193609981 manual metal arc welding
DESCRIPTION
mmawTRANSCRIPT
MANUAL METAL ARC WELDING
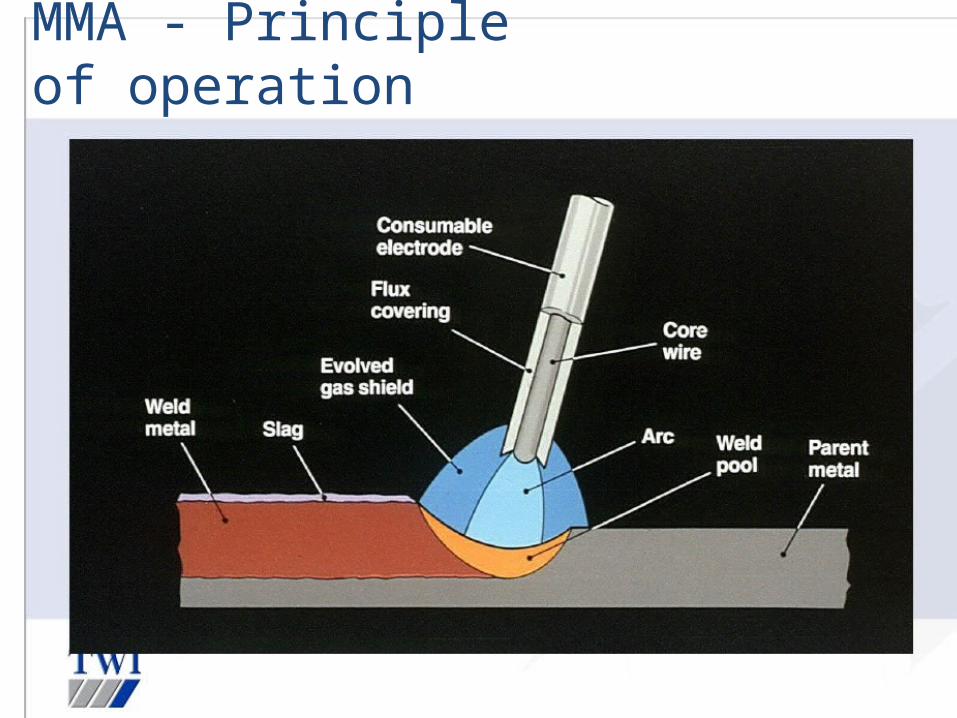
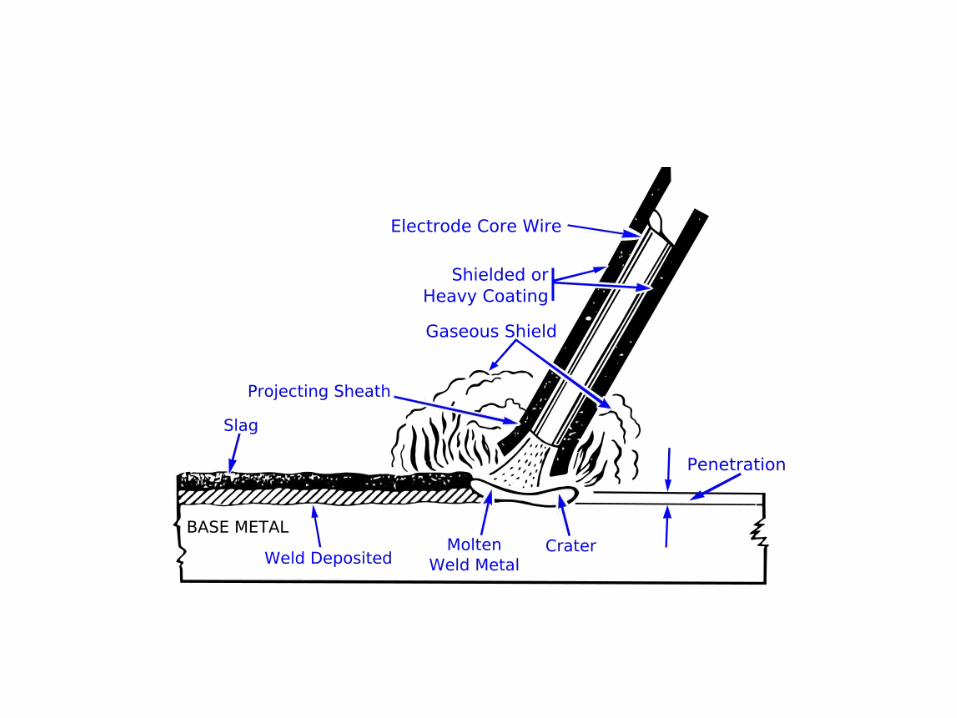
MMA - Principle of operation
MMA welding
• Main features:• Shielding provided by decomposition of flux covering• Electrode consumable• Manual process
• Welder controls:• Arc length• Angle of electrode• Speed of travel• Amperage settings
Arc characteristics
• Welding involves striking an arc between the electrode and the workpiece, with the heat of the arc melting the electrode (i.e. the filler material), and with the coating melting to form a protective slag
UsesUses
This has many operational uses such as repair This has many operational uses such as repair work to constructional steel. It is ideal for work to constructional steel. It is ideal for outdoor uses as the gasses needed to form the outdoor uses as the gasses needed to form the shield are not blown away.shield are not blown away.
