uticaj dodatnog materijala na...
TRANSCRIPT
NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22 15
Lazar Brestovački, Katarina Gerić
UTICAJ DODATNOG MATERIJALA NA KARAKTERISTIKE ZAVARENOG SPOJA NODULARNOG LIVA
EFFECT OF THE FILLER MATERIAL ON THE PROPERTIES OF DUCTILE IRON WELD JOINTS
Originalni naučni rad / Original scientific paper
UDK / UDC: 621.791.75:669.131.7
Rad primljen / Paper received:
05.10.2012.
Adresa autora / Author's address: Mr Lazar Brestovački, dipl.inž. Cobalt doo, 21400 Bačka Palanka, JA 83, Srbija
Prof. dr Katarina Gerić, dipl.inž. Fakultet tehničkih nauka, 21000 Novi Sad, Trg D. Obradovića 6, Srbija
Ključne reči: nodularni liv, TIG zavarivanje, ferit, austenit, dodatni materijal, mehaničke karakteristike, mikrostruktura.
Keywords: ductile iron, GTAW welding, ferritic filler material, austenitic filler material, mechanical properties, microstructure.
Izvod
Zavarivanje sučeonih spojeva nodularnog liva sa feritno-perlitnom mikrostrukturom je izvedeno TIG postupkom zavarivanja bez predgrevanja. Korišćena su dva dodatna materijala: feritni (EN 440:G3Si1) i austenitni (EN 12072: W 18 8 Mn).
Rezultati ispitivanja su pokazali da izbor dodatnog materijala veoma utiče na sve mehaničke karakteristike i mikrostrukturu zavarenog spoja nodularnog liva. Austenitni čelični dodatni materijal omogućava postizanje mehaničkih karakteristika zavarenog spoja bliskih osnovnom materijalu. Zavareni spoj se ponaša krto za oba dodatna materijala. Analiza mikrostrukture ukazuje na visok sadržaj martenzita u metalnoj osnovi linije stapanja bez obzira na vrstu upotrebljenog dodatnog materijala, kao i njegovo prisustvo u materijalu šava kod feritnog dodatnog materijala.
* Rad je izlagan na 27. savetovanju Zavarivanje 2012 - Divčibare
Abstract
The welding of joints of ductile iron with ferritic-pearlitic microstructure was performed by GTAW welding without preheating. We used two filler materials: ferritic (EN 440: G3Si1) and austenitic (EN 12072: W 18 8 Mn).
The obtained results have shown that the choice of filler material greatly affects all mechanical properties and microstructure of ductile iron welded joints. Austenitic steel filler enables the material to achieve the mechanical properties of welded joints close to those of the base material. Welded joints show brittle behavior for both filler material. Microstructural analysis indicates a high content of martensite in the fusion zone regardless of the used filler material, as well as its presence in the weld metal for ferritic filler material.
INTRODUCTION
Influence of Ni based filler material on electric arc welding with coated electrode and gas welding was in focus of research of welding of ductile irons [1-15]. Results of these researches can be summarized as follows: lowest values of mechanical properties are reported for heat affected zone (HAZ) or fusion line (FL), in contrast to weld metal (WM); microstructures on fusion line and in heat affected zone are complex and characterized with high hardness.
TIG welding is rarely used in the research of ductile iron weldability, in spite its wide use in reparature welding of ductile iron products. Filler materials used in research are Ni based alloys [8,10,14,15] or casting based [12].
Characterization of TIG weldments of ductile iron with different metallic matrix is reported in [16-18], while influence of preheating temperature is reported in [19].
UVOD
Dosadašnja istraživanja karakteristika zavarenih spojeva nodularnog liva pretežno su vezana za uticaj dodatnih materijala na bazi nikla i legure nikla i železa postupcima elektrolučnog zavarivanja obloženom elektrodom i gasnog zavarivanja plamenom. Rezultati ovih istraživanja [1-15] imaju zajednički zaključak: minimalne mehaničke karakteristike zavarenog spoja su u zoni uticaja toplote (ZUT) ili na liniji stapanja (LS), a vrlo retko u metalu šava (MŠ), mikrostrukture linije stapanja i zone uticaja toplote su složene i karaktrerišu ih visoke vrednosti tvrdoće.
