wear of laser surface hardened steels
TRANSCRIPT
WEAR OF LASER SURFACE HARDENED STEELS
4 Apr. 2013 Ing. Pavla Fišerová
RESULTS PUBLISHED IN THE PRESENTATION WERE OBTAINED IN THE SGS-2013-083 PROJECT

Laser Line (Pmax=4 kW), Kuka 16 HA [1]
2/13
Overview
1) Laser surface hardening
2) Goal of the presentation
3) Overlap zone
4) Wear tests and materials
5) Pin-on-Disk test
6) Cyclic impact test
7) Conclusion
3/13
Goal of the presentation
??? ???
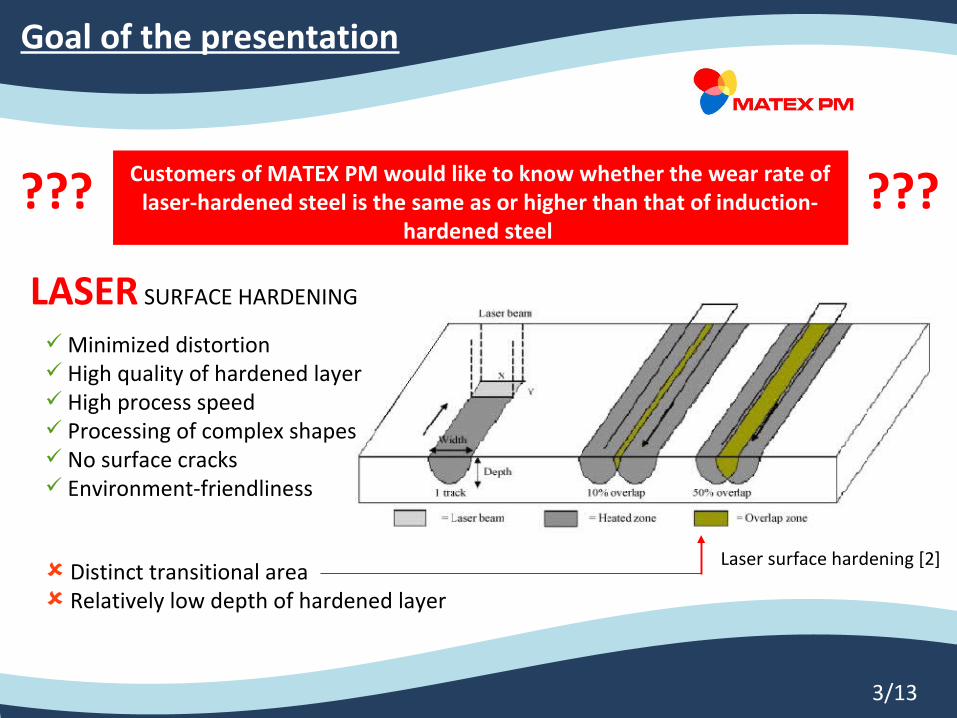
Laser surface hardening [2]
Customers of MATEX PM would like to know whether the wear rate of laser-hardened steel is the same as or higher than that of induction-
hardened steel
Minimized distortion High quality of hardened layer High process speed Processing of complex shapes No surface cracks Environment-friendliness
Distinct transitional area Relatively low depth of hardened layer
LASER SURFACE HARDENING
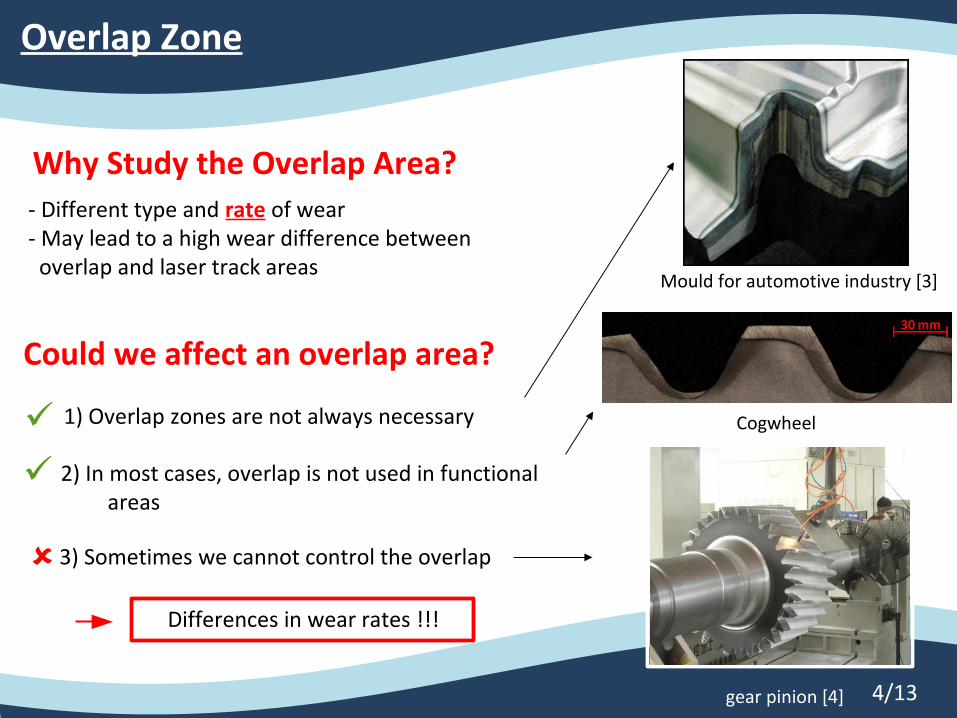
