56 304 ts3%20 a
TRANSCRIPT
Waste Heat Sources in Sugar Factory and Their Utilization for Cooling Condenser Water
By R.K.Kulkarni Dr. S.P.S. RajputResearch Scholar Asst. Professor
Mechanical Engineering DepartmentM.A.N.I.T.Bhopal(MP)
India
Overview of Presentation
• Introduction• Identifying Waste Heat Sources• Present System for Cooling Condenser Water• Proposed Cooling System Model• Working of Proposed System• Benefits of Proposed System• Conclusions
Introduction• Sugar Industry- Second Largest processing industry• Stages in Sugar Manufacture-Extraction of Juice
-Clarification-Evaporation and Concentration-Forming and separating crystals
• Energy Consumed- Mill Driving Turbines- MechanicalDriving auxiliary units- Electrical Energy
Evaporation and Concentration of juice- Heat Energy • Ways to Conserve Energy
1)Modernization of Old equipment/ machines2)Adding of new systems like- Spiral juice heaters, Condensate flashing system, Continuous vacuum pans, Auto feeding of bagasse3)Co generation. 4)Appropriate insulation of equipments 5)Efficient cooling system 6)Waste heat recovery systems
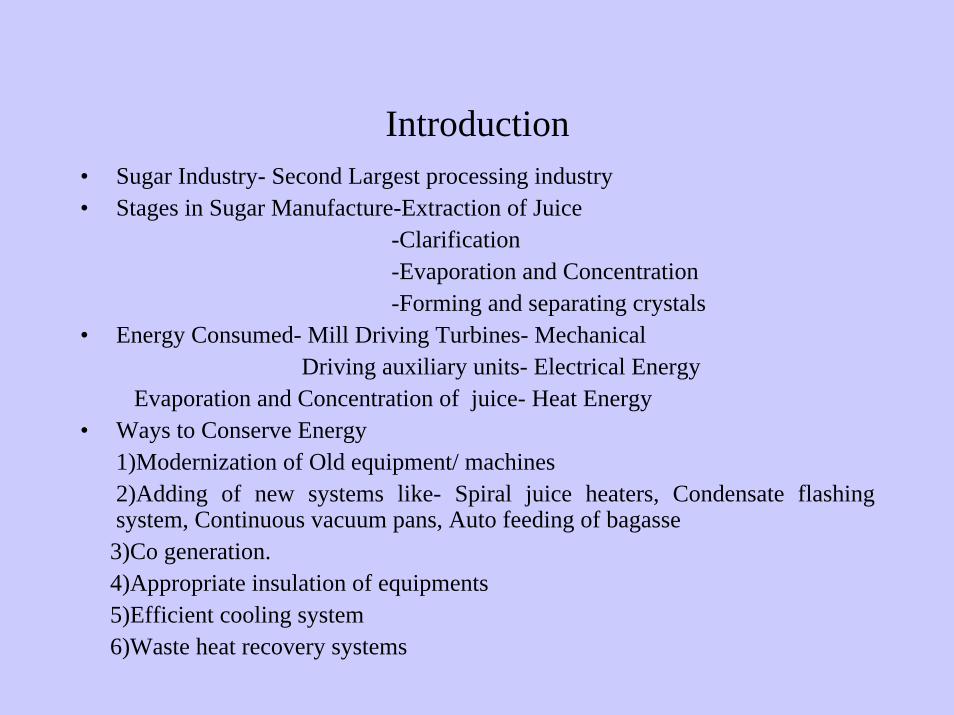
Boilers40 T15 T15 T
Power Turbines2000 kW1600 kW
De Super heater
I II III IV
Boilers20 T15 T
Feed Water Tank
Mill Turbines375kW X 5
1500 kW X 1
CommonHeader
Spray Pond
Jet Condenser
Evaporator Bodies
2 pumps124 kW
3 pumps189 kW
Fuel
Blowdown
Fuel
Flue Gas
Hot Condensate
Vapors
Identification of Waste Heat Sources
Boiler Flue Gases
Waste heat content of flue gases Q = 4.187K ((1-W) (1.4M-0.13) +0. 5) * t
Where –Q = Amount of waste heat in flue gases kJ/kg of sugar K = k1*k2 K1 = percentage of bagasse in cane = 28 % from data of factory (min value)K2 = Quantity of cane required to get unit quantity of sugar. =11 from data of
factory W = moisture content in bagasse average = 50 % according to data in factory.M = ratio of actual air to theoretical air = 1.4t = temp of fine gases going to chimney = 180 deg C.
