0 prensas para tecnolgia metalúrgica con videos 2008
DESCRIPTION
iiiTRANSCRIPT

CONFORMADO PLÁSTICO DE CHAPAS METÁLICAS
CONFORMADO DE CHAPAS METÁLICAS: El conjunto de operaciones a que es sometida una chapa plana para transformarla en una determinada pieza plana o hueca.

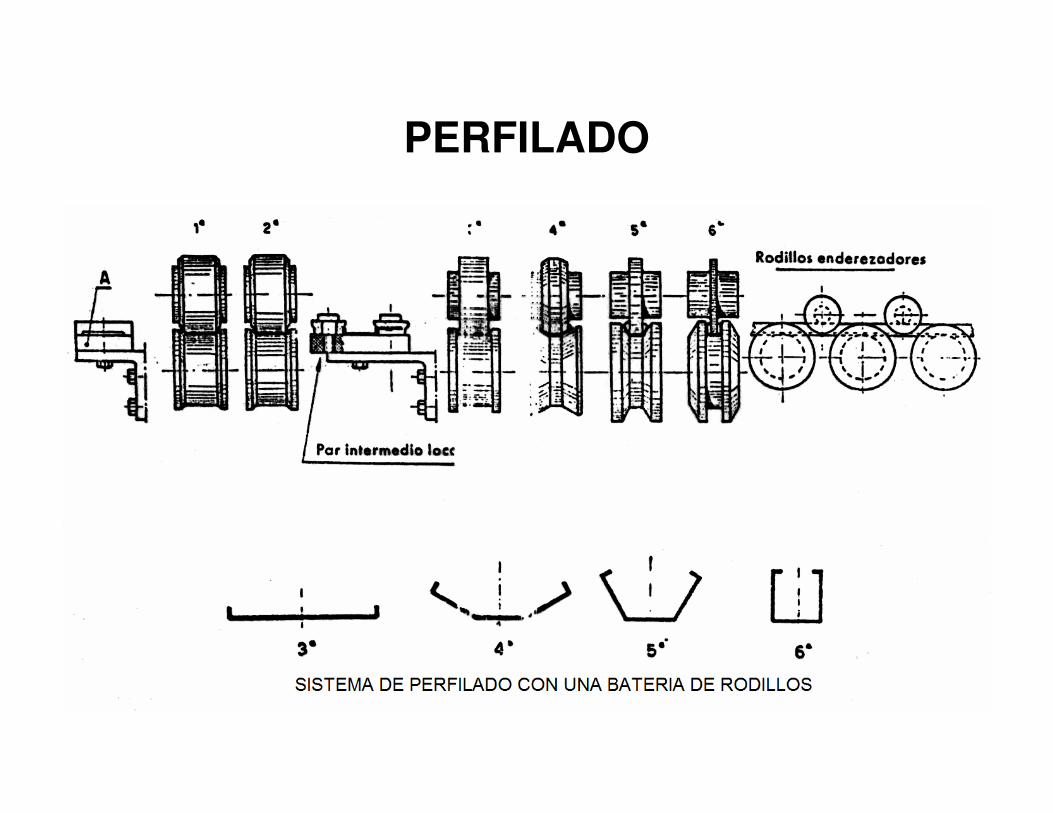
PERFILADO

PERFILADORA

ENGRAFADO

ENGRAFADO
ENGRAFADO
MAQUINAS DOTADAS DE MOVIMIENTO RECTILINEO ALTERNATIVO
POSEEN CARRO.
SE LAS DENOMINAN PRENSAS.
CLASIFICACION DE LAS PRENSAS
a) PRENSAS CON MOVIMIENTO BIELA MANIVELA
I) PRENSAS MECÁNICAS
II) PRENSAS HIDRÁULICAS
- PRENSAS A EXCÉNTRICA
- PRENSAS A ENGRANAJE CON EXCÉNTRICA
b) PRENSA DE TORNILLO O DE FRICCIÓN
c) PRENSAS DE RODILLERA- PRENSAS DE RODILLERA MODIFICADA
- PRENSAS A CIGÜEÑAL

