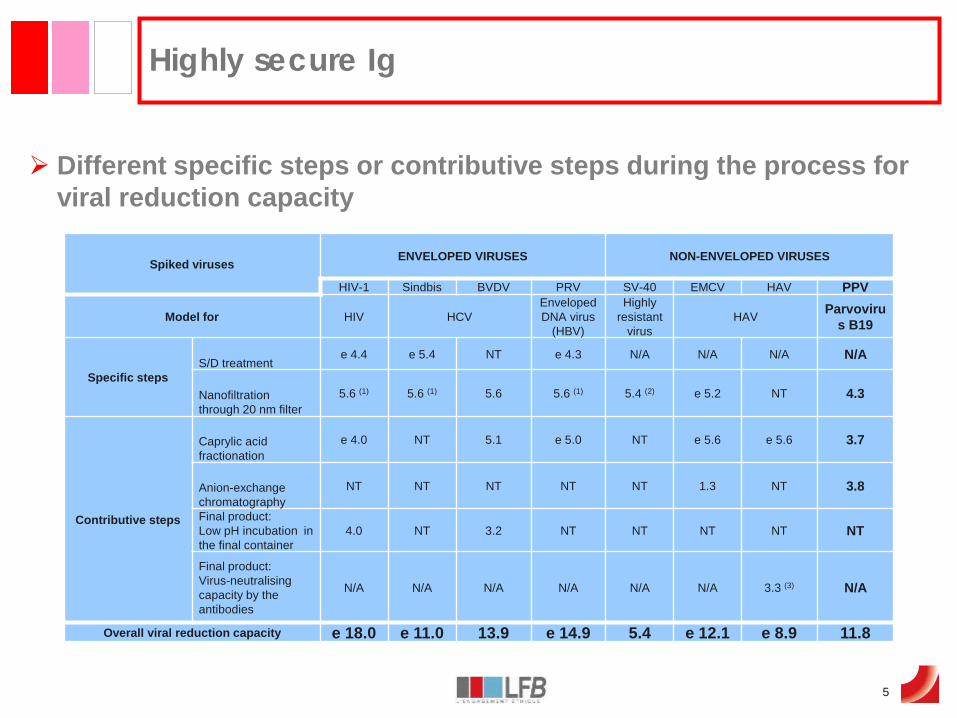
Highly secure Ig
Different specific steps or contributive steps during the process for viral reduction capacity
5
Spiked viruses ENVELOPED VIRUSES NON-ENVELOPED VIRUSES
HIV-1 Sindbis BVDV PRV SV-40 EMCV HAV PPV
Model for HIV HCV Enveloped DNA virus
(HBV)
Highly resistant
virus HAV
Parvovirus B19
Specific steps
S/D treatment
e 4.4 e 5.4 NT e 4.3 N/A N/A N/A N/A
Nanofiltration through 20 nm filter
5.6 (1) 5.6 (1) 5.6 5.6 (1) 5.4 (2) e 5.2 NT 4.3
Contributive steps
Caprylic acid fractionation
e 4.0 NT 5.1 e 5.0 NT e 5.6 e 5.6 3.7
Anion-exchange chromatography
NT NT NT NT NT 1.3 NT 3.8
Final product: Low pH incubation in the final container
4.0 NT 3.2 NT NT NT NT NT
Final product: Virus-neutralising capacity by the antibodies
N/A N/A N/A N/A N/A N/A 3.3 (3) N/A
Overall viral reduction capacity e 18.0 e 11.0 13.9 e 14.9 5.4 e 12.1 e 8.9 11.8

6
Increase of Ig production capacity for LFB with a new dedicated workshop
Specifications for ClairYg Production Area Design standard : GMP EU / US
Capacity : 6 tons
Batch size : 4500 l of plasma (raw material : Fraction I+II+III)
Process duration : 80 h
6

7
Key equipement for ClairYg Production Area
A production area of 1200 m2 grade C (class 100 000) 43 fixed tanks from 100 l à 5500 l
cleaned and sterilized in place
2 press filters
3 chromatography columns
2 nanofiltration areas
3 Ultrafiltration units
7

