© c.hicks, university of newcastle hicks/1 research overview christian hicks
Post on 20-Dec-2015
221 views
TRANSCRIPT
© C.Hicks, University of Newcastle
HICKS/1
Research Overview
Christian Hicks

© C.Hicks, University of Newcastle
HICKS/2
Main Research Areas
• Simulation / modelling of systems• Scheduling / planning and control• Manufacturing Layout• Supply chain management• IT implementation

© C.Hicks, University of Newcastle
HICKS/3
Other areas
• Company classification• Manufacturing strategy• Business Process Analysis• Benchmarking in the semiconductor industry• Web-based teaching

© C.Hicks, University of Newcastle
HICKS/4
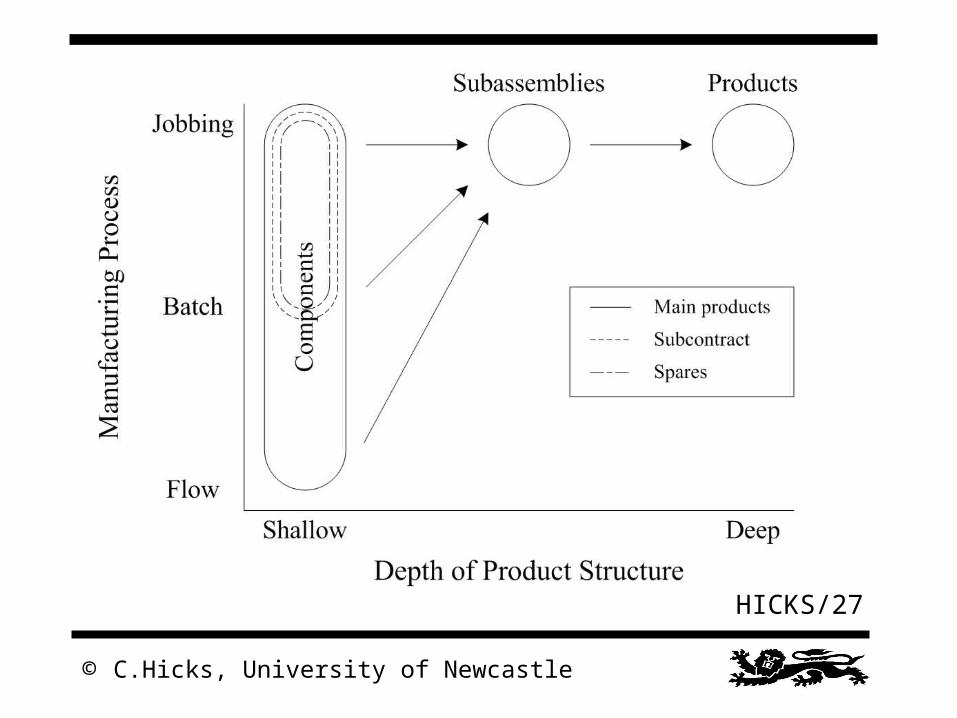
Capital Goods Companies: Generic Issues
• Products are highly customised and are produced on a make, or engineer to order basis.
• Lead time reduction and cost increasingly important.• International competition: effective and efficient use of
resources is very important.• Product offering broadened over recent years to include
service elements.• Complex and dynamic supply chains.• Production facilities include jobbing, batch, flow and
assembly systems as well as construction.



© C.Hicks, University of Newcastle
HICKS/7
Simulation of Systems

© C.Hicks, University of Newcastle
HICKS/8
Manufacturing Planing & Control System
Manufacturing Facility
Manufacturing System Simulation
Planned Schedule
Resource information
CAPM modules used
System parameters
Product information
Operational factors
System dynamics Logic
Measures of performance
Flow measurement Cluster Analysis Layout generation methods
Tools

© C.Hicks, University of Newcastle
HICKS/9
Key Features• Large scale model allows whole manufacturing facilities
to be represented.• Models facilities, products, processes, layout and
planning and control systems.• Many product families can be represented with shallow,
medium or deep product structure.• Hierarchical description of products and resources.• Allows variety of planning and control methods to meet
local requirements.• Integrated with scheduling and layout optimisation tools.• Comprehensive stochastic modelling.