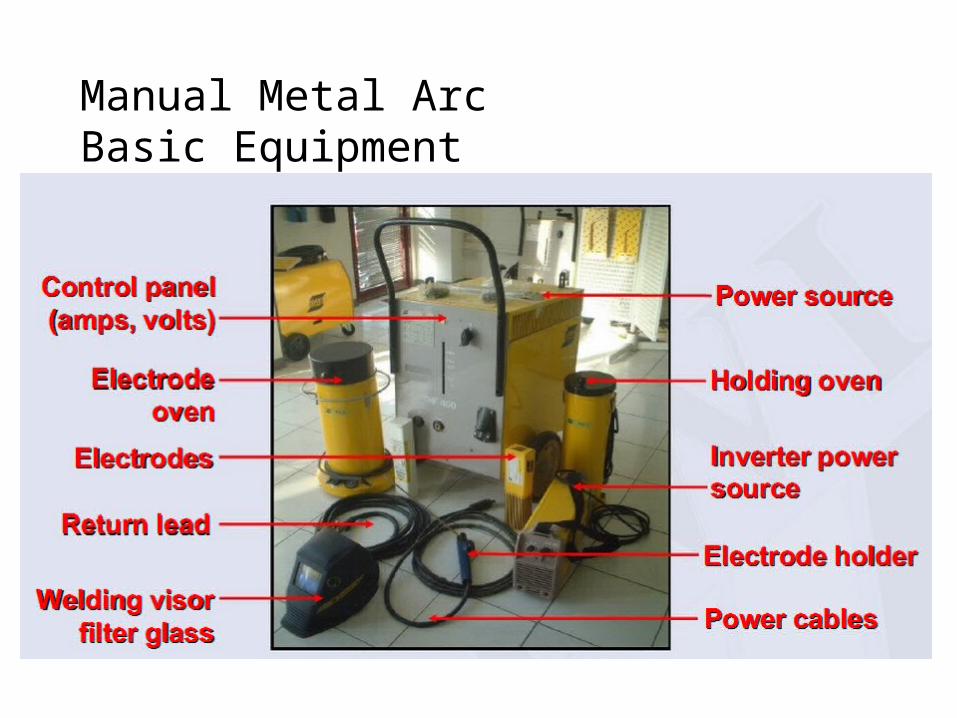
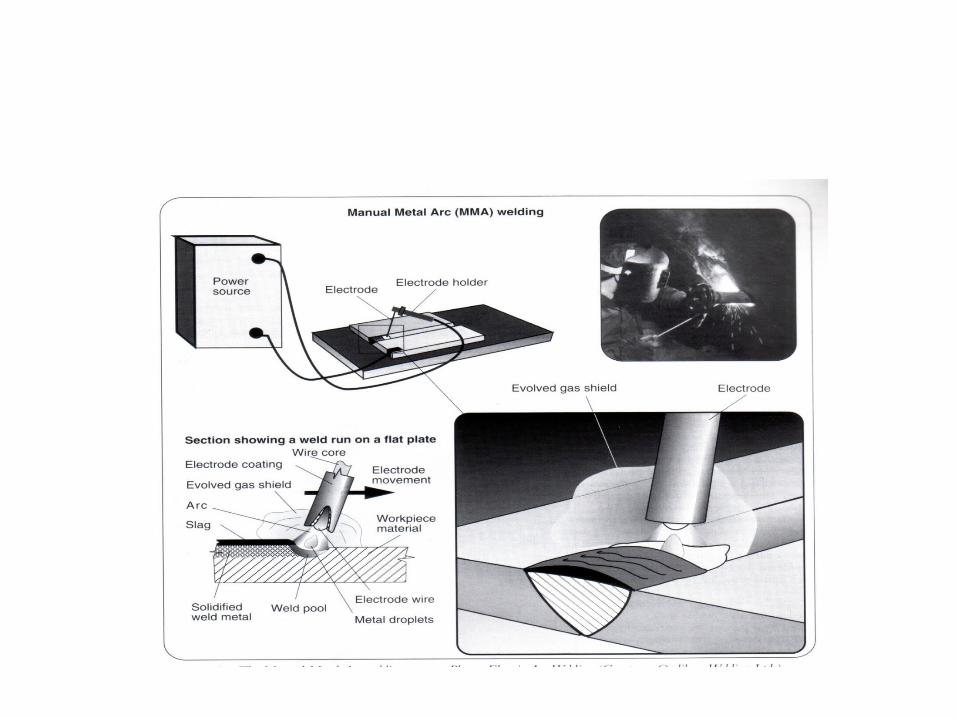
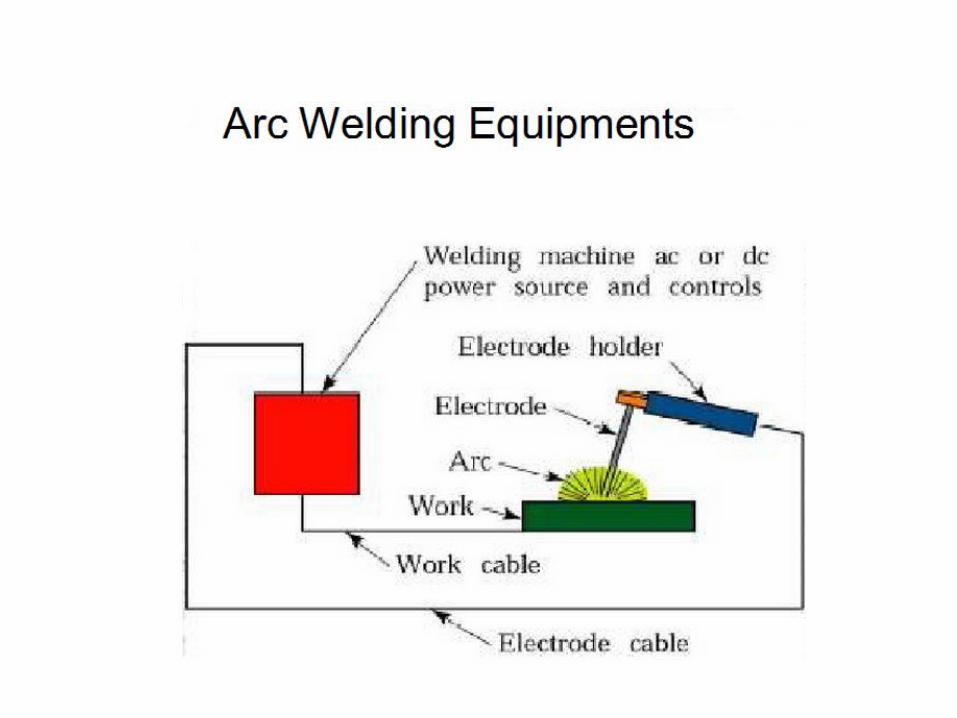
Manual Metal Arc Basic Equipment
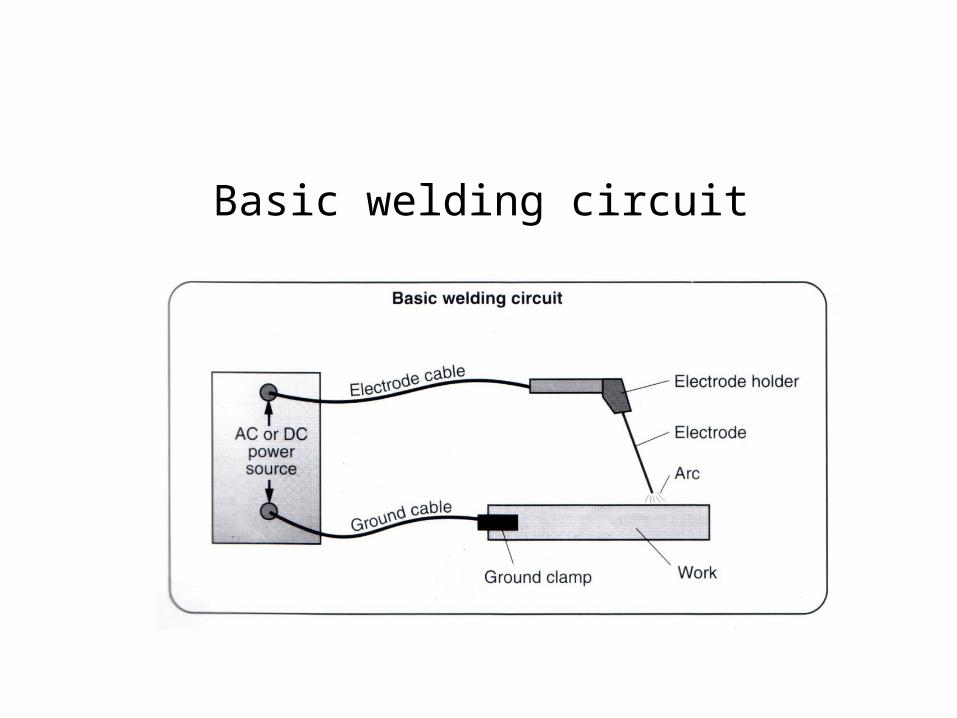
Basic welding circuit
MMA Welding Plant
• Transformer:Changes mains supply voltage to a voltage suitable for welding. This is a device used to change the voltage of A.C. It This is a device used to change the voltage of A.C. It is necessary to change the voltage when welding thicker or is necessary to change the voltage when welding thicker or different types of steel.different types of steel. Has no moving parts and is often termed static plant.
• Rectifier:Changes A.C. to D.C., can be mechanically or statically achieved.
MMA Welding Plant
• Generator:Produces welding current. The generator consists of an armature rotating in a magnetic field, the armature must be rotated at a constant speed either by a motor unit or, in the absence of electrical power, by an internal combustion engine.
• Inverter:An inverter changes D.C. to A.C. at a higher frequency.

