- pastoriza soldadura alimentadores...
TRANSCRIPT

www.fsh-welding.com

REBOUD-ROCHE, a Member of
the «FSH WELDING GROUP», presents
the most comprehensive range of brazing
alloys available today.
The company, which exists for more than
half a century, has been the pioneer of
the Copper-Phosphorus Brazing alloys, and
it remains the leader.
Thanks to the “Group”, which is already
represented in more than 70 countries, our
company pursues its mission to develop its
activity abroad.
Our production capacity allows us great
fl exibility and to assure the best service
to our clients.
The product range contains four main families:
- Cooper-Phosphorus brazing alloys, suitable for
general use
- Silver brazing alloys with and without
Cadmium
- Brass brazing alloys
- Fluxes for brazing and braze welding.
Expert in Brazing Expert in Brazing Expert in Brazing
2

REBOUD-ROCHE is a privileged interlocutor for
distribution and industry (plumbing, refrigerating
industry, air conditioning, gas heating, fl uids
transport).
Our company is certifi ed ISO 9001, by BVQI.
We aim at giving you the best quality-price ratio,
whilst maintaining customer satisfaction.
Our products can be personalised (colour, marking,
coating, packaging) or tailor-made (dimensions,
shapes).
Do not hesitate to contact us !
alloys
3

copper - phosphorus - silver alloys
Fluidity
Reference Melting Composition Characteristics Standards range Cu P Ag Rm A d NF EN 044 AWS A5-8 EN ISO 3677 % % % MPa % g/cm3
MANUAL BRAZING
PHOSBRAZ M60 710-860 °C balance 6,0 550 6 8,1 CP 203 B Cu 94 P 710-860
PHOSBRAZ V6 710-845 °C balance 6,3 550 5 8,1 CP 203 B Cu 94 P 710-845
PHOSBRAZ P66 710-825 °C balance 6,6 500 4 8,1 CP 202 B Cu 93 P 710-825
PHOSBRAZ P68 710-815 °C balance 6,8 450 4 8 CP 202 B Cu 93 P 710-815
PHOSBRAZ M70 710-805 °C balance 7,0 450 4 8 CP 202 B Cu P2 B Cu 93 P 710-805
PHOSBRAZ M73 710-785 °C balance 7,3 450 4 8 CP 202 B Cu P2 B Cu 93 P 710-785
PHOSBRAZ E80 710-750 °C balance 7,8 450 3 8 CP 201 B Cu 92 P 710-750
PHOSBRAZ E80+ 710-738°C balance 8,0 400 2 8 CP 201 B Cu 92 P 710-738
OVEN BRAZING Phosbraz 840, 815, 790, 770, 750 et 738 : The alloy designation corresponds to its melting temperature (liquidus).
PHOSBRAZ 840 710-840 °C balance 6,4 520 5 8,1 CP 203 B Cu 94 P 710-840
PHOSBRAZ 815 710-815 °C balance 6,8 450 4 8 CP 202 B Cu 93 P 710-815
PHOSBRAZ 790 710-790 °C balance 7,2 450 4 8 CP 202 B Cu P2 B Cu 93 P 710-790
PHOSBRAZ 770 710-770 °C balance 7,5 450 4 8 -- B Cu P2 B Cu 93 P 710-770
PHOSBRAZ 750 710-750 °C balance 7,8 450 3 8 CP 201 B Cu 92 P 710-750
PHOSBRAZ 738 710-738 °C balance 8 400 2 8 CP 201 B Cu 92 P 710-738
PHOSBRAZ 675Sn 650-700 °C balance 6,75 7%Sn 350 2 8 CP 302 B Cu 86 Sn P 650-700
Cu-P-Ag
PHOSBRAZ M68 710-815 °C balance 6,8 0,2 500 5 8,1 -- B Cu93PAg 710-815
PHOSBRAZ AG4 650-825 ° C balance 6,5 0,4 550 6 8,1 -- B Cu93PAg 650-825
PHOSBRAZ AG10 650-820 °C balance 6,7 1,0 550 6 8,1 -- B Cu93PAg 650-820
PHOSBRAZ AG20 650-820 °C balance 6,7 2,0 550 6 8,1 CP 105 B Cu91PAg 650-820
PHOSBRAZ AG20+ 650-800 °C balance 7,0 2,0 550 6 8,1 -- BCuP6 B Cu91PAg 650-800
PHOSBRAZ AG50 650-810 °C balance 6,0 5,0 650 8 8,2 CP 104 BCuP3 B Cu89PAg 650-810
PHOSBRAZ AG50+ 650-770°C balance 6,6 5,0 600 7 8,2 -- BCuP7 B Cu88PAg 650-770
PHOSBRAZ AG100 650-750 °C balance 6,2 10 650 8 8,3 -- B Cu84AgP 650-750
PHOSBRAZ AG150 650-800 °C balance 5,0 15 530 10 8,4 CP 102 BCuP5 B Cu80AgP 650-800
PHOSBRAZ AG180 645 °C balance 7 18 480 10 8,4 CP 101 B Cu75AgP 645-650
PAG60 650-720 °C balance 7,3 6 450 4 8,2 CP 103 *BCuP4 B Cu87PAg 650-720
PAG 60 : Certifi ed in combination with Gel 60, for high strength capillary brazing of copper tubes used in combustible gas installations.