© C.Hicks, University of Newcastle
HICKS/10
Schedule Optimisation

© C.Hicks, University of Newcastle
HICKS/11
check and reordercomponents
SolutionSpace
Chromosome
Chromosome
Chromosome
::
Parent 1
Parent 2+ ==>
Offspring 1
Offspring 2
Parent 3 ==> Offspring 3
Mutation Operation
Crossover Operation
Genetic OperationPopulation
Fitness Measure
Offspring 1
Offspring 2
Offspring 3
FitnessTesting
random
encode
decoding
selection
next generation
Repair Process
Start
Terminate?
Stop
noyes
Chromosome
RouletteWheel
chromosomeselection
check and reorderoperations
identify and avoiddeadlock
check capacityand adjust timing
randomly
combine
genes
Schedule optimisation using Genetic Algorithms

© C.Hicks, University of Newcastle
HICKS/12
Product
1st Operation
Assembly
Component
Initial Schedule

© C.Hicks, University of Newcastle
HICKS/13

© C.Hicks, University of Newcastle
HICKS/14
New schedule from GA

© C.Hicks, University of Newcastle
HICKS/15
Stochastic Planning Methods
• Risk management is an important issue in capital goods companies. Developed stochastic models of risk due to uncertainties in process times.
• Developed methods that either meet a service target or minimise the combination of earliness and tardiness costs.
• Investigated approaches for infinite capacity, finite capacity and dynamic scheduling cases.
• Planning methods investigated and validated through simulation modelling.

© C.Hicks, University of Newcastle
HICKS/16
Manufacturing Layout
• Clustering– Matrix-based methods– Similarity coefficient methods
• Optimisation– Genetic Algorithm– Simulated Annealing

© C.Hicks, University of Newcastle
HICKS/17
Genetic Algorithm Procedure
Start Encode GenesChromosome
Chromosome
Chromosome
Ran
dom
ly c
ombi
ne g
enes
Crossover Function
Parent 1
Parent 2
X
Offspring 1
Offspring 1
Parent 1 Offspring 1
Mutation Function
Genetic Operators
Ran
dom
ly s
elec
t chr
omos
omes
Check and eliiminateduplication
Produce layout usingplacemenrt algorithm with
constraint checking
Evaluate "fitness" in termsof total direct / rectilinear
distance travelled
RouletteWheel
Stop
Terminate ?
Display
Create population forgenerationYes
No

© C.Hicks, University of Newcastle
HICKS/18
Placement Algorithm

© C.Hicks, University of Newcastle
HICKS/19
Initial Layout

© C.Hicks, University of Newcastle
HICKS/20
Total Rectilinear Distance vs Generation
0
100000
200000
300000
400000
500000
600000
700000
800000
1 11 21 31 41 51 61 71 81 91 101
111
121
131
141
151
161
171
181
191
Generation
Tota
l Rec
tilin
ear
Dis
tan
ce (
m)
Minimum
Average
Population size 200Generations 200Crossover 90%Mutation 18%
Total rectilinear distance travelled vs. generation (brown field)

© C.Hicks, University of Newcastle
HICKS/21
Resultant Brown-field layout

© C.Hicks, University of Newcastle
HICKS/22
0
100000
200000
300000
400000
500000
600000
700000
800000
1 11 21 31 41 51 61 71 81 91 101
111
121
131
141
151
161
171
181
191
Generation
To
tal r
ecti
linea
r d
ista
nce
(m
)
Average
Minimum
Total rectilinear distance travelled vs. generation (green field)

© C.Hicks, University of Newcastle
HICKS/23
Supply Chain Management

© C.Hicks, University of Newcastle
HICKS/24
Supply Chain Management• Modelled business processes using SSADM• Company structures range from vertically integrated to project
integrators that outsource all manufacturing.• Important factors include: available capital, risk, potential
utilisation of plant, capabilities, flexibility.• Three stages of interaction with customers: marketing,
tendering and contract execution
• ‘Normal’ / ‘radical’ design
• Functional vs. technical specifications• Procurement decisions made by: customers, designers,
procurement departments

© C.Hicks, University of Newcastle
HICKS/25
Summary of contributions• Planning, control and layout problems in capital
goods companies. Outcome: first large-scale simulation model of manufacturing in capital goods companies
• Scheduling complex products in deterministic and stochastic environments.
Developed first optimisation techniques.
• Layout analysis and optimisation. Developed integrated tool.
• Supply chain management in capital goods companies.New models proposed and linked to strategic issues.

