14.1 chapter 14 drilling operation and machines
DESCRIPTION
DrillTRANSCRIPT

Drilling Operation and
Drilling Machines
Drilling • Drilling is a process of making a hole or enlarging a hole in
an object by forcing a rotating tool called “ Drill”.• The drill is generally called a twist drill, since it has sharp
twisted edges formed around a cylindrical tool provided with a helical groove along its length to allow the cut material to escape through it.
• The sharp edges of the conical surfaces ground at lower end of the rotating twist drill cut the material by peeling it circularly layer by layer when forced against a workpiece.
• The removed material chips get curled and escape through the helical grooves provided in the drill.
• A liquid coolant is generally used while drilling to remove the heat of friction and obtain a better finish for the job done.
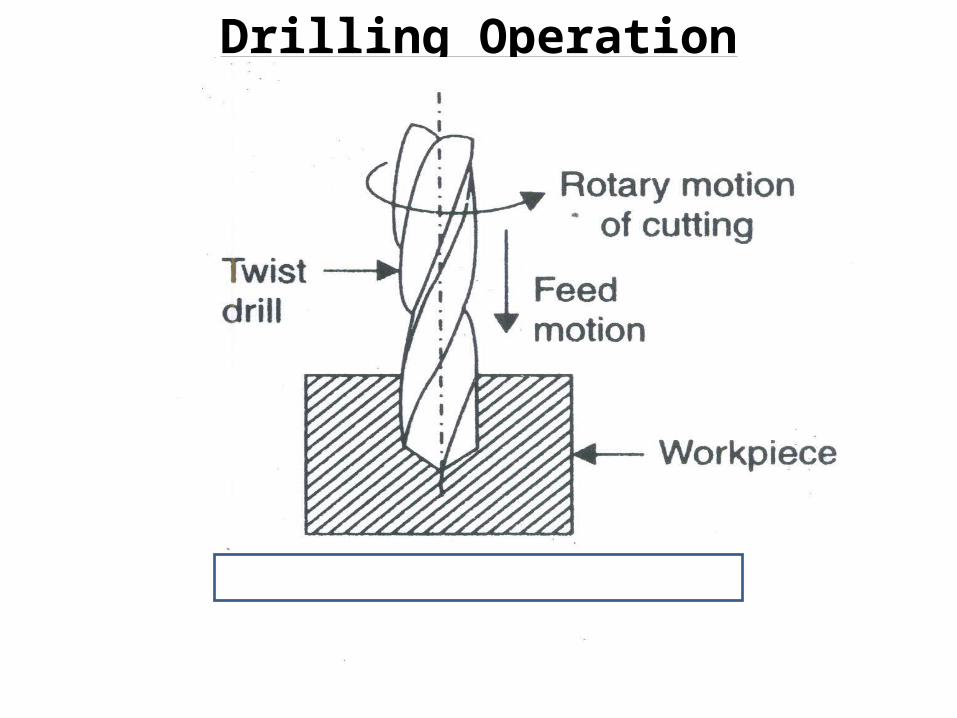
Drilling Operation
Drilling Machines
• A power operated machine tool which holds the drill in its spindle rotating at high speeds and when it move linearly simultaneously against the workpiece produces a hole is called a drilling machine.
• Drilling machine is one of the simplest, moderate and accurate machine tool used in production shop and tool room.
• It consists of a spindle which imparts rotary motion to the drilling tool, or mechanism for feeding the tool into the work.
• It is considered as a single purpose machine tool since its chief function is to make holes.
Specifications of a Drilling Machine
A drilling machine is specified as follows:
• Size of the drilling machine table.• Largest bit the machine can hold.• Maximum size of the hole that can be drilled.• Maximum size of the workpiece that can be held.• Power of the motor, spindle speed or feed.
Types of Drilling Machines
• Portable drilling machine.• Sensitive or bench drilling machine.• Upright drilling machine.• Radial drilling machine.• Gang drilling machine.• Turret machine.• Deep hole drilling machine.• Multiple spindle drilling machine.• Automatic drilling machines.
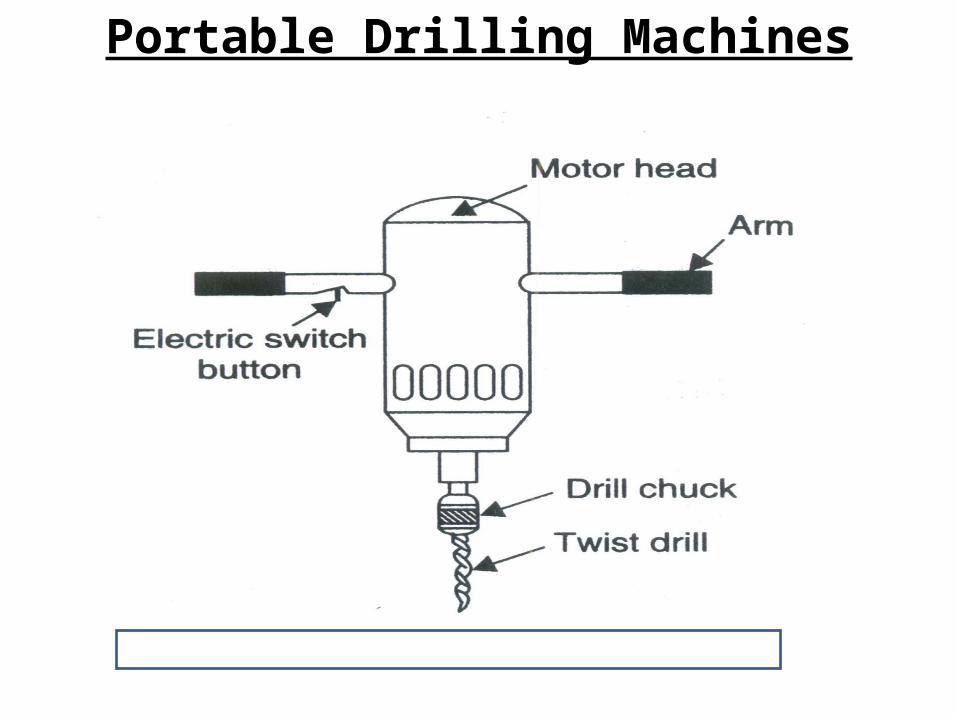
Portable Drilling Machines

