why drying/ concentrate food materials?
TRANSCRIPT

DRYING/DEHYDRATION
Why drying/ concentrate food materials?
Preservation (reduce aw)
Obtain specific attributes (flavor, texture etc)
Reduce bulk and transport costs
Enable formulation of specific products
Basic methods of drying
Hot air - convection
Hotsurface - conduction
Radiation energy - MW or dielectric source
Freeze drying - moisture is frozen and sublimed under heat at vacuum
Some definitions
% Moisture content (wet basis): MCwb = Mw/(Ms+ MW) x 100
% Moisture content (dry basis): MCdb= Mw/Ms x 100
Exercises - Moisture content Calculations:
The wet basis moisture content of fresh apple is 85%. What is its dry basis moisture content? How much water must be removed (per kg of fresh apple) to reduce the moisture content to 15% (wet basis)? What is the new dry basis moisture content?

Drying efficiency
Drying efficiency is defined as: Amount of latent heat required to evaporate the water
from the product per unit energy input to achieve the drying (expressed as a percentage)
Drying using heated air
Heated ambient air directs into a product chamber:
Heated air discharges
Moisture evaporates moisture humid air to + Product from the product the atmosphere
The product chamber: cabinet, tunnel, belt or spray dryers
Heat source : Heat exchanger, gas, electricity or solar

Mechanism of drying
Hot air flow: heat is transferred to the food surface
Creates a region of low Pvon surface
High vapor Pv in the centre of the moist food
dPv/dx gradient provides MC driving force
Moist interior of food ( vapor pressure) Surface of food (vapor pressure) Establishes gradient
Water moves to the surface by following mechanisms

I. Capillary flow: Liquid movement by capillary
action
II. Liquid diffusion:Diffusion of liquids due to solutes
concentration gradient in the food
III. Surface diffusion: Adsorption of diffused liquid at
the surface of food
IV. Vapour diffusion:Diffusion of water vapor within
the air space of the food by dPv/dx gradient V. Thermal diffusion: Diffusion of thermal energy into the food
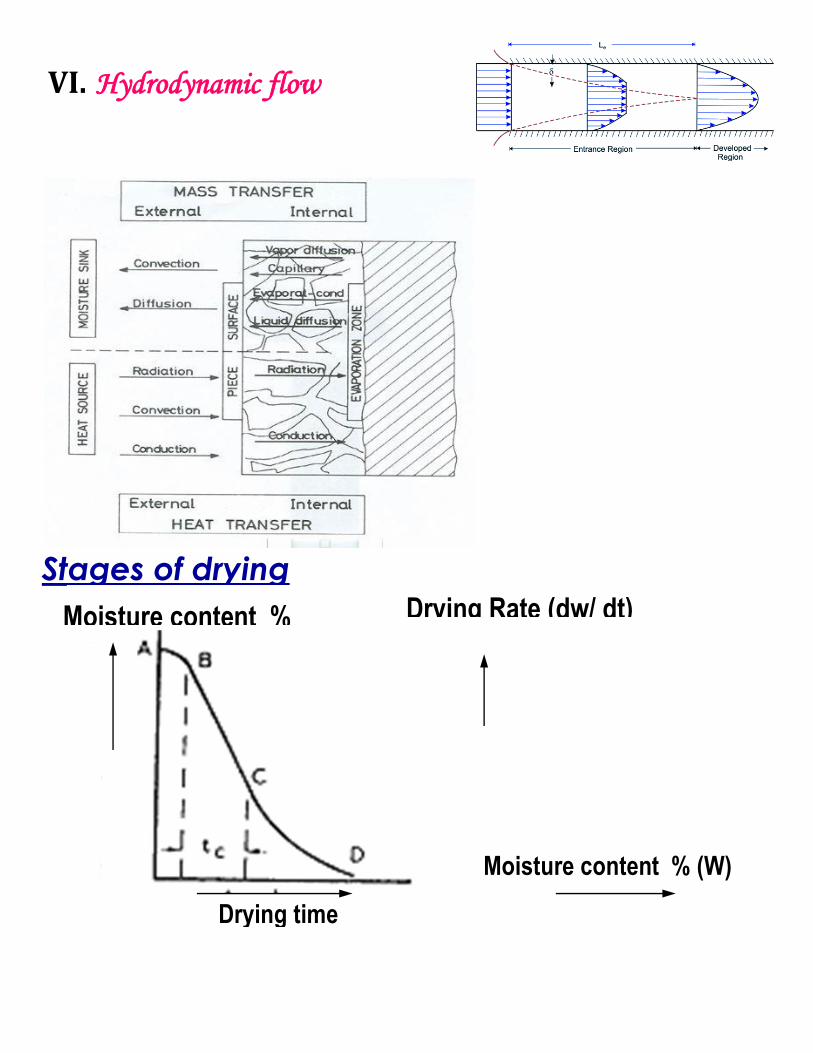
VI. Hydrodynamic flow
Stages of drying
Drying time (h)
Moisture content % (W)
Drying Rate (dw/ dt)
Moisture content % (W)

