velocys ppt140730_velocys_gtl technology forum
TRANSCRIPT

Jeff McDanielCommercial Director
Microchannel Fischer-Tropschreactors: enabling smaller scale GTL
• Technology package to deliver smaller scale GTL– High activity catalyst– Microchannel reactors– Mass manufacturing methods– Modularisation
• Latest results from Velocys Pilot Plant• Technology case studies: enabling factors

Velocys Technical Team
Plain City, OH• 65 employees• Reactor design
Houston, TX• 13 employees• Process engineering
Milton Park, UK• 30 employees• Catalyst development

Super-active FT catalystVelocys catalyst is 10x more active thanconventional
0200400600800
1000120014001600
Fixed Bed Slurry Bed Velocys
Cat
alys
t Pro
duct
ivity
(kg/
m3/
hr)
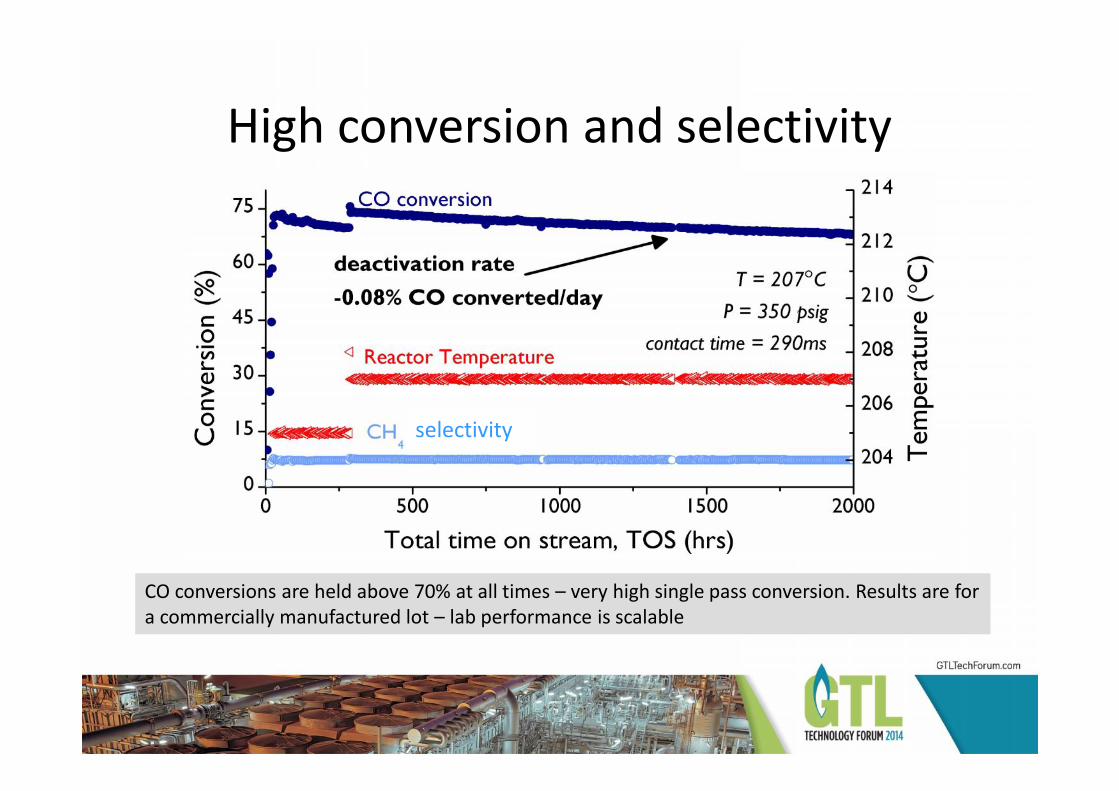
High conversion and selectivity
CO conversions are held above 70% at all times – very high single pass conversion. Results are fora commercially manufactured lot – lab performance is scalable
selectivity
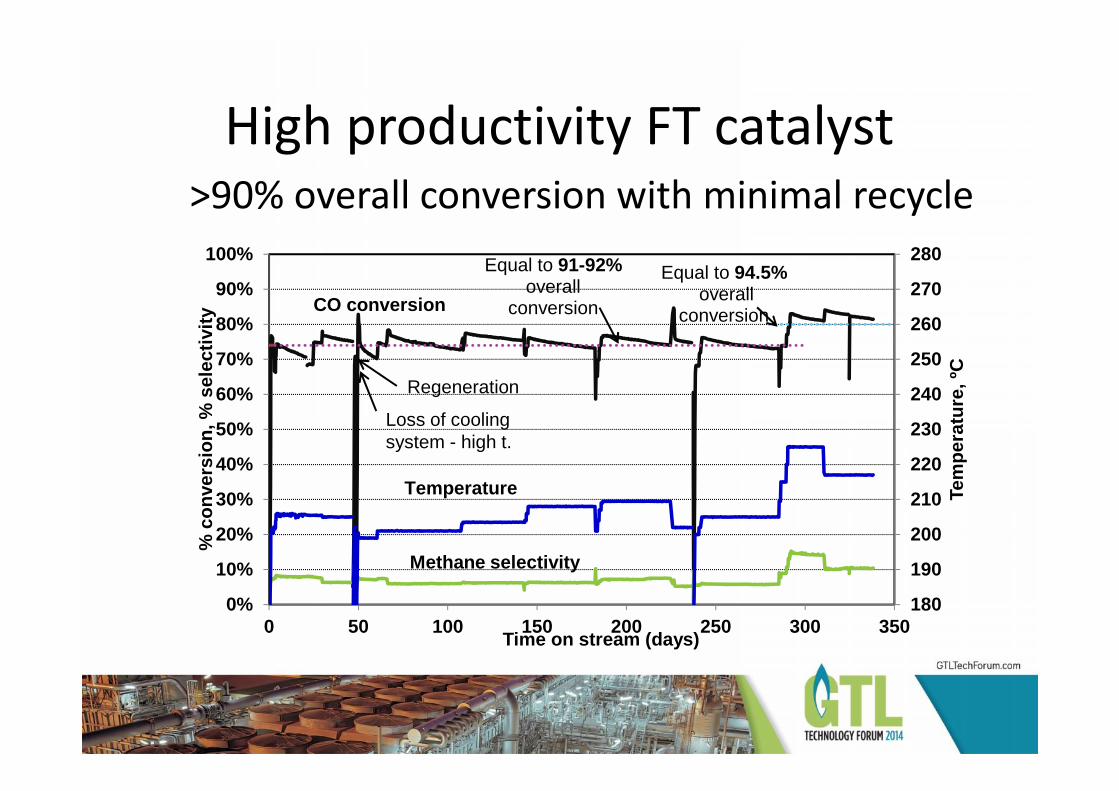
High productivity FT catalyst>90% overall conversion with minimal recycle
Equal to 91-92%overall
conversion
Equal to 94.5%overall