CLASIFICACIÓN DE LAS PRENSASI .-PRENSAS MECÁNICASI.a) Prensas con movimiento biela manivela.
Esquema General.
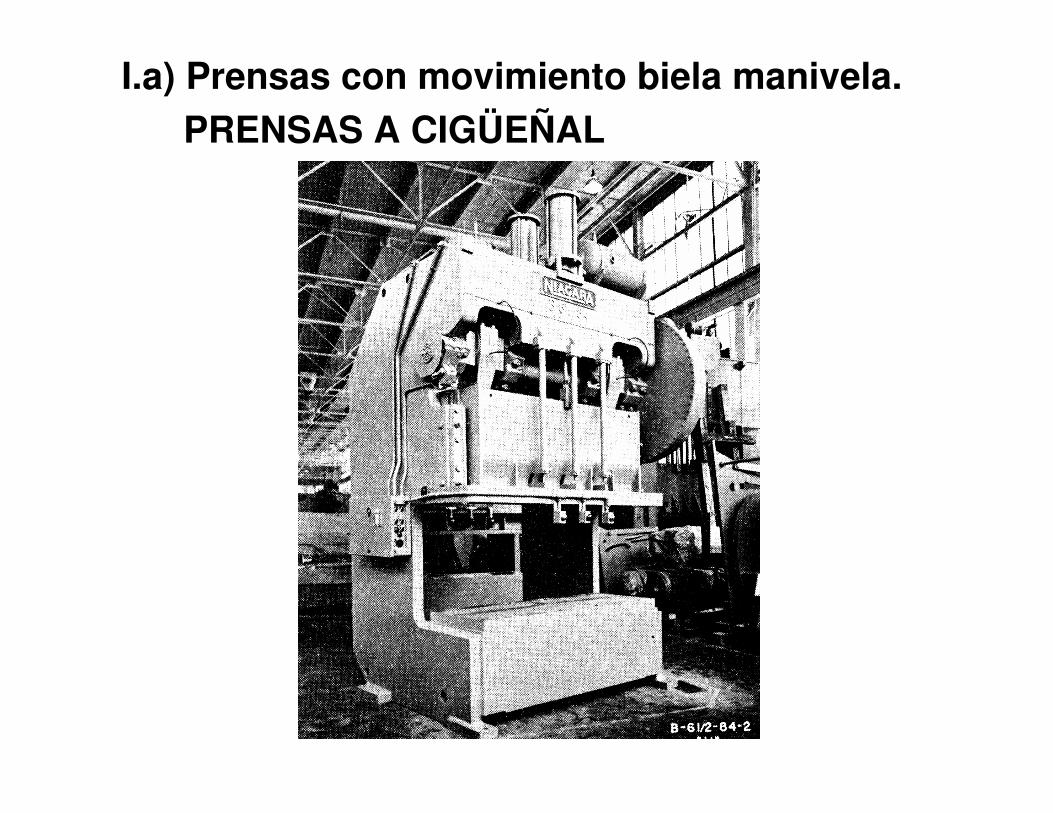
I.a) Prensas con movimiento biela manivela.
PRENSAS A CIGÜEÑAL
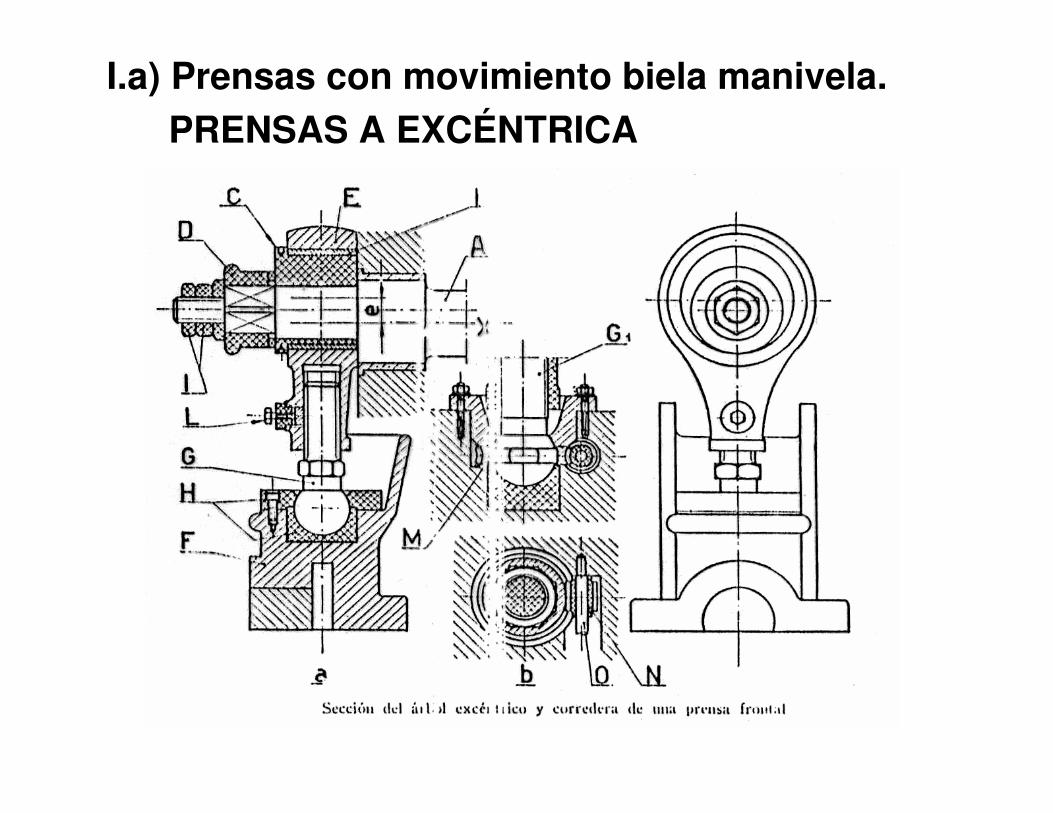
I.a) Prensas con movimiento biela manivela.
PRENSAS A EXCÉNTRICA

I.a) Prensas con movimiento biela manivela.PRENSAS A ENGRANAJE CON EXCÉNTRICA

PRENSAS A EXCENTRICA

I.a) Prensas con movimiento biela manivela.
0712224DATOS TECNICOS JOHNSON
Pais de Origen: U.S.A.
Serie:57329
Mesa: 42" X 27"
Tonelaje: 125 Tons
Ajuste: 4"
Carrera: 4"
GPM: 40
Garganta: 29"
Clutch: Neumatico
Motor: 7.5HP
Voltaje: 220-440 Volts
Dimensiones: 2.20m X 1.70m X 3.30m
Peso de la Maquina: 8,527Kg

I.a) Prensas con movimiento biela manivela.

VIDEO PRENSA OPERANDO

I.a) Prensas con movimiento biela manivela.
No: 0612790DATOS TECNICOS BLISS
Troqueladora
Pais de Origen:U.S.A.
Serie: 3237118621
Tipo: No. 5-37
Tonelaje: 100 aprox.
Mesa: 32" x 37"
Ajuste: 3"
Luz: 37 1/2"
Clutch: Neumatico
Motor: 10 HP
Voltaje: 220 - 440 Volts
Dimensiones: 2.40m X 2.20m X 3.60m
Peso de la Maquina: 9,752 Kg

I.a) Prensas con movimiento biela manivela.

VIDEO PRENSA OPERANDO

I.a) Prensas con movimiento biela manivela.
No: 0612535DATOS TECNICOS ROUSSELLE
Troqueladora
País de origen: U.S.A.
Serie: EWSA8149
Mesa: 14" x 50"
Ajuste: 3"
Carrera: 5"
Luz: 37"
Garganta: 14"
Clutch: Neumático
Motor:
Voltaje: 220/440
Peso de la máquina: 2,472 Kg.
Dimensiones: 1.90 m x 1.30 m x 2.30 m

I.a) Prensas con movimiento biela manivela.

VIDEO PRENSA OPERANDO

VIDEO PRENSA OPERANDO

I.a) Prensas con movimiento biela manivela.
DATOS TECNICOS
JOHNSONTroqueladora
Pais de Origen: U.S.A.
Serie: 52-60-36-24
Capacidad:
Mesa: 24" x 36"
Ajuste: 3"
Luz: 38"
Clutch: Neumatico
Motor: 5 HP
Voltaje: 440 Volts
Dimensiones: 2.10m X 1.20m X 3.40m
Peso de la Maquina:5,670 Kg

I.a) Prensas con movimiento biela manivela.