Initial stage (A-B)
Settling down period: System comes to equilibrium (surface heat up to the wet bulb)
Constant rate period (stage B-C)
The surface of the food remains saturated
Rate of water diffusion from inside = Rate of evaporation
H2O evaporates depends on the rate of heat transfer
Rate of heat transfer is controlled by
Temperature of the air Temperature of the food Velocity of the air
Surface area of the food Surface heat transfer
coefficients
Constant food temperature
Rate of heat transfer = Rate of mass transfer

Rate of drying during the constant rate period is increased by;
Increasing drying air temperature
Decreasing drying air humidity
Increasing drying air velocity
Falling rate period (stage C-D)
Rate of water diffuses < Rate of evaporation
from inside the food from the surface
Dry food Surface Rate of evaporation T of the food rises
Longest part of the drying cycle
Critical moisture content: moisture content at point C,
Transition from constant rate falling rate
Uncontrolled drying Controlled drying

EFFECT OF FOOD PROPERTIES
Food properties effect on the drying process: Food properties changed quality of the final product affect
Factors that influence food quality during drying
Physical Chemical Nutritional Microbial Rehydration Browning Vitamin loss Bacteria
Solubility Lipid oxidation Protein denaturation
Fungi
Texture Color change Yeast
Aroma Gelatinization
Constituent orientation
Foods are heterogeneous
* Water escapesrapidly from muscle fibers than fat The orientation of layers affect on drying rate
* O/W emulsion dries more quickly than W/O emulsion

Solute concentration
High Solutes in solution => high boiling point => concentrate foods dry slowly
Binding of water Free water easy
to remove Water in colloidal
gels difficult to remove
Starch, pectin, gums etc.
Cellular structure
Moisture evaporation depends on cellular structure
Blanched or cooked tissues become more permeable