© C.Hicks, University of Newcastle
HICKS/26
Classification
© C.Hicks, University of Newcastle
HICKS/27

© C.Hicks, University of Newcastle
HICKS/28
Simulation

© C.Hicks, University of Newcastle
HICKS/29

© C.Hicks, University of Newcastle
HICKS/30

© C.Hicks, University of Newcastle
HICKS/31
Representation of ResourcesCompany
Factory(code 1000)
Department 1Code 1100
Department 3Code 1300
Department 2Code 1200
Cell1110
Machinecode 1111
1112
1120 1210 1220 1230
1211 1212
Figure 16 Representation of Resources

© C.Hicks, University of Newcastle
HICKS/32
234
621 679
452
213 321
2 99 17
Part codes
Representation of Products

© C.Hicks, University of Newcastle
HICKS/33
Stochastic Simulation
• Several random number generators: Knuth, Wichman & Hill, SunOs.
• Normal [polar form of Box-Muller (Marsaglia and Bray 1964); Beta (Press, et al. 1989, p188), Gamma (Press, et al. 1989, p228), Poisson (Press, et al. 1989, p230) as well as Log normal, Multi-modal, Exponential, and empirical (based on historical data).
• Full / fractional factorial designs• ANOVA / Regression analysis

© C.Hicks, University of Newcastle
HICKS/34
Scheduling

© C.Hicks, University of Newcastle
HICKS/35
Chromosome representation
P 110 1
P 11 0 3
P 120 1
P 120 2
P 110 2
Sub-chromosome 1
Sub-chromosome 2
Machine 1
Machine 2
P 120 2
P 110 2
P 110 1
P 11 0 3
P 120 1
Chromosome
P ...0 ...
P i0 j
Machine n
P i = Part or component number i
O j = Operation number j
Resource no. 1
Resource no. 2
P ...0 ...
Resource no. nSub-chromosome n
P i0 j

© C.Hicks, University of Newcastle
HICKS/36
Crossover OperationsInitial Description Reference BCGA
CX Cycling crossover Oliver et al., 1987 ER Edge recombination Whitley et al., 1989EERX Enhanced edge recombination crossover Starkweather et al., 1991 AEX Alternating edges crossover Greffensette et al., 1985MPX Maximal preservation crossover Mühlenbein et al., 1992 1PX One point crossover Murata and Ishibuchi, 1994 OX Order crossover Davis, 1985 PBX Position based crossover Syswerda, 1991 IPX Independent position crossover Murata and Ishibuchi, 1994PMX Partial matching crossover Goldberg and Lingle, 1985 LOX Linear order crossover Falkenauer and Bouffoix, 1991 SCX Sub-tour chunk crossover Greffensette et al., 19852PEX Two points end crossover Murata and Ishibuchi, 1994 2PCX Two points centre crossover Murata and Ishibuchi, 1994 2PECX Two points end / centre crossover Murata and Ishibuchi, 1994DX Diagonal (three parents) crossover Eiben et al., 1989

© C.Hicks, University of Newcastle
HICKS/37
Mutation Operations
Initial Description Reference BCGA2OAS Two operations adjacent swap Murata and Ishibuchi, 1994 3OAS Three operations adjacent swap Murata and Ishibuchi, 1994 2ORS Two operations random swap Murata and Ishibuchi, 1994 3ORS Three operations random swap Murata and Ishibuchi, 1994 IM Inverse mutation Goldberg, 1989 SOM Shift operation mutation Murata and Ishibuchi, 1994 CIM Centre Inverse mutation Tralle, 2000 E2ORS Enhanced two operations random swap Tralle, 2000

© C.Hicks, University of Newcastle
HICKS/38
Fitness function
Minimise : Pe(Ec+Ep) + Pt(Tp)
Where Ec = max (0, Dc - Fc)
Ep = max (0, Dp - Fp)
Tp = max (0, Fp - Dp)

© C.Hicks, University of Newcastle
HICKS/39
An Example of Production Plan
Operation 1
Operation 1
Operation 1Dc (part 2)
Dc (part 1)
Ec 2 Ec 3
Part 1(Component 1)
Operation 2
Operation 2
Part 2(Component 2)
Part 3(Assembly)
Ec 1
Inte
rnal
due
dat
e (pa
rt 3)
Exte
rnal
due
dat
e (pa
rt 3)
Ep 1
KeyDc = Component due dateEc = Earliness of componentDp = Product due dateEp = Earliness of product

