we still look for ways of improving our technologies and ... ofar eng.pdf · prides itself with its...
TRANSCRIPT


Ofar SpA, established in 1961 and part of the GIVA Group since 1985,
prides itself with its half a century long experience within the open die
forging industry.
GIVA, the number 1 Italian Group for forging and rolling, can provide for
the whole manufacturing chain, from steel melting to finishing, with the
help of world unique plants.
The strength of the Group can be clearly seen in the mutual sharing of
expertise developed within our companies which eventually leads to
providing the market with better quality products and great service.
Although Ofar SpA has a long-lasting tradition of skilled forge masters,
we still look for ways of improving our technologies and so we have
modernized our production capability through the years to supply our
customers with ever-improving products.
The forge shop has been integrated with state of the art Heat Treatment
and machining facilities where any piece is guaranteed to be thoroughly
inspected to meet our customers and international standards quality
requirements.
2
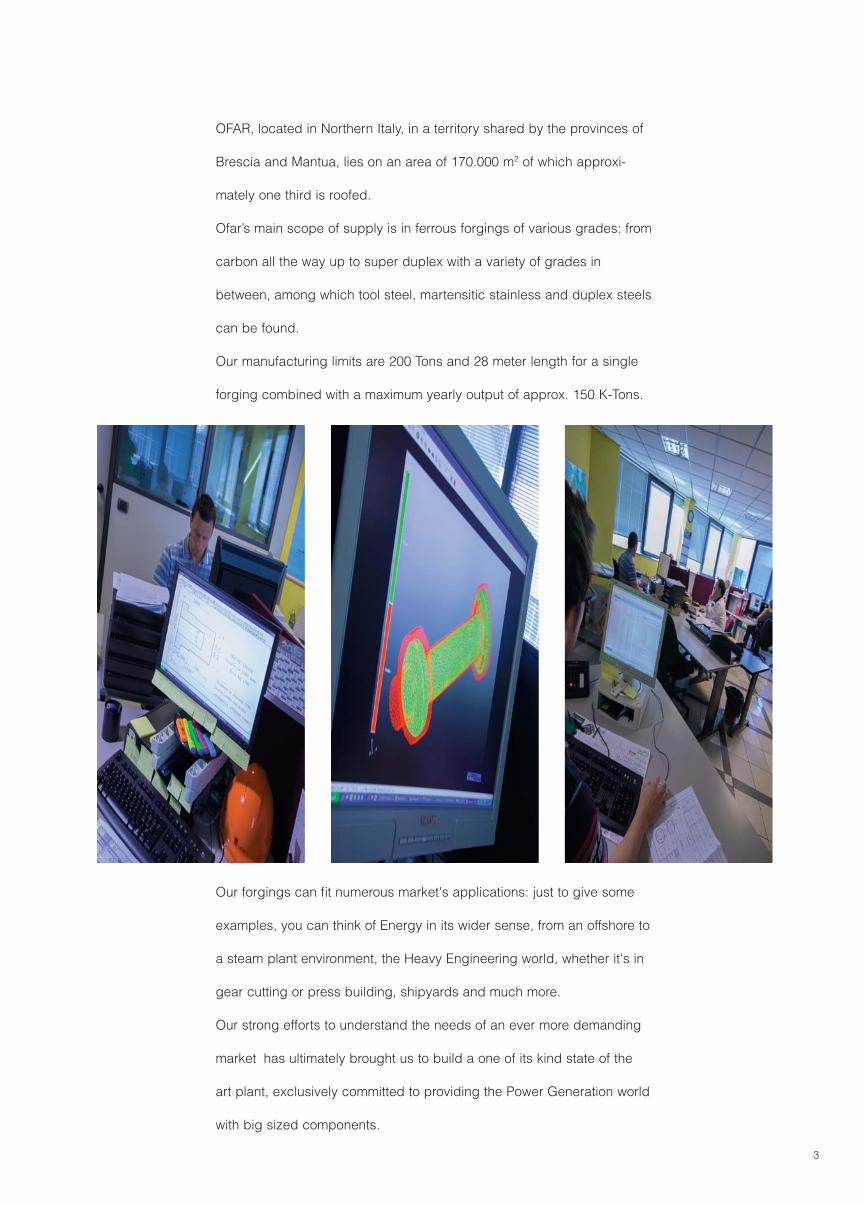
Our forgings can fit numerous market's applications: just to give some
examples, you can think of Energy in its wider sense, from an offshore to
a steam plant environment, the Heavy Engineering world, whether it's in
gear cutting or press building, shipyards and much more.
Our strong efforts to understand the needs of an ever more demanding
market has ultimately brought us to build a one of its kind state of the
art plant, exclusively committed to providing the Power Generation world
with big sized components.
OFAR, located in Northern Italy, in a territory shared by the provinces of
Brescia and Mantua, lies on an area of 170.000 m2 of which approxi-
mately one third is roofed.
Ofar’s main scope of supply is in ferrous forgings of various grades: from
carbon all the way up to super duplex with a variety of grades in
between, among which tool steel, martensitic stainless and duplex steels
can be found.
Our manufacturing limits are 200 Tons and 28 meter length for a single
forging combined with a maximum yearly output of approx. 150 K-Tons.