Cell wall structure
Shrinkage
Cubes become smaller and concave surfaces
In rapidly dried product; Surface becomes dry and rigid
Inside spits, voids, and honeycomb Reduces the bulk density
Textural changes of apple cubes Fresh, Convection drying (CD) and vacuum microwave drying (HPP-VMFD)
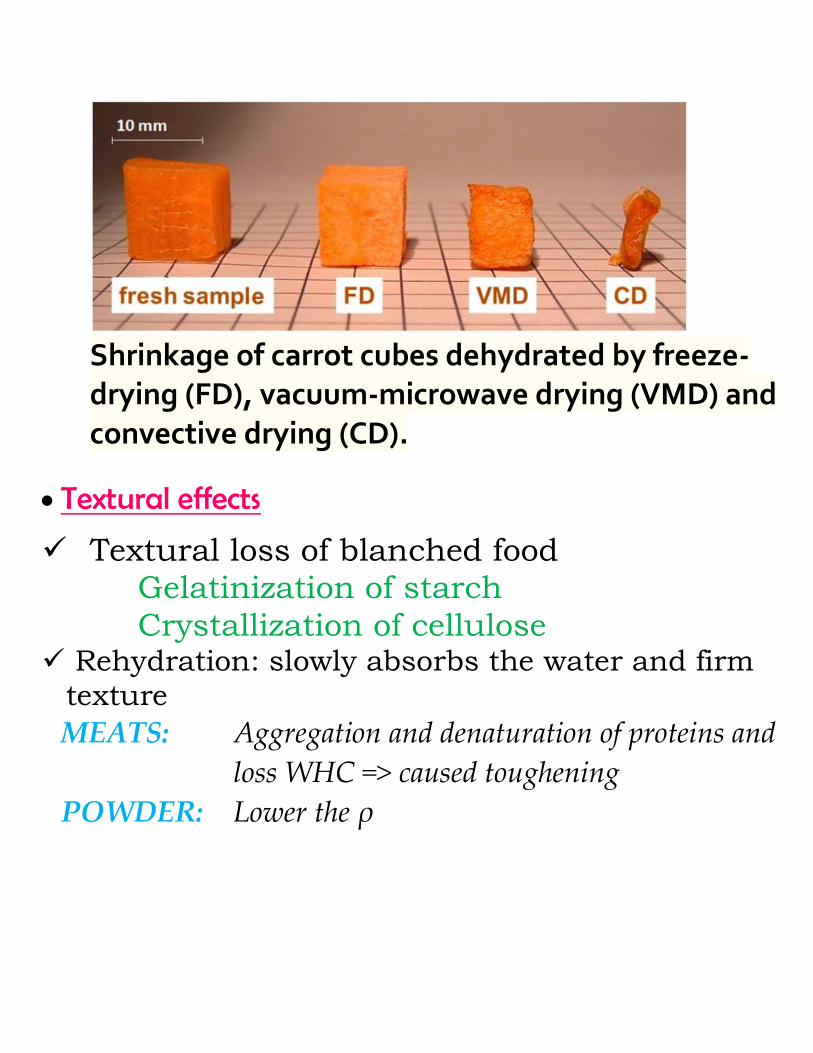
Shrinkage of carrot cubes dehydrated by freeze-drying (FD), vacuum-microwave drying (VMD) and convective drying (CD).
Textural effects
Textural loss of blanched food Gelatinization of starch
Crystallization of cellulose Rehydration: slowly absorbs the water and firm
texture
MEATS: Aggregation and denaturation of proteins and
loss WHC => caused toughening
POWDER: Lower the ρ

Structure of beetroot samples dehydrated by freeze-drying (FD), vacuum-microwave drying (VMD) and convective drying (CD).
Case hardening H2O
Drying H2O+solids Solid
Migration H2O + solid Dry food
Water moves to the surface with dissolved solids
On Surface glassy layer “Case hardening”
Case hardening + shrinkage effectsblock pores
low drying
Concentration gradient => interior or surface
Solute migrated to the surface
OR
Solute migrated to the center
Thermo-plasticity
Food make softer by heating – thermoplastic food
i.e.: high in sugar no structure => fruit juices Heat Heat cooling
Sugars soften melt to a sticky crystalline/amorphous glass form
(Brittle and easily removable)
Porosity
Higher porosity food: easier to dry
Porous structures: limited heat transfer due to insulating
Porosity enhances: solubility and increases volume
Disadvantages: increased bulk density and faster degradation
Porosity enhancing: increase PV within the product Whipping or foaming a liquid product

Different porosity and food structure
Color
Changes surface reflectivity =>surface color change
Carotenoid and chlorophyll loss due to oxidation Oxidation and residual enzyme activity: browning
Flavor and aroma
Volatiles loss with drying: Temperature, solids concentration, volatiles Pv and solubility of volatiles
Concentration effects: Increase flavor characteristics dried products >fresh product
Oxidation of lipids in dried milk: rancid flavor Oxidation of unsaturated FAs in fruits & vegetables
produce H2O2 : form off flavor

Oxygen scavengers or inert atmospheres: Other methods to retain flavors:
Recovery and return of volatiles Mixed with flavor fixing compound Addition of enzymes or activation of naturally enzymes
Nutritive value
Solubility of vitamins varies with drying Riboflavin precipitates@ high moisture contents Ascorbic acid remain soluble @ low moisture Losses of the more heat sensitive vitamins Vit C and thiamine
Proteins are generally not affected “but” milk proteins denatured during drum drying Lysine loss in milk powder
Rehydration
Rehydration is not the reverse => Texture change Solute migration Volatile loss
Heat reduces: degree of hydration of starch
Elasticity of cell walls Coagulates proteins to reduce WHC