Thus waste heat content in flue gases can be calculated as Q = (4.187)(0.28)( 11) ((1-0.5) (1.4*1.4-0.13) + 0.5 ) * 180Q =3285 kJ/kg of sugar
Boiler Blow down Water
Blow down- To control the amount of TDS in the boiler water for smoothoperation
Blow down amount- varies form 2 to 3 % of evaporative capacity or steam generation rate.
Heat content of blow down Q = Mb.Cb. Tb Q = Heat carried in KJ/kg of sugar
Mb = average quantity of blow down in kg/kg of sugar = 2.5 % of evaporative capacity of boiler (Steam Generated) = 0.025 of ( 50% of cane crushed) = 0.025 of (0.5 * 11) per kg of sugar
Cb = Sp. Heat of water =4.187 kJ/kg KTb = temp of blow down. = 340 deg CQ = 0. 025 (0.5 *11) * 4.187*340
= 195.7 kJ/kg of sugar
Hot Water Overflow
Condensate from I and II evaporator body is used as feed water. Condensate from III,IV body and pans is used as hot water for the process. Normally the condensate produced is more than that required for the process. By measuring the excess quantity of hot water, heat carried by excess water can be calculated.
Q = Mc.Cc.Tc Mc = quantity of surplus condensate
= Average 7.5% on cane= 0.075 * 11