Nota : the asterisk* in front of the standard means close to the norm.
PHOSBRAZ® is a registered trademark under which REBOUD-ROCHE manufactures the most comprehensive range of Copper/Phosphorus brazing alloys.This range is used exclusively for joining of copper and copper alloys.These alloys are divided in 3 branches, mainly according to their use : - Copper-Phosphorus alloys (two elements) mainly in plumbing and sanitary industry- Copper-Phosphorus-Silver alloys (three elements) used in the refrigerating industry (e.g. AG50)
(refrigerators, freezers, compressors); electric motor production (e.g. AG150) and gas water-heaters;- Copper-Phosphorus alloys (two elements) specifi cally manufactured for furnace brazing.
Medium/high fl uidity alloys
Phosbraz M 73, Phosbraz M 70; Phosbraz P68; Phosbraz M68; Phosbraz Ag20+.These are frequently used for capillary brazing.
High fl uidity alloys
Phosbraz AG180; PAG60; Phosbraz E 80; Phosbraz E80+; Phosbraz 675Sn;Cu-P-Sn The Cu-P Sn alloys have a low melting temperature range.
Medium fl uidity alloys
Phosbraz P 66, Phosbraz Ag4, Phosbraz Ag10, Phosbraz Ag20,Phosbraz Ag50. Phosbraz Ag150
Low fl uidity alloys
Phosbraz V6 and Phosbraz M60,are recommended for pitting tube brazing
AnalysisEach casting is controlled by thermal analysis.• PAG 60 : Alloy with 6 % silver and 7.3 % Phosphorus.• The alloy is certifi ed by the French Ministry of Industry, for high strength copper brazing of tubes used in combustible gas installations.
PAG60 is to be used with the fl ux Gel 60. They are certifi ed under the registration number 750 Detailed production procedures guarantee the Phosbraz Quality.
4

silver brazing alloys
REBOUD-ROCHE is continuously developing its silver solder range designated BRAZARGENT.These alloys are used for brazing steel, brass, bronze, nickel alloys and copper. Brazing Alloys from this range are used to join most Ferrous and Non-Ferrous metals with the exception of Aluminium and Magnesium. These Alloys have good Brazing properties and can be pre-positioned prior to heating, or manually applied during heating. Suitable for all heating methods. Lap joints are recommended, however, butt joints can be used where conditions are less demanding. Clearances between 0.05-0.13 mm are recommended, depending on the Fluidity of the alloy used, in order to achieve capillarity. A fl ux is necessary when brazing in open atmospheric conditions.
High silver contents in brazing alloys allow to work at relatively low temperatures.
3 MAIN FAMILIES:
BRAZARGENT 15... A ternary range Silver-Copper-Zinc, with melting ranges above 720°C, and good ductility.
BRAZARGENT 20... A quaternary family containing the previously mentioned metal and Cadmium.They are suitable for low temperature and good fi t-up applications due to their excellent penetration.These alloys have a high mechanical strength and they are recommended when a low melting point is required : low tenor in zinc and cadmium.
BRAZARGENT 50... Cadmium-free A specially developed range created to replace the BRAZARGENT 20.. when the use of Cadmium is not permitted (food and sanitary industry, Middle East and Northern European countries).