DEHYDRATION OF FRUITS
Fruit drying:sun drying, Kiln drying and tunnel drying etc.
Fruit powder: Added corn syrups and vacuum or spray drying Eg:
Mango, Jackfruit etc.
Sortedwashpeel trimmed Chemical pretreatment Sulfuring (KMS)
Drying Blanching Acidification (citric acid) Salting (NaCl) etc.
Osmotic dehydration (salt or sugar) Grapes
Lye peeling sulfuring sun-drying Lye peeling tomato, peach, strawberry, potato etc.
1. 75oC-105 oC hot lye solution 2. Conc. 8-15% NaOH/KOH solution (or may use
40% alkaline solution) 3. 2-5 min. 4. Washing in scrubber

Fruit Puree
Pulping pretreatments blanching drum drying
Vegetables Same as fruits
i. Shredded - cabbage Sliced or diced – carrot, beet or potato etc.
ii. Blanched @ hot water 90 oC, steam, MW or IR
1-3 min.: leafy vegetable
2-8 min.: peas, sweet corn, beans
3-6 min.: Potato carrot
iii. Drying temperature:
48-60 oC vegetable fruits
70 oC Corn, beans

iv. Final MC.: 3-4% leafy vegetable, black tea
6-10% fruits and vegetables v. Potato: Added CaCl2 to blanching water
Reduce heat damage Non-enzymatic browning
Dehydration of fish
Larger fish – clean, split and salted Hot or cold smoke – artificial drying or sun drying
Dehydration of milk
Whole milk or non-fat skim milk Drum drying or spray drying Low heat spray dried milk – better flavor
color
Dehydration Eggs
Whole egg powder
Egg yolk powder
Egg white powder

Lowering glucose by enzyme or fermentation
Egg white spray dried, cabinet dried or
tunnel dried Whole eggs spray dried
Properties of dried egg powder 1. High solubility 2. Mild order 3. Low MOs 4. Uniform and proper heating 5. High form stability

FOOD CONCENTRATION
Products Concentrate > 65% TSS
Added sugars
Added acids
Mild heat treatments
For Fruit jellies and fruit preserves
Sweeten condensed milk
HIGH SOLID-HIGH ACID FOODS
Jelly, Jam, fruit preserves (i.e.: chutney), marmalade and fruit butter

No MOs
Hermetic sealing
But some yeast and mold can growth
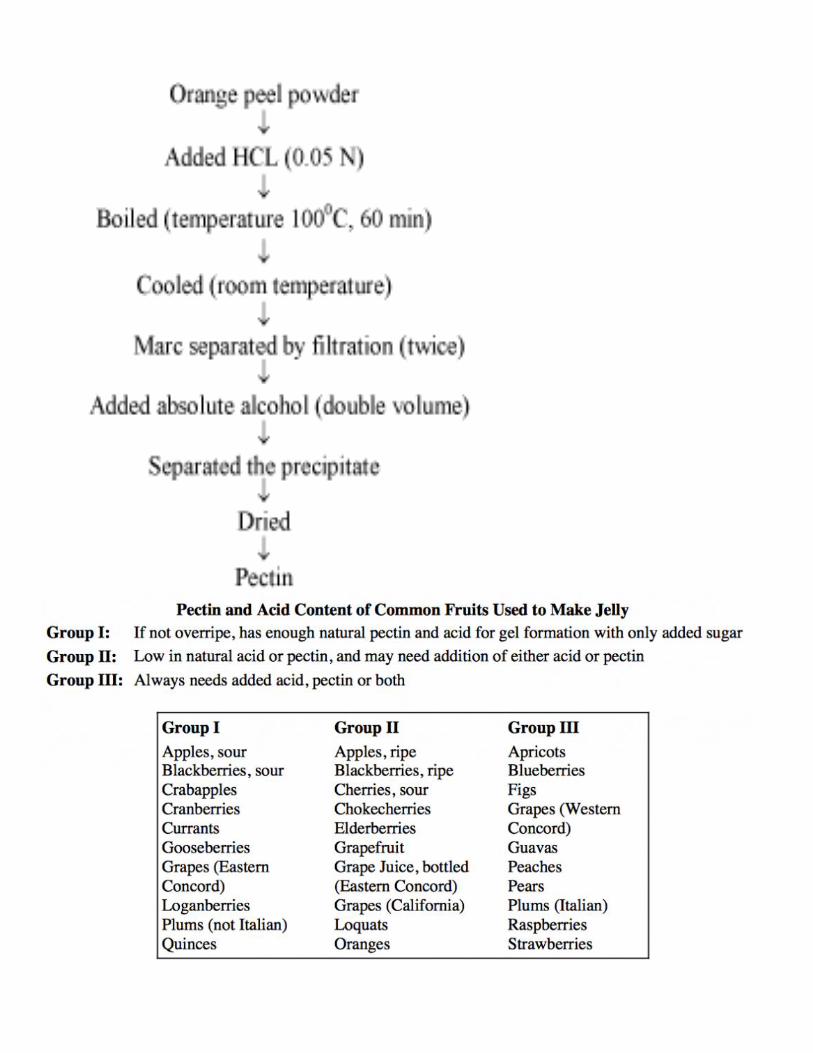
Jelly
Semisolid food: sugar and fruit juice
TSS 65% + Flavor, color, pectin and acid
Fruit gel: pectin, acid, sugar and water
Filtered fruit juice, no fruit pieces or
insoluble solids
Consistence is high – high jell strength
On real strawberry jam