Sensitive or Bench Drilling Machine

Radial Drilling Machine
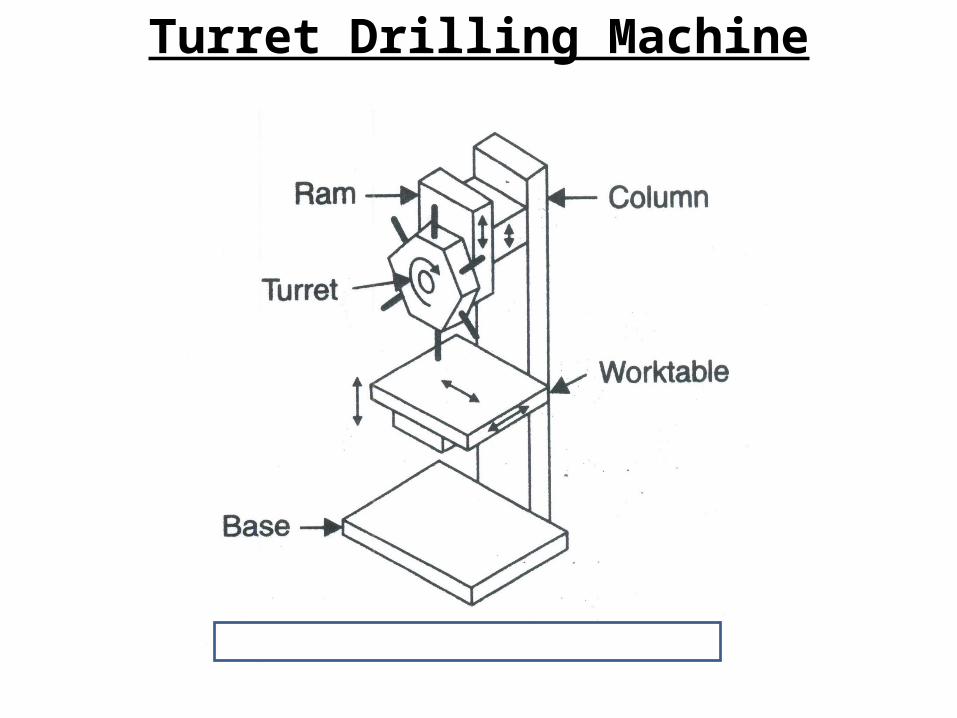
Turret Drilling Machine

Gang Drilling Machine

Gun Drilling Machine

Classification of Drills
• According to the type of shank:• Parallel shank.• Tapered shank.• According to the type of flutes:• Flat or spade drills ( Parallel longitudinal flutes).• Twist drills ( Spiral/ Helical flutes).
• According to length:• Short series drills.• Stub series drills. • Long series drills.