3

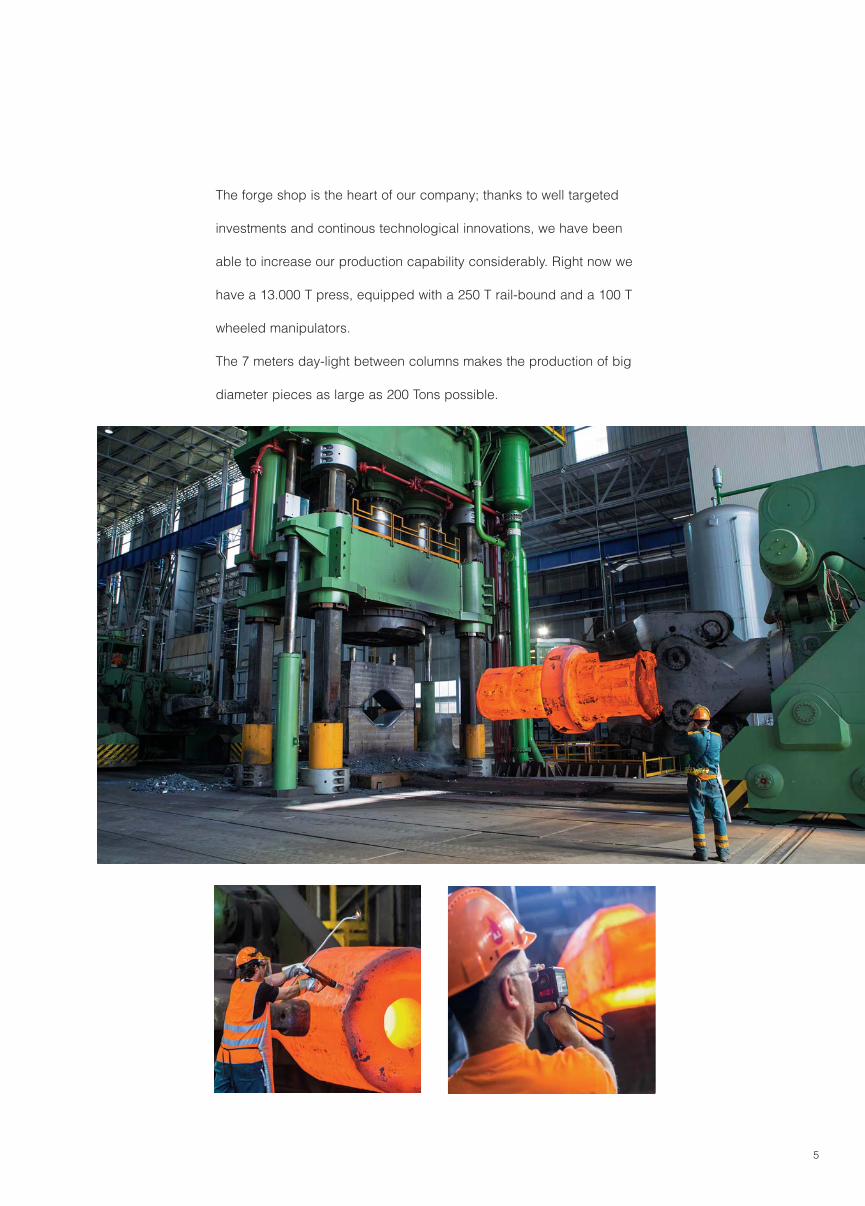
The forge shop is the heart of our company; thanks to well targeted
investments and continous technological innovations, we have been
able to increase our production capability considerably. Right now we
have a 13.000 T press, equipped with a 250 T rail-bound and a 100 T
wheeled manipulators.
The 7 meters day-light between columns makes the production of big
diameter pieces as large as 200 Tons possible.
5


Overall the forge shop has another 2 presses of 6.000 T with a 40 T rail-
bound and two 50/80 T wheeled manipulators and 2.500 T with two 20
Tons manipulators, railbound and wheeled.
To heat the ingots there are 18 furnaces with 2 being cart bottom ones.
7

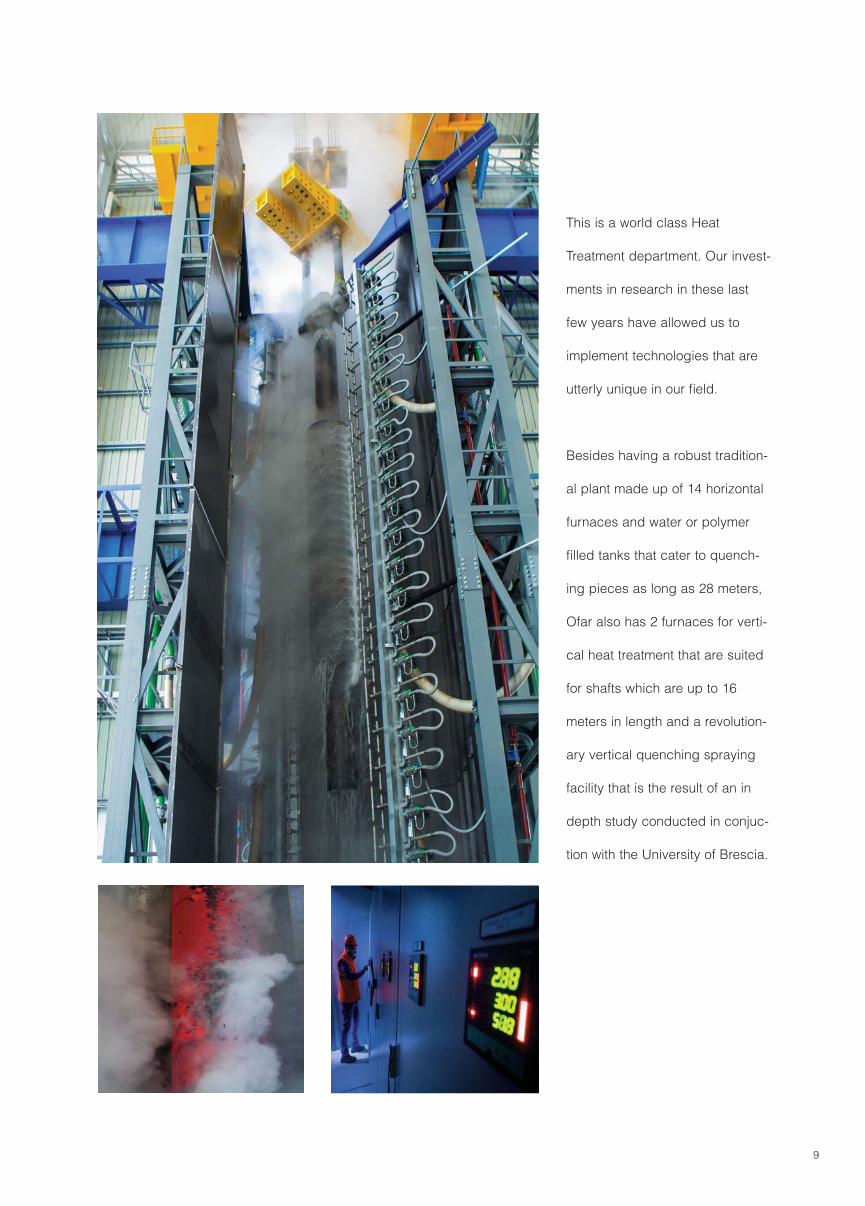
This is a world class Heat
Treatment department. Our invest-
ments in research in these last
few years have allowed us to
implement technologies that are
utterly unique in our field.