conversion
180
190
200
210
220
230
240
250
260
270
280
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 50 100 150 200 250 300 350
Tem
pera
ture
,ºC
%co
nver
sion
, %se
lect
ivity
Time on stream (days)
Regeneration
Loss of coolingsystem - high t.
CO conversion
Temperature
Methane selectivity
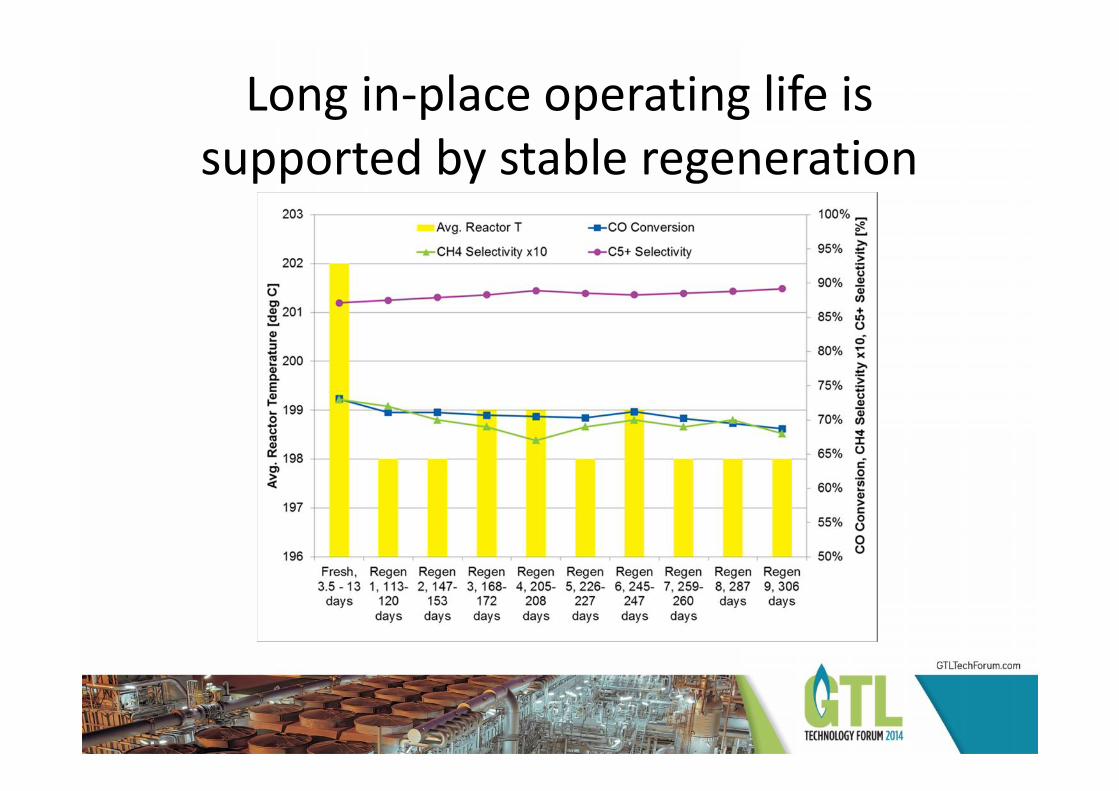
Long in-place operating life issupported by stable regeneration
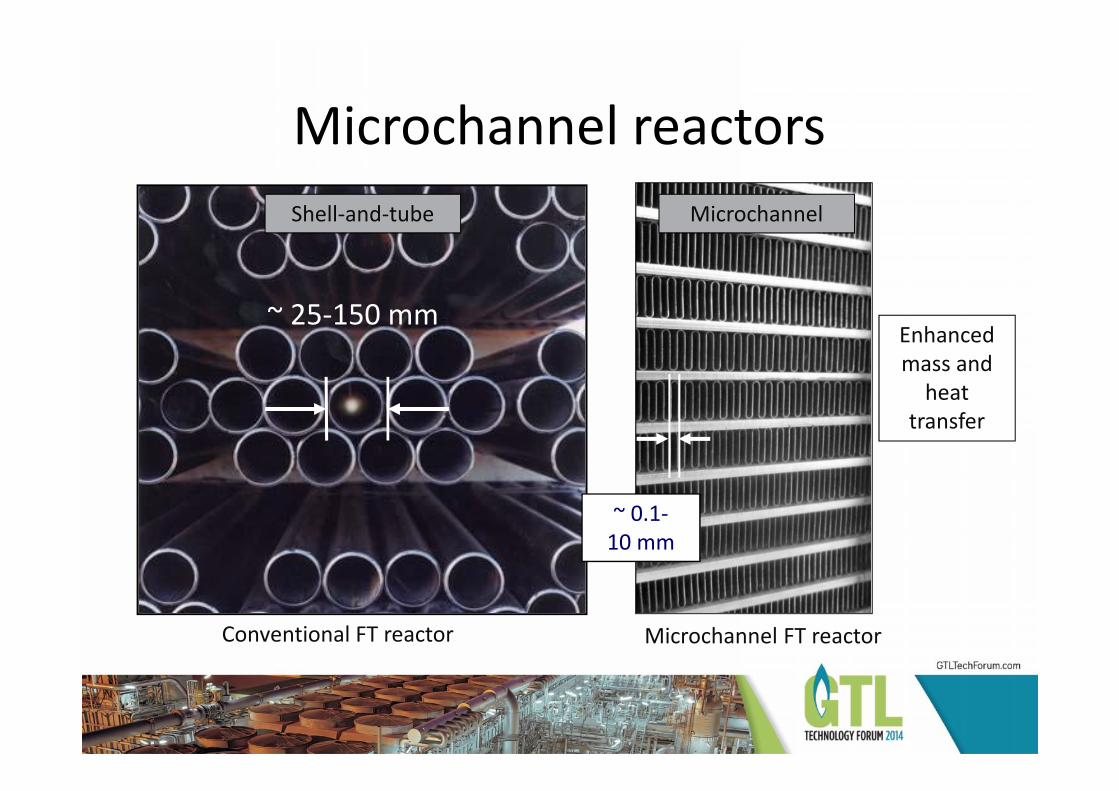
Microchannel reactors
Microchannel FT reactorConventional FT reactor
Microchannel
Enhancedmass and
heattransfer
~ 25-150 mm
~ 0.1-10 mm
Shell-and-tube
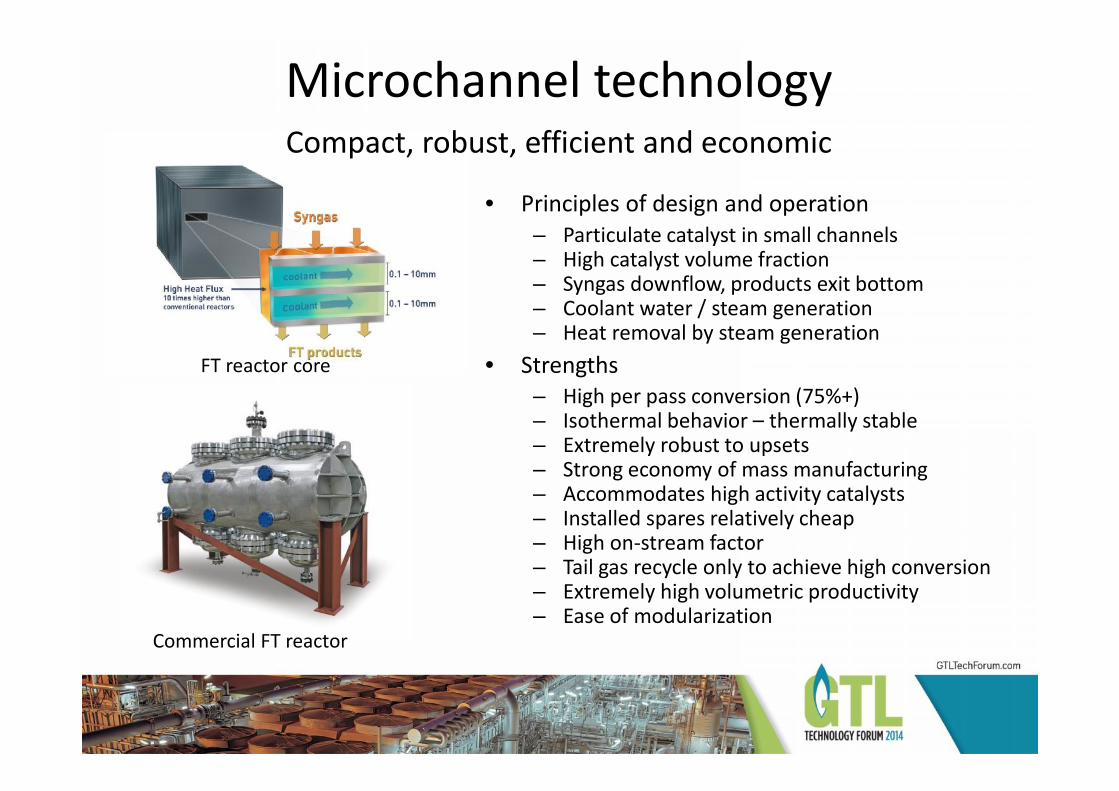
Commercial FT reactor
FT reactor core
• Principles of design and operation– Particulate catalyst in small channels– High catalyst volume fraction– Syngas downflow, products exit bottom– Coolant water / steam generation– Heat removal by steam generation
• Strengths– High per pass conversion (75%+)– Isothermal behavior – thermally stable– Extremely robust to upsets– Strong economy of mass manufacturing– Accommodates high activity catalysts– Installed spares relatively cheap– High on-stream factor– Tail gas recycle only to achieve high conversion– Extremely high volumetric productivity– Ease of modularization