VIDEO PRENSA OPERANDO

I.b) Prensas a tornillo o a fricción.
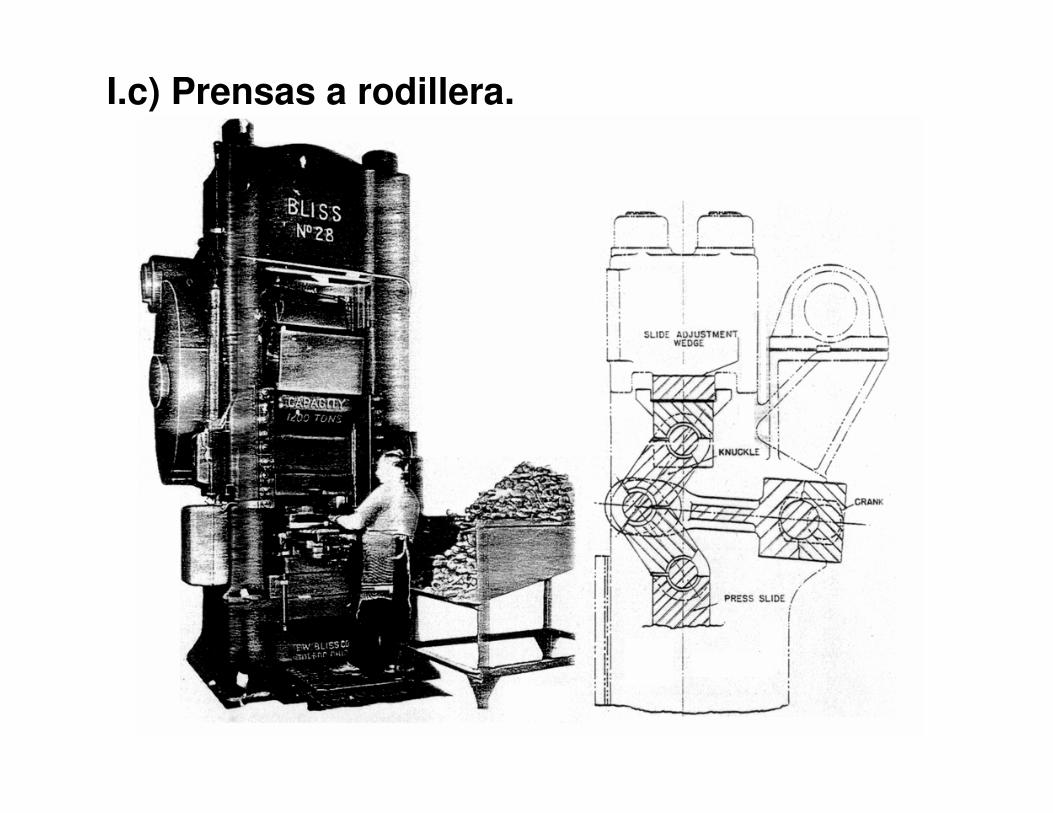
I.c) Prensas a rodillera.

I.c) Prensa a rodillera modificada.

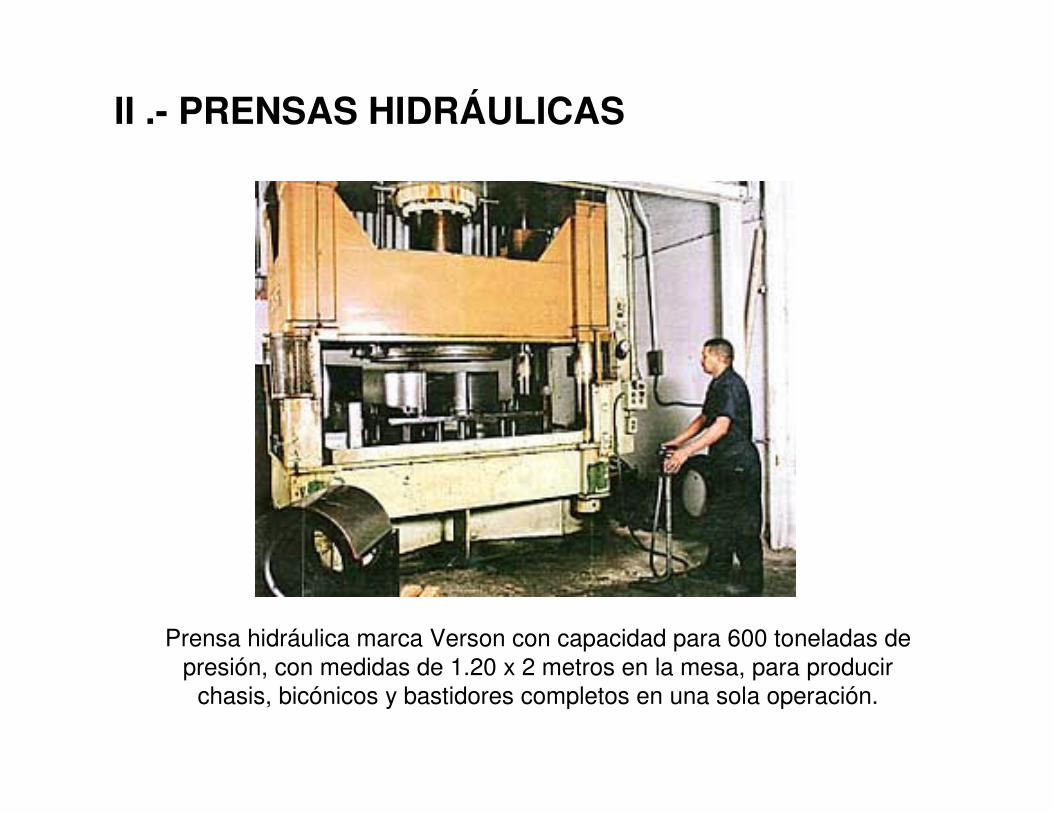
II .- PRENSAS HIDRÁULICAS
II .- PRENSAS HIDRÁULICAS
Prensa hidráulica marca Verson con capacidad para 600 toneladas de
presión, con medidas de 1.20 x 2 metros en la mesa, para producir
chasis, bicónicos y bastidores completos en una sola operación.
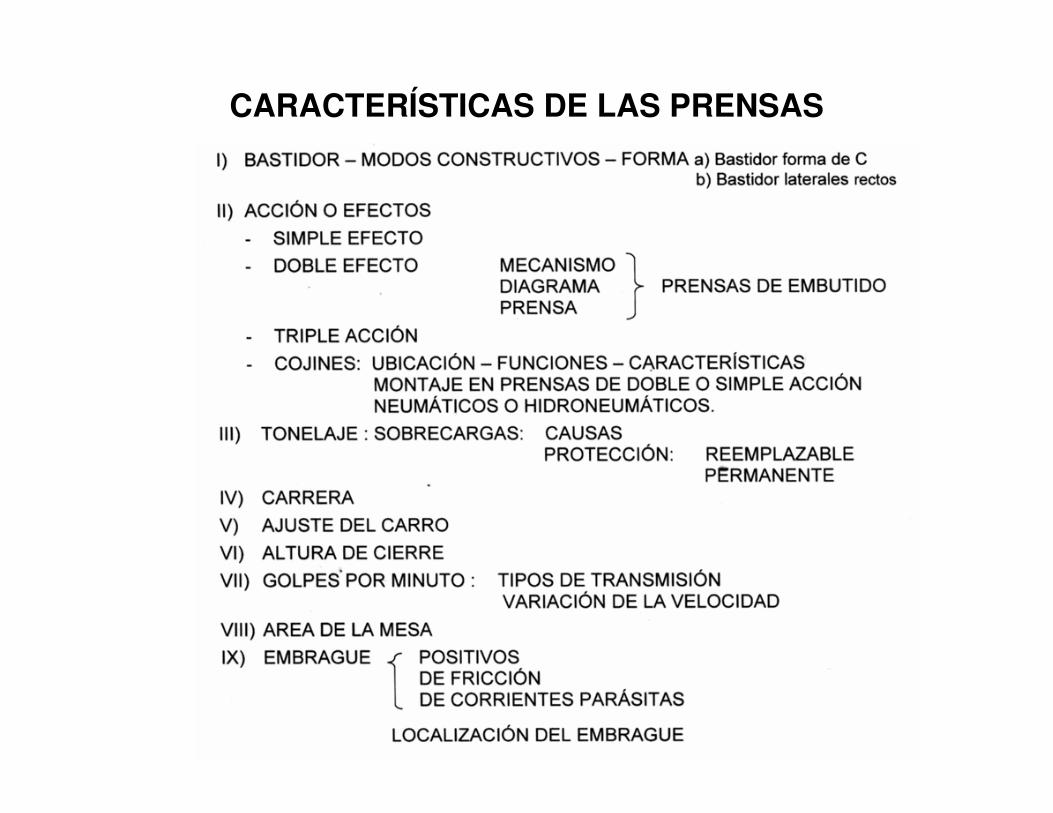
CARACTERÍSTICAS DE LAS PRENSAS