Classification of Drills
• According to Applications:• Core drills.• Drills for long hole drilling.• Centre drills.• Masonry drills.
• According to the tool material:• High speed steel drills.• Carbide tipped drills
Drilling Machine Tools
• Flat drill.• Straight drill.• Twist drill.• Taper shank core drill.• Oil tube drill.• Centre drill.• Reamer.• Centre punch.• Drift.• Hammer.
Twist Drill Nomenclature• Body:• The body is the portion of the drill which extends from
its extreme point upto the neck or shank of the drill.It consists of body clearance, chisel edge, face, flank, flutes, heel, land or margin, point, lip and web.
• Body Clearance: It is the portion of the body surface with reduced diameter which provides diametrical clearance.
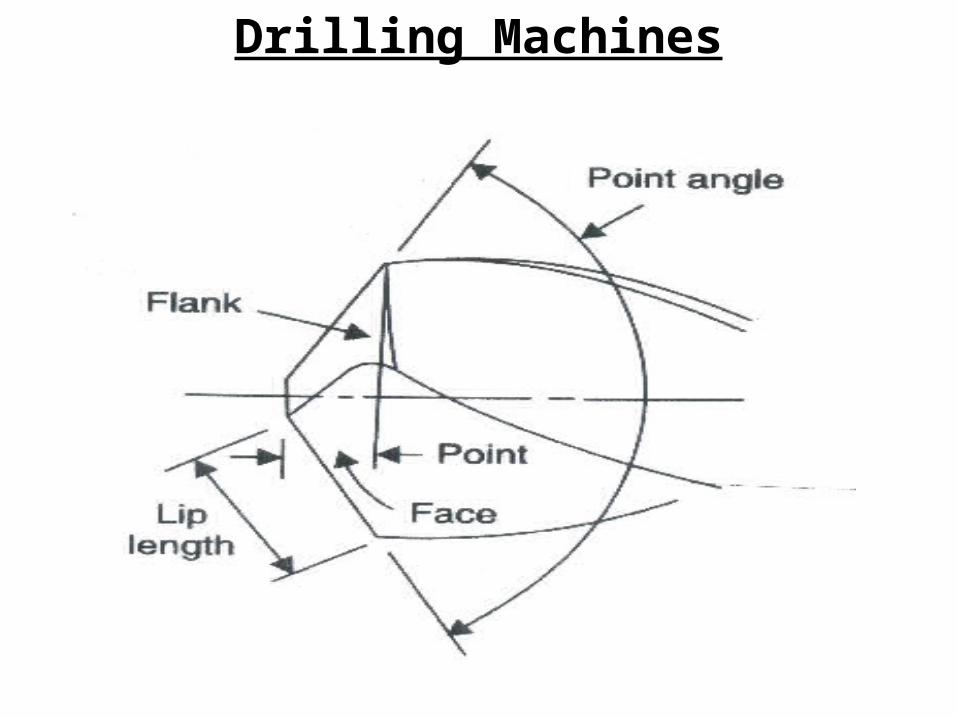
• Face : It is the portion of the flute adjacent to the lip on which chip flows as it is cut from the workpiece.
• Flank : It is the conical surface of a drill point which extends behind the lip to the following flute

Elements of a twist drill

Drilling Machines
Drilling Machines

Drilling Machines

Twist Drill Nomenclature
• Flutes : These are helical grooves cut on the cylindrical surface of the drill and provide the lip. They serve the following purpose:-
• Ensure easy escape and flow of chips.• Cause the chips to curl and provide passage for the flow.• Form the lips and cutting edges on the point.• Allow the cutting fluids to reach the cutting edges thus reducing
their friction.• Heel : It is the edge formed by the intersection of flute surface
and the body clearance.• Land : It is the cylindrical ground narrow strip on the leading
edges of drill flutes. It keeps the drill aligned. It is also known as “Margin”.