Cc = specific heat of hot water = 4.187 kJ/ kg KTc = temp of hot water = 65 CQ = (0.075) (11) (4.187) (65)Q = 224.5 kJ/kg of sugar
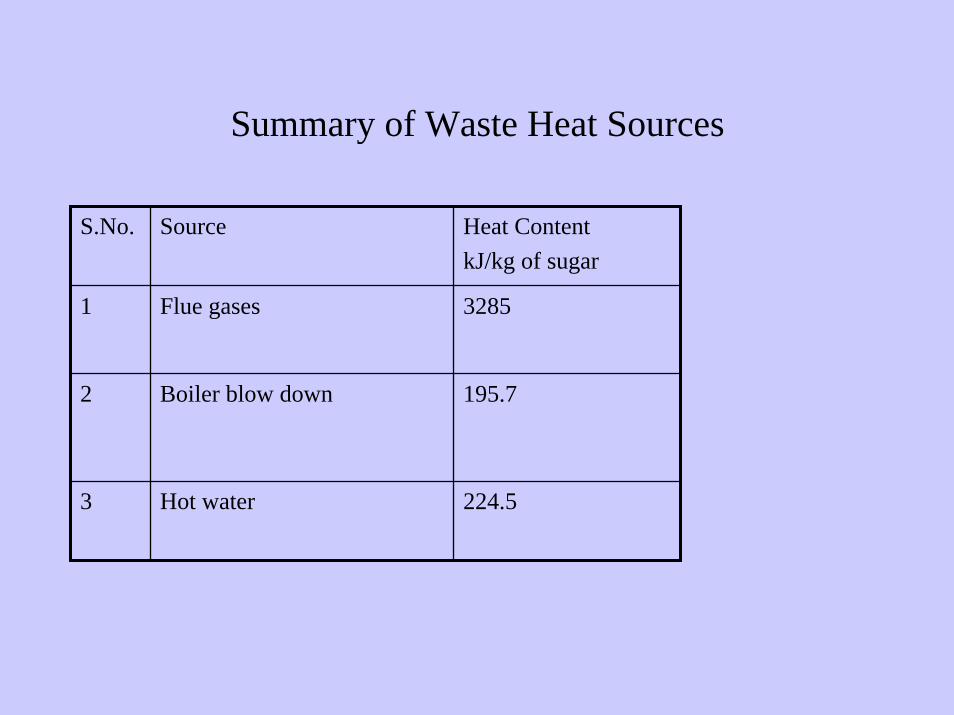
Summary of Waste Heat Sources
S.No. Source Heat ContentkJ/kg of sugar
1 Flue gases 3285
2 Boiler blow down 195.7
3 Hot water 224.5
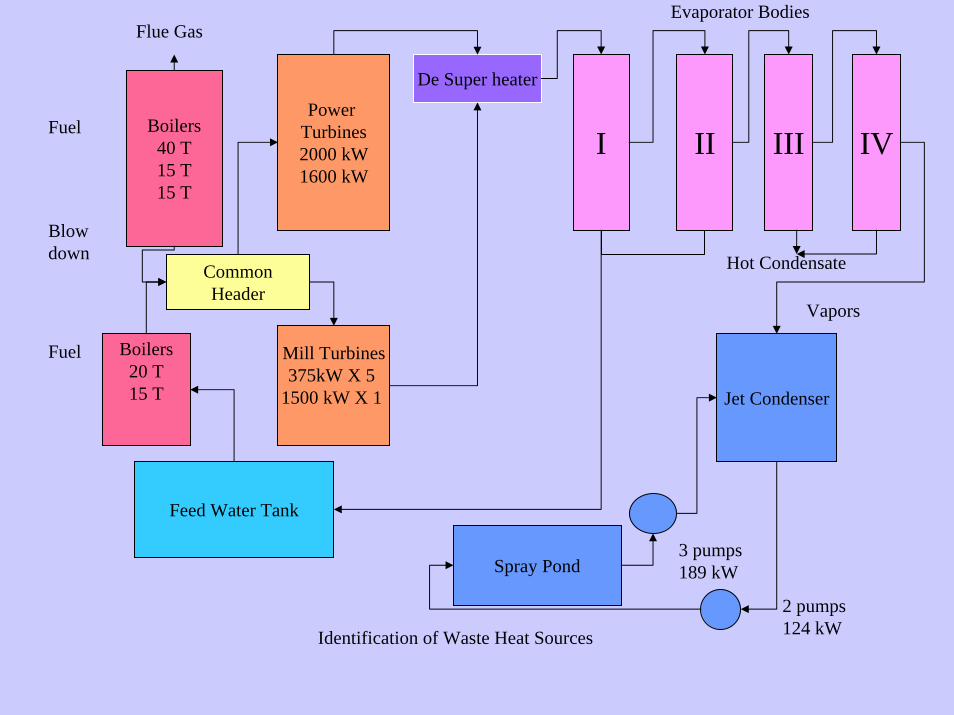
IVBody Pans
Jet Condenser
Spray Pond
2 pumps124 kW
3 pumps189 kW
Vapors
Hot water 40-45 deg C
Cold water 30-35 deg C
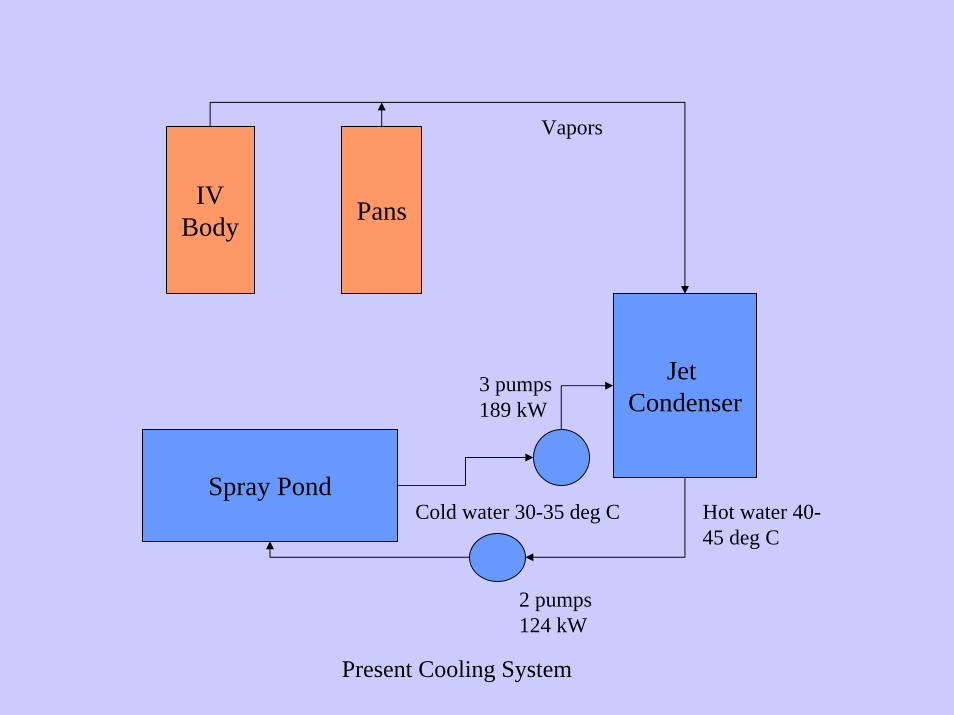
Present Cooling System
Present System of Cooling
• Vapors from multiple effect evaporator and vacuum pans enter the condensers at about 60-65 deg C The heat from vapors is absorbed by cold water introduced in the condenser. The temperature of this cold water is around 30-35 deg C. The heat exchange between vapors and water is affected by-1) Contact time of vapors with cold water2) Contact surface offered by cold water to vapors
• Water then flows out under gravity along with the condensed vapors at about 40-45 deg C. The temperature of incoming and outgoing water changesaccording to ambient conditions.