Compact, robust, efficient and economic
Microchannel technology
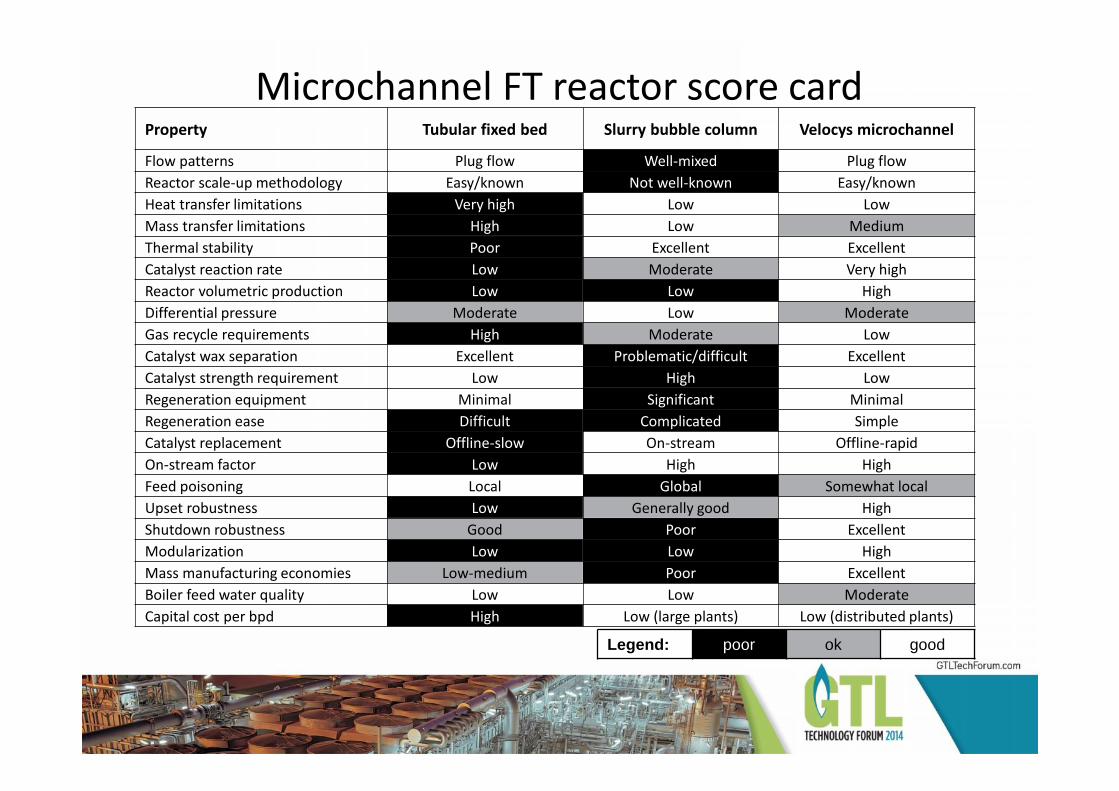
Microchannel FT reactor score cardProperty Tubular fixed bed Slurry bubble column Velocys microchannel
Flow patterns Plug flow Well-mixed Plug flowReactor scale-up methodology Easy/known Not well-known Easy/knownHeat transfer limitations Very high Low LowMass transfer limitations High Low MediumThermal stability Poor Excellent ExcellentCatalyst reaction rate Low Moderate Very highReactor volumetric production Low Low HighDifferential pressure Moderate Low ModerateGas recycle requirements High Moderate LowCatalyst wax separation Excellent Problematic/difficult ExcellentCatalyst strength requirement Low High LowRegeneration equipment Minimal Significant MinimalRegeneration ease Difficult Complicated SimpleCatalyst replacement Offline-slow On-stream Offline-rapidOn-stream factor Low High HighFeed poisoning Local Global Somewhat localUpset robustness Low Generally good HighShutdown robustness Good Poor ExcellentModularization Low Low HighMass manufacturing economies Low-medium Poor ExcellentBoiler feed water quality Low Low ModerateCapital cost per bpd High Low (large plants) Low (distributed plants)