PRESENTATION Bare or Flux Coated rods, wire in coils or on spools. Under special request: Tubular Brazing Wires (TBW*) in wire, rods, rings and pre-forms.
Nota : The asterisk** in front of the standard means close to the norm.The standards NF and DIN are substituted for the European standard NF EN 1044 of July 1999
Reference Melting Composition Characteristics Standards range Ag Cu Zn Cd Others Rm A d NF EN AWS EN ISO 3677 % % % % % MPa % g/cm3 1044 A5.8
TERNA YS
BRAZARGENT 1505 820-870 °C 5,0 54,5 40,4 380 15 8,4 AG 208 B Cu55ZnAgSi 820-870
BRAZARGENT 1520 SI 690-810 °C 20,0 46,0 33,8 0,2 Si 400 20 8,4 -- B Cu46ZnAgSi 690-810
BRAZARGENT 1544 675-735 °C 44,0 30,0 26,0 400 25 8,9 -- BAg-5 B Ag44CuZn 675-735
BRAZARGENT 1545 680-800 °C 45,0 41,5 13,5 470 25 9,3 -- B Ag45CuZn 680-800
CADMIUM BEARING
BRAZARGENT 2017 610-780 °C 17,0 41,0 26,0 16,0 380 30 8,7 -- B Cu41ZnAgCd 610-780
BRAZARGENT 2020 610-780 °C 20,0 40,0 27,0 13,0 380 32 8,5 AG 309 B Cu42ZnAgCd 610-780
BRAZARGENT 2021 610-750 °C 21 34,8 26 17 0,2 Si 380 32 8,6 **AG308 B Cu 35Zn AgCd 610-750
BRAZARGENT 2025 605-720 °C 25,0 30,0 27,5 17,5 380 8,8 AG 307 BAg-33 B Cu 30 Zn Ag Cd 605-720
BRAZARGENT 2030 610-690 °C 30,0 28,0 21,0 21,0 380 30 8,8 AG 306 BAg-2a B Ag30CuZnCd 610-690
BRAZARGENT 2034 610-670 °C 34,0 25,0 20,0 21,0 400 30 8,9 -- B Ag34CuCdZn 610-670
BRAZARGENT 2035 610-700 °C 35,0 26,0 21,0 18,0 420 29 8,9 AG 305 BAg-2 B Ag35CuZnCd 610-700
BRAZARGENT 2040* 595-630 °C 40,0 19,0 21,0 20,0 450 30 9 AG 304 B Ag 40ZnCdCu 595-630
BRAZARGENT 2042 610-620 °C 42 17 16 25 450 30 9,1 AG 303 B Ag 42 Cd Cu Zn 610-620
BRAZARGENT 400 595-630 °C 40,0 19,0 21,0 20,0 450 30 9 AG 304 B Ag 40ZnCdCu 595-630
BRAZARGENT 2045 605-620 °C 45,0 15,0 16,0 24,0 450 30 9,1 AG 302 BAg-1 B Ag45CdZnCu 605-620
BRAZARGENT 2050 625-635 °C 50,0 15,5 16,5 18,0 450 35 9,2 AG 301 BAg-1a B Ag50CdZnCu 625-635
BRAZARGENT 2550 635-660 °C 50,0 15,5 15,5 16,0 3 Ni 450 25 9,2 AG 351 BAg-3 B Ag50CdCuZnNi 635-660
CADMIUM FREE Sn%
BRAZARGENT 5018 720-790 °C 18 47,2 33 1,8 450 15 8,4 -- B Cu 47 Zn Ag Sn 720-790
BRAZARGENT 5025 680-760 °C 25,0 40,0 33,0 2,0 510 18 8,5 AG 108 BAg-37 B Cu40ZnAgSn 680-760
BRAZARGENT 5030 665-755 °C 30,0 36,0 32,0 2,0 500 18 8,8 AG 107 B Cu36ZnAgSn 665-755
BRAZARGENT 5034* 630-730 °C 34,0 36,0 27,0 3,0 500 20 8,7 AG 106 B Cu36AgZnSn 630-730
BRAZARGENT 5038* 660-700 °C 38,0 31,0 28,8 2,2 520 18 8,8 -- BAg-34 B Ag38CuZnSn 660-700
BRAZARGENT 5040* 650-710 °C 40,0 30,0 28,0 2,0 500 17 9,1 AG 105 BAg-28 B Ag40CuZnSn 650-710
BRAZARGENT 5045* 640-680 °C 45,0 27,0 25,0 3,0 500 14 9,1 AG 104 BAg-36 B Ag45CuZnSn 640-680
BRAZARGENT 5055 630-660 °C 55,0 21,0 22,0 2,0 510 11 9,2 AG 103 B Ag55ZnCuSn 630-660
BRAZARGENT 5056* 620-655 °C 56 22,5 Rest 5,0 350 25 9,5 AG 102 BAg-7 B Ag 56 Zn Cu Sn 620-655
5

fl ux
Reference Powder Paste Use interval Standard
Main applications
EN1045
Flux for braze-welding and brazing. Allows large clearances to be used. CUPRO-FLUX X X 800-1000°C FH20 Main application on carbon steel. For use with CUPROX, SUPER-CUPROX and BRAZARGENT 1505.