• Warm water leaving the condenser flows to the spray pond by gravity channel and it is cooled with the help of spray nozzles. Cold water at about 30 to 35 deg C returns through gravity channel and it is pumped to the condenser. Thus it is a closed system.
Limitations of Present System
• The power consumption for pumps- 313 kW• Steam to Bagasse Ratio- 1.8 to 2 • Increase in temperature of incoming water affects condensation of vapors in
condenser and in turn affects vacuum in evaporator body.• Increase in boiling point in the body increases the steam and bagasse
consumption.• Large quantity of cooling water is needed.
Proposed System Model
BoilersFlue gas
ScrubbingSystem
Heat Exchanger
AbsorptionChiller
Flue Gases Water
Flue gases to chimney
Hot Water
Cold WaterTo condenser
Hot water from condenser
Waterout
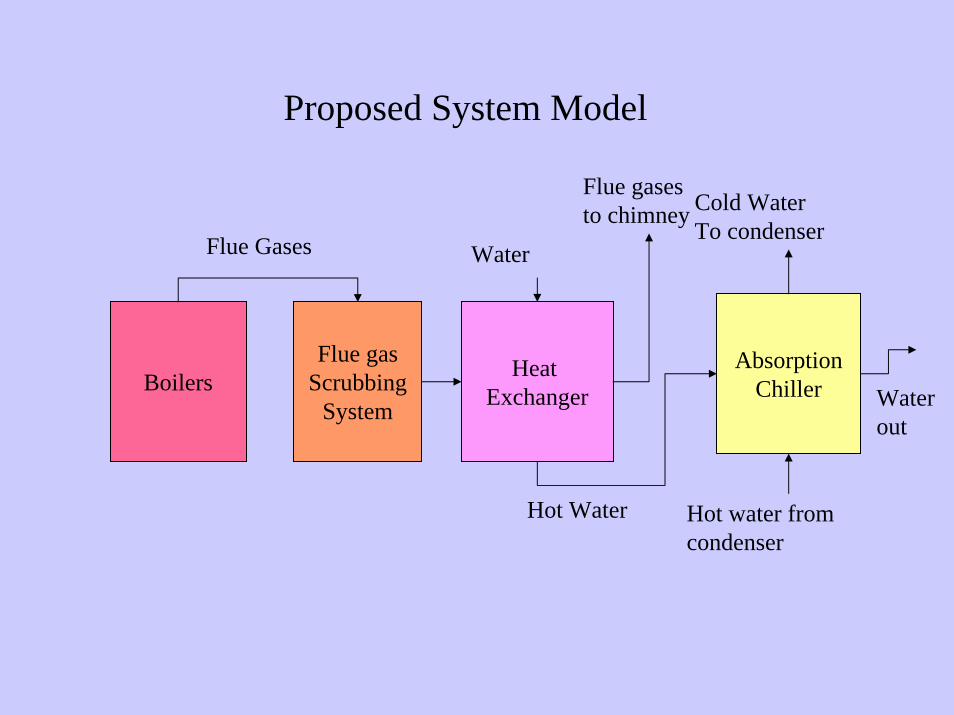
Proposed System
• Aim-Reduction in the inlet temp of cooling water by incorporating a vapor absorption unit which runs on waste heat in boiler flue gases.
• Components-1) Scrubbing system to remove suspended matter from hot flue gases.2) A heat exchanger between flue gas and water.3) Absorption cooling unit.4) Pumps and fans.
• The hot flue gases from boiler contain soot etc. Full scrubbing of gas is not needed at this stage and only large particles need be removed. The upper spray chamber is of standard construction for even distribution of working fluid. (scrubbing liquid return.)
• A cross flow heat exchanger or shell and tube heat exchanger will be suitable for the heat exchange between gas and water.