Besides having a robust tradition-
al plant made up of 14 horizontal
furnaces and water or polymer
filled tanks that cater to quench-
ing pieces as long as 28 meters,
Ofar also has 2 furnaces for verti-
cal heat treatment that are suited
for shafts which are up to 16
meters in length and a revolution-
ary vertical quenching spraying
facility that is the result of an in
depth study conducted in conjuc-
tion with the University of Brescia.
9
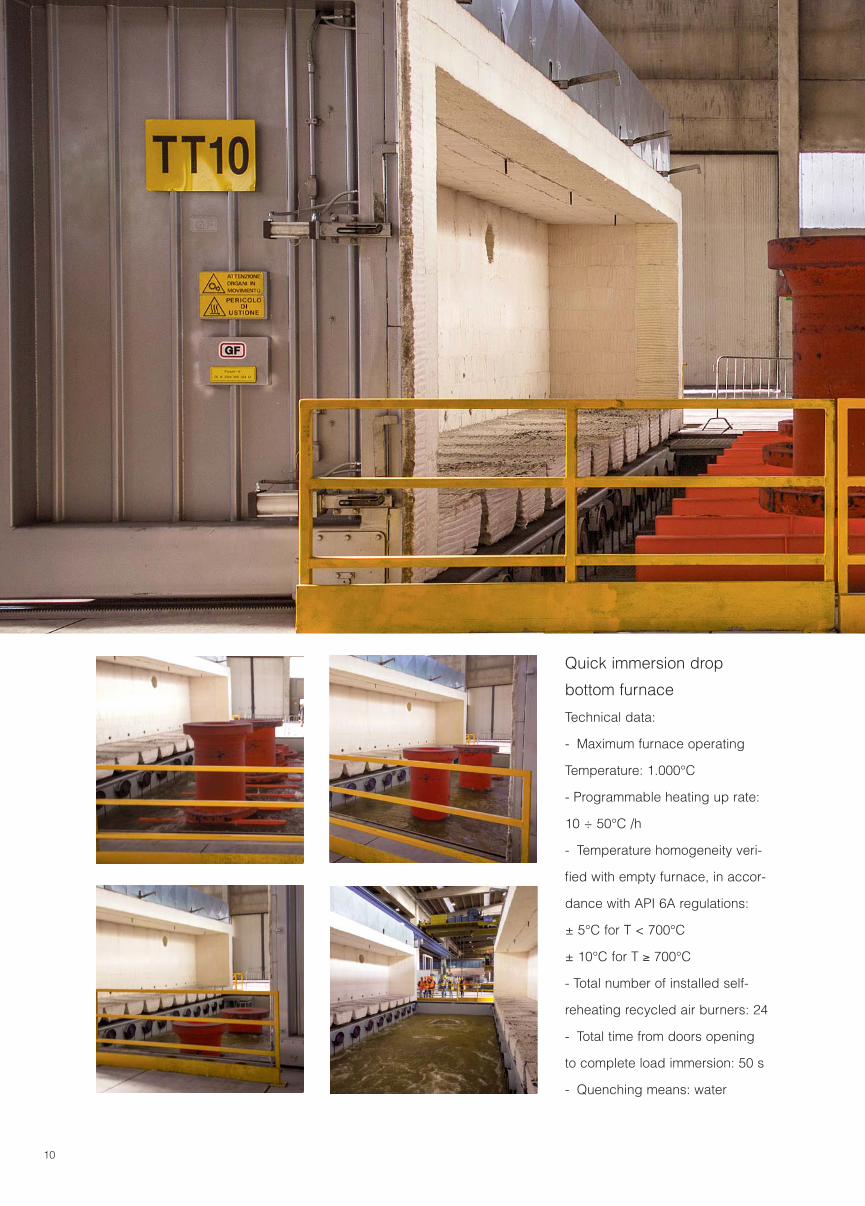
Quick immersion drop
bottom furnace
Technical data:
- Maximum furnace operating
Temperature: 1.000°C
- Programmable heating up rate:
10 ÷ 50°C /h
- Temperature homogeneity veri-
fied with empty furnace, in accor-
dance with API 6A regulations:
± 5°C for T < 700°C
± 10°C for T ≥ 700°C
- Total number of installed self-
reheating recycled air burners: 24
- Total time from doors opening
to complete load immersion: 50 s
- Quenching means: water
10
11
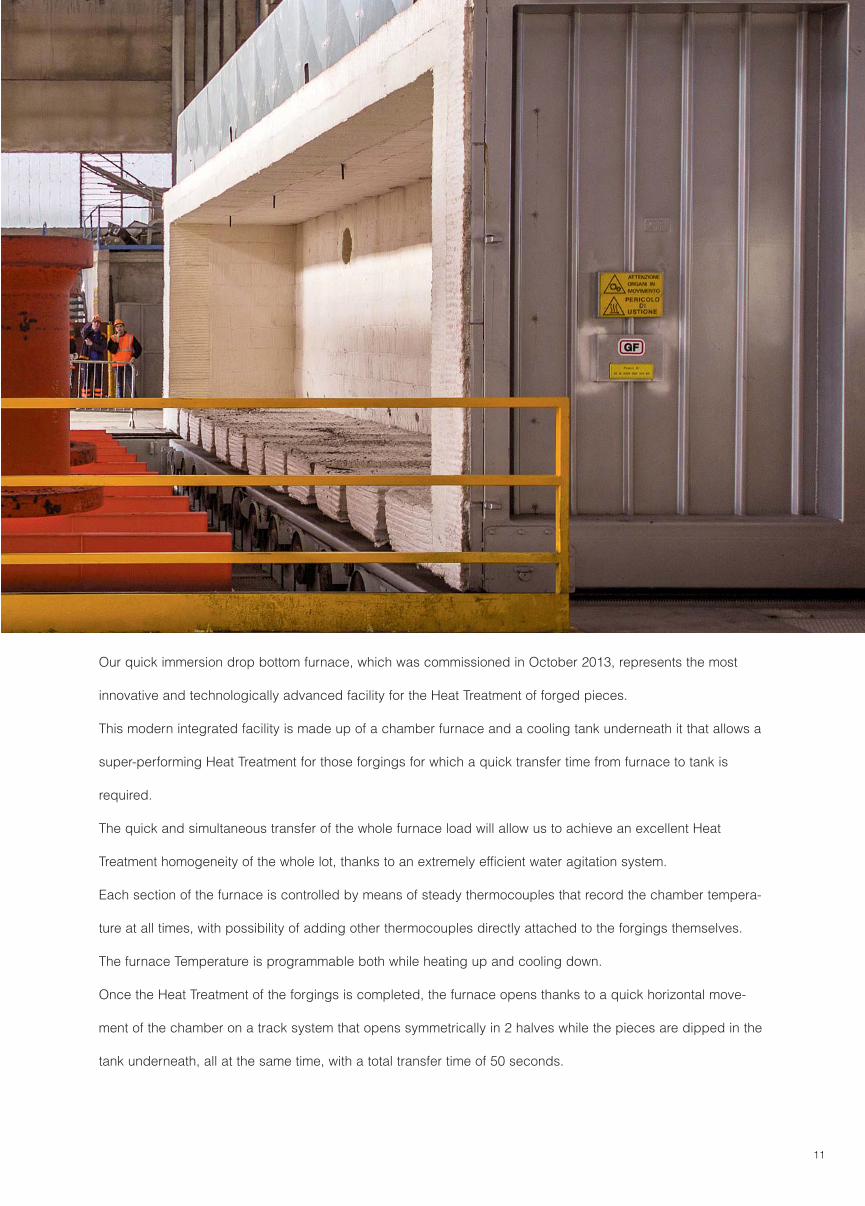
Our quick immersion drop bottom furnace, which was commissioned in October 2013, represents the most
innovative and technologically advanced facility for the Heat Treatment of forged pieces.
This modern integrated facility is made up of a chamber furnace and a cooling tank underneath it that allows a
super-performing Heat Treatment for those forgings for which a quick transfer time from furnace to tank is