TIG postupak zavarivanja je retko primenjivan za istraživanje zavarljivosti nodularnog liva iako nalazi sve širu primenu u reparaturnom zavarivanju delova izrađenih od nodularnog liva. Kao dodatni materijali korišćene su legure na bazi nikla, [8, 10, 14, 15] ili na bazi livova, [12]. Karakterizacija TIG postupkom zavarenih spojeva nodularnog liva različitih
NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
16 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22
mikrostruktura metalne osnove bila je predmet istraživanja u okviru, [16-18], a uticaj temperature predgrevanja u okviru [19] . U ovom radu ispitivan je uticaj dodatnog materijala (DM) na mehaničke karakteristike i mikrostrukturu sučeono zavarenog spoja izvedenog TIG postupkom, pri čemu su mereni svi parametri režima zavarivanja, [11]. Primenjeni feritni dodatni materijal se koristi za zavarivanje konstrukcionih čelika, a austenitni dodatni materijal se koristi za zavarivanje teže zavarljivih čelika i kao pufer sloj kod višeslojnog navarivanja.
EKSPERIMENT
Osnovni materijal Ploče osnovnog materijala su proizvedene livenjem u školjkama sa dimenzijama: 100x100x8mm. Korišćena je serija nodularnog liva čiji je hemijski sastav prikazan u tabeli 1, sa pretežno feritnom MMO (90%) dobijenom feritizacionim žarenjem posle livenja i stepenom sferoidizacije grafita 90%.
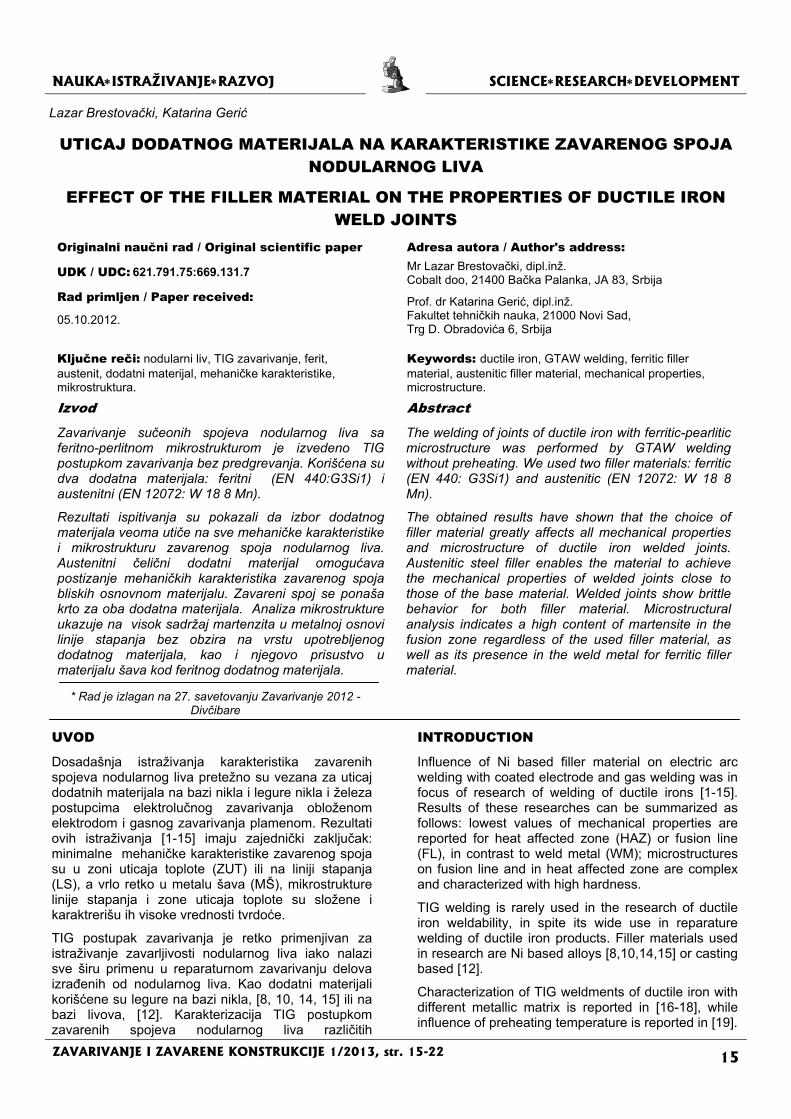
Mikrostruktura metalne osnove upotrebljenog nodularnog liva je prikazana na slici 1. Mikrostruktura je dobijena posle feritizacionog žarenja, sadrži mrežу karbida u pretežno feritnoj MO (nagriženo, uvećanje 200x). Mehaničke karakteristike osnovnog materijala date su u tabeli 2.