BASTIDOR
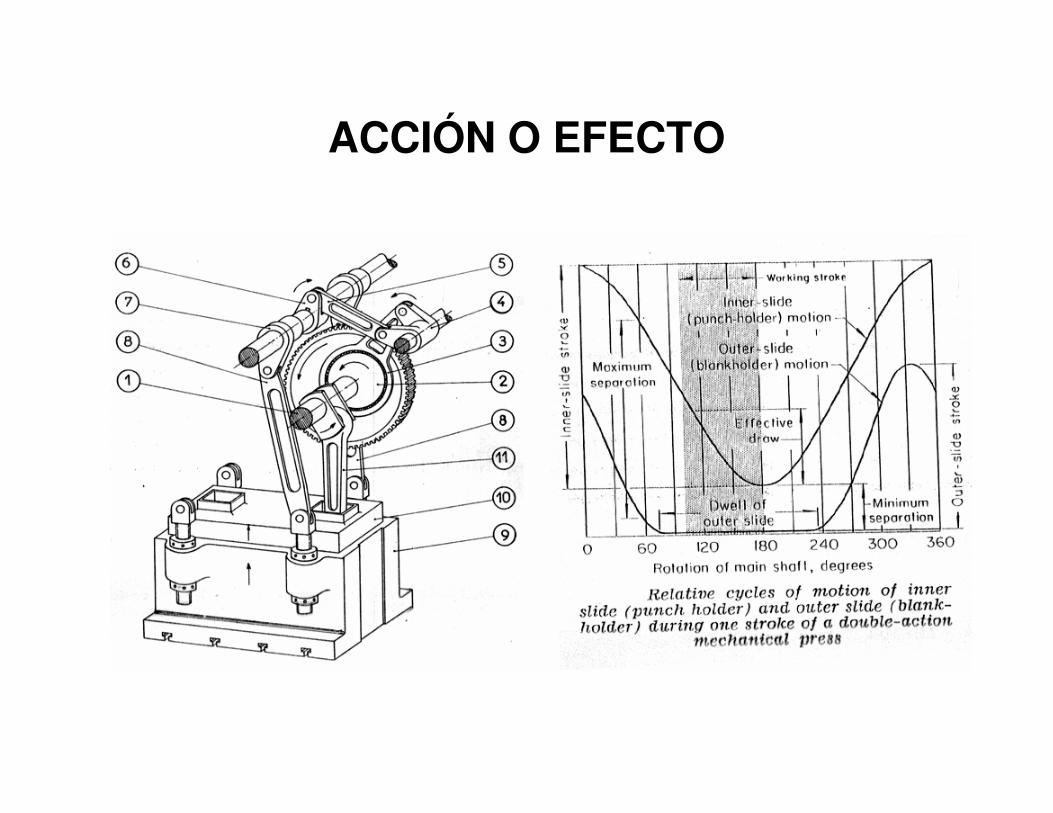
ACCIÓN O EFECTO

COJÍN HIDRONEUMÁTICO
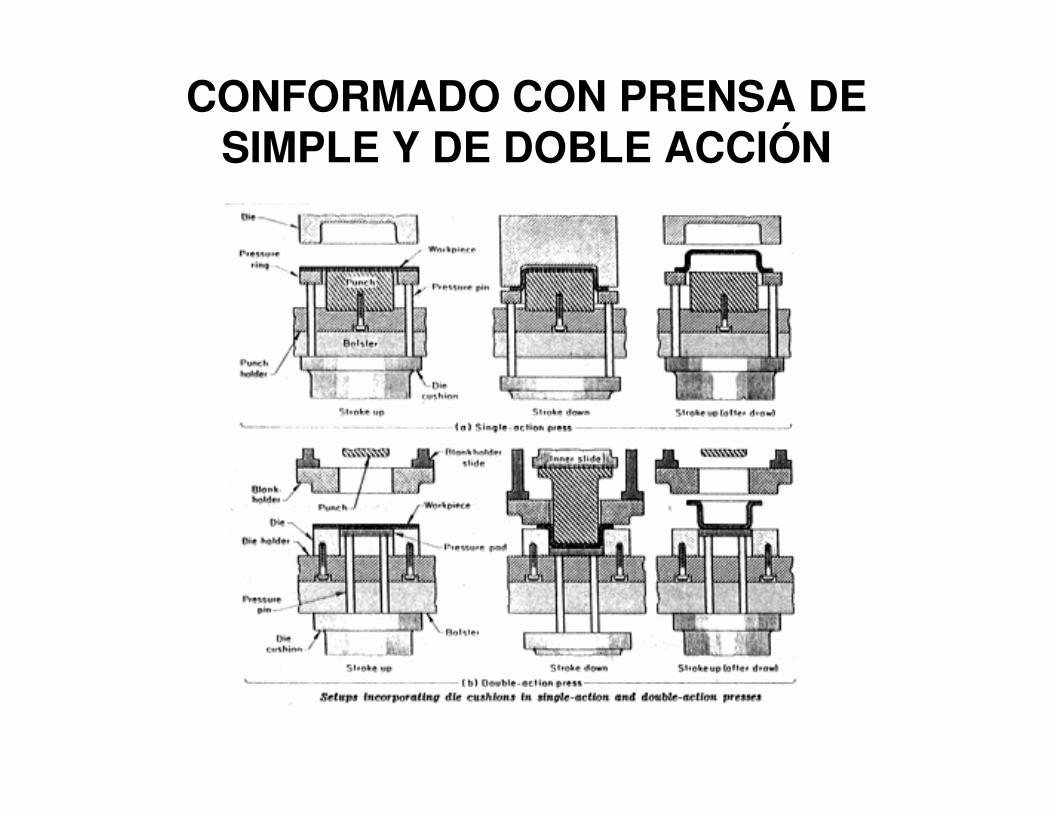
CONFORMADO CON PRENSA DE SIMPLE Y DE DOBLE ACCIÓN
TONELAJE
Fuerza máxima que puede extraerse del carro de la prensa.
Depende de la posición angular del cigüeñal, por lo que varía a lo largo de la carrera.
Se alcanza en inmediaciones del punto muerto inferior.
En prensas mecánicas de doble acción, la capacidad del carro secundario oscila entre el 75 y el 100% de la del carro principal.
En prensas hidráulicas el tonelaje el la fuerza máxima que puede ejercer el carro y es un valor constante en toda su carrera.-
Las prensas hidráulicas no requieren protección contra sobrecargas.
TONELAJE - PROTECCIÓN
DISPOSITIVOS DE PROTECCIÓN REEMPLAZABLES:
- De bielas deformables.
- Collares en el sistema de ajuste del carro.-
DISPOSITIVOS DE PROTECCIÓN PERMANENTES:
- Cilindros Hidráulicos.
- Cilindros neumáticos.
- Embragues de fricción.
- Acoplamientos deslizantes.
CARRERA
DISTANCIA ENTRE EL PUNTO MUERTO SUPERIOR Y EL INFERIOR DEL CARRO.
- Fijo en prensas a cigüeñal.-
- Variable en prensas a cigüeñal con excéntrica
- Continua en prensas hidráulicas, dentro del recorrido
del pistón.-
AJUSTE DEL CARRO
LONGITUD DE REGLAJE O AJUSTE DE LA CARRERA EN ALTURA.
- Manual o mecánico, en prensas de bajo tonelaje,
variando la longitud de la biela.-
- Mecánico en prensas de gran tonelaje, variando la
posición de los puntos en que las bielas se unen
al carro.-
ALTURA DE CIERRE
MAXIMA DISTANCIA ENTRE LA MESA Y EL CARRO EN EL PUNTO MUERTO INFERIOR DEL MISMO.
- Se mide con el reglaje en la posición de máximo
alejamiento del carro a la mesa (Largo mínimo de
biela o mínima distancia del perno de biela a la
cara inferior del carro.
- En prensas a excéntrica de varias carreras, es
distinta para cada una de ellas.