- Different type and rate of wear - May lead to a high wear difference between overlap and laser track areas
Could we affect an overlap area?
Mould for automotive industry [3]
Cogwheel
gear pinion [4]
3) Sometimes we cannot control the overlap
2) In most cases, overlap is not used in functional areas
1) Overlap zones are not always necessary
4/13
Overlap Zone
Why Study the Overlap Area?
Differences in wear rates !!!

3/15
Specimen 2 hardening tracks
380 HV 10
653 HV 10
OVERLAP AREA
Fracture, C45 steel,magn. 10x
Fracture, C45 steel,
magn. 500x
C45 steel, magnification 50 x
C45 steel, magn. 500 x
Overlap zone
5/13
Wear Tests
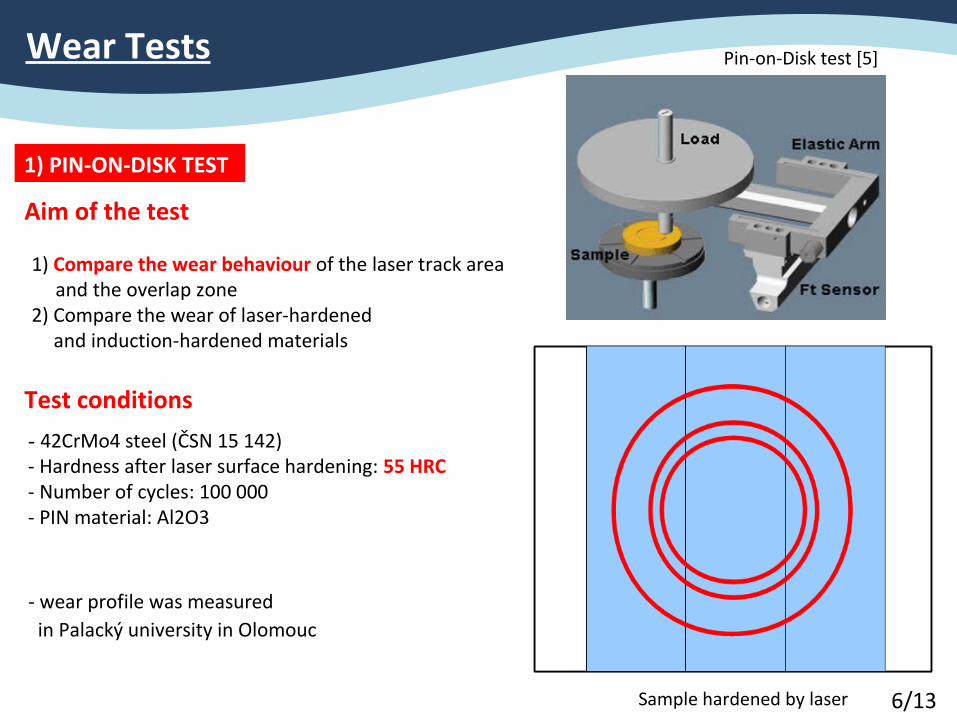
1) PIN-ON-DISK TEST
Aim of the test 1) Compare the wear behaviour of the laser track area and the overlap zone2) Compare the wear of laser-hardened
and induction-hardened materials
Test conditions
- wear profile was measured in Palacký university in Olomouc
Pin-on-Disk test [5]