© C.Hicks, University of Newcastle
HICKS/40
Layout

© C.Hicks, University of Newcastle
HICKS/41
Rank Order Clustering (King 1980)

© C.Hicks, University of Newcastle
HICKS/42
Case Study
• 52 Machine tools• 3408 complex components• 734 part types• Complex product structures• Total distance travelled
– Direct distance 232Km
– Rectilinear distance 642Km

© C.Hicks, University of Newcastle
HICKS/43
0
100000
200000
300000
400000
500000
600000
700000
800000
1 11 21 31 41 51 61 71 81 91 101
111
121
131
141
151
161
171
181
191
Generation
To
tal r
ecti
linea
r d
ista
nce
(m
)
Average
Minimum
Total rectilinear distance travelled vs. generation (green field)

© C.Hicks, University of Newcastle
HICKS/44
Resultant green field layout
Note that brown field constraints, such as wallshave been ignored.

© C.Hicks, University of Newcastle
HICKS/45
Supply Chain Management

© C.Hicks, University of Newcastle
HICKS/46
Collaborating Companies
• NEI Parsons• AMEC Offshore• NEI International Combustion• Clarke Chapman• Wellman Booth• Control Systems• Reyrolle (VA Tech)

© C.Hicks, University of Newcastle
HICKS/47
Supply Chain Management
• Identified the characteristics of the companies in terms of products, processes, markets, level of outsourcing etc.
• Investigated buyer/supplier relationships in terms of supplier base, strategic alliances, partnership and single sourcing agreements etc.
• 3 stages: marketing, tendering, contract execution• Physical / non-physical processes,• Differing levels of vertical integration• Procurement often reactive rather than strategic

© C.Hicks, University of Newcastle
HICKS/48
SCM (continued)• Majority of controllable cost committed at the design
stage.• Normal / Radical design• Established / ad-hoc business processes• Product offering broadening – shift from just
hardware to retrofit, service and operations.• There are high levels of uncertainty and sparse
knowledge, particularly at the tendering stage.• Tendering is often subject to severe time pressure
and resource constraints.