VELOCIDAD DE CICLADO

EMBRAGUE
PERMITE ACOPLAR Y DESACOPLAR EL VOLANTE CON EL CIGÜEÑAL.
- Trabaja en conjunto con el freno.
TIPOS:
- Positivos: Para prensas de menos de 100 tn.
Baratos y compactos - Alto mantenimiento.
- De fricción (accionado por aire comprimido)
Compatibles con mandos eléctricos/electrónicos.
- De corrientes parásitas (máximo control sobre la prensa)
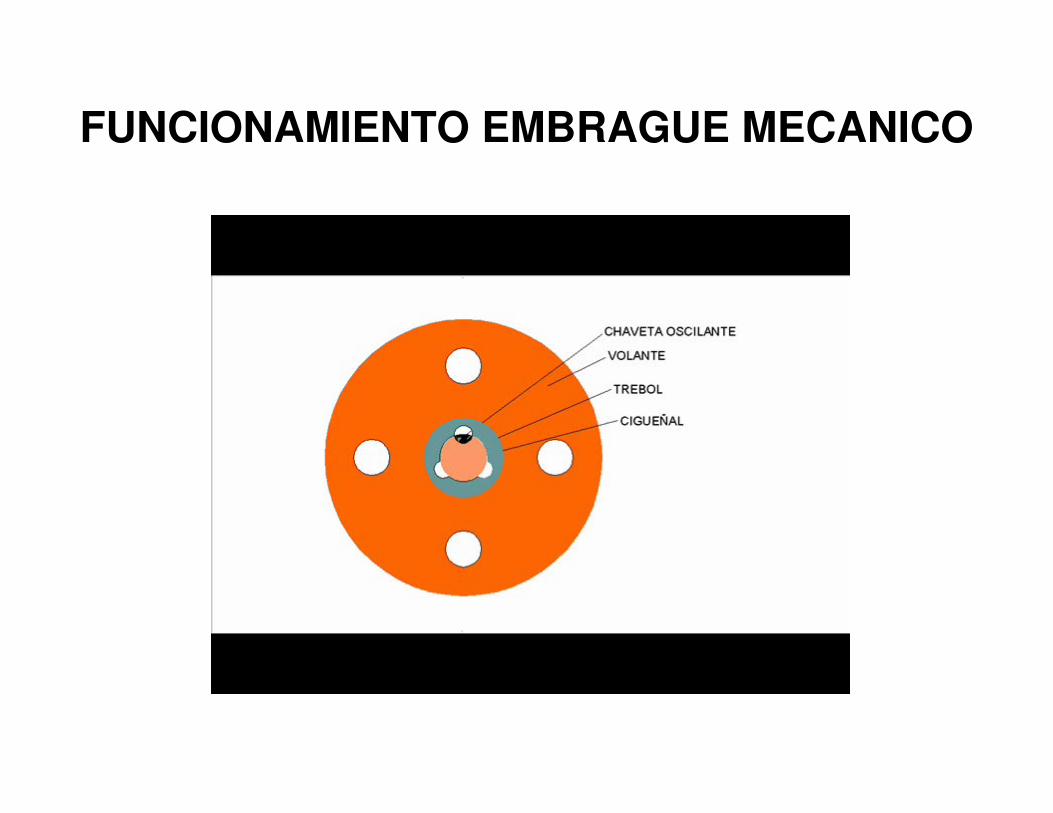
FUNCIONAMIENTO EMBRAGUE MECANICO
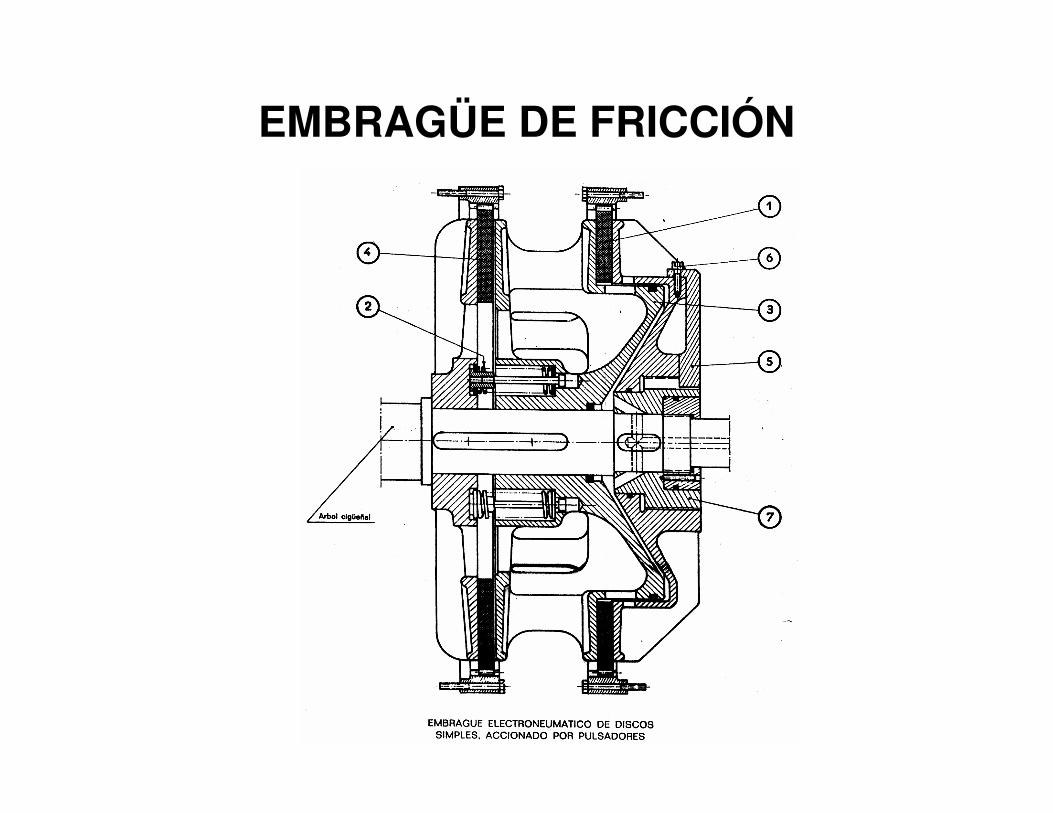