Promotes the fl ow of fi ller metal. Extremely effi cient, it permits brazing POLY-FLUX X X 800-1000°C FH20 even on dirty surfaces. For use with CUPROX, SUPER-CUPROX and BRAZARGENT 1505.
PHOSBRAZ-FLUX X 600-850°C FH20
Flux powder recommended for brazing brass connections on copper piping with our Phosbraz alloy range.
Certifi ed by ATG (French Ministry of Industry) it is suitable GEL 60 600-850°C FH10 on copper piping for combustible gas installations. To be used with our PAG 60, registration n° 750.
Certifi ed by ATG (French Ministry of Industry) for combustible GEL 400 500-800°C FH10 gas installations. To be used in combination with our BRAZARGENT 400, registration n° 1512.
High quality fl ux. Well suited for brazing steels and copper-based alloys,
AGFLUX X X 500-800°C FH10 as well as on piping for combustible gas installations.
Certifi ed with BRAZARGENT 400 and PAG 60, registration n° 1529 and n° 1530.
WHY TO USE A FLUX?
Nearly all metals exposed to the atmosphere get easily oxidized. The higher the temperature, the higher the oxidation !
Certain brazing welding alloys, such as PHOSBRAZ® are self-fl uxing at the brazing temperature, when used on pure copper. Phosphorus in the fi ller material reduces the copper oxide. In all other cases, the use of a fl ux is necessary.The fl ux is used to permit proper formation of the joint due to three main actions: protection of joint surfaces against oxidizing during heating, dissolution of metallic oxides and removal of residues generated during the process, wetting of the surfaces to be assembled to permit adequate migration of the fi ller metal in the joint.
For each operation, the fl ux must be selected, according to :• joint materials,• fi ller alloy selected,• temperatures, heating mode and duration.
This means no «universal» fl ux exists, for all applications. The REB® fl ux range makes it possible to meet most problems encountered.
REMARKS
All brazing fl uxes contain aggressive products. Therefore, we suggest the following:• Work place : remove all fl ux waste to
avoid further corrosion. Our fl uxes are soluble in hot water or slightly alkaline solutions.
• Personnel: avoid fume breathing, use safety glasses and glove protection, use enough ventilation.
Flux dosing depends on the property and the oxidation of pieces.
PACKAGING
• Units of 200 g.• Units of 400 g.• Units of 1000 g.