Legend: poor ok good
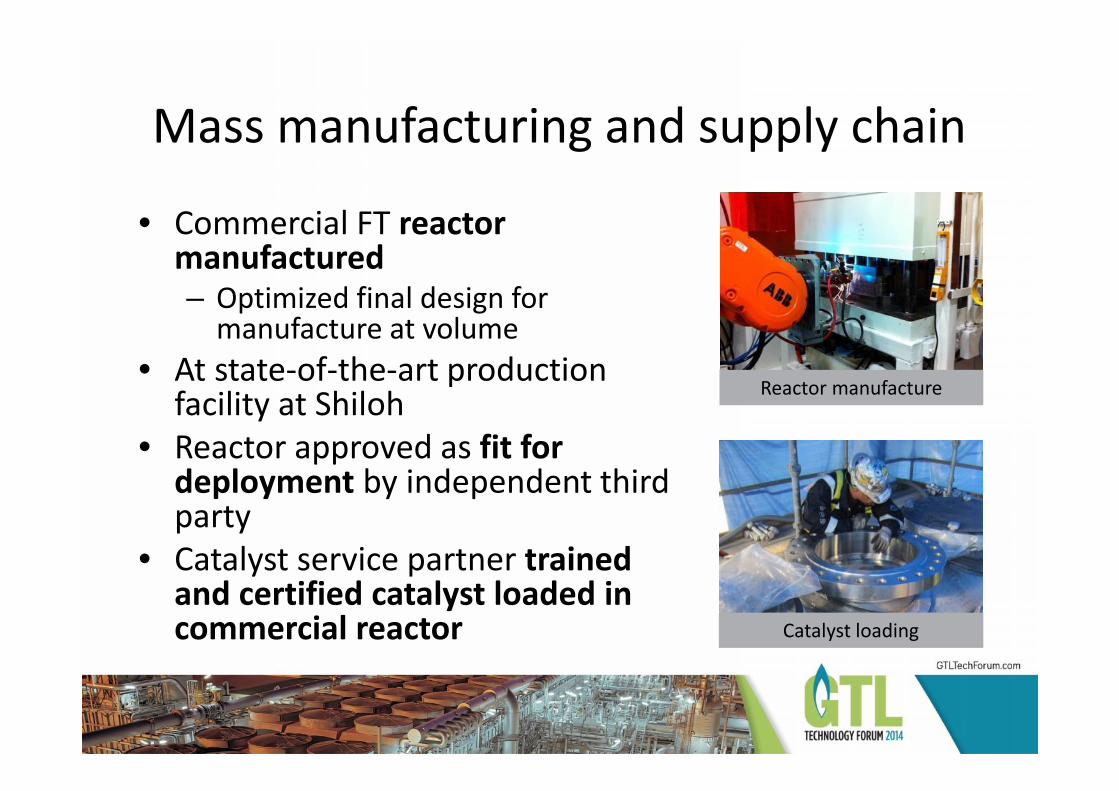
Mass manufacturing and supply chain
• Commercial FT reactormanufactured– Optimized final design for
manufacture at volume• At state-of-the-art production
facility at Shiloh• Reactor approved as fit for
deployment by independent thirdparty
• Catalyst service partner trainedand certified catalyst loaded incommercial reactor
Reactor manufacture
Catalyst loading

Supply chain partnership with Shiloh• North America’s supplier of engineered metal
products to the automotive industry– Cost effective mass production– Consistent high quality– Initial capacity supports 10,000 bpd/yr of orders– Plans in place to support a 4x capacity increase
• Partnership to– Continuously improve FT reactor manufacturing– Enhance overall GTL plant costs
• Shiloh contributing– Several $M in manufacturing resources– Dedicated team of engineers
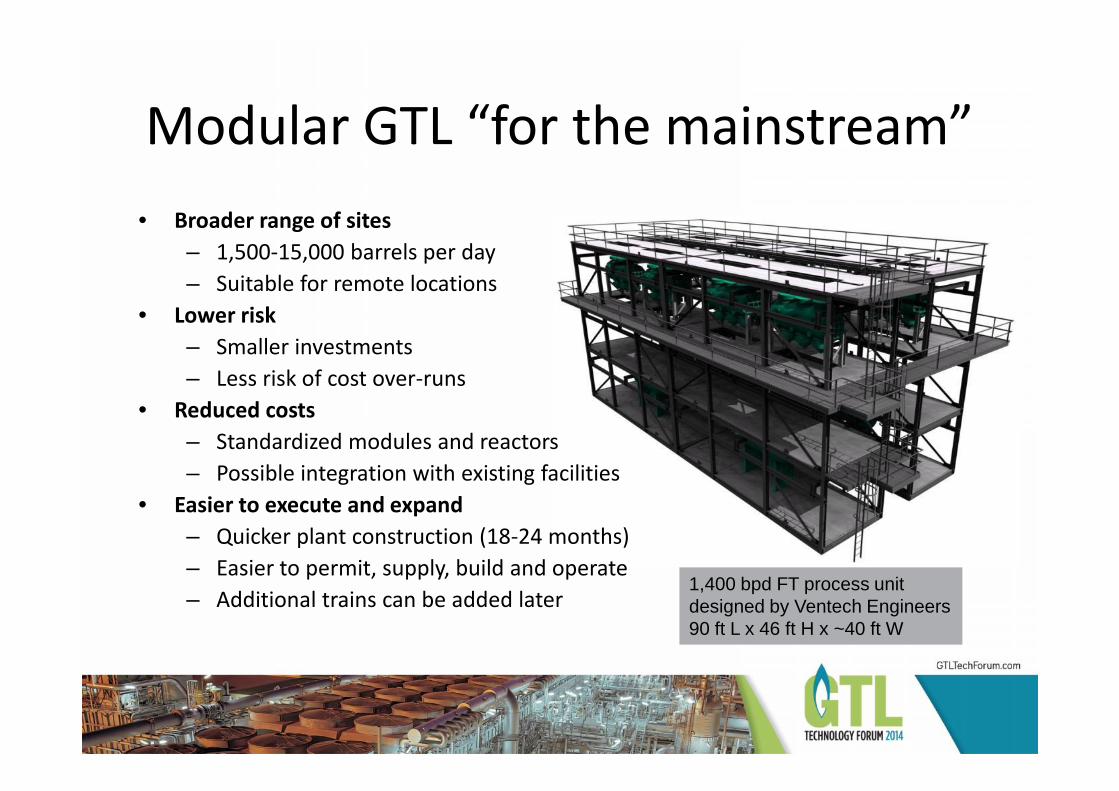
Modular GTL “for the mainstream”• Broader range of sites
