welding stick, tig, mig & plasma - cdn.ymaws.com · api api 1104, welding of pipelines ... cust...
TRANSCRIPT

WeldingStick, Tig, Mig & Plasma
William Taylor, City of Charlotte, NC
NC AWWA-WEA
2016 Spring Conference

• Review safety.• Explain what welding is and how it differs
from other methods of joining materials.• Identify the common welding processes
used in maintenance and their uses.• Identify common weld types and symbols.
Objectives

Safety
• Due to the risk of high heat and electricity, welding requires the use of specialized PPE.
• Proper clothing to resist heat and sparks.
• Proper eye and face protection for the process being used.
• Leather gloves and boots with high cuffs.

• Welding is any joining process that fuses materials by heating them to their melting point. It can include a filler material that is added to reinforce the weld joint.
• Brazing is a process that involves heating the filler to temperatures in excess of 840 deg. F but less than the melting point of the base material.
• Soldering is less than 840 deg. F and less than the melting point of the base material.
What is Welding ?

• Welders do not normally require detailed written procedures, although, there are some applications that demand the attention of an engineer or supervisor.– These applications will most likely require written
procedure specifications “WPS” for critical welding, support structure, walkways, tanks, etc…
• Keep in mind of what you’re welding, if you are repairing a piece of equipment, what is in it, or was in it.– Some welding may fall under local, state or federal code
requirements which do not permit welding to be done by in-house maintenance welders (unless they’ve been certified).
Welding

AMERICAN WELDING SOCIETY (AWS)
• Founded 1919• The Certified Welder (CW) program tests welders to
procedures used in the structural steel, petroleum pipelines, sheet metal, and chemical refinery welding industries.
• There is a provision to test to a company-supplied or non-code welding specification.
• Tests for Certified Welder (CW) are performed at AWSAccredited Testing Facilities located throughout the world.

• Certification is accomplished through testing and evaluation of corresponding procedures.
• Welders are required to take a qualification test at an AWS Accredited Testing Facility.
• Welders must mail their qualification test record to AWSwith a completed AWS Welder Application in order to have an AWS certification issued.
• Most AWS certifications are typically renewed after a period of (3) three years, and are required to satisfy re-certification requirements every nine years.– AWS Welders are required to submit a Maintenance of Welder
Certification Form to renew their certifications every six months.
AMERICAN WELDING SOCIETY (AWS)

AWS – CERTIFIED WELDER CARD INTERPRETATIONS
Supplement Code Process Gas (optional) Filler Metal Base Metal Position(s)
Thickness, Backing - or -
Thickness, Pipe OD & Backing
G D1.1 GTAW Ar 100% ER70S-2 A106B 4G L: 1/8-3/4”: 4” OD: WB
AWS SUPPLEMENTS
FCAW CO2 E71T-1 4G L: 1/8-3/4”: 4”OD: WB
FILLER METAL (AWS CLASSIFICATION NUMBER) C Sheet Metal Welding (AWS D9.1) F Chemical Plant and Petroleum Piping (ASME B31.3 and Sec. IX) G Generic Supplement (Company-furnished WPS and acceptance criteria) B2.1 SWPS
CODES: (For Supplement G only, reference appropriate acceptance criteria .) B2.1 AWS B2.1, Standard for Welding Procedure and Performance Qualification D1.1 AWS D1.1, Structural Welding Code - Steel D1.2 AWS D1. 2, Structural Welding Code - Aluminum D9.1 AWS D9.1, Sheet Metal Welding Code ASME IX ASME Section IX, Qualification Standard for Welding and Brazing Procedures, Welders,
Brazers, and Welding and Brazing Operators D15.1 AWS D15.1, Railroad Welding Specification - Cars and Locomotives API API 1104, Welding of Pipelines and Related Facilities CUST Other customer may be used as indicated on the employer supplied WPS
*Other standards/codes may be used as indicated on the employer supplied – WPS
PROCESSES: SMAW Shielded Metal Arc Welding (SMAW) GMAW Gas Metal Arc Welding (GMAW) GMAW-S Gas Metal Arc Welding - Short Circuit FCAW Flux Cored Arc Welding (FCAW) GTAW Gas Tungsten Arc Welding (GTAW) SAW Submerged Arc Welding (SAW) BZ Brazing
GAS: AR Argon HE Helium Ar/CO2 Argon/Carbon Dioxide CO2 Carbon Dioxide Other - specify
ER309-L E7018-A1L ER70S-2 BASE METAL AXXX ASTM Designations (i.e., A36) M Material Numbers from B2 SAXXX (SA106, SA105, SA304L, etc.) PX (P1, P8, P44, etc.) POSITION 1G Groove Weld, Flat 2G Groove Weld, Horizontal 3G Groove Weld, Vertical 4G Groove Weld, Overhead 5G Groove Weld, (Pipe) Vertical 6G Groove Weld, (Pipe) 45° Vertical 6GR Groove Weld, (Pipe) 45 with Restriction Ring 1F Fillet Weld, Flat 2F Fillet Weld, Horizontal 3F Fillet Weld, Vertical 4F Fillet Weld, Overhead V Vertical Progression Up D Vertical Progression Down A All THICKNESS U Unlimited (ex. 1/8” to Unlimited) L Limited (ex. 1/8-3/4”) xx-xx Range in sheet gauges (ex. 11 - 18) x/x Thickness in fractions of an inch (ex. 3/8”) SCH Schedule listing for pipe thickness (ex. Sch 40) WB With backing WOB Without backing OD Outside Diameter (pipe)