Jam
Product containing both soluble and
insoluble fruit
Large pieces of fruit Fruit pulp + sugar => 45% of fruit + 55% of sugar
(45 kg : 55 kg)
Less consistency –low jell strength
Marmalade
From Citrus fruit – jelly like high viscous liquid product
Citrus juice + citrus peel + sugar High pectin 30% in citrus peel
Concentrate to achieve gel structure

Fruit butter
Smooth, semisolid fruit mixture with no fruit pieces or peel
With spices Similar to the Jam and Jelly Made from pureed fruit Thicker than jam and jelly Low added sugar and no pectin Can be enhanced by adding spices Shorter shelf-life about 6 months

Pectins Pectins are in the peels and cores Boiling releases the pectin from the fruit Long pectin chains forms intermolecular
interactions
This network forms at the ‘setting point’ of jam => approximately @ 104 ˚C During cooling gel network ‘traps’ the water
=> jam setting
High pectins: apples, peel of citrus fruits
graphs
Low pectin: strawberries
For low or higher pectin in fruits -
commercial pectin must be added Pectin is classified according to the degree
of methoxylation (DM)

DM => percentage of esterified galacturonic acid units
DM effect on the properties of pectin =>
solubility and the gel forming characteristics
DM = 50% methoxylation

HM Pectin High methoxyl (HM) pectin > 50% DM
Forming gels in aqueous systems High TSS
Low pH values
LM Pectins Modification of the extraction
process, or continued acid treatment
LM< 50% methoxyl groups DM
Gels in the presence of bivalent Ca++
Low solids content
Wide pH range
Parameters HM pectin LM pectin
DM > 50% < 50%
TSS (%) ≥ 65% 10 - 70%
pH 2.0 - 3.8 2.6 - 7.0
Bivalent ions, Ca++ (mg/g)
>15
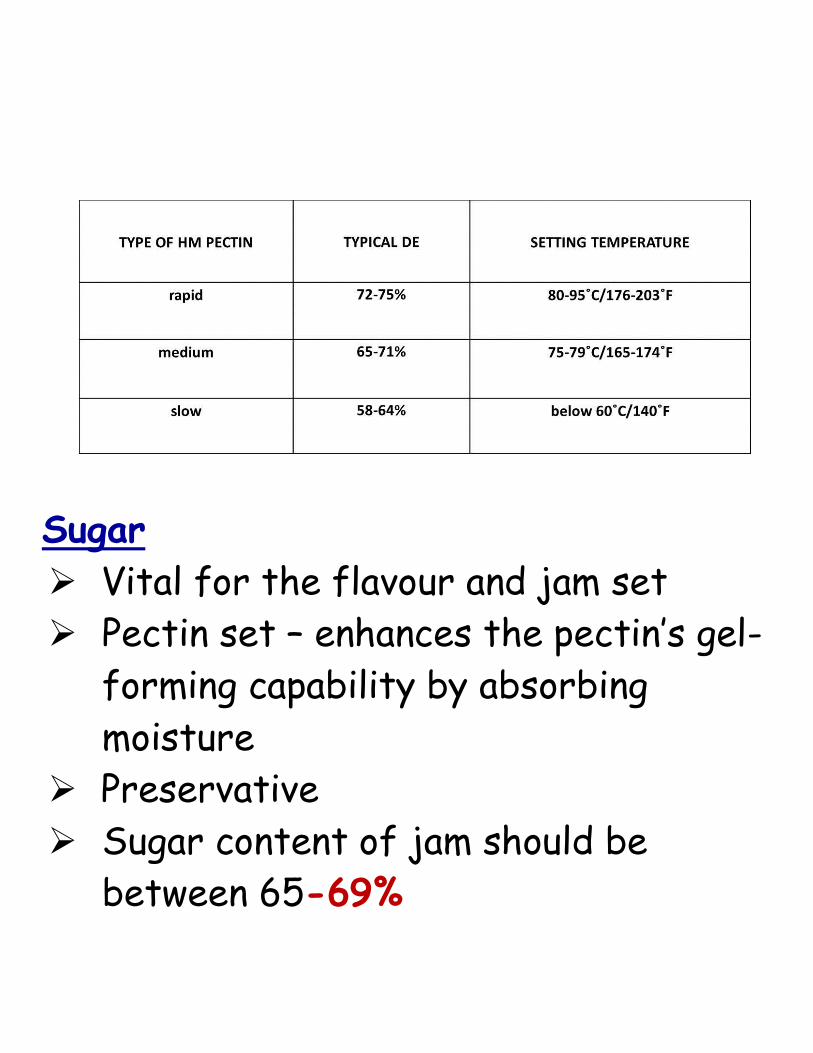
Sugar
Vital for the flavour and jam set
Pectin set – enhances the pectin’s gel-
forming capability by absorbing
moisture
Preservative
Sugar content of jam should be
between 65-69%