• AC or DC machine• Electrode• Electrode holder• Cables, cable connectors• Cable lug• Chipping hammer• Earthlings clamps• Wire brush• Helmet• Safety goggles• Hand gloves• Aprons, sleeves.
Terms associated with electrisity• Conductor
In welding an electrical conductor is a metal trough which electricity will easily flow. Copper is the most used conductor.
• VoltageThis is the unit of electrical pressure. The voltage at the terminals of an AC welding mashine is never more than 80 volts for safty reasons. This electrical pressure (of force) is responsabile for the current flow in a welding circuit.
• AmperageThis is the measurement of the electron flow, or current, trough an electrical conductor. Amperage is mesured in amps. An amp is a unit quantity of electricity passing trough a given pointper second. This is similar to the rate water flows trough a pipeline.
• Electric arc welding processThis is also called manual metal arc welding or MMAW. In MMAW a high output amperage (low voltage) is pased trough a consumable flux coated electrode and the work piece. This sets up an electrical resistense between the tip of the electrode and the work which causes the elctrode to melt off and form a weld bead.
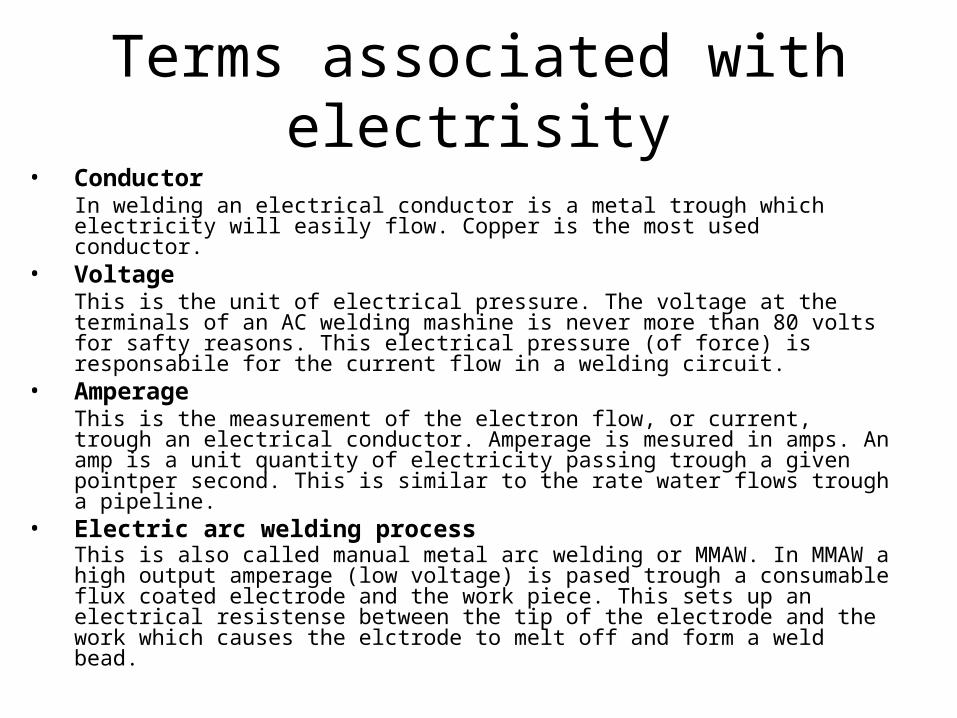
Constant Current Power Source(Drooping Characteristic)
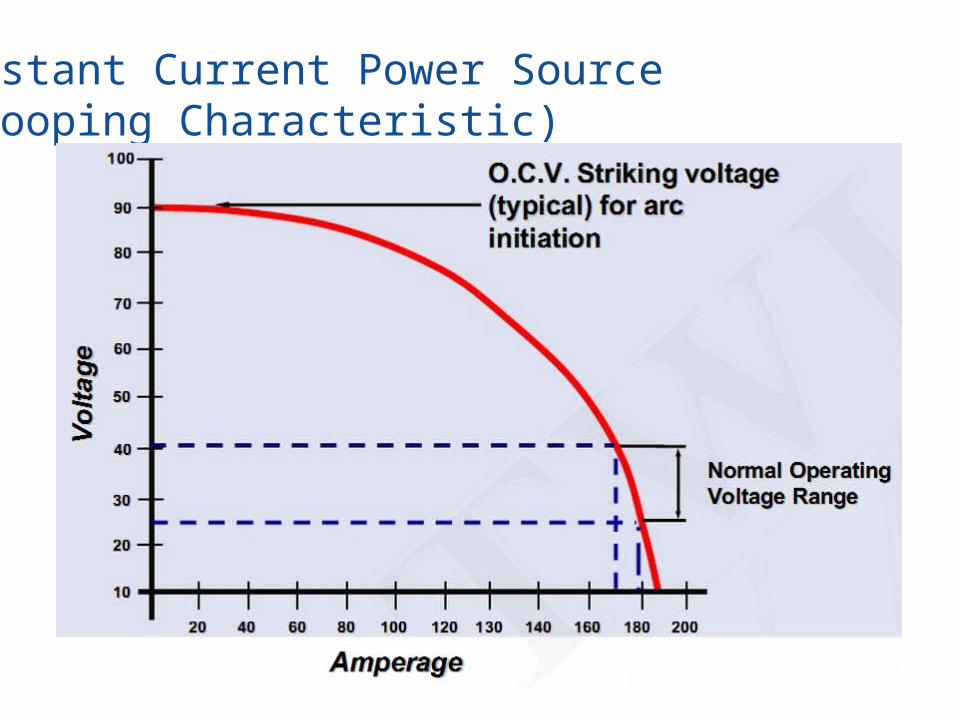
Constant Current Power Source(Drooping Characteristic)
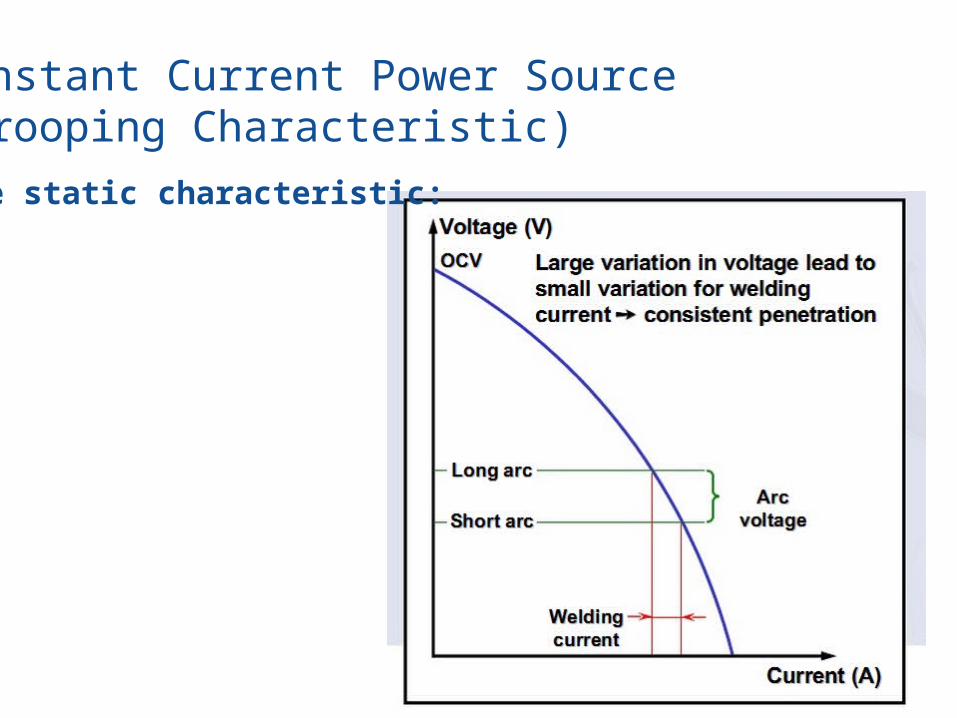
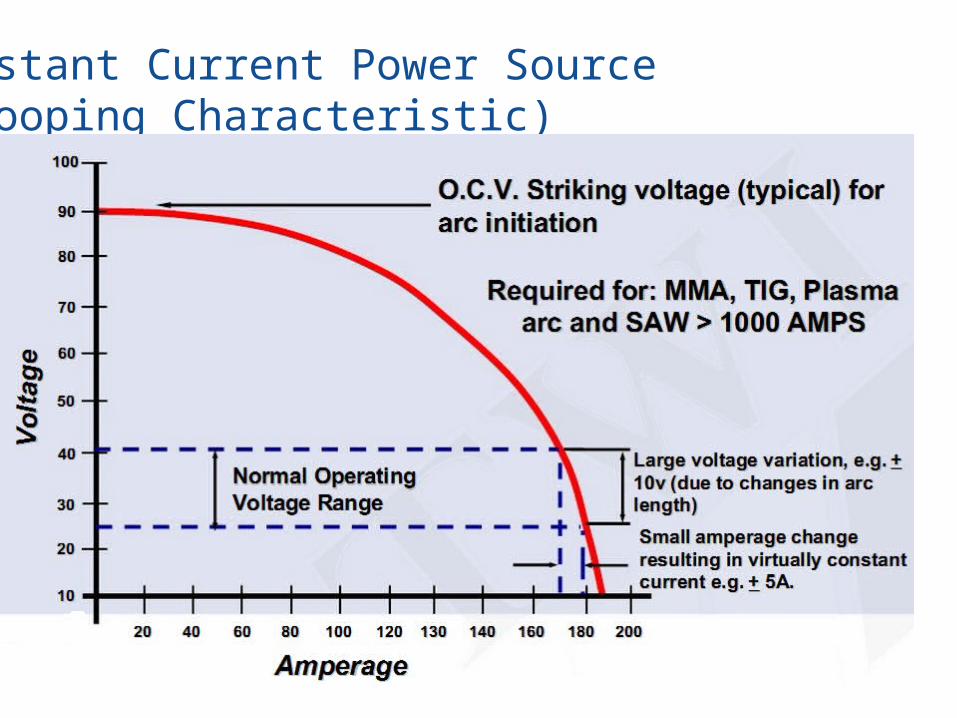
Constant Current Power Source(Drooping Characteristic)The static characteristic:
Constant Current Power Source(Drooping Characteristic)
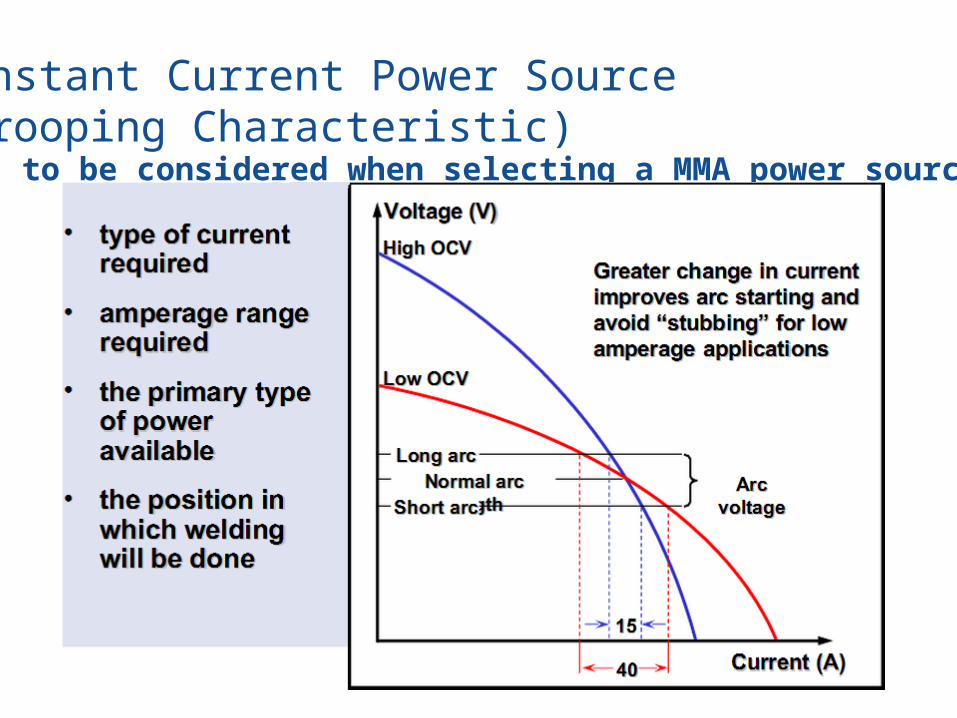
Factors to be considered when selecting a MMA power source:
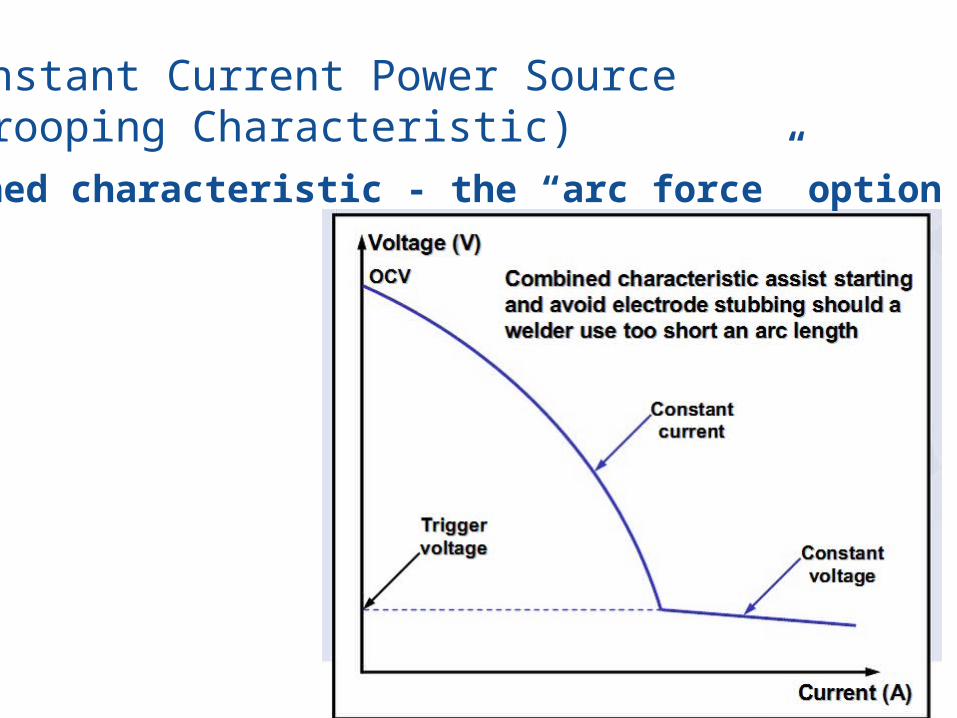
Constant Current Power Source(Drooping Characteristic)Combined characteristic - the “arc force” option
MMA Welding Variables
Voltage• The arc voltage in the MMA process is measured as close. It is variable with
a change in arc lengththe arc as possible.
O.C.V.• The open circuit voltage is the voltage required to initiate, or re-ignite the
electrical arc and will change with the type of electrode being used e.g 70-90 volts
Current• The current used will be determined by the choice of electrode, electrode
diameter and material type and thickness. Current has the most effect on penetration.
Polarity• Polarity is generally determined by operation and electrode type e.g DC +ve,
DC –ve or AC
MMA Welding Checks
OCV open circuit volts• A check should be made to ensure that the equipment can produce
the OCV required by the consumable and that any voltage selector has been moved to the correct position
Current & polarity• A check should be made to ensure the current type and range is as
detailed on the WPS
Other variables• Checks should be made for correct electrode angle, arc gap and
travel speed SafetyCheck should be made on the current carrying capacity, or duty cycle of the equipment and all electrical insulation is sound and in place. Correct extraction systems should be in use to avoid exposure to toxic fume.