required.
The quick and simultaneous transfer of the whole furnace load will allow us to achieve an excellent Heat
Treatment homogeneity of the whole lot, thanks to an extremely efficient water agitation system.
Each section of the furnace is controlled by means of steady thermocouples that record the chamber tempera-
ture at all times, with possibility of adding other thermocouples directly attached to the forgings themselves.
The furnace Temperature is programmable both while heating up and cooling down.
Once the Heat Treatment of the forgings is completed, the furnace opens thanks to a quick horizontal move-
ment of the chamber on a track system that opens symmetrically in 2 halves while the pieces are dipped in the
tank underneath, all at the same time, with a total transfer time of 50 seconds.

12
Our vertical Heat Treatment capability is a guarantee for excellent quality
on any section or material grade and is an assurance of HT cycles
repetitiveness.
Ofar can effectively carry out any type of Heat Treatment, such as
annealing, normalizing, traditional quenching, vertical spraying quench-
ing, tempering and stress relieving.
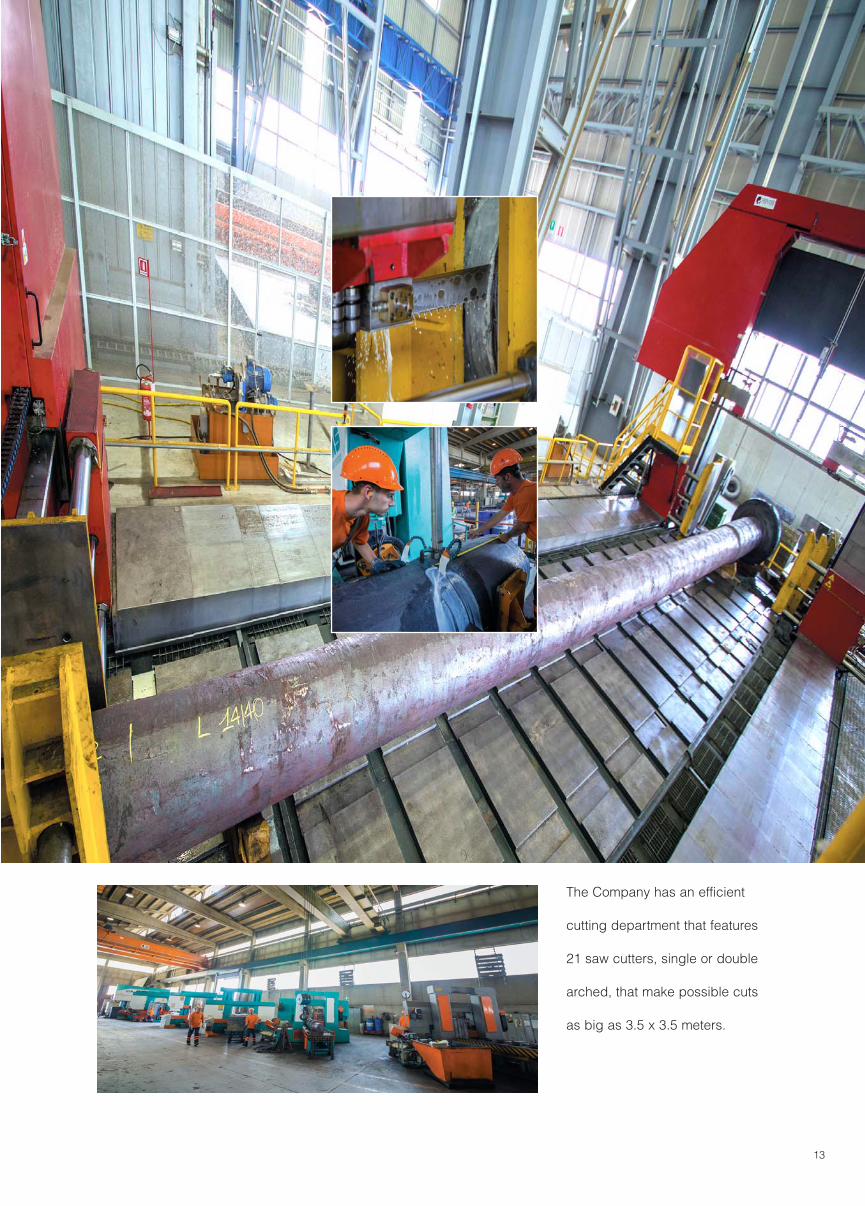
The Company has an efficient
cutting department that features
21 saw cutters, single or double
arched, that make possible cuts
as big as 3.5 x 3.5 meters.