• Oxy-fuel Welding = (OFW)• Shielded metal arc Welding = (SMAW)• Gas metal arc welding = (GMAW)• Gas tungsten arc welding = (GTAW)• Plasma Arc Welding = (PAW)
Common Welding Processes

Oxy-fuel Welding

• Oxy-fuel welding, (OFW) or Oxyacetylene welding, (OAW) is often referred to as gas welding.
• Uses heat from the combustion of a mixture of oxygen and a fuel gas.
• Commonly used fuels include Acetylene, MAPP, Natural gas, and Propane.
• Mostly used for maintenance work because it does not require electricity.
Oxy-fuel Welding

• Perhaps the oldest of the modern welding processes.
• Utilizes some of the same equipment on hand in most maintenance shops for cutting and heating metal.
• Commonly used as far back as the late 1800’s.
• Creates a strong uniform weld.• Works well with thin material and small
diameter pipe.
Oxy-fuel Welding

Oxy-fuel Welding• The flame from a
welding torch is used to heat the base metal to its melting point.
• The filler material is introduced to the molten area creating the weld puddle.
• A molten puddle is established, maintained and moved along the weld joint.

Shielded Metal Arc Welding

Shielded Metal Arc Welding

Shielded Metal Arc Welding

Shielded Metal Arc Welding

Shielded Metal Arc Welding
• Shielded metal arc welding (SMAW) more commonly referred to as “Stick” or “Arc” welding.
• Uses a filler metal electrode or “Stick” made of a metal core wire with a covering that provides shielding for the molten puddle and stabilizes the arc.
• Uses an electrical arc with relatively high current (55 to 200 amp) and low voltage (18 to 35 volt) to melt the base metal and filler material (Electrode).
• The most popular use is for welding mild carbon steels and low-alloy steel.

Shielded Metal Arc Welding• An arc is struck between
the base metal and the electrode.
• The arc melts the edges of the base metal and the electrode which is transferred across the arc creating the molten puddle.
• A molten puddle is established, maintained, and moved along the weld joint.

ELECTRODE IDENTIFICATION
• Arc welding electrodes are identified using the AWS, (American Welding Society) numbering system and are made in sizes from 1/16 to 5/16. An example would be a welding rod identified as a 1/8" E6011 electrode.– The electrode is 1/8" in diameter– The "E" stands for arc welding electrode.
• Next will be either a 4 or 5 digit number stamped on the electrode. The first two numbers of a 4 digit number and the first 3 digits of a 5 digit number indicate the minimum tensile strength (in thousands of pounds per square inch) of the weld that the rod will produce, stress relieved.– E60xx would have a tensile strength of 60,000 psi E110XX would be 110,000 psi– The next to last digit indicates the position the electrode can be used in. – 1. EXX1X is for use in all positions – 2. EXX2X is for use in flat and horizontal positions – 3. EXX3X is for flat welding

ELECTRODE SIZE AND AMPS BASIC GUIDE
This serves as a basic guide of the amp range that can be used for different size electrodes. Note that these ratings can be different between various electrode manufactures for the same size rod. Also the type coating on the electrode could affect the amperage range. When possible, check the manufactures info of the electrode you will be using for their recommended amperage settings.
Electrode Table
ELECTRODE DIAMETER
(THICKNESS)
AMP RANGE PLATE
1/16" 20 - 40 UP TO 3/16"
3/32" 40 - 125 UP TO 1/4"
1/8 75 - 185 OVER 1/8"
5/32" 105 - 250 OVER 1/4"
3/16" 140 - 305 OVER 3/8"
1/4" 210 - 430 OVER 3/8"
5/16" 275 - 450 OVER 1/2"