Dodatni materijal
Feritni čelični dodatni materijal
Feritni dodatni materijal ima feritnu mikrostrukturu čistog metala šava, a pripada grupi niskougljeničnih čeličnih dodatnih materijala. Hemijski sastav feritnog dodatnog materijala je dat je u tabeli 3, a minimalne mehaničke karakteristike čistog materijala šava u tabeli 4. Ispitivanje je izvršio proizvođač u skladu sa EN 10204 3.1B, i ovaj DM svojim karakteristikama zadovoljava standarde EN 440: G3Si1 i JIS Z3312: YGW12.
Austenitni čelični dodatni materijal
Hemijski sastav austenitnog čeličnog dodatnog materijala je dat je u tabeli 5, a u tabeli 6 su date mehaničke karakteristike čistog materijala šava. Ispitivanje ovog dodatnog materijala je izvršio
The aim of this work was to establish the influence of filler material (FM) on microstructure and mechanical properties of TIG welded SUCEONI joint. Ferritic filler material is generally used for welding of structural steels, while austenitic is used for welding of steels with poor weldability or as a buffer layer in multi-pass welding.
EXPERIMENTAL PART
Base material
Plates of base material were shell casted in dimension 100x100x8mm. Chemical composition of tested ductile iron is given in table 1. It is characterized with dominantly ferritic metal matrix (90%) obtained after ferritization (ferritization grade >90%) annealing after casting.
Metal matrix microstructure of used ductile iron is shown in figure 1. Microstructure is characterized by carbide network in ferritic matrix. Mechanical properties of tested ductile iron base material are given in table 2.
Filler material
Ferritic filler material
Ferritic filler material is low carbon material with pure ferritic microstructure in weld metal.
Slika 1: Mikrostruktura metalne osnove osnovnog materijala
Figure 1: Metal matrix microstructure
Tabela 1: Hemijski sastav nodularnog liva [mas % ]
Table 1: Chemical composition of tested ductile iron [mas%]
C Si Mn Cr P Ni Cu Pb Mg
3,66 2,94 0,43 0,090 0,043 0,099 0,091 0,0012 0,053
Tabela 2: Mehaničke karakteristike osnovnog materijala
Table 2: Mechanical properties of tested ductile iron base material
Napon tečenja RP0,2 (MPa)
Zatezna čvrstoća Rm (MPa)
Izduženje ARm (%)
Tvrdoća HV10
Energija udara J
374 437 3,22 199 0,92
NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22 17
Chemical composition of ferritic filler material is given in table 3, and minimal required mechanical properties of pure weld metal are given in table 4. Testing was performed in producers factory in accordance with EN10204 3.1B. This filler material fulfils EN 440:G3Si1 and JIS Z3312:YGW standards.
Austenitic filler material
Chemical composition of austenitic filler material is given in table 5, and minimal required mechanical properties of pure weld metal are given in table 6. Testing was performed in producers laboratory in accordance with EN10204 2.2. This filler material fulfils EN 12072:W18 8 Mn.,
Welding
Ductile iron was welded in two passes. Due to lacking of referent standards related to ductile iron, X shaped butt was prepared in accordance with SRPS ISO9692.
TIG welding was performed using ferritic filler material 440:G3Si, sample “2”, and austenitic filler material EN
proizvođač u skladu sa EN 10204 2.2. Ovaj DM svojim karakteristikama zadovoljava standard EN 12072: W 18 8 Mn.
Zavarivanje
Sučeono zavarivanje uzoraka nodularnog liva je izvršeno sa dva prolaza. U nedostatku referentnog standarda koji se odnosi na nodularni liv pripremljen je žljeb za zavarivanje X šava prema SRPS ISO 9692.
Zavarivanje uzoraka je izvedeno TIG postupkom sa feritnim čeličnim dodatnim materijalom EN 440: G3Si1, uzorak serije „2“ i austenitnim čeličnim dodatnim materijalom EN12072: W 18 8, uzorak serije „4“. Zavarivanje je izvedeno identičnom tehnologijom, bez predgrevanja i sa izvođenjem drugog prolaza odmah posle prvog. Usvojeni nivo kvaliteta zavarenog spoja je prema SRPS ISO 5817:D. U toku eksperimenta su mereni svi parametri režima zavarivanja.