13

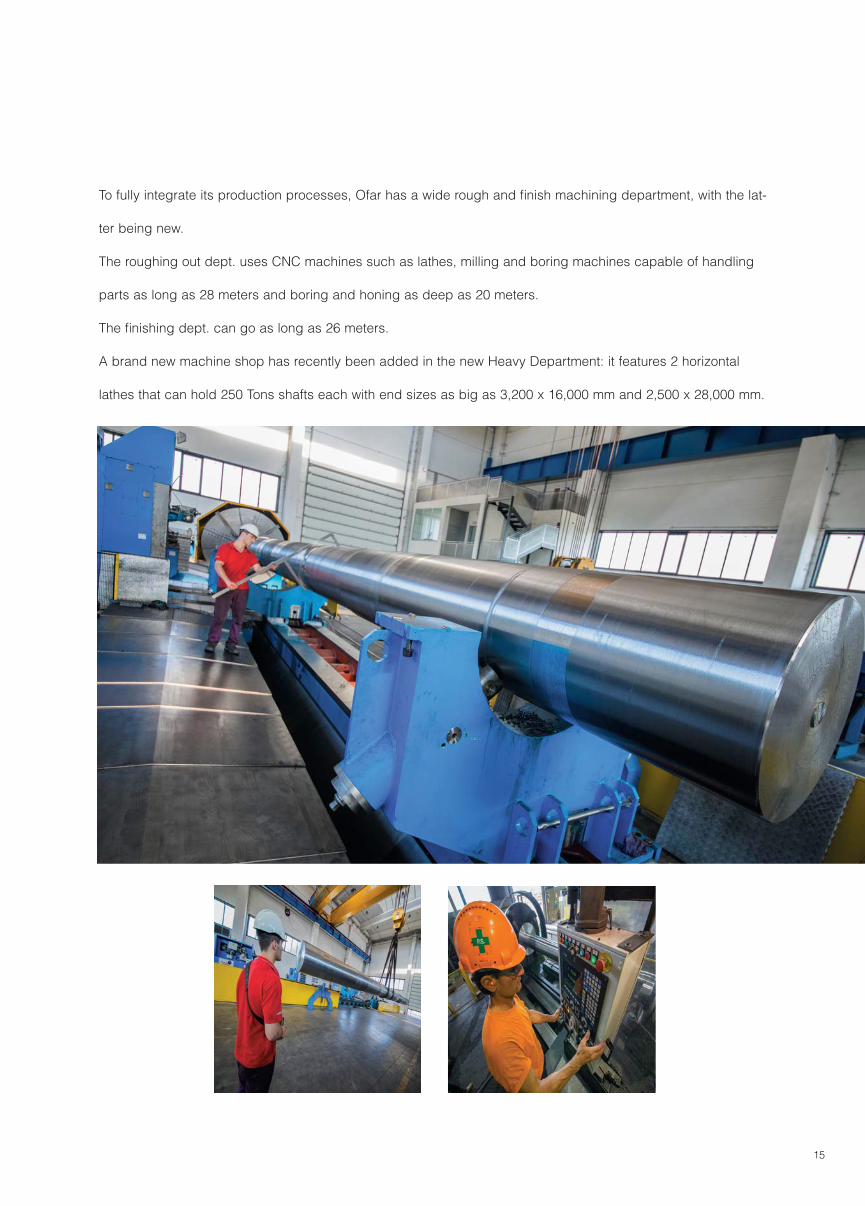
To fully integrate its production processes, Ofar has a wide rough and finish machining department, with the lat-
ter being new.
The roughing out dept. uses CNC machines such as lathes, milling and boring machines capable of handling
parts as long as 28 meters and boring and honing as deep as 20 meters.
The finishing dept. can go as long as 26 meters.
A brand new machine shop has recently been added in the new Heavy Department: it features 2 horizontal
lathes that can hold 250 Tons shafts each with end sizes as big as 3,200 x 16,000 mm and 2,500 x 28,000 mm.