8
Workshop plan
8

9
Key equipement for ClairYg Production Area
Pre/post viral areas are totally separated (HVAC, airlock, equipements, WFI)
A technical area of 2000 m2 for HVAC, PW / WFI storages and loops
4 CIP stations
Skids for cold and hot process regulation
…
9

10
Automated System structure
Automated system is connected to H 3000 elements (valves, pumps, sensors), control batches and record all parameters 2 redundant servers for process control associated to 2 PLC
1 dedicated server for batch production report
13 HMI
Use of fielbus to reduce wiring and facilitate maintenance
Loop network architecture to reduce communication failure
10

11
Design studies from Jan. 2007 to Sept. 2007 9 months
11
GMP EU / US Standard
LFB project team : 6 people

12
Building – November 2007 / Juin 2008 9 months
12
9 months
An average of 70 people during the construction area with peaks up to 130

13
Commissioning – July 2008 / December 2008
LFB project and commissioning teams : 18 people
First feasibility batch in december 2008
Validation batches Q1/Q2 2009
Commercial batches Q2 2010

14
FAT/SAT/IQ/OQ/PQ
FAT/SAT were performed by : Technical project team and future production team
As much as possible, documentation used during FAT and SAT had been directly integreted in IQ
IQ/OQ/PQ were carried out by the production team Allow users to see how equipements operate during failure
Improve users training
Automated systems require a specific attention for the training of maintenance people
14
15
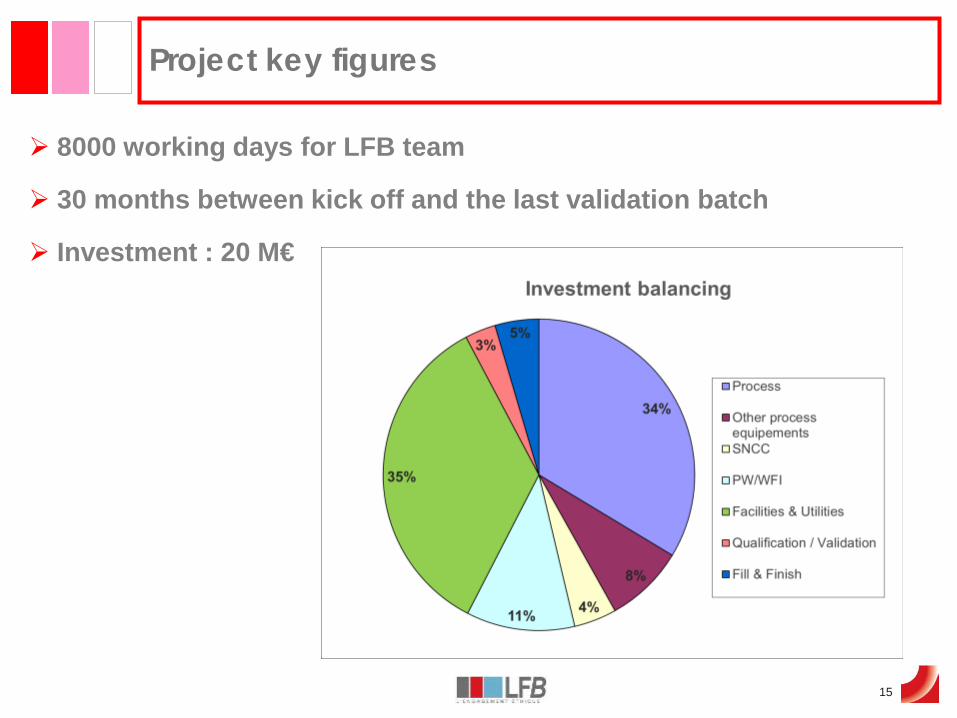
Project key figures
15
8000 working days for LFB team
30 months between kick off and the last validation batch
Investment : 20 M€

16
Return after 3 years in operation
Planning and budget were conform to the objective
Yield and capacity are conform to the objective
Results obtained on 4500l batch size are similar to 1250l (clinical batch size)
After H 350 batches, no specific technical or quality problems related to the plant design itself
16

17
17
A dedicated DSP plant for the production of ClairYg, a LFB liquid Immunoglobulin G preparation for
intravenous use
Christophe SEGARD Technical Director – Industrial Exploitation
LFB