Zavarivanje je izvršeno uređajem Varstroj Vartig 2000. Strujne veličine su merene univerzalnim uređajem za
Tabela 3: Hemijski sastav [mas% ] dodatnog materijala, saglasno EN 10204 3.1B
Table 3: Chemical composition of ferritic filler material [mas%], in accordance with EN 10204 3.1B
Šarža C Si Mn P S Cu Ti Mo Cr Ni
609824 0,070 0,88 1,47 0,014 0,011 0,006 0,017 0,003 0,03 0,005
Tabela 4: Minimalne mehaničke karakteristike metala šava
Table 4: Minimal required mechanical properties of pure weld metal
Šarža Napon tečenja
RP0,2 (MPa) Zatezna čvrstoća
Rm (MPa) Izduženje ARm (%)
Tvrdoća HV10
Energija udara J
609824 464 538 31 - 100 (+200C)
Tabela 5: Hemijski sastav [mas% ] austenitnog dodatnog materijala, saglasno EN 10204 2.2
Table 5: Chemical composition of austenitic filler material [mas%], in accordance with EN10204 2.2
Šarža C Si Mn P S Cr Ni
698042 0,076 0,81 7,01 0,018 0,009 18,79 8,10
Tabela 6: Minimalne mehaničke karakteristike dodatnog materijala TIG, EN 439: Ar I1
Table 6: Minimal mechanical properties of weld metal tested ductile iron base material TIG, EN 439:Ar I1
EN 12072:
W 18 8Mn
Napon tečenja RP0,2 (MPa)
Zatezna čvrstoća Rm (MPa)
Izduženje ARm (%)
Tvrdoća HV10
Energija udara J
380 560 35 - 40
merenje strujnih veličina VOLTCRAFT 2010 i integralnim mernim instrumentom na uređaju. Vreme je mereno sekvencionalnim hronometrom.
Mehanička ispitivanja zavarenih spojeva
Ispitivanje tvrdoće po Vikersu HV10 je izvršeno na poliranoj površini poprečnog preseka zavarenog
12072:W18 8 Mn, sample “4”. Welding of both samples were performed using identical parameters (welding technology, no preheating and second pass immediately after first pass).
Quality was in accordance with SRPS ISO 5817:D. All welding parameters were measured and monitored.
NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
18 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22
spoja. Položaj i korak mernih tačaka je prema standardu SRPS EN 288-3, na oko 1 mm od gornje i donje ivice. Uzorak je izrezan postupkom vazdušnog plazma rezanja, uz otklanjanje ZUT-a nastalog postupkom rezanja.
Ispitivanje zatezanjem je izvedeno na mehaničkoj kidalici 50kN. Ispitne epruvete su mašinski obrađene, sa paralelnim bokovima na kojima su strane epruveta sa oba lica šava hladno izbrušene do debljine 5mm u cilju otklanjanja uticaja geometrijskih karakteristika šava na rezultate ispitivanja.
Ispitivanje energije udara po Sharpy KCV metodi izvršeno je šarpijevim klatnom sa tegom 150 N, na epruvetama kojima je mašinskom obradom uticaj geometrijskih grešaka na površini uzoraka eliminisan.Epruvete su proporcionalno smanjenih dimenzija poprečnog preseka u odnosu na standardom predviđene za 50%, da bi se eliminisao uticaj površinskih geometrijskih grešaka na rezultate ispitivanja. S obzirom da standardne epruvete za ispitivanje čelika i nodularnog liva imaju identične dimenzije i prema iskustvu drugih autora u smanjenju čeličnih epruveta, [20, 21], izabran je oblik smanjene epruvete. Vrh V zareza epruvete nalazi se u liniji stapanja, gde je energija udara minimalna [10].
Mikroskopska ispitivanja zavarenih spojeva
Mikroskopska ispitivanja epruveta su izvršena na svetlosnom mikroskopu „Carl Ceiss“ opremljenim digitalnom fotografskom kamerom, koja je integrisana sa računarom pomoću softvera za obradu fotografija „ZomBrowser EX“ proizvođača kamere „Canon inc“.
REZULTATI
Parametri zavarivanja su detaljno opisani u radu [18]. Pogonska energija zavarivanja za uzorak „2“ zavaren sa feritnim dodatnim materijalom je bila 41,1. kJ/cm, a za uzorak „4“ zavaren sa austenitnim dodatnim materijalom 37,6 kJ/cm.