Sample hardened by laser 6/13
- 42CrMo4 steel (ČSN 15 142)- Hardness after laser surface hardening: 55 HRC- Number of cycles: 100 000- PIN material: Al2O3
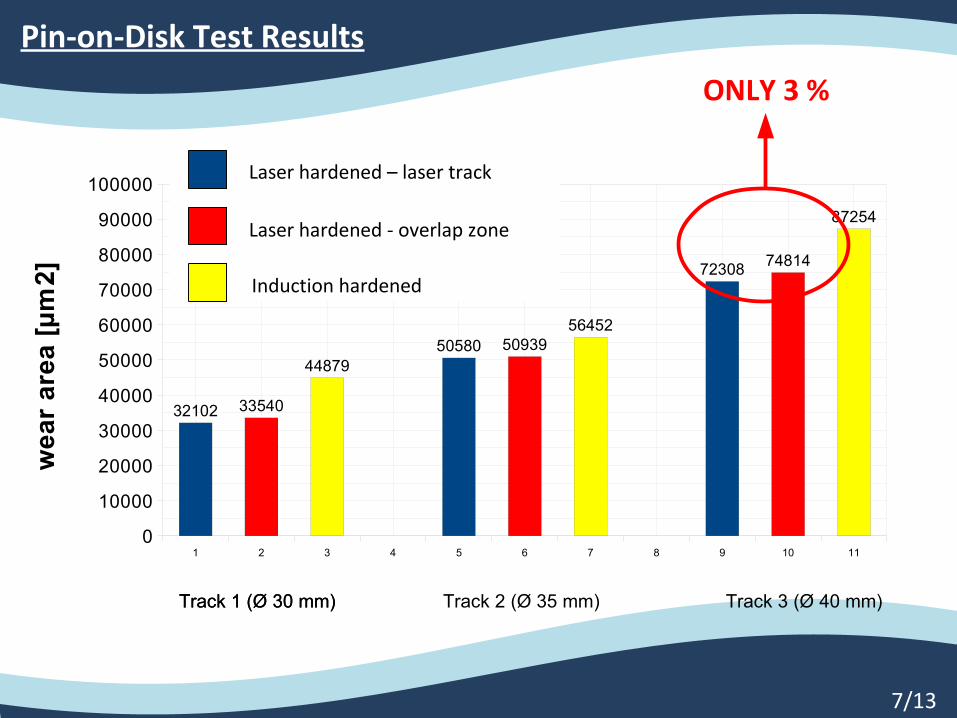
Pin-on-Disk Test Results
distance [µm]
1 2 3 4 5 6 7 8 9 10 110
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
32102 33540
4487950580 50939
56452
72308 74814
87254
we
ar
are
a [
µm
2]
Laser hardened - overlap zone
Laser hardened – laser track
Induction hardened
Track 1 (Ø 30 mm)Track 1 (Ø 30 mm) Track 2 (Ø 35 mm) Track 3 (Ø 40 mm)
7/13
ONLY 3 %

Wear tests
8/13
Aim of test
Test conditions
- Number of cycles = 100 000- F = 400 N
- Materials
Impact test
Hammer
2) CYCLIC IMPACT TEST
1) Compare the wear of laser-hardened surface and induction-hardened surface
- 1.2379 (ČSN 41 9573)1) soft-annealed2) quenched and tempered
- 1.6582 (ČSN 41 6343)1) quenched and tempered