• Units of 5 liter• Units of 10 liter
6
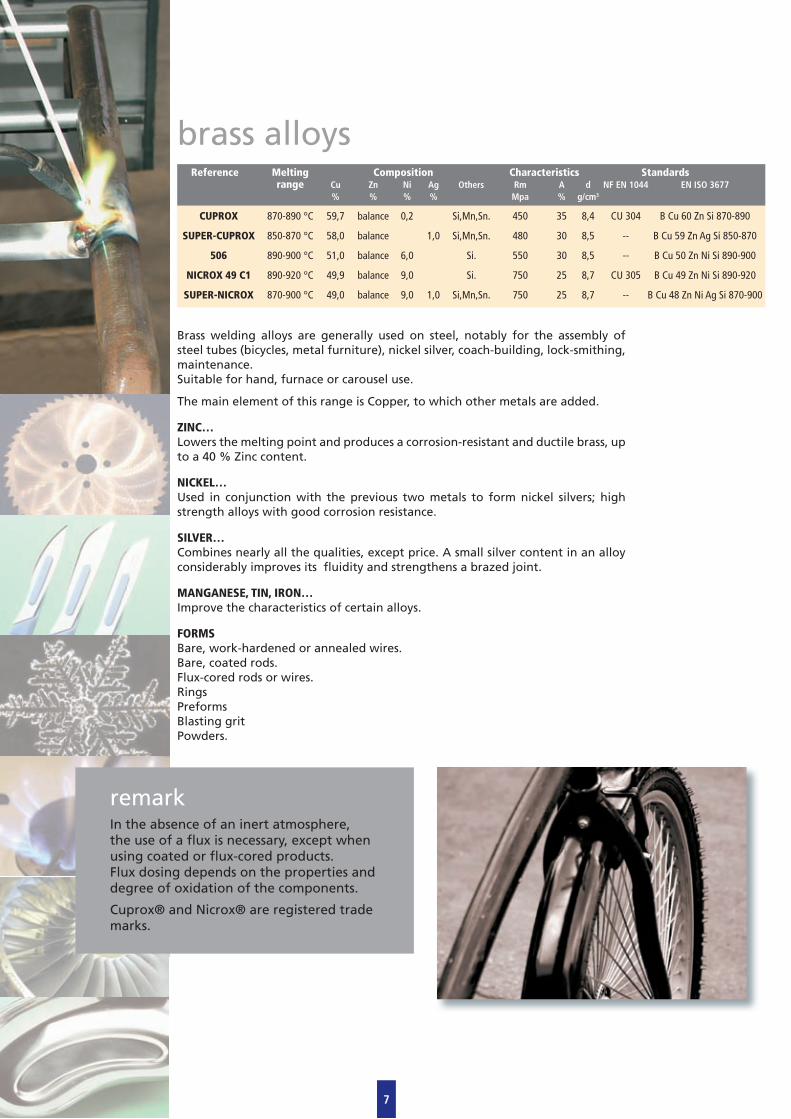
brass alloys
Brass welding alloys are generally used on steel, notably for the assembly of steel tubes (bicycles, metal furniture), nickel silver, coach-building, lock-smithing, maintenance.Suitable for hand, furnace or carousel use.
The main element of this range is Copper, to which other metals are added.
ZINC…Lowers the melting point and produces a corrosion-resistant and ductile brass, up to a 40 % Zinc content.
NICKEL…Used in conjunction with the previous two metals to form nickel silvers; high strength alloys with good corrosion resistance.
SILVER…Combines nearly all the qualities, except price. A small silver content in an alloy considerably improves its fl uidity and strengthens a brazed joint.
MANGANESE, TIN, IRON…Improve the characteristics of certain alloys.
FORMSBare, work-hardened or annealed wires.Bare, coated rods.Flux-cored rods or wires.RingsPreformsBlasting gritPowders.
Reference Melting Composition Characteristics Standards range Cu Zn Ni Ag Others Rm A d NF EN 1044 EN ISO 3677 % % % % Mpa % g/cm3
CUPROX 870-890 °C 59,7 balance 0,2 Si,Mn,Sn. 450 35 8,4 CU 304 B Cu 60 Zn Si 870-890
SUPER-CUPROX 850-870 °C 58,0 balance 1,0 Si,Mn,Sn. 480 30 8,5 -- B Cu 59 Zn Ag Si 850-870
506 890-900 °C 51,0 balance 6,0 Si. 550 30 8,5 -- B Cu 50 Zn Ni Si 890-900
NICROX 49 C1 890-920 °C 49,9 balance 9,0 Si. 750 25 8,7 CU 305 B Cu 49 Zn Ni Si 890-920
SUPER-NICROX 870-900 °C 49,0 balance 9,0 1,0 Si,Mn,Sn. 750 25 8,7 -- B Cu 48 Zn Ni Ag Si 870-900
remarkIn the absence of an inert atmosphere, the use of a fl ux is necessary, except when using coated or fl ux-cored products.Flux dosing depends on the properties and degree of oxidation of the components.
Cuprox® and Nicrox® are registered trade marks.
7

EUR
OSA
GA
33
(0)3
84
21 0
1 12
BP 1 - F 25220 ROCHE-LEZ-BEAUPRE - FRANCE
moving forward together in a
bicentennial industrial group
FSH WELDING GROUP Headquarter - France
Tel. +33 (0)3 81 60 51 70 - Fax +33 (0)3 81 55 67 07