EMBRAGÜE DE FRICCIÓN
PRENSAS MECÁNICA VS HIDRAÚLICAS
- Fuerza según posición del carro vs fuerza constante.
- Carrera fijada por excentricidad vs carrera ajustable en largo pistón.
- Velocidad limitada por la transmisión vs variable con el caudal.
- Riesgo de rotura por sobrecarga vs no rotura por sobrecarga.
- Ciclado más rápido (alta producción) vs ciclado lento.
- Motor 2.5 veces más pequeño por energía acumulada en el volante.
- Velocidad de carro mas alta (apto para operaciones de corte) vs
velocidad variable con valores mas adecuados para embutidos
difíciles y profundos.
- Montaje de la estampa más lento y con mayor riesgo.
- Prensa hidráulica ideal para puesta a punto de herramental nuevo.
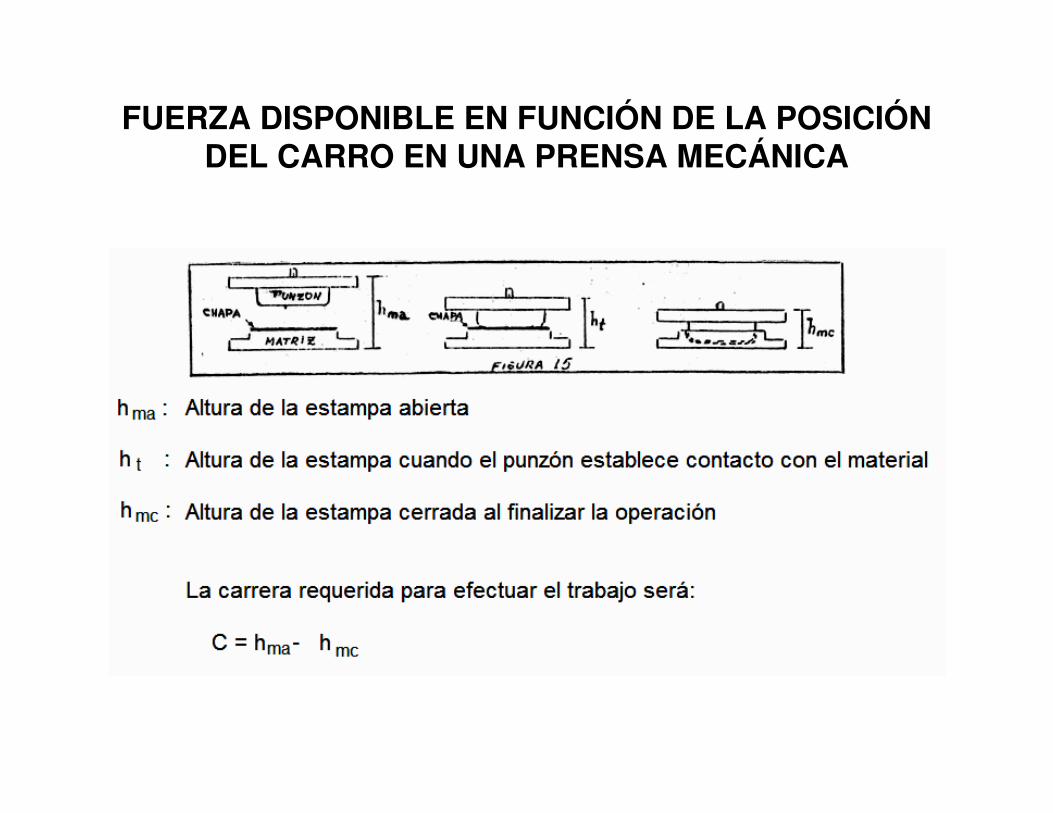
FUERZA DISPONIBLE EN FUNCIÓN DE LA POSICIÓN DEL CARRO EN UNA PRENSA MECÁNICA
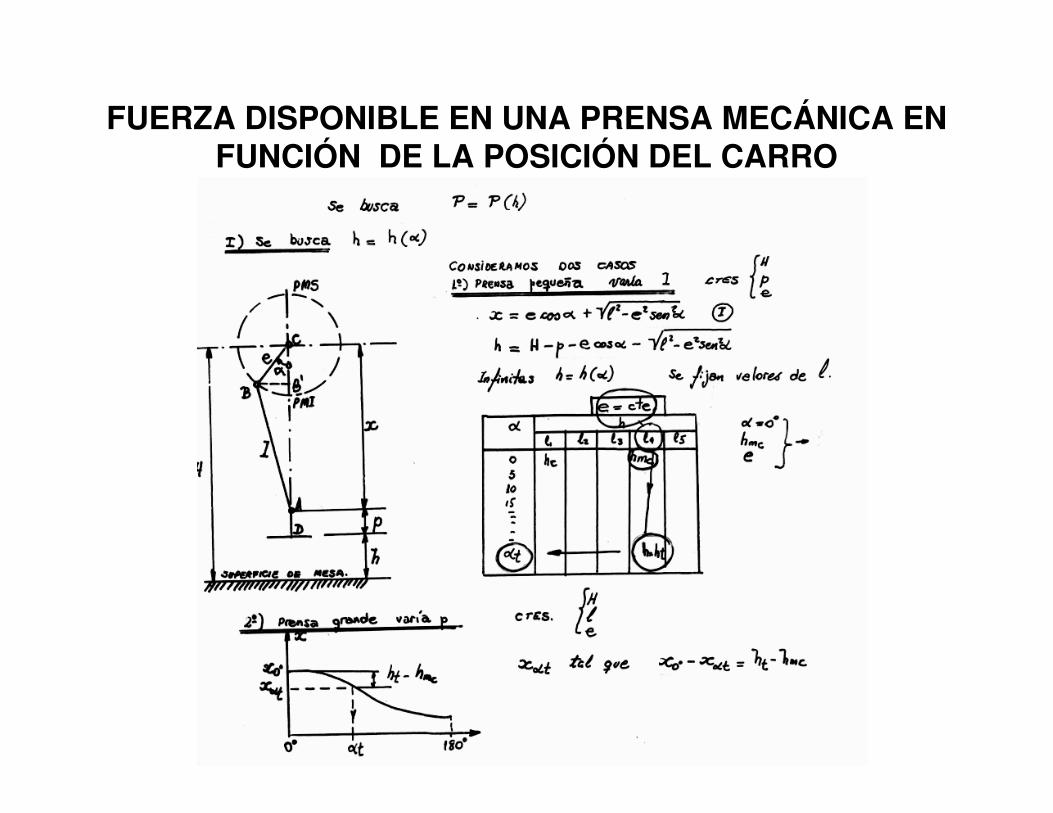
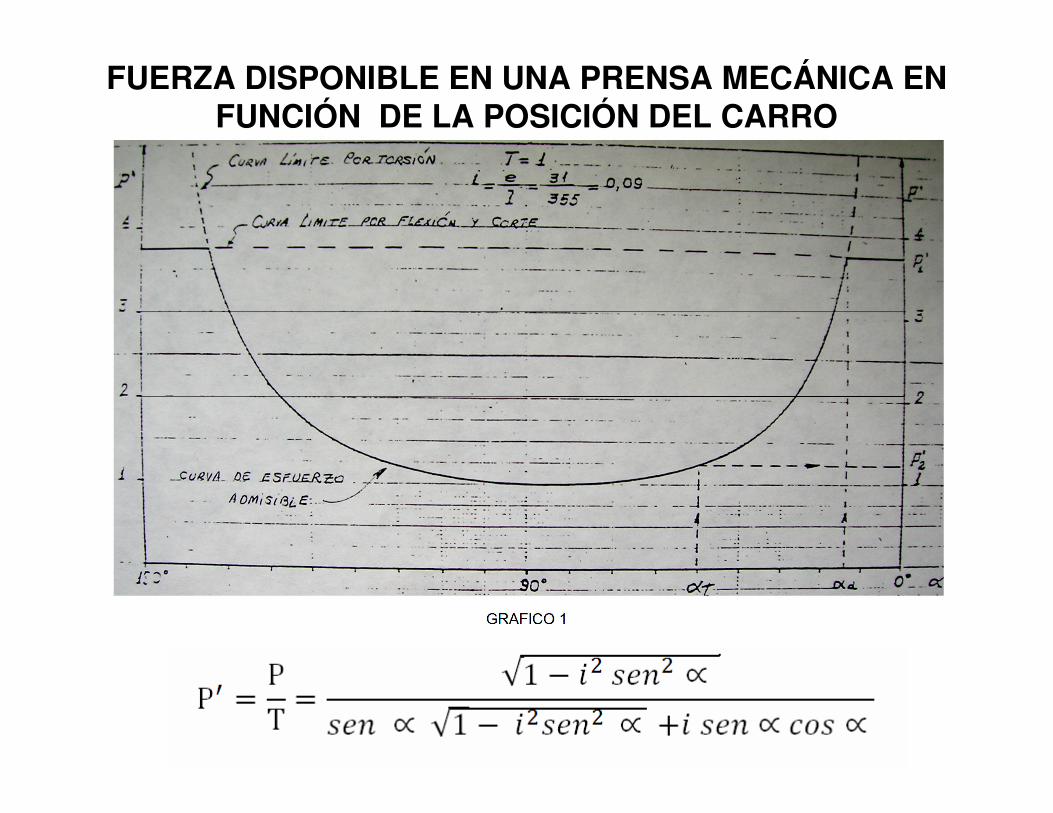
FUERZA DISPONIBLE EN UNA PRENSA MECÁNICA EN FUNCIÓN DE LA POSICIÓN DEL CARRO