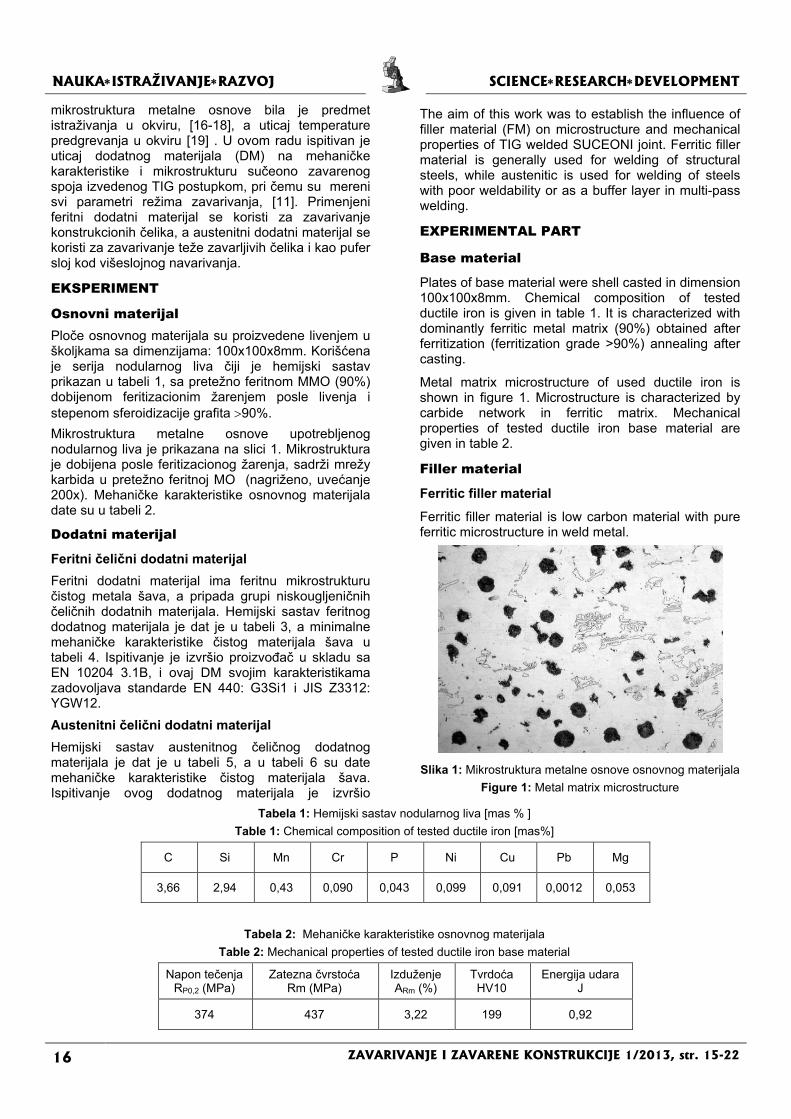
Rezultati merenja tvrdoće HV10 zavarenog uzorka serije „2“ prikazani su na slici 2. Maksimalna izmerena tvrdoća je 642 HV10 i to u materijalu šava, a u LS 620 HV10.