– 1,500-15,000 barrels per day– Suitable for remote locations
• Lower risk– Smaller investments– Less risk of cost over-runs
• Reduced costs– Standardized modules and reactors– Possible integration with existing facilities
• Easier to execute and expand– Quicker plant construction (18-24 months)– Easier to permit, supply, build and operate– Additional trains can be added later
1,400 bpd FT process unitdesigned by Ventech Engineers90 ft L x 46 ft H x ~40 ft W
Engineering partner example –Ventech Engineers
• Placed reactor order for 1,400 bpdcapacity– 8 commercial scale reactors
($8million)– Kick-started supply chain– Production underway
• Several GTL plants in engineering– Considering investing in some of these
• Participating in JV with Velocys,Waste Management and NRG Energy
PILOT PLANT RESULTS

Pilot plant and training facility• Integrated GTL pilot plant
in Ohio• Designed to provide
– Performance data tosupport differing clientdesigns
– Product for client studies– Permanent training facility
for plant operators• Platform for
– Developing our own fieldsupport staff
– Demonstrating futureproduct generations
Add pilot plant photo
Pilot plant
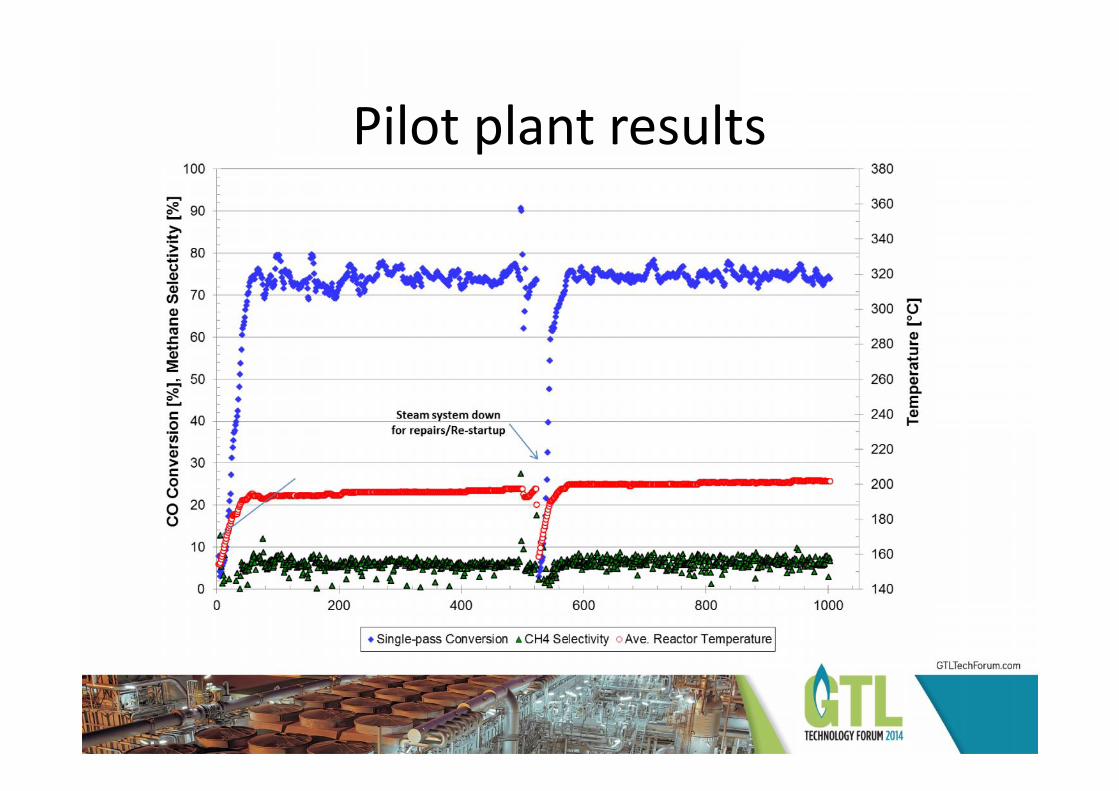
Pilot plant results
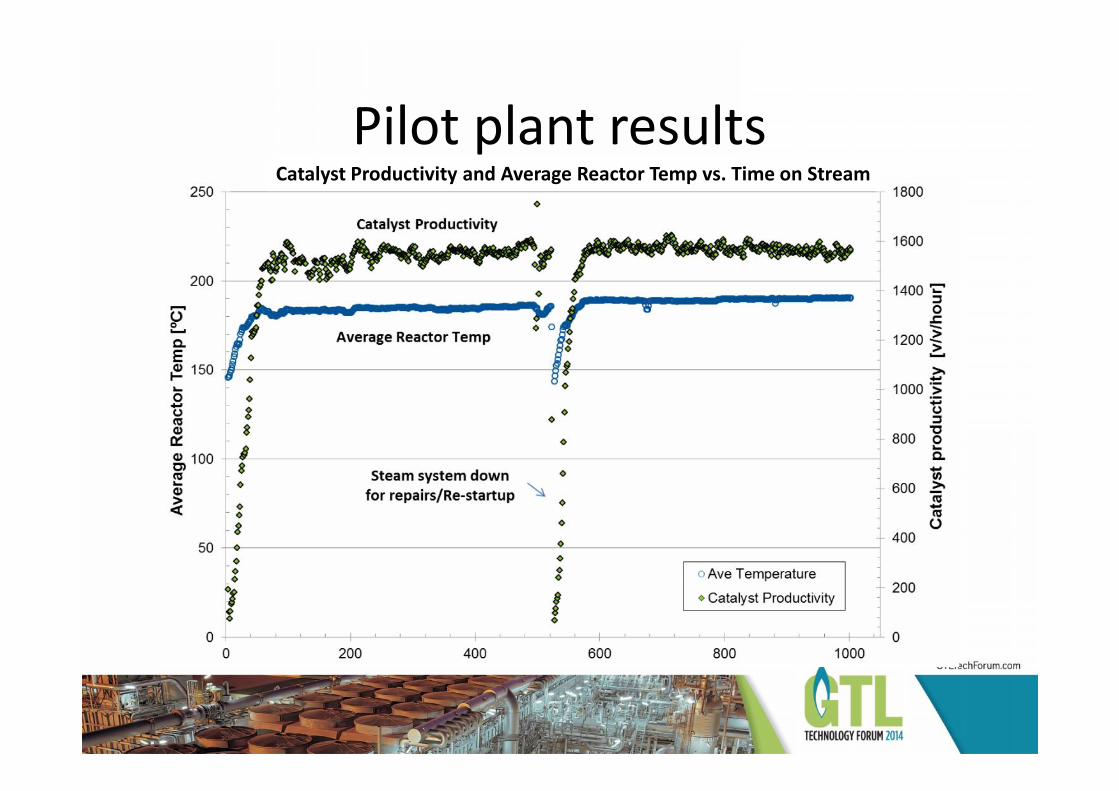
Pilot plant resultsCatalyst Productivity and Average Reactor Temp vs. Time on Stream

TECHNICAL CASE STUDIES –ENABLING FACTORS
• Project description— First GTL plant that will use a combination of
renewable biogas and natural gas
• Enabling factors— Low cost landfill gas as feedstock— RIN credits under the Renewable Fuel Standards— WM’s existing experience of operating GTL
technology– Pilot plant on site since 2010
• Status— Final investment decision taken July 2014— Construction proceeding; purchase of major
equipment begun— Entered into all major contracts
– EPC, land lease, gas purchase and product offtake
Existing GTL pilot plant at East Oak
JV with Waste Management, NRGEnergy and Ventech – Oklahoma City
Ashtabula GTL• Project description
– 2,800 bpd GTL plant in Ashtabula, Ohio, USA• Enabling factors
– Integration with substantial existinginfrastructure gives reduction in capex
• Waste water treatment; power plant;cooling water pumping; air separation; gaspipeline; rail and barge; local customers forbi-products