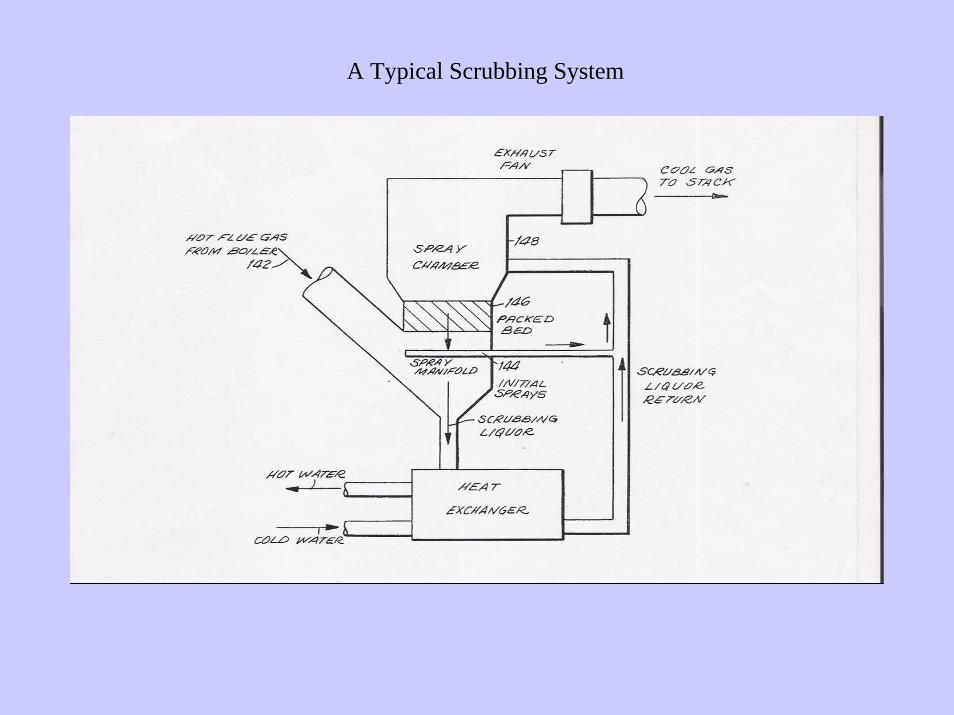
A Typical Scrubbing System
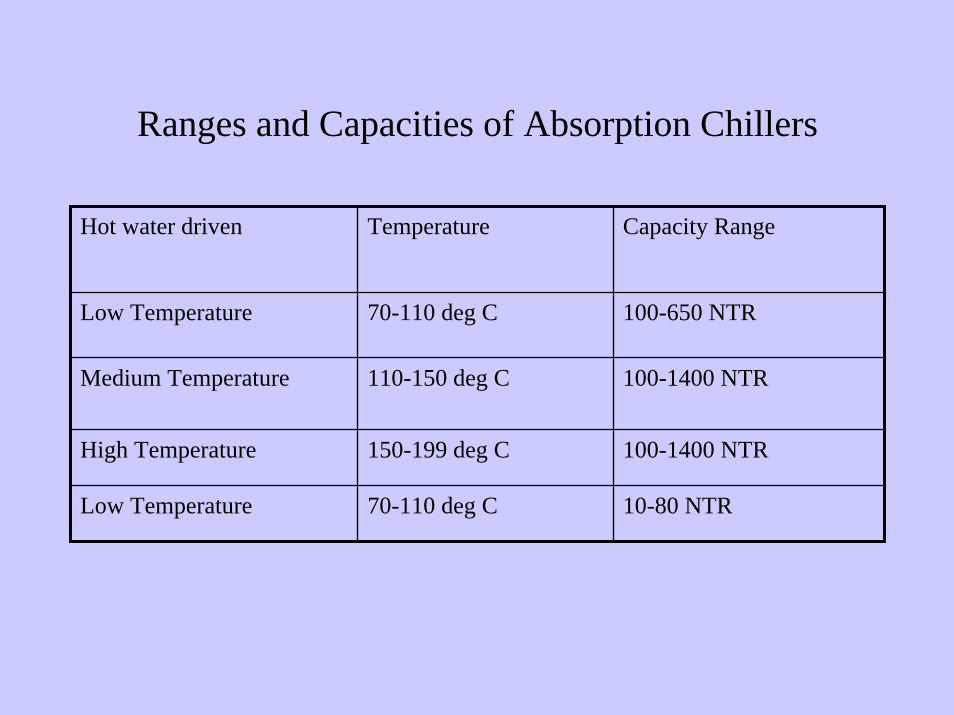
Ranges and Capacities of Absorption Chillers
Hot water driven Temperature Capacity Range
Low Temperature 70-110 deg C 100-650 NTR
Medium Temperature 110-150 deg C 100-1400 NTR
High Temperature 150-199 deg C 100-1400 NTR
Low Temperature 70-110 deg C 10-80 NTR
Proposed System
• Flue gases from boiler will be passed through a scrubbing system where the suspended matter and un burnt particles will be removed.