ELECTRODES AND CURRENTS USED
The last two digits together indicate the type of coating on the electrode and the welding current the electrode can be used with. Such as DC straight (DC -), DC reverse (DC+) or AC.It won't describe the type of coatings of the various electrodes, but will give examples of the type current each will work with.
• EXX10 DC+ (DC reverse or DCRP) electrode positive.
• EXX11 AC or DC- (DC straight or DCSP) electrode negative.
• EXX12 AC or DC-• EXX13 AC, DC- or DC+ • EXX14 AC, DC- or DC+ • EXX15 DC+ • EXX16 AC or DC+ • EXX18 AC, DC- or DC+ • EXX20 AC ,DC- or DC+ • EXX24 AC, DC- or DC+ • EXX27 AC, DC- or DC+ • EXX28 AC or DC+

SOME ELECTRODE TYPES
• E6010 – This electrode is used for all position welding using DCRP. It produces a deep penetrating weld and works well on dirty, rusted, or painted metals
• E6011 – This electrode has the same characteristics of the E6010, but can be used with AC and DC currents.
• E6013 – This electrode can be used with AC and DC currents. It produces a medium penetrating weld with a superior weld bead appearance.
• E7018 – This electrode is known as a low hydrogen electrode and can be used with AC or DC. The coating on the electrode has a low moisture content that reduces the introduction of hydrogen into the weld. The electrode can produce welds of x-ray quality with medium penetration. (Note, this electrode must be kept dry. If it gets wet, it must be dried in a rod oven before use.

BASIC INFORMATION TO HELP NEW SHOP WELDER
• Prefix R: Indicates a welding rod • Prefix E: Indicates a welding electrode • Prefix RB: Indicates use as either a welding rod or for brazing filler
metal • Prefix ER: Indicates either an electrode or welding rodThe system for identifying bare carbon steel electrodes and rods for gas shielded arc welding is as follows: • ER: Prefix indicates an electrode or welding rod • 70: Indicates the required minimum as-welded tensile strength in
thousands of pounds per square inch (psi) • S: Indicates solid electrode or rod • C: Indicates composite metal cored or stranded electrode or rod • 1: Suffix number indicates a particular analysis and usability factor

BASIC INFORMATION TO HELP NEW SHOP WELDER
The system for identifying solid bare carbon steel for submerged arc is as follows: • The prefix letter E is used to indicate an electrode • This is followed by a letter, which indicates the level of
manganese, i.e., L for low, M for medium, and H for high manganese.
• This is followed by a number, which is the average amount of carbon in points or hundredths of a percent. The composition of some of these wires is almost identical with some of the wires in the gas metal arc welding specification.

Gas Metal Arc Welding

Gas Metal Arc Welding

Gas Metal Arc Welding
• Gas Metal Arc Welding (GMAW) often referred to as “MIG Welding” (Metal Inert-gas Welding) or Wire welding.
• Uses a separate shielding gas and a wire electrode.• The wire electrode is fed continuously from a roll as it
is consumed in the weld by an electric wire feeder.• The molten puddle is shielded by the inert gas during
the welding process.• Requires a clean base metal but less cleaning after the
weld.

Gas Metal Arc Welding
• Developed in the early 1950’s and became popular in the 1970’s.
• Early on it was used exclusively for welding non-ferrous metals, Primarily aluminum.
• When welding aluminum the primary inert gas used is pure argon, and a blend of argon and carbon dioxide or other inert gas for mild, low-alloy, and stainless.
• Best suited for indoor use but can be used outside with the use of flux core wire electrode.

Gas Metal Arc Welding
• The consumable wire electrode is fed through the contact tube it creates an arc with the base metal
• The resulting molten puddle is shielded by the inert gas.
• A molten puddle is established, maintained, and moved along the weld seam.

Gas Tungsten Arc Welding

Gas Tungsten Arc Welding

Gas Tungsten Arc Welding
• Gas tungsten arc welding (GTAW) also called “TIG” or tungsten inert-gas welding.
• Uses a non-consumable electrode of Tungsten alloy to create an arc with the base metal.
• Filler material, if used, is fed into the puddle by hand.
• Invented by the aircraft industry and used extensively during the 1940’s for hard to weld metals like aluminum, magnesium, and stainless steel.