• Status– Velocys acquired the Ashtabula GTL project, and
its project developer, in June 2014– Initial engineering completed by Ventech (EPC),
Haldor Topsoe & Velocys– Air permit recently granted
Ashtabula GTL
GreenSky London• Project description
– Commercial 2,500 bpd waste-biomass-to-jet fuel plant being developed by SolenaFuels in Development with British Airways
• Enabling factors– Negative feedstock cost (tipping fees)– Regulatory incentives for aviation biofuels– Support of a major air-line that takes its
environmental performance very seriously• Status
– Pre-Front End Engineering completed– Site selection announced April 2014
Picture courtesy of British Airways
Red Rock Biofuels• Project description
– 1,100 bpd forestry waste to liquids plant inOregon, USA
• Enabling factors– Supported by US DoD and US DoE
• Received $4.1m phase 1 grant forengineering
• 1 of 4 projects eligible to apply for $70mconstruction grant
• Status– FEED study complete and submitted with phase 2
proposal– US DOD targeting late August for phase 2 grant
decision
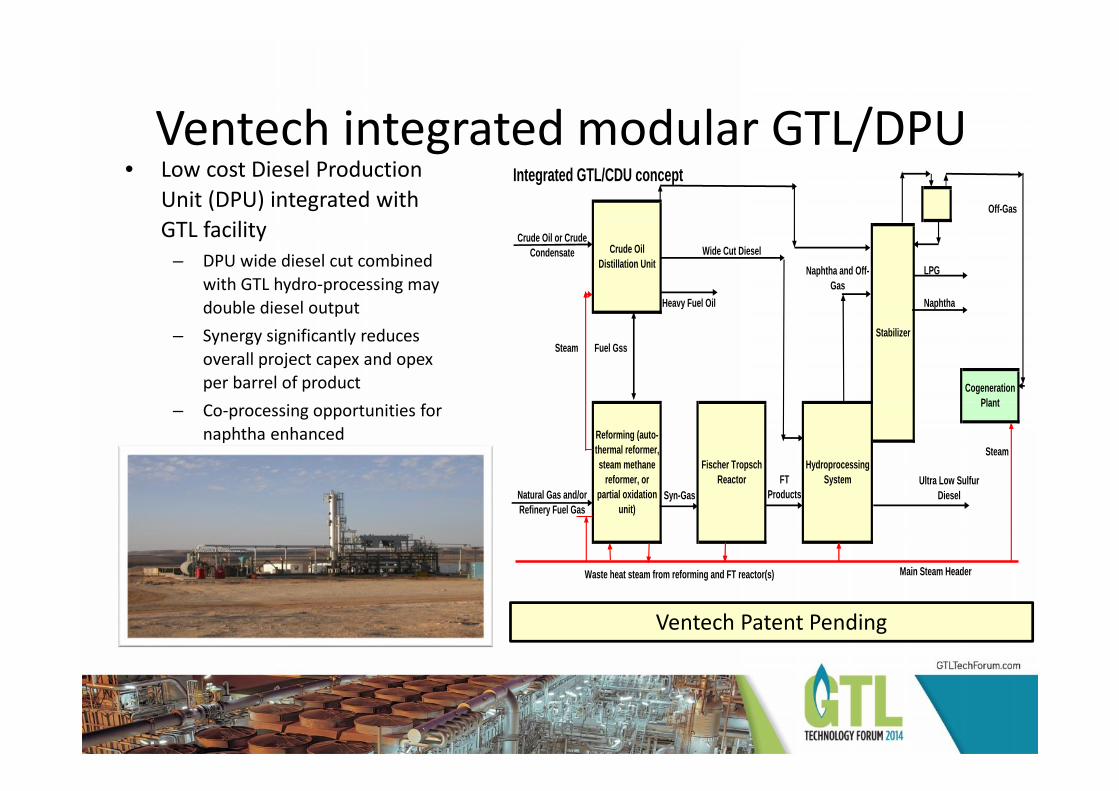
Ventech integrated modular GTL/DPU• Low cost Diesel Production