MMA Welding Checks
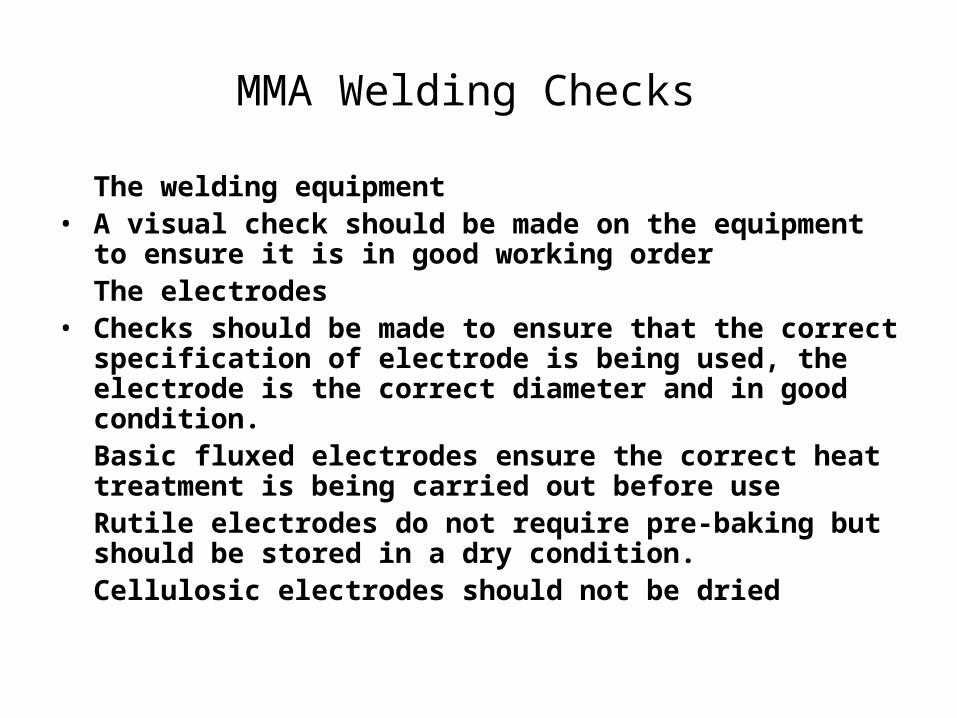
The welding equipment• A visual check should be made on the equipment to ensure it is in
good working order The electrodes
• Checks should be made to ensure that the correct specification of electrode is being used, the electrode is the correct diameter and in good condition.Basic fluxed electrodes ensure the correct heat treatment is being carried out before useRutile electrodes do not require pre-baking but should be stored in a dry condition.Cellulosic electrodes should not be dried
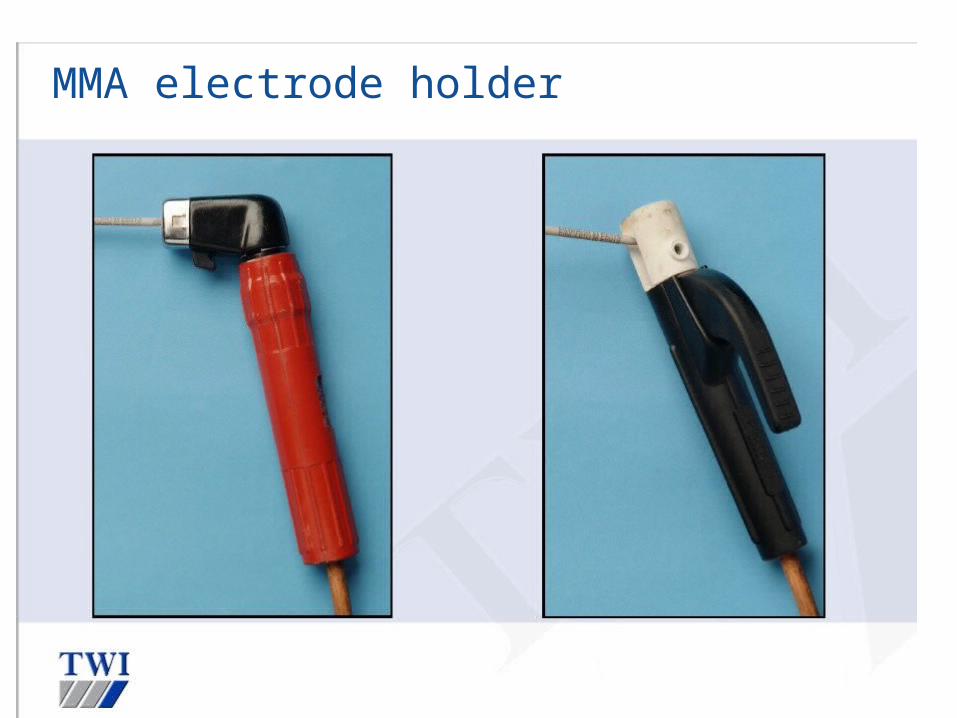
MMA electrode holder

MMA welding parameters
Welding current
–approx. 35 A/mm of diameter –governed by thickness, type of joint and welding position
Too low Weldingcurrent Too high
•poor starting•slag inclusions•weld bead contour too high•lack of lack of fusion/penetration
•spatter spatter •excess penetration•undercut•burn-through
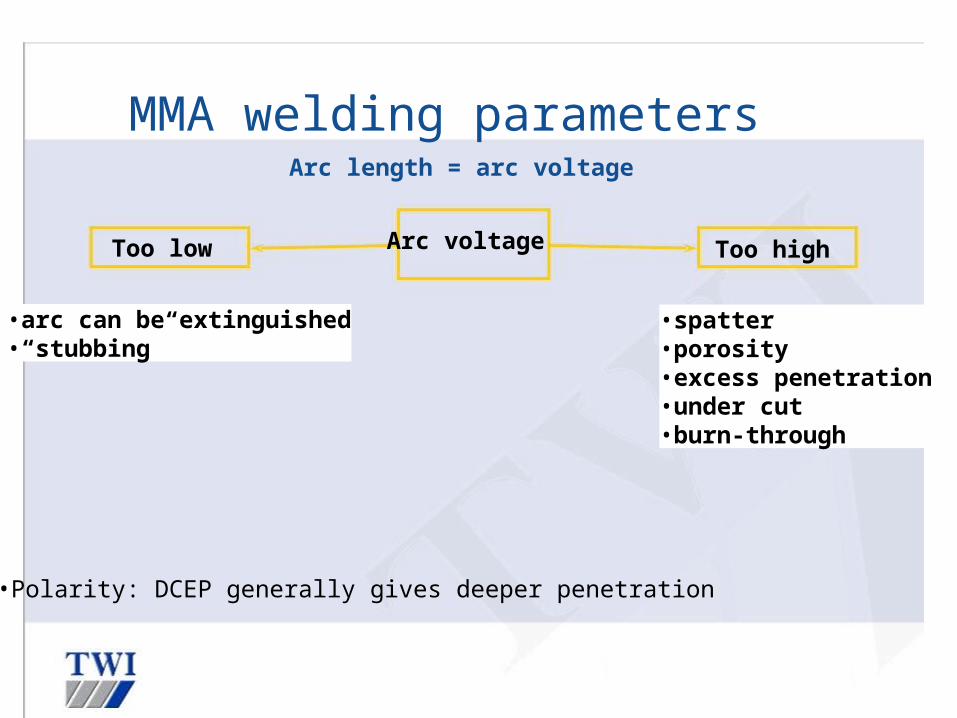
MMA welding parameters
Arc length = arc voltage
Too low Arc voltage Too high
•arc can be extinguished•“stubbing”
•spatter •porosity•excess penetration•under cut•burn-through
•Polarity: DCEP generally gives deeper penetration
MMA welding parameters
Type of current:• voltage drop in welding cables is lower with AC• inductive looses can appear with AC if cables are coiled• cheaper power source for AC• no problems with arc blow with AC• DC provides a more stable and easy to strike
arc,especially with low current• better mechanical properties• DC provides a smoother metal transfer
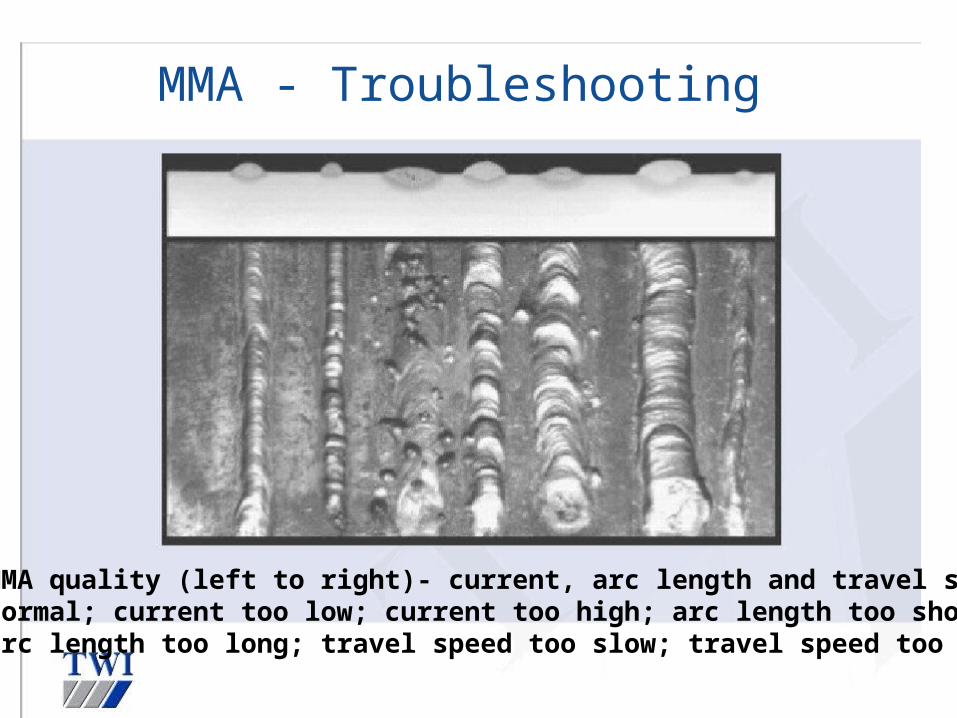
MMA - Troubleshooting
MMA quality (left to right)- current, arc length and travel speed normal; current too low; current too high; arc length too short;arc length too long; travel speed too slow; travel speed too high
MMA welding typical defects
Most welding defects in MMA are caused by a lack of welder skill (not an easily controlled process), the incorrect settings of the equipment, or the incorrect use, and treatment of electrodes
Typical Welding Defects:• Slag inclusions• Arc strikes• Porosity• Undercut• Shape defects (overlap, excessive root penetration,
etc.)

Manual Metal Arc Welding (MMA)
Advantages:• Field or shop use• Range of consumables• All positions• Portable• Simple equipment