15

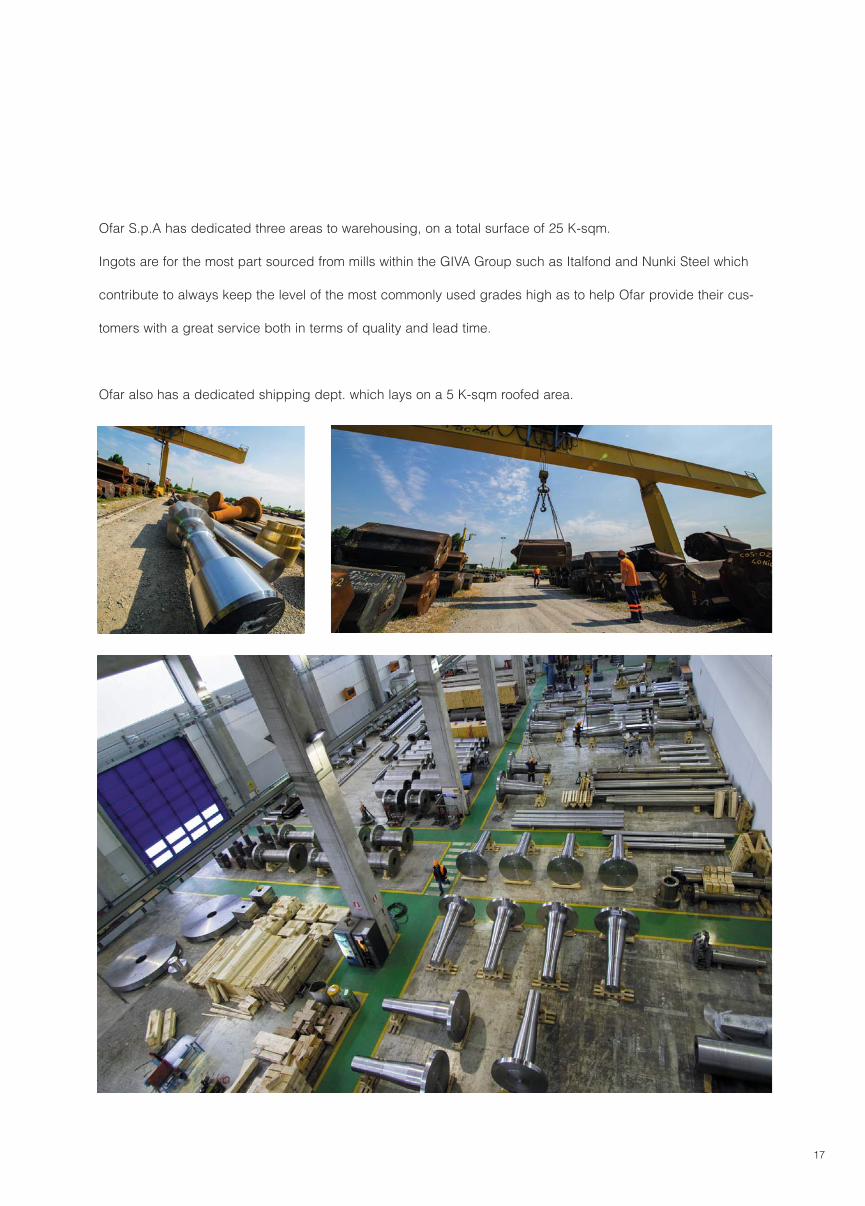
Ofar S.p.A has dedicated three areas to warehousing, on a total surface of 25 K-sqm.
Ingots are for the most part sourced from mills within the GIVA Group such as Italfond and Nunki Steel which
contribute to always keep the level of the most commonly used grades high as to help Ofar provide their cus-
tomers with a great service both in terms of quality and lead time.
Ofar also has a dedicated shipping dept. which lays on a 5 K-sqm roofed area.
17
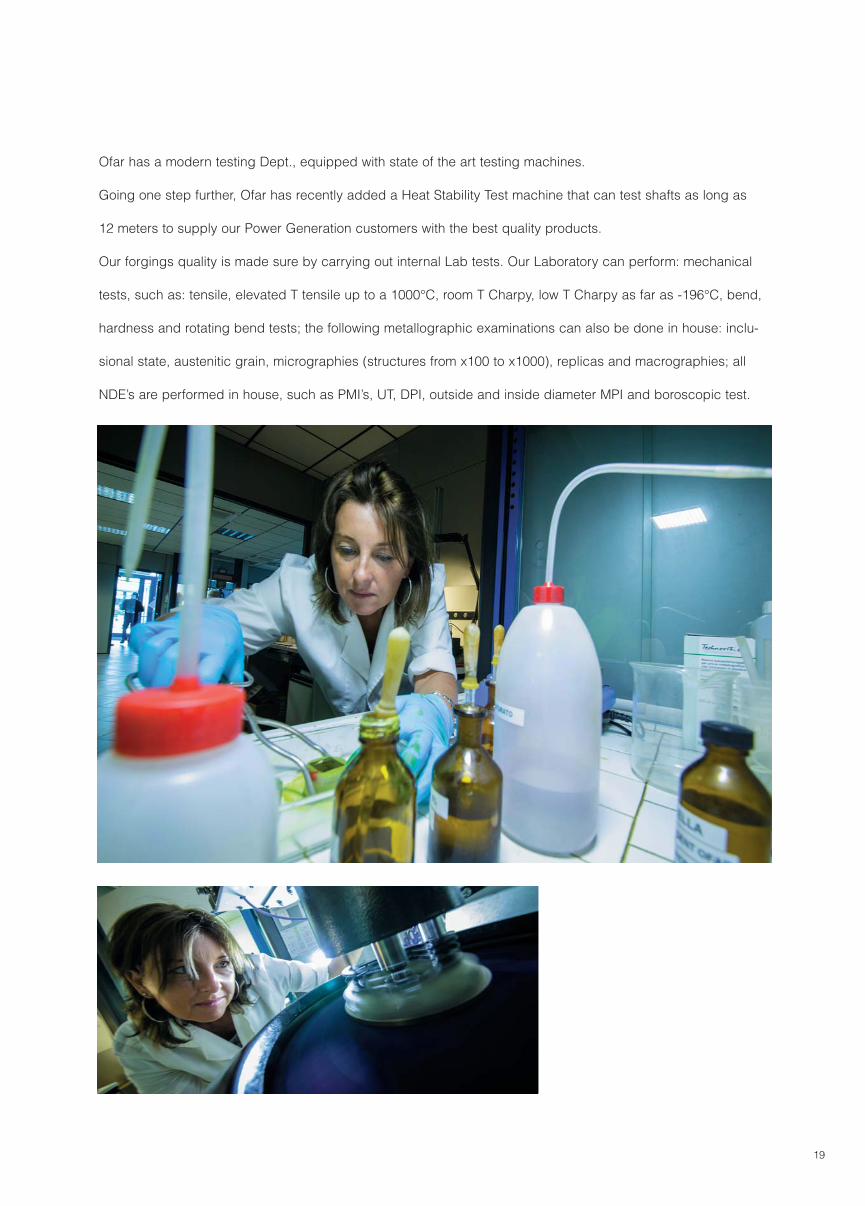
Ofar has a modern testing Dept., equipped with state of the art testing machines.
Going one step further, Ofar has recently added a Heat Stability Test machine that can test shafts as long as
12 meters to supply our Power Generation customers with the best quality products.