Unit (DPU) integrated withGTL facility
– DPU wide diesel cut combinedwith GTL hydro-processing maydouble diesel output
– Synergy significantly reducesoverall project capex and opexper barrel of product
– Co-processing opportunities fornaphtha enhanced
Integrated GTL/CDU conceptOff-Gas
LPG
Heavy Fuel Oil Naphtha
Steam Fuel Gss
Steam
Syn-GasFT
Products
Waste heat steam from reforming and FT reactor(s)
Crude Oil or CrudeCondensate
Natural Gas and/orRefinery Fuel Gas
CogenerationPlant
Fischer TropschReactor
Crude OilDistillation Unit
Reforming (auto-thermal reformer,steam methane
reformer, orpartial oxidation
unit)
HydroprocessingSystem
Main Steam Header
Wide Cut Diesel
Stabilizer
Naphtha and Off-Gas
Ultra Low SulfurDiesel
Ventech Patent Pending
Summary
• Active catalysts and microchannel reactorsenable smaller scale GTL
• Mass-produced for cost-effectiveness• Modular construction methods provide a
platform to deliver GTL “for the mainstream”• Commercial deployment underway

Thank youJeff McDanielCommercial [email protected]
Plain City, Ohio office+1 614 733 3300
Houston office+1 713 275 5840www.velocys.com
®