- 6 impact craters were created in each specimen- Crater area was measured → An arithmetic characteristic of the wear area was obtained- 1.6582 and 1.2379 steels were used
Sample
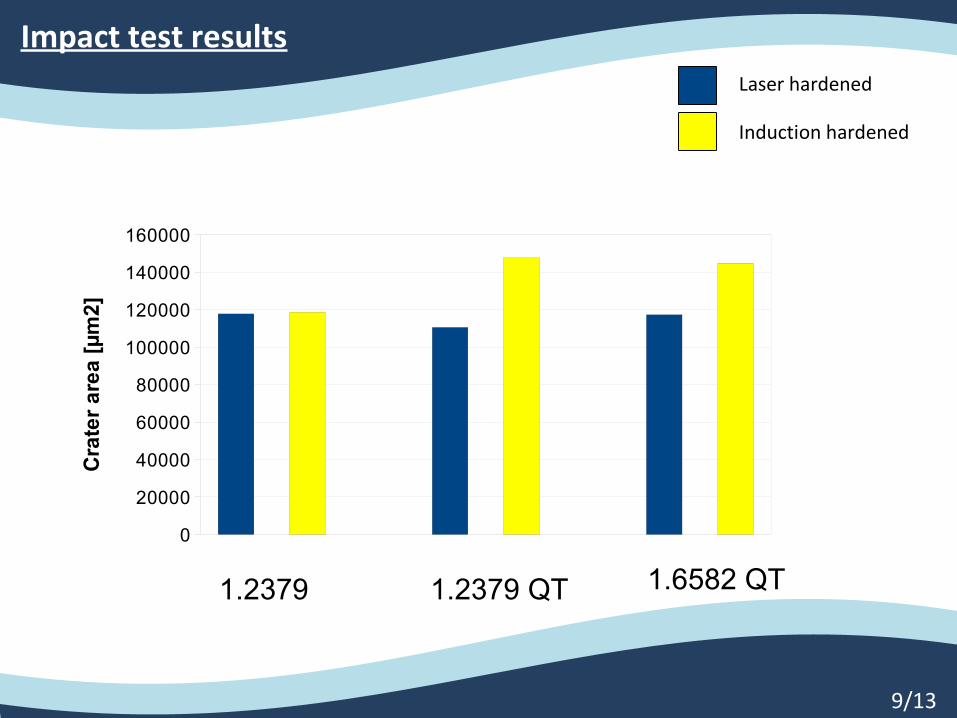
Impact test results
0
20000
40000
60000
80000
100000
120000
140000
160000
Cra
ter
are
a [
µm
2]
1.2379 1.2379 QT 1.6582 QT
Laser hardened
Induction hardened
9/13

Conclusion
- Average amounts of wear were evaluated for the overlap area and the laser track area- 42CrMo4 material
1) DIFFERENCES BETWEEN WEAR OF OVERLAP ZONE AND HARDENED AREA AFTER LASER SURFACE HARDENING (PIN-ON-DISK TEST)
Wear tests have not shown a large deviation in the amount of wear in the overlap area.
10/13
1 2 3 4 5 6 7 8 90
10000
20000
30000
40000
50000
60000
70000
80000
3210233540
5058050939
7230874814
we
ar
are
a [
µm
2]
Track 1 (Ø 30 mm)
Track 1 (Ø 40 mm)
Track 1 (Ø 35 mm)
Laser hardened - hardened area
Laser hardened - overlapped zone
The biggest difference between amounts of wear in overlap and track zones was 3 % .