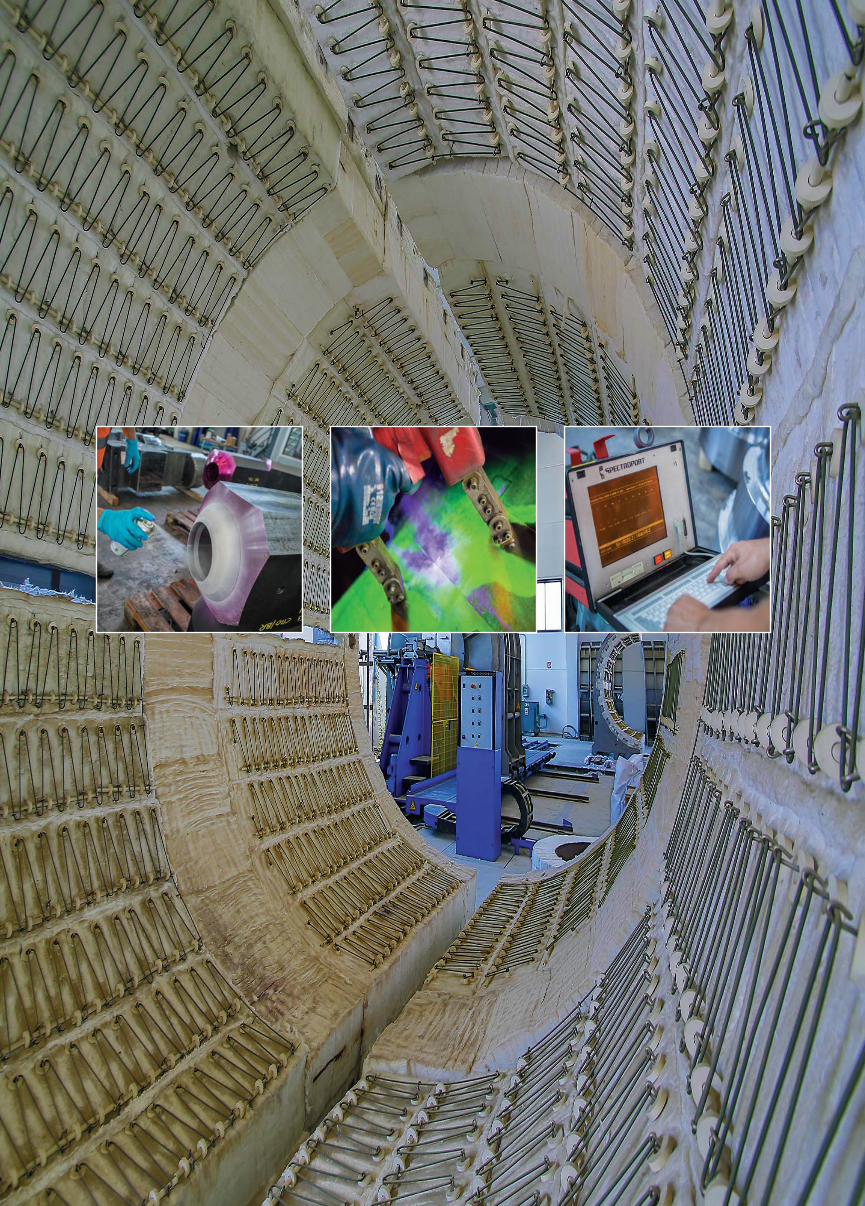
Our forgings quality is made sure by carrying out internal Lab tests. Our Laboratory can perform: mechanical
tests, such as: tensile, elevated T tensile up to a 1000°C, room T Charpy, low T Charpy as far as -196°C, bend,
hardness and rotating bend tests; the following metallographic examinations can also be done in house: inclu-
sional state, austenitic grain, micrographies (structures from x100 to x1000), replicas and macrographies; all
NDE’s are performed in house, such as PMI’s, UT, DPI, outside and inside diameter MPI and boroscopic test.
19
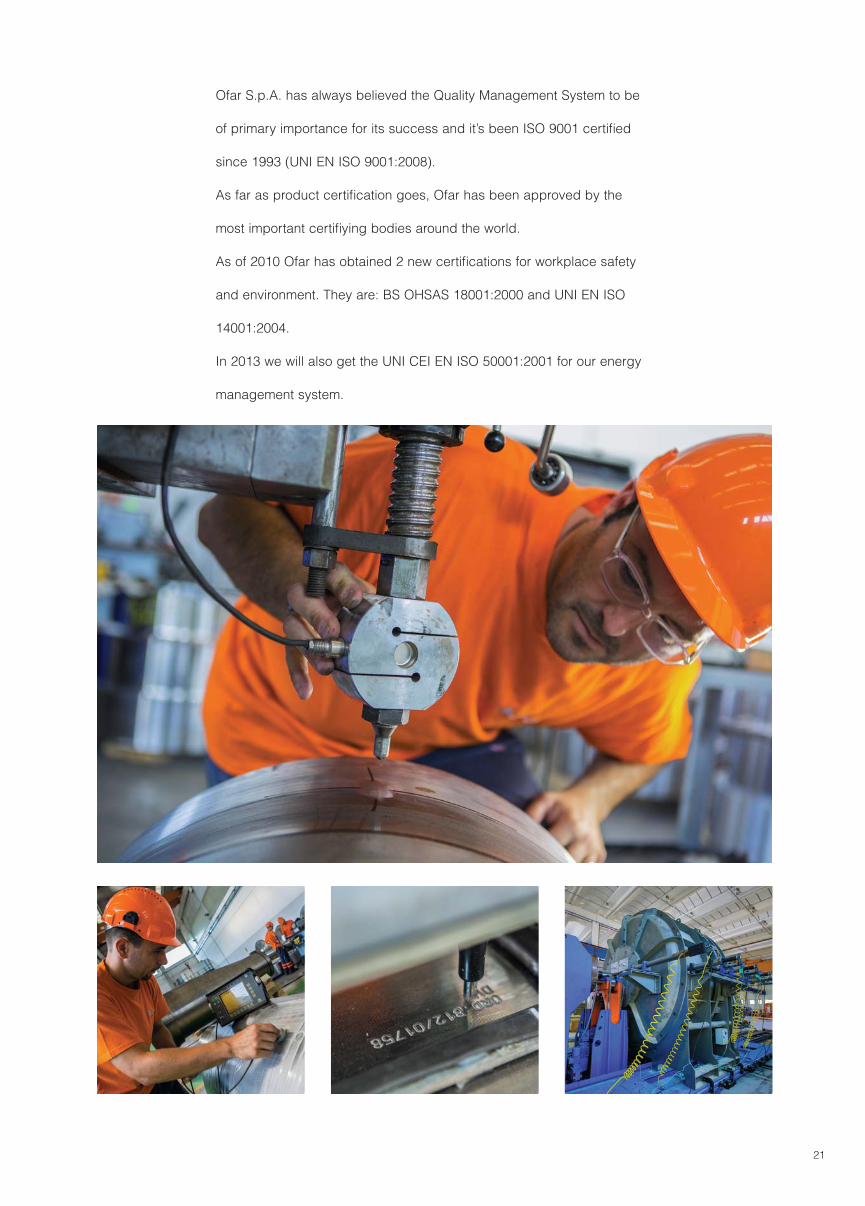
Ofar S.p.A. has always believed the Quality Management System to be
of primary importance for its success and it’s been ISO 9001 certified
since 1993 (UNI EN ISO 9001:2008).