Finished products should contain non-
crystallizing sugar ie.: glucose or
fructose
Prevent sucrose crystals
Inverts some of the sugar to help
prevent from crystallization during
storage Sucrose + Acid heat Glucose + Fructose
Acids
COOH in the pectin ionized=> negative
charges COO- repulse the ionized
molecules
Avoid ionization @ pH = 2.8-3.3 => COOH
Fruits acids – citric acid, malic acid
and tartaric acid
Lower the pH naturally by lemon juice

Ionization
Inverts some of the sugar to help prevent crystallization during storage.

0.5% 1% 1.5% Optimum
64% 67% 71% (Depend on type of pectin) Weak jelly Crystals
Optimum
pH
Hard jelly Optimum No jelly
Pectin Pectin-H2O
Network
JELLY STRENGTH
Continuity of Structure Rigidity of Structure
Concentration of Pectin Acidity
Conc. of Sugar
2.7 2.8 2.9 3.0 3.1 3.2 3.3 3.4 3.5 3.6
Methyl group


Tropical Fruit (i.e: Sapodilla)
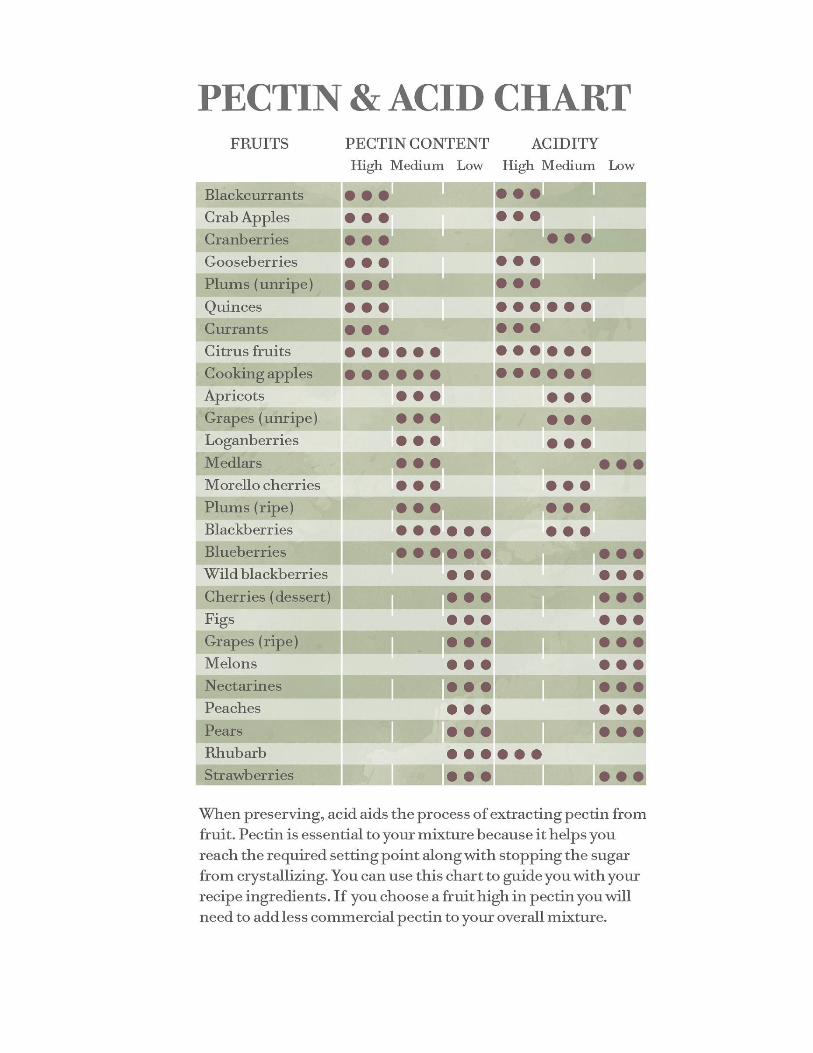

Pears, Apple, Guava, citrus fruits
contain large amount of pectin
Cherry, grapes, strawberries contain
small amount of pectin
Typical levels of pectin in plants
Fruits Pectin (fresh wt%) Apples 1–1.5% Apricots 1% Cherries 0.4% Oranges 0.5–3.5% Carrots 1.4% Citrus peels 30%

Sugar content (TSS%) and pH of fruits
COMPOSITION
TSS 66-69%
Moisture 31-34%
Titratable acidity 0.3-1.1%
Crude pectin 0.5-1.5%
Ash 0.1-0.5%

Tamarind physico-chemical properties

Food Colloidal System

Functions of Emulsifiers Application Examples
Surface Active Ability
Emulsification W/O Margarine, Butter, Butter Cream O/W Ice cream, Cream, Milk Drink
Dispersion Chocolate, Cocoa, Peanut Butter
Foaming Cake, Desserts
Anti-foaming/ Defoaming
Tofu, Fermentation Industry, Jam
Wetting Powdered Foods, Chewing Gum
Solubilization Flavors Cleaning Cleaning Agent for Food Industry
Starch Complex Forming Ability
Protection of Starch Granule
Instant Mashed Potato
Anti staling Bread, Cakes
Prevention of Sticking