FUERZA DISPONIBLE EN UNA PRENSA MECÁNICA EN FUNCIÓN DE LA POSICIÓN DEL CARRO
FUERZA DISPONIBLE EN UNA PRENSA MECÁNICA EN FUNCIÓN DE LA POSICIÓN DEL CARRO

P’2Pd αt = Pm
P’1

SELECCIÓN DE PRENSAS
I.- ANALISIS DE LA PIEZAOperaciones
- Carrera.
- Velocidad del carro (Para prensas mecánicas en el momento que el punzón establece contacto con la chapa).
- Tonelaje.
Tamaño de la Pieza.- Tamaño de la mesa.
- Altura de cierre.
- Carrera
- Tonelaje.
Material.- Velocidad del carro (Para prensas mecánicas en el momento que el punzón establece contacto
con la chapa).
- Tonelaje.
Velocidad de Producción y Cantidad de Piezas.La alta velocidad de producción impone el uso de herramientas automáticas y equipos de manejo
de material . Esto afecta el estilo de la prensa que debe ser seleccionada. El estilo de una prensa queda
definido por los siguientes ítems:
- Tipo de bastidor.
- Acción o Efectos. (Número de Carros o Deslizadores de la Prensa).
- Localización de los elementos de accionamiento.
SELECCIÓN DE PRENSAS II.- TIPOS DE HERRAMIENTAS.
- Tamaño de la prensa.- Tonelaje
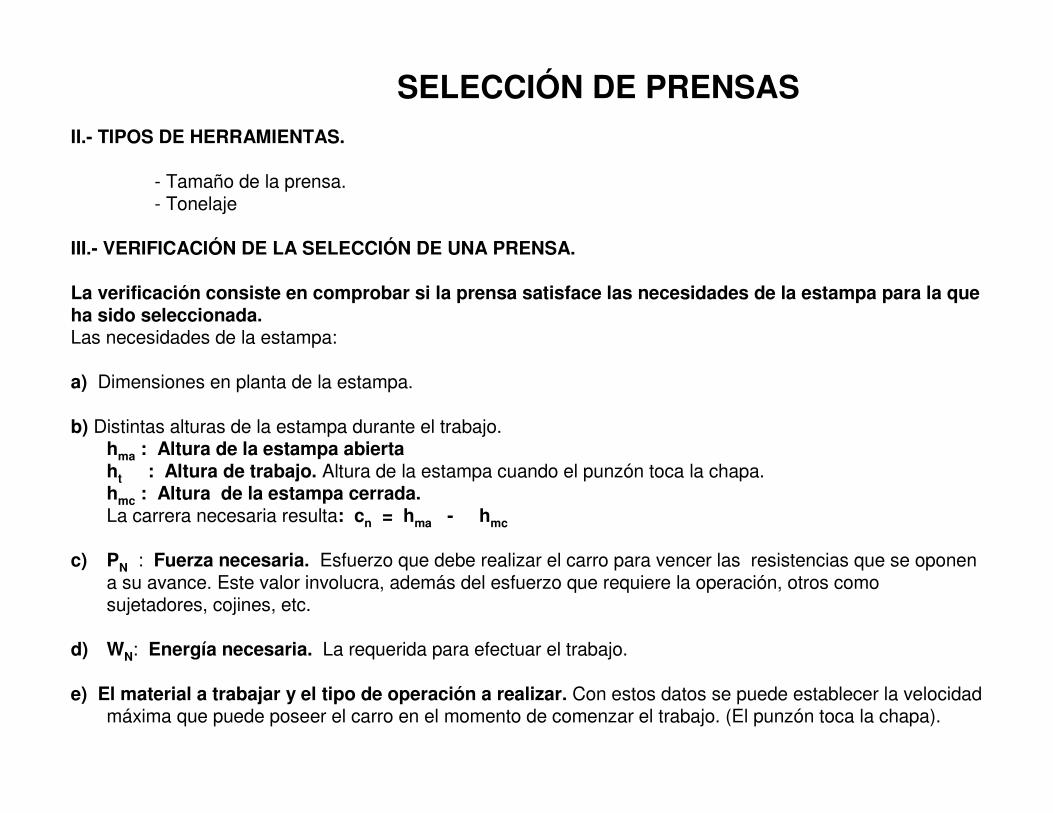
III.- VERIFICACIÓN DE LA SELECCIÓN DE UNA PRENSA.
La verificación consiste en comprobar si la prensa satisface las necesidades de la estampa para la queha sido seleccionada. Las necesidades de la estampa:
a) Dimensiones en planta de la estampa.
b) Distintas alturas de la estampa durante el trabajo.hma : Altura de la estampa abiertaht : Altura de trabajo. Altura de la estampa cuando el punzón toca la chapa.hmc : Altura de la estampa cerrada. La carrera necesaria resulta: cn = hma - hmc
c) PN : Fuerza necesaria. Esfuerzo que debe realizar el carro para vencer las resistencias que se oponen a su avance. Este valor involucra, además del esfuerzo que requiere la operación, otros como sujetadores, cojines, etc.
d) WN: Energía necesaria. La requerida para efectuar el trabajo.
e) El material a trabajar y el tipo de operación a realizar. Con estos datos se puede establecer la velocidad máxima que puede poseer el carro en el momento de comenzar el trabajo. (El punzón toca la chapa).
SELECCIÓN DE PRENSAS 9.- SELECCIÓN DE UNA PRENSA MECÁNICA.
- Tipo de bastidor.- Acción o Efectos. (Número de Carros o Deslizadores de la Prensa).- Localización de los elementos de accionamiento.
9.1.- VERIFICACIÓN DE UNA PRENSA MECÁNICA.Esta tarea requiere la consideración de los siguientes ítems:
1.- Dimensiones de la Mesa y del Escote.
2.- Carrera.La carrera necesaria cn es la suma de la requerida para conformar la pieza , más la que permite la
descarga de la pieza. Normalmente este valor se toma entre 2,5 y 3 veces la profundidad de la pieza. La carrera c de la prensa seleccionada debe ser:
c ≥ cn
3.- Altura de Cierre y Ajuste del Carro.Debe cumplirse que:
hmc ≤ hc
Verificada esta relación, empleando el reglaje de la prensa debe lograrse que hmc = hc .
- Se busca la tabla correspondiente a e = c/2- Para a = 0° se busca la columna (Largo de biela) que permite igualar hmc con la abertura de la prensa cuando el carro se encuentra en el punto muerto inferior. Si tal cosa no pudiera lograrse
se entra con hmc + hs , siendo hs la altura del suplemento.
4.- Tonelaje.Para ejecutar la operación el carro debe suministrar una fuerza PN cuando se encuentra a una distancia ht (o ht + hs si el ajuste requiere el empleo de un suplemento), de la mesa.
I.- Operaciones de CortePN ≤ PM
II.- Operaciones de Conformado.En estos casos se procede así:a)Se determina el ángulo de trabajo a correspondiente a ht
b) Con i = e/l se selecciona el gráfico que relaciona P’ con αααα y de él se extraen los valores P’1 y P’2 correspondientes a los ángulos ααααd y ααααt respectivamente.
c) Se calcula el esfuerzo disponible en la prensa para el ángulo ααααt .
Pd aττττ
= (P’1/ P’2) PM
d) Debe cumplirse que:
PN ≤ Pd ααααt
La verificación del tonelaje implica que la cadena cinemática no será sobrecargada.
SELECCIÓN DE PRENSAS

SELECCIÓN DE PRENSAS

SELECCIÓN DE PRENSAS
De lo contrario aparecerán problemas de rotura (del herramental o de la pieza) o de alimentación.-
Resonancia:
Se debe adoptar una velocidad de ciclado superior o inferior a la de resonancia de acuerdo a lo que permita la alimentación.- Esto evita la rotura de los punzones.
SELECCIÓN DE PRENSAS
SELECCIÓN DE PRENSAS
Si llamamos vc a la velocidad del carro la misma puede calcularse mediante la siguiente expresión:

SELECCIÓN DE PRENSAS

ALIMENTADOR DE FLEJE

SELECCIÓN DE PRENSAS