As far as product certification goes, Ofar has been approved by the
most important certifiying bodies around the world.
As of 2010 Ofar has obtained 2 new certifications for workplace safety
and environment. They are: BS OHSAS 18001:2000 and UNI EN ISO
14001:2004.
In 2013 we will also get the UNI CEI EN ISO 50001:2001 for our energy
management system.
21
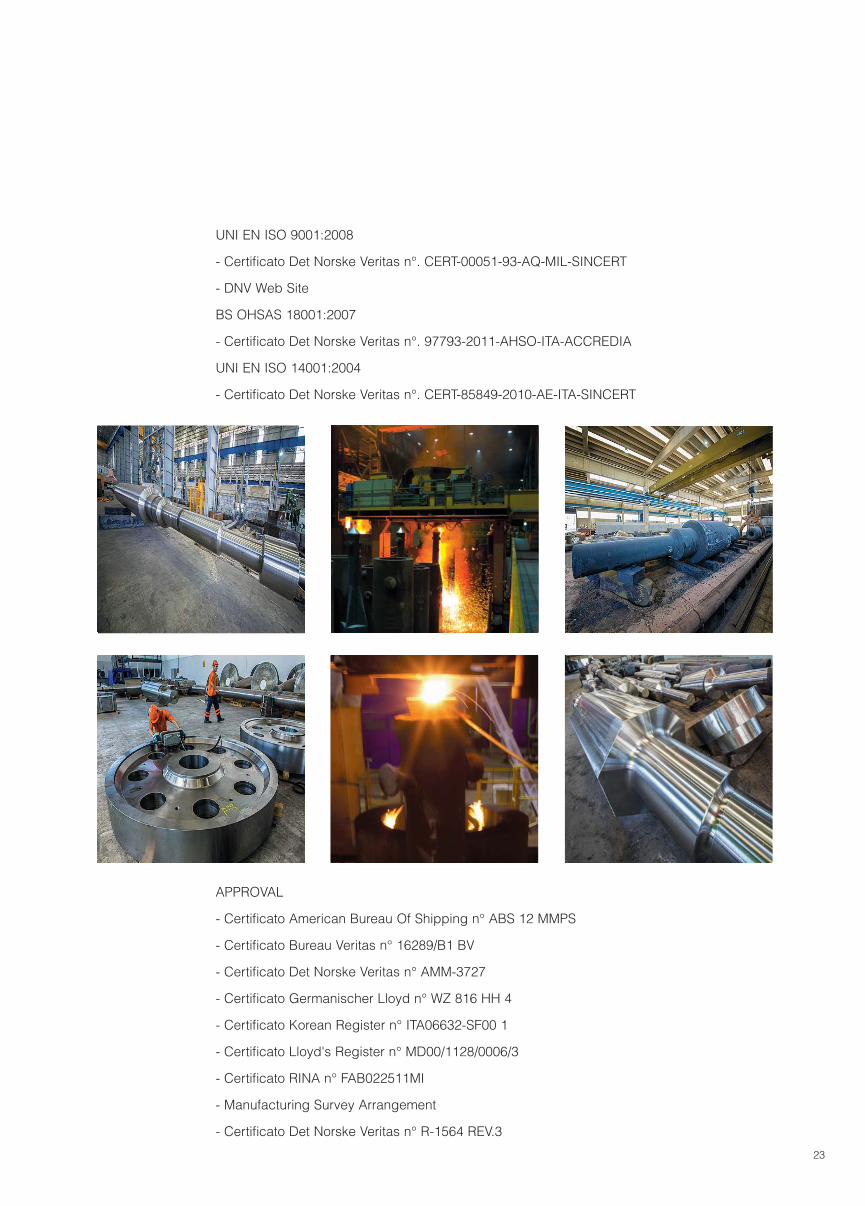
UNI EN ISO 9001:2008
- Certificato Det Norske Veritas n°. CERT-00051-93-AQ-MIL-SINCERT
- DNV Web Site
BS OHSAS 18001:2007
- Certificato Det Norske Veritas n°. 97793-2011-AHSO-ITA-ACCREDIA
UNI EN ISO 14001:2004
- Certificato Det Norske Veritas n°. CERT-85849-2010-AE-ITA-SINCERT
APPROVAL
- Certificato American Bureau Of Shipping n° ABS 12 MMPS
- Certificato Bureau Veritas n° 16289/B1 BV
- Certificato Det Norske Veritas n° AMM-3727
- Certificato Germanischer Lloyd n° WZ 816 HH 4
- Certificato Korean Register n° ITA06632-SF00 1
- Certificato Lloyd's Register n° MD00/1128/0006/3
- Certificato RINA n° FAB022511MI
- Manufacturing Survey Arrangement
- Certificato Det Norske Veritas n° R-1564 REV.3
23

SEAMLESS ROLLED RINGSAND STEEL FORGINGS
www.forgevienna.it
www.forgiadibollate.com
www.italfond.it
www.lavalvomeccanica.com
STAINLESS STEEL AND SUPERALLOYS
ball valves manufacturer & trading company
OFFICINE O.F.P.
DVG Automation
www.nunkisteel.it
www.forgesitaly.it
www.dvgautomation.com
www.officineofp.it
www.bsacciai.it
www.vrmvisano.it
www.metabsrl.com
www.ofarspa.com
www.givagroup.com
Pr inted on November 2013