Twist Drill Nomenclature• Point : It is the cone shaped sharpened end of the drill that
produces lips, faces, flanks and chisel edge of the drill.• Lips : The lips, also known as “Cutting edges”, are the edges
formed by the intersection of flanks and faces. They are two in number with identical length and angle.
• Web : It is the thickness of the drill between the flutes which extends from point towards the shank. The point end of the web forms the chisel edge.
• Shank :• The shank is the cylindrical portion of the drill which is used to
hold and drive the drill. It extends from the neck and it may be either straight or tapered.
• Tang : It is the flat end of the taper shanks which fits into socket or drill holder. It ensures positive drive of the drill from the drill spindle.
Advantages of twist drills
• For the same size and depth of the hole they need less power in comparison to other forms of drills.
• Cutting edges are retained in good condition for a fairly long time, thus avoiding the frequent regrinding of the drill.
• The chips and cuttings of the metal are automatically driven out of the hole through the flute.
• Heavier feeds and speeds can be employed quite safely, resulting in a continuous saving of time.
Drilling Machine Operations
• In addition to drilling, the following operations are carried out on a drilling machine :
• Reaming.• Boring.• Counter boring.• Counter sinking.• Spot facing.• Tapping.• Trepanning.
Drilling Machine Operations• Reaming: It is the operation of finishing an existing hole very
smoothly and accurately in size. A reamer is a multi tooth cutter which rotates and moves linearly into an already existing hole.
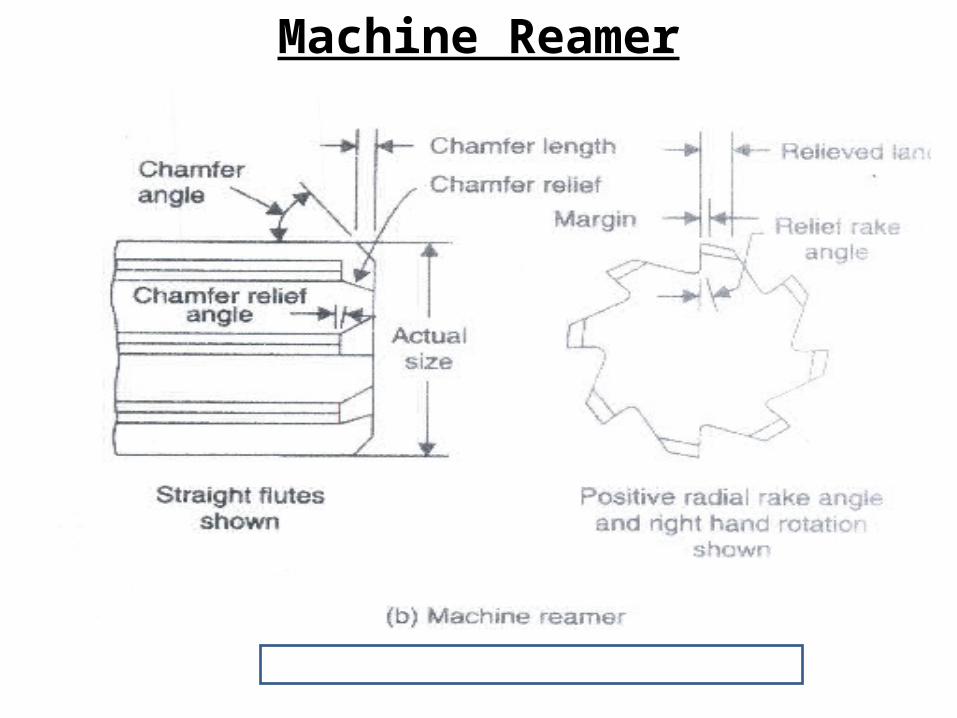
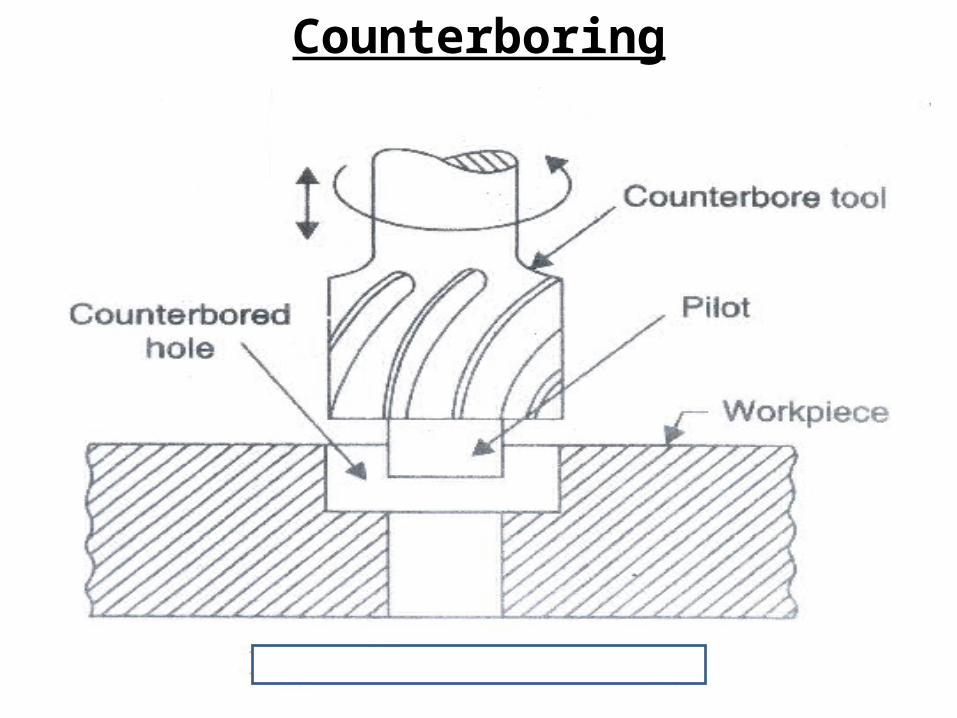
• Boring : It is an operation of enlarging an existing hole.• Counter-boring : An operation of enlarging a drilled hole
partially that is for a specified length.• Counter-sinking : It is an operation of forming a conical shape at
the end of a drilled hole.• Spot facing : It is the operation of smoothing and squaring the
surface around a hole for the seat of a nut or the head of a screw.
• Tapping : An operation in which external threads are cut in the existing hole.
• Trepanning : It is the operation of producing a hole by removing the metal along the circumference of a hollow cutting tool.
Reaming