• Then this gas will be passed through a heat exchanger where the water will be heated by flue gases.
• This hot water will be then used as heat source for the absorption refrigeration system. The hot water from the condenser will be passed through the absorption refrigeration machine where its temperature will be decreased.
• This cold water will be then passed to the condenser for cooling purpose. The low temperature hot gases can be then diverted towards chimney.
Benefits from Proposed System
• Proposed system will be able to cool the condenser cooling water to lower temperature.
• The power required for spraying the water will be saved. The power will be required for pumping the condenser water through the absorption chiller and heat exchanger. It is proposed to estimate the saving in power by this arrangement.
• It also expected because of low temperature of cooling water rate of condensation of cooling water will be more and it will create more vacuum in the evaporator and pans. This will lower down the boiling point in the evaporator and it will reduce steam consumption and ultimately result in bagasse saving.
• As the particulate matter in gases is reduced due to scrubbing system, it will reduce the pollution at the factory site.
• As the temperature of cooling water is less the quantity of water required for condensing vapors will also be less. This will result in saving of water when there is scarcity of water. Low boiling temperature will improve the quality of sugar.
Conclusions
• Energy audit is an important tool to identify the areas of energy conservation in sugar factory.
• Waste heat sources in sugar factory are- Boiler flue gasesBoiler blow downHot condensate
Most important waste heat source- Boiler flue gasBoiler flue gas heat can be utilized to run an absorption chiller.
• The chiller will cool condenser water. • The power required in spray pond can be reduced.• There will be improvement in condensation of vapors in condenser.• Low boiling point of juice in evaporator can save steam and bagasse.
Acknowledgements:
1) The Malegaon Sahakari Sakhar Karkhana Ltd. Shivnagar , Tal. Baramati, Dist.Pune.2) Vasantdada Sugar Institute Manjari (bk) Pune.
References
1) Jadhav M.G.2002, Some findings on heat energy audit for sugar factory, Cooperative Sugar 33,635-642.
2) Damodaran C., N.Thirurumorthy, P.Parthsarathy,2004, Energy audit in sugar industry- a passport to prosperity, proceedings of Annual Convention of the South Indian Sugarcane and Sugar Technologist Association,97-104
3) Valagadde S.A., C.G.Mane, M.S.Bashetti, 2002, Energy conservation measures at Shri Renuka Sugars Ltd. Proc. of 34th annual convention of SISSTA at Banglore, 129-136
4) Chitale M.A., Use of efficient cooling system in sugar industries and cogeneration power plants, proceedings of 8th joint convention of STAI, SISSTA, DSTA at Hyderabad, 13-15 Aug.2005, 109-119
5) Lavarack B.P., J.J. Hodgson, R. Broadfoot, S. Vigh, J. Venning, 2004, Improving energy efficiency of sugar factories, case study for pioneer sugar mill, International Sugar Journal 106, 337-342.
6) Talbi M., B. Agnew, 2002, Energy recovery from diesel engine exhaust gases for performance enhancement and air conditioning, Applied Thermal Engineering 22 693-702.
7) Stehlik Peter, 2007, Heat transfer as an important subject in waste to energy systems, Applied Thermal Engineering 27, 1658-1670.
8) Bhatt M.S., N Rajkumar,2001, Mapping of combined heat and power systems in cane sugar industry, Applied Thermal Engineering,21, 1707-1709.
References contd..
9) Lu Y.Z., R.Z.Wang, S.Jainzhou, Y.X.Xu, J.Y.Wu, 2004, Practical experiments or an adsorption air conditioner powered by exhaust heat from diesel locomotive, Applied Thermal Engineering, 24,1051-1059.
10) Bhatt M.S.2000, Energy audit case studies I- steam systems, Applied Thermal Engineering, 20,285-296
11) Hugot H.1986, Hand book of cane sugar engineering, 3rd ed, Elsevier Newyork.12) Ben-Shumen Dan, Philip Zacuto, Process for recovering heat from stack or flue gas,
U.S.Patent # 4340572, 13) Websites- www.thermax-usa.com
www.sucrose.com www.powerengineering.cawww.epa.govwww.tsi.comwww.walchand.com
Thank You