Disadvantages:• High welder skill required• High levels of fume• Hydrogen control (flux)• Stop/start problems• Comparatively uneconomic when compared with some other
processes i.e MAG, SAW and FCAW
Hazards
• Hazards in the welding workshop include electric shock, fumes, heat, glare and harmful rays.
Electric shocks-low voltage Electric shocks are possible on the secondary (low voltage) side of the welding circuit. They may be caused by:
• working on wet floors as hock may be felt when putting an electrode in the holder. Always stand on insulated mats or wooden boards to reduce the risk and wear dry leather gloves
• Working in a very humid climate or rainy weather-as hock may be felt when changing electrodes. Keep electrodes and gloves dry.
Electrical shocks-high voltageHigh voltage shocks shouldn't happen if precautions are taken such as ensuring welding machines are maintained by licensed electrical tradesmen and that you never interfere with the inside part soft he welding machines.
Symptoms of electrical shockOften electric shock stuns but doesn't kill. However when electricity passes through the body it causes muscles to contract and can stop the heart from beating or cause breathing to stop. Electricity can also cause serious burns.
FumesFumes can result from:
• the production of oxides and nitrous gases from in complete combustion or oxidation of nitrogen from the atmosphere
• the surface coatings on steel such as galvanising, cadmium or chrome plating and paints and solvents such as red oxide parts/degreasing solvents
• elements within the parent metal • electrode flux coatings.
Safty• Welding should be carried out in well ventilated areas. If an extraction system is not
available, an approved respirator should be used to filter out the fumes.

Dangerous fumesGases, dusts and vapours are given off during welding. They can cause:
• gassing or asphyxiation because the oxygen has been used up in the work area (common in confined spaces)
• build up of poisonous metals in the body, such as lead, cadmium, zinc, beryllium or mercury
• respiratory ailments from wheeziness to serious lung disorders.
Heat• Heat may be generated by various means. In manual metal arc welding it
is generated by the passage of an electric current across an arc gap. The electric arc (about 6000°C) generates the heat to melt and fuse the metal surfaces. Heat is transferred in two ways, by conduction and by radiation.