Hand Reamer
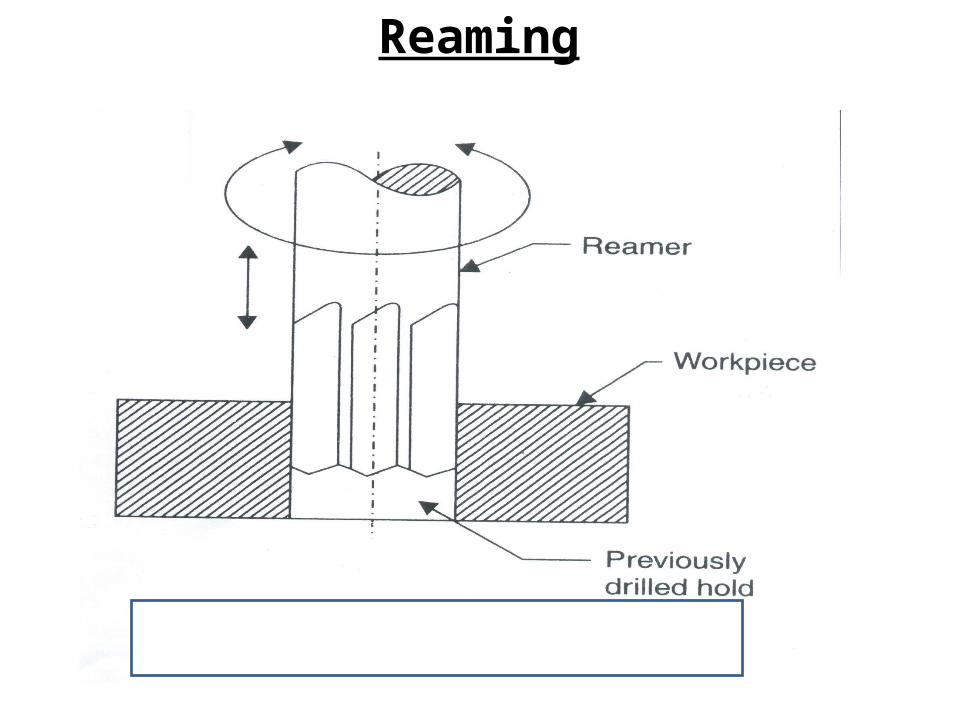
Machine Reamer

Boring
Counterboring

Countersinking