Pasta, Noodles, Rice
Prevention of Gelatinization
Flour Paste, Desserts
Modifying Ability for Oils and Fats
Crystal Modification Margarine, Shortening, Chocolate Creaming Ability Margarine, Shortening
Water-Holding Ability Margarine, Shortening
Others Coating Agent, Lubricant Agent Protein Modifying Ability
Gluten Modification Dough Conditioner
Others Tofu, Frozen Surimi
Others Antibacterial and Anti-Fungal
Plasticizing Anti-Oxidation

HEATED AIR DRYING EQUIPMENT
Convection heating method of drying
Bin or silo dryer Cabinet, tray, or compartment dryer Tunnel dryer Belt or conveyor dryer Fluidized bed dryer Pneumatic dryer Rotary dryer Spray dryer
Conduction heating methods of drying
Drum (or roller) dryer Vacuum drying
Radiation heating
method
Microwave IR Other dielectric
source

Freeze drying (lyophilisation)
Absolute pressure < 4.58 torr (610.5 Pa), ice sublimes directly to vapor
Foods often dried in two stages A. sublimation to approximately 15% MC (wb) B. desorption to around 2% MC
Psychrometrics
Study of interaction of temperature and the humidity of air
Capacity of air to remove moisture from a food depends on: The temperature of the air Water vapor already removed Temp + RH = evaporation rate
Moisture content (Absolute RH) Mass of water per mass of food
% RH Partial pressure of water vapor in the air to that of saturated water vapor at the same temperature
Equilibrium moisture content Moisture of food in equilibrium with drying air
Dry bulb temperature Temperature of air read by a thermometer
Wet bulb temperature Temperature read by a thermometer which has its bulb surrounded by a wet cloth
Dew point Point of saturation (100% RH)
The difference between the wb and db temperature is
used to find the RH of air on a psychrometric chart
Hygroscopic Partial pressure of water vapor varies with moisture content
Non-hygroscopic Constant water vapor pressure at different moisture contents