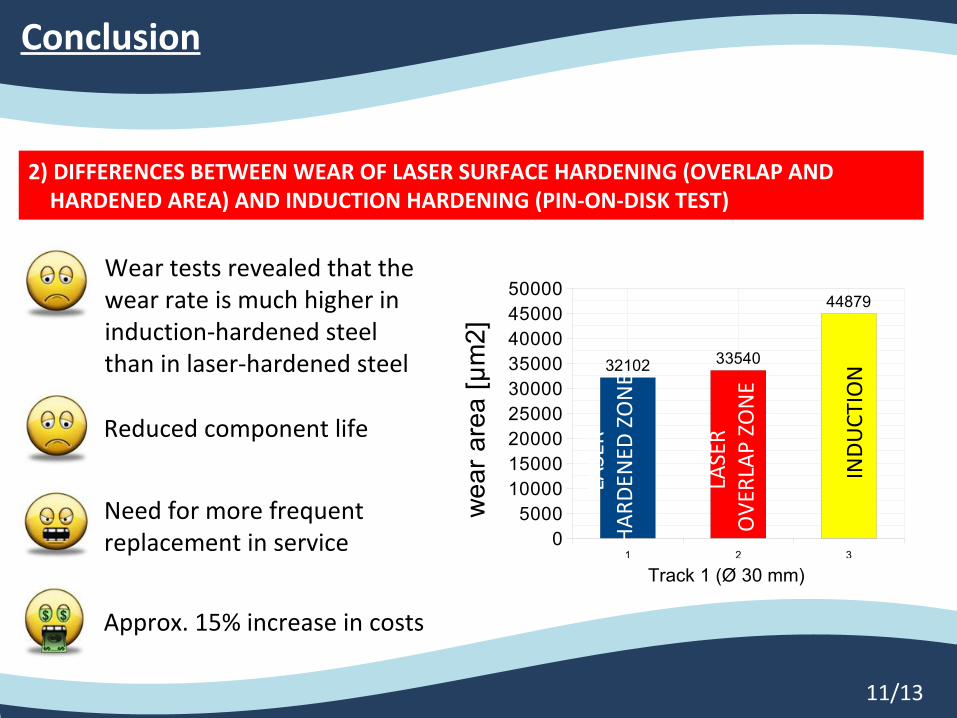
Conclusion
2) DIFFERENCES BETWEEN WEAR OF LASER SURFACE HARDENING (OVERLAP AND HARDENED AREA) AND INDUCTION HARDENING (PIN-ON-DISK TEST)
11/13
1 2 30
5000100001500020000250003000035000400004500050000
32102 33540
44879
we
ar
are
a [
µm
2]
Track 1 (Ø 30 mm)
IND
UCT
ION
LASE
R O
VERL
AP Z
ON
E
LASE
R H
ARD
ENED
ZO
NE
Wear tests revealed that the wear rate is much higher in induction-hardened steel than in laser-hardened steel
Reduced component life
Need for more frequent replacement in service
Approx. 15% increase in costs

Conclusion
12/13
0
50000
100000
150000
200000
110498
147598
Cra
ter
are
a[µ
m2
]
IND
UCT
ION
LASE
R
1.2379 QT
LASER
If you would like to have a lower wear...
3) DIFFERENCES BETWEEN WEAR OF LASER-HARDENED SURFACE (OVERLAP AND LASER TRACK AREAS) AND INDUCTION-HARDENED SURFACE (IMPACT TEST)
The cyclic impact test revealed considerably higher wear rates under dynamic loading in induction-hardened steel than in laser-hardened steel
THANK YOU FOR YOUR ATTENTION
[1] www.matexpm.com[2] www.sciencedirect.com[3] www.indiamart.com[4] www.mtjjg.com[5] www.laserarc.com
LITERATURE