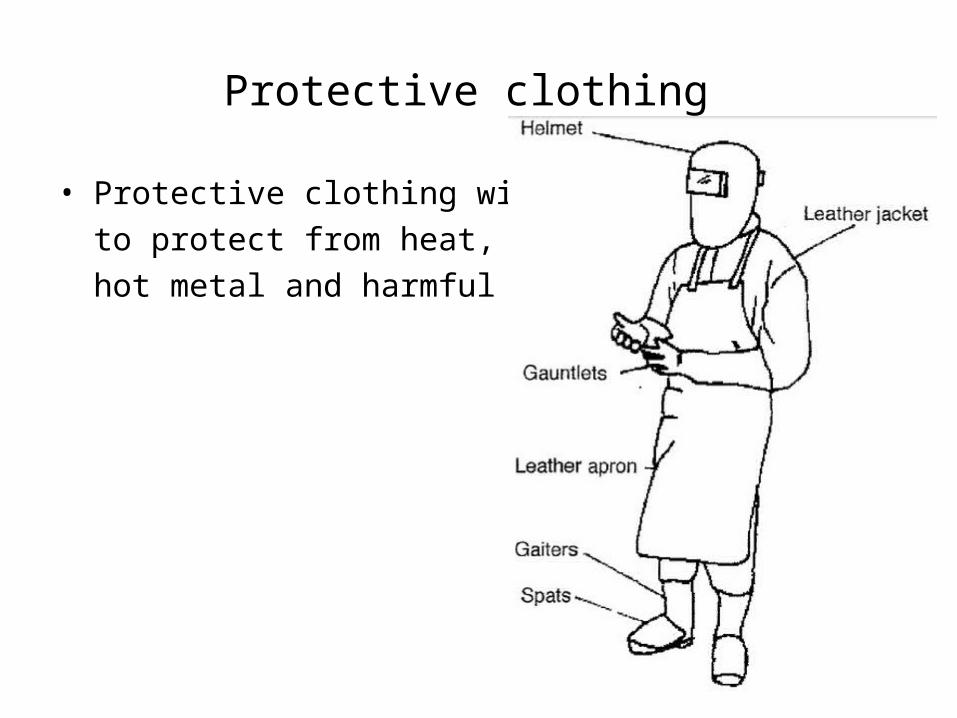
Protective clothing
• Protective clothing will help to protect from heat, hot metal and harmful rays.
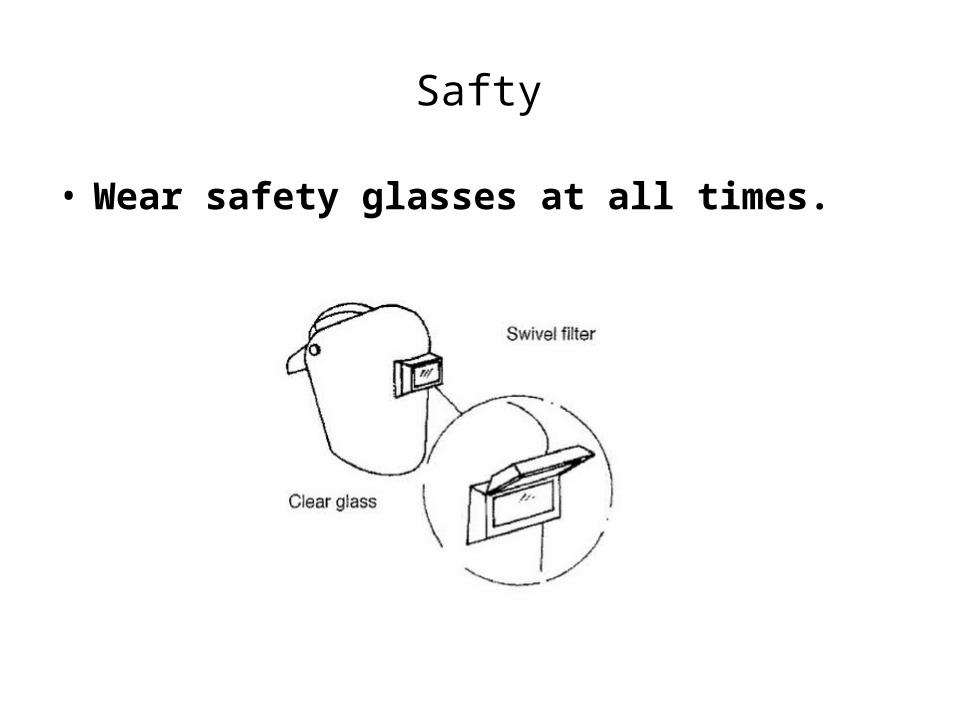
Safty
• Wear safety glasses at all times.
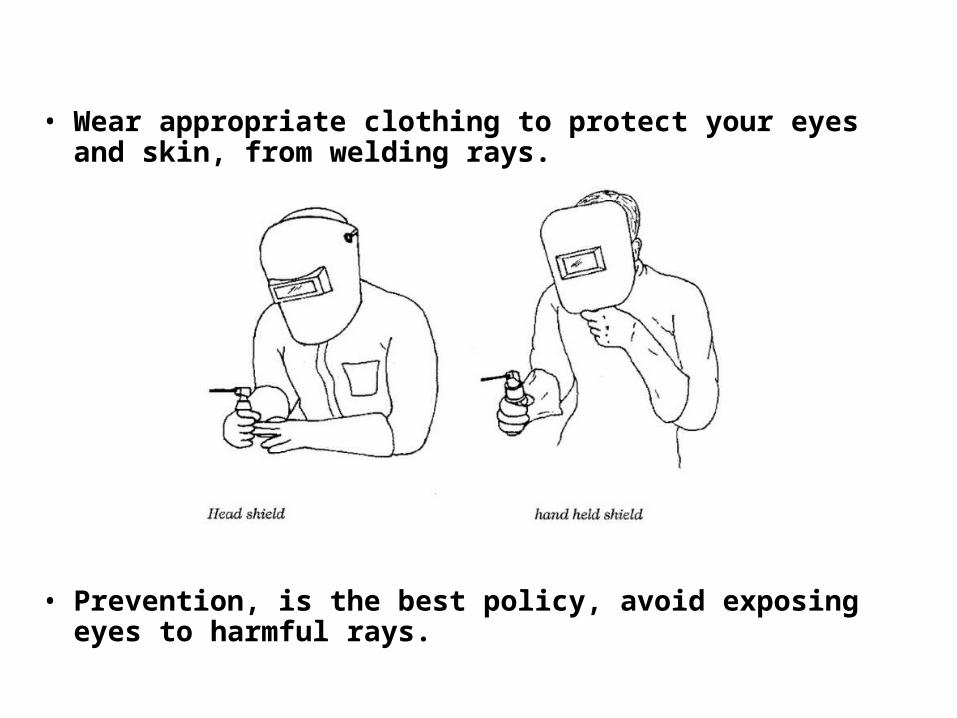
• Wear appropriate clothing to protect your eyes and skin, from welding rays.
• Prevention, is the best policy, avoid exposing eyes to harmful rays.