Gas Tungsten Arc Welding
• TIG welding requires very clean well prepared base metal, however it produces extremely high quality welds that need little if any cleaning.
• Argon is the usual shielding gas, although helium or argon and helium mixtures are sometimes used.
• Used extensively in the treatment industry for stainless steel piping.

Gas Tungsten Arc Welding
• The arc is struck between the tungsten electrode and the base metal.
• A molten puddle is formed at the weld seem.
• If used a filler is added to fill or strengthen the joint.
• The puddle is moved along the weld seam.

Plasma Arc Welding (PAW)
• Very Similar to GTAW, the electric arc is formed between the electrode (Usually Tungsten) and the work piece.
• Usually applied to metal cutting as Plasma Arc Cutting (PAC).• The difference is, by positioning the electrode within the torch
body, the plasma arc can be separated from the shielding gas envelope.
• The plasma is then forced through a fine-bore copper nozzle which constricts the arc and the plasma exits the orifice at high velocities (approaching the speed of sound) and a temperature approaching 28,000 °C (50,000 °F) or higher.
• PAW because of the higher cost, you’ll find it more in the automation assembly industry.
• Arc plasma is the temporary state of a gas.

Plasma Arc Welding (PAW)

Welding RatingsSMAW GMAW GTAW(Stick) (MIG) (TIG)
CARBON STEELa. Sheet Metal ** **** ****b. Plate *** ***STAINLESS a. Sheet Metal * **** ****b. Plate ** *** **ALUMINUMa. Sheet Metal ****b. Plate *** **NON FERROUSCopper, Bronze, etc.USER FRIENDLY * ** ****MIN. WELD CLEANING * *** ****ALL POSITION WELDING **** **** ****RATING:**** Excellent *** Very Good ** Good * Fair(None) Not Recommended
CONDITIONS
****
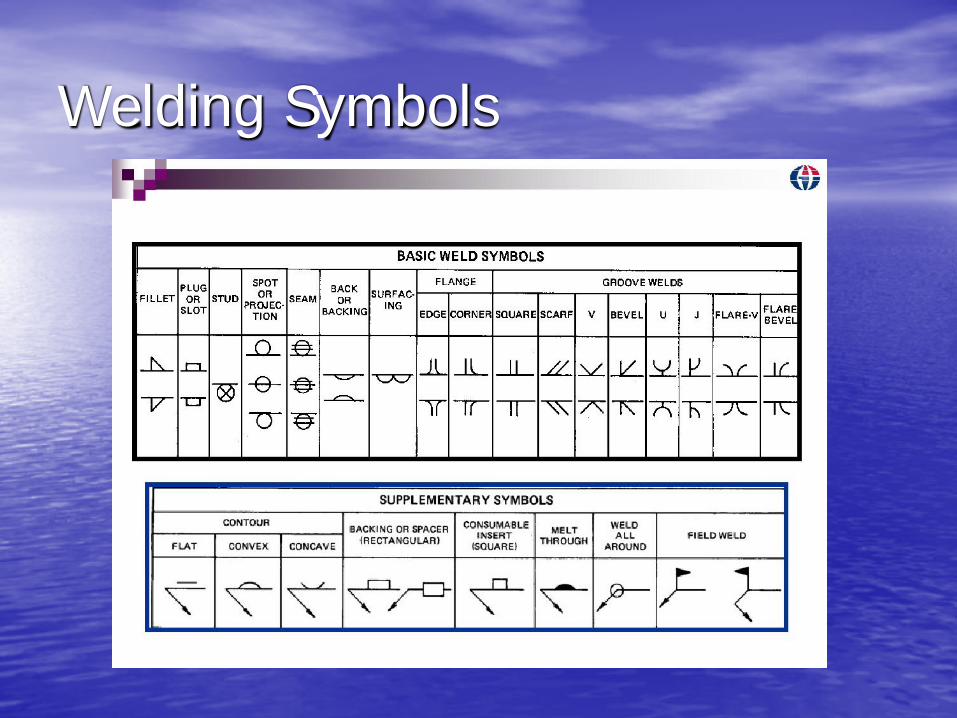
Welding Symbols

Common Weld Types

Questions?
Pictures Courtesy of Flygt & Fairbanks Morse

When You are Good !