© C.Hicks, University of Newcastle
HICKS/49

© C.Hicks, University of Newcastle
HICKS/50
Company X - Context Diagram
Company X
ITT
Tender
ContractAwarded
aCustomer
aCustomer
ProgressReport
bSupplier
bSupplier
QuoteITT Order
© C.Hicks, University of Newcastle
HICKS/51
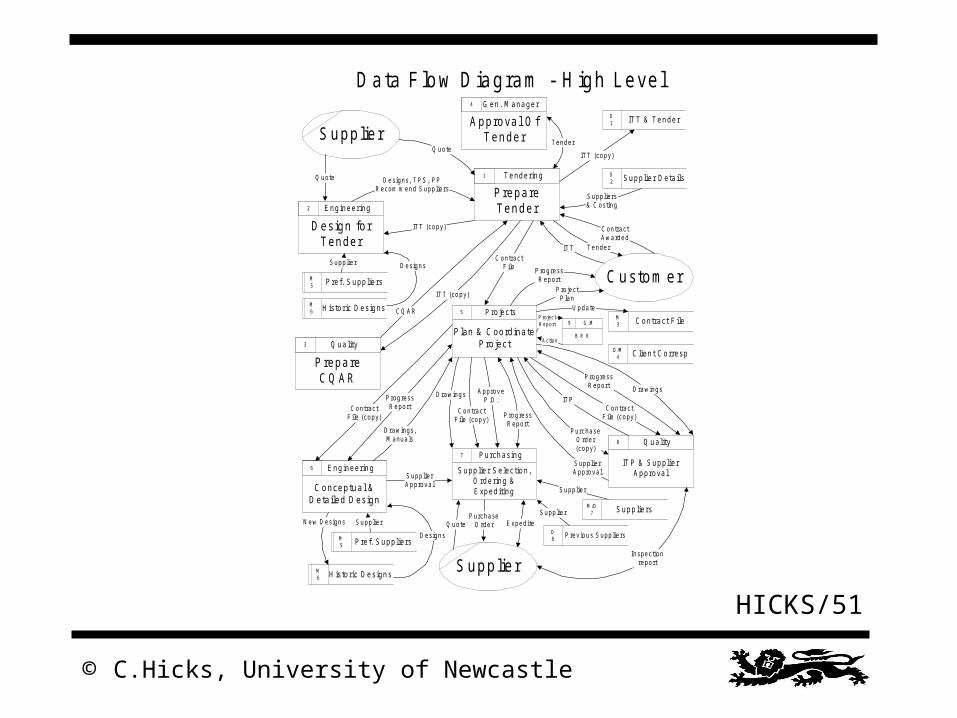
D ata F low D iagram - H igh Leve l
Tendering1
P repareTender
ITT
C ustom er
Tender
D1 ITT & Tender
ITT (copy)
Engineering2
D es ign fo rTende r
ITT (copy)
D2 Supplier Deta ils
Suppliers& Costing
Q uote
Q uality3
P repareC Q A R
ITT (copy)
CQ AR
Designs, TPS, PPRecom m end Suppliers
Projects5
Plan & CoordinateProject
ContractF ile
Engineering6
Conceptual &Detailed Design
ContractF ile (copy)
7 Purchasing
Supplier Selection,O rdering &Expediting
ContractF ile (copy)
ContractF ile (copy)
ProgressReport
ProjectPlan
ProgressReport
ProgressReport
ProgressReport
Drawings,M anuals
DrawingsDrawings
M3 Contract F ile
D/M4 Client Corresp
Approv eP.O .
8 Q uality
ITP & SupplierApproval
ITP
Update
S upplie r
S upp lie r
Q uote
SupplierApprov al
PurchaseO rder Expedite
Inspectionreport
SupplierApprov al
M5 Pref. Suppliers
Supplier
M6 Historic Designs
Designs
M5 Pref. Suppliers
M6 Historic Designs
Supplier
Designs
M/D7 Suppliers
Supplier
D8 Prev ious Suppliers
ContractAwarded
G en. M anager4
A pprova l O fTende r Tender
G.M
B R R
9ProjectReport
Action
Q uote
New DesignsSupplier
PurchaseO rder(copy)

© C.Hicks, University of Newcastle
HICKS/52
IT Implementation in Small Companies
• Selection and implementation of Accounting, planning and control systems and EDI in surgical shoe manufacturing company.
• Selection and implementation of a cost estimating system in a precision machining company.
• Selection and implementation of accounting and order processing systems in an electrical cable manufacturing company.

© C.Hicks, University of Newcastle
HICKS/53
Benchmarking in the semiconductor industry
• Benchmarking survey of four Siemens plants: WhiteOak (USA), ProMos (Taiwan), Siemec (Germany) and NTS (England).
• The design, construction, and operation of the plants are different leading to different consequences in terms of capital and operating costs, quality, etc.
• The research aims to establish the relationship between capital cost, construction lead-time and operating costs and performance.

© C.Hicks, University of Newcastle
HICKS/54
Postgraduate Students
• Dong Ping Song “Stochastic Models in Planning Complex Engineer-to-Order Products”
• Pupong Pongcharoen “Genetic Algorithms for Scheduling in the Capital Goods Industry”
• Tony Wells “Benchmarking in the Semiconductor Industry”
• Fouzi Hossen “Risk Management in Capital Goods Companies”
• Thanawat Muangman “Supply Chain Management in the Capital Goods Industry”

© C.Hicks, University of Newcastle
HICKS/55
Research Grants• “An investigation into the design change management process
and the relationship to resultant cost of change for capital equipment at BNFL”, £160,000, 2003, (CH/PMB/WO)
• “Harris & Sheldon TCS”, 2000-2, £81,408, discontinued, (RID/CH/PMB)
• “Haani Cables TCS”, 98-2000, £141,760, (CH/TMcG/MG/PMB)• “SCM at Wellman Booth”, 1997, £2,000, (CH/TMcG)• “Mectonics Instruments TCS”, 95-7, £65,000 (CH,CFE,WH)• “Innovation in Design”, 1996-9, £10,000 (JNF/CH)• JC Peacocks & Sons TCS, 91-5 £122,552 (GRJ/CH)
Total income: £490,000 Principle investigator: £368,000