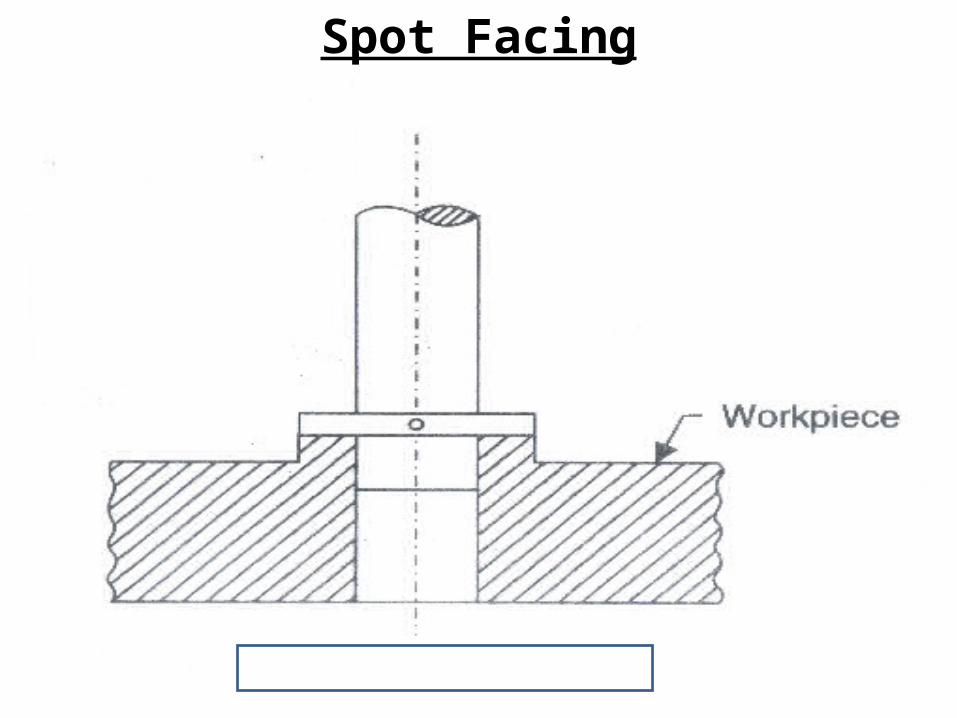
Spot Facing

Tapping
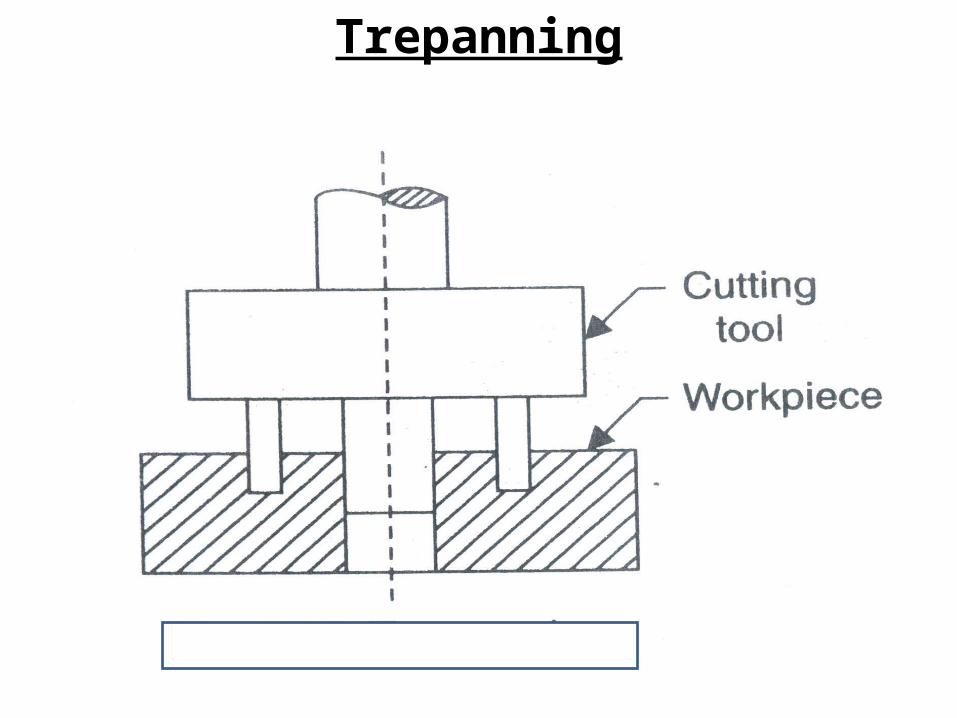
Trepanning