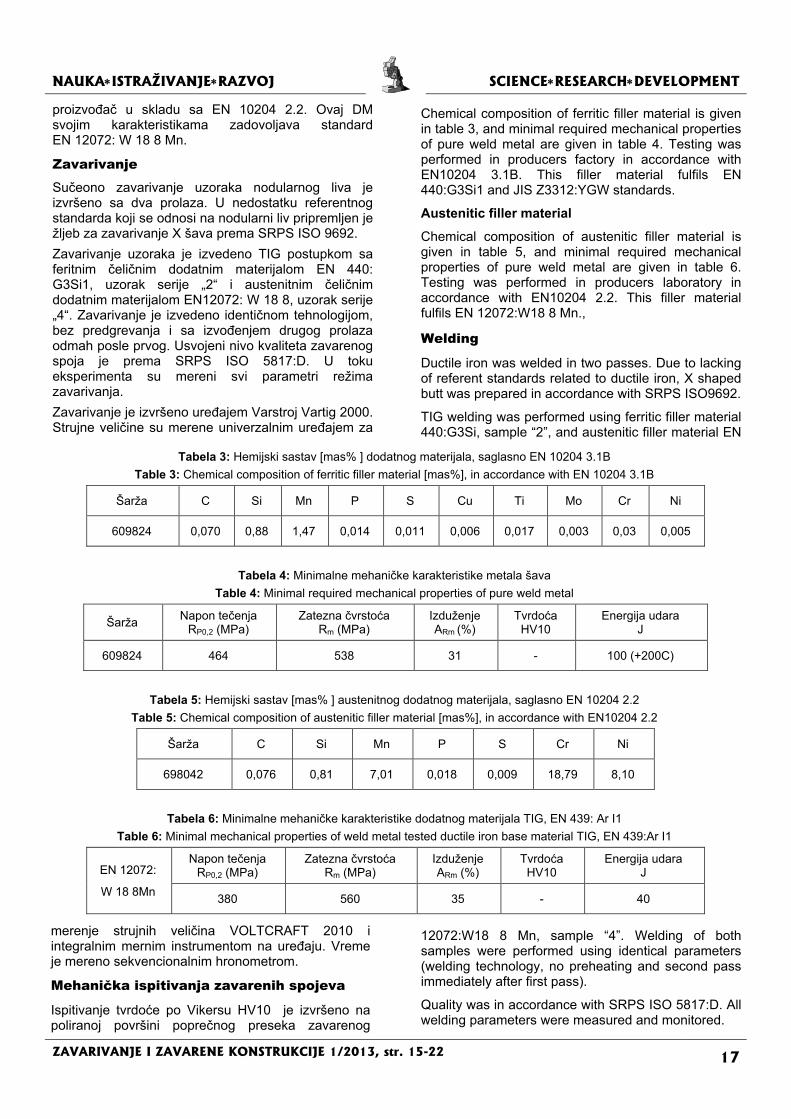
Rezultati merenja tvrdoće HV10 zavarenog uzorka serije „4“ prikazani su na slici 3, gde je maksimalna izmerena veličina 673 HV10 u LS a u materijalu šava 409 HV10. Rezultati ispitivanja zatezanjem i energije udara zavarenih uzoraka su dati u tabeli 7.
Mesto loma epruveta pri ispitivanju zatezanjem kod zavarenih uzoraka serije „2“ je u materijalu šava, a serije „4“ u LS i/ili ZUT-u.
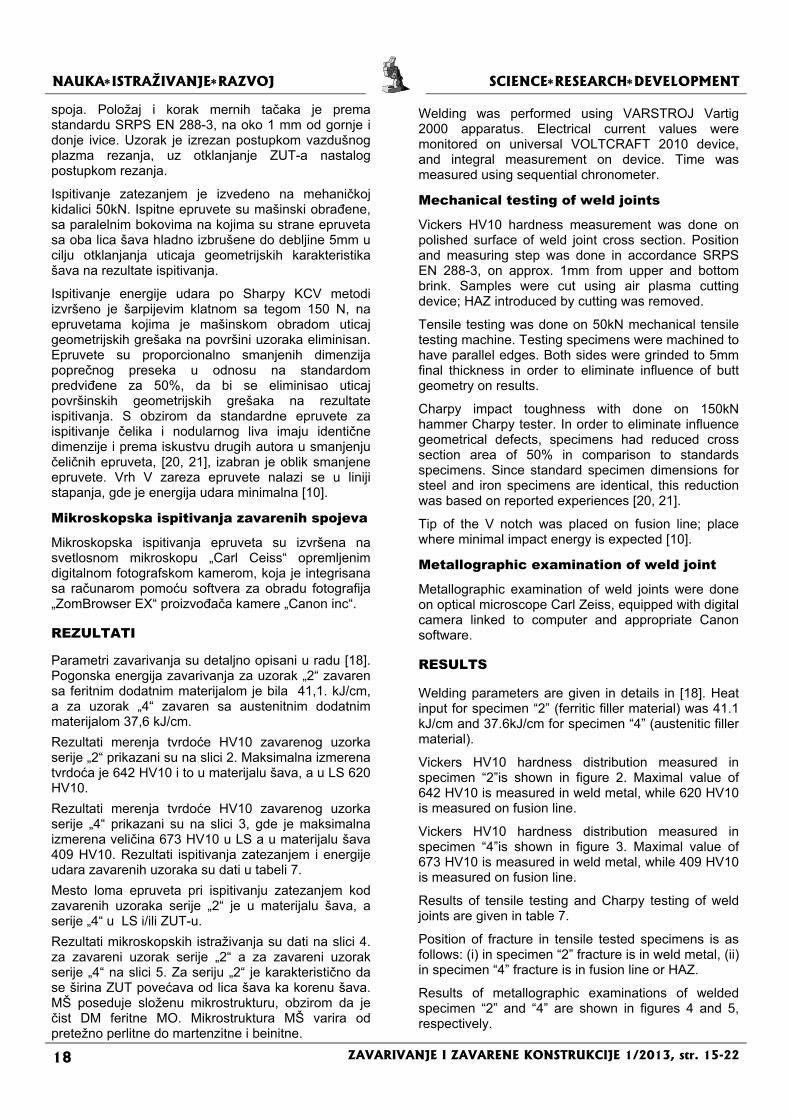
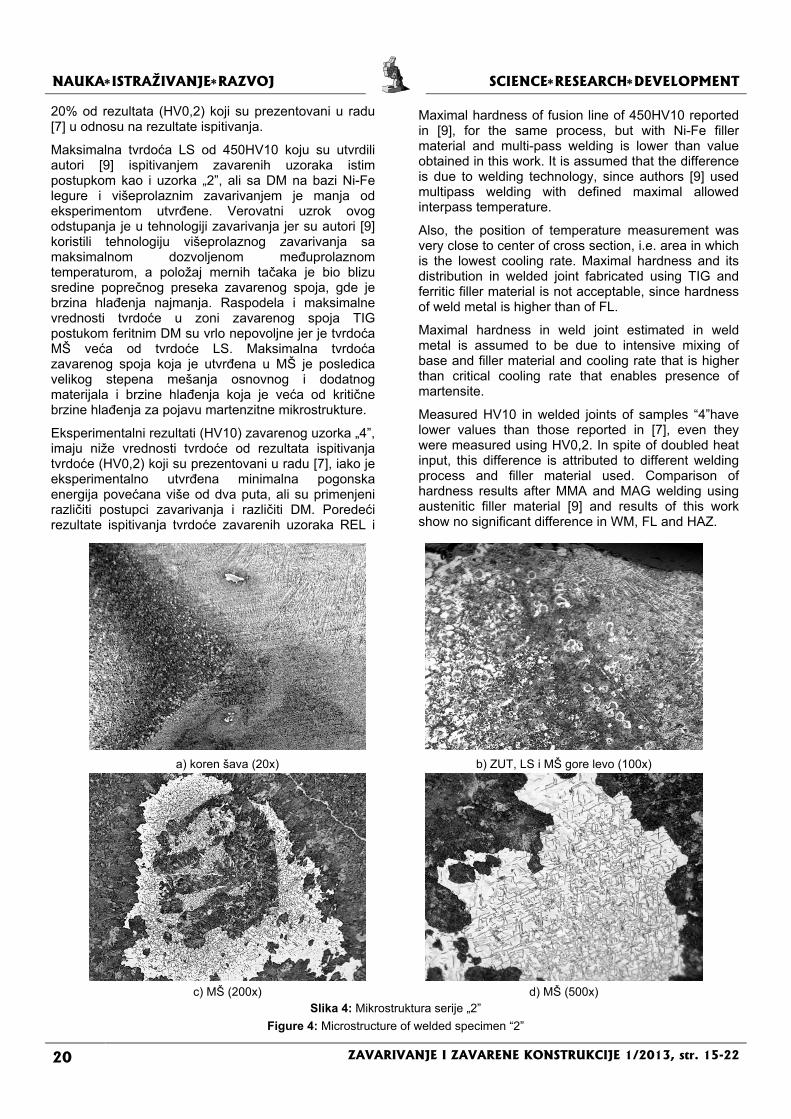
Rezultati mikroskopskih istraživanja su dati na slici 4. za zavareni uzorak serije „2“ a za zavareni uzorak serije „4“ na slici 5. Za seriju „2“ je karakteristično da se širina ZUT povećava od lica šava ka korenu šava. MŠ poseduje složenu mikrostrukturu, obzirom da je čist DM feritne MO. Mikrostruktura MŠ varira od pretežno perlitne do martenzitne i beinitne.
Welding was performed using VARSTROJ Vartig 2000 apparatus. Electrical current values were monitored on universal VOLTCRAFT 2010 device, and integral measurement on device. Time was measured using sequential chronometer.
Mechanical testing of weld joints
Vickers HV10 hardness measurement was done on polished surface of weld joint cross section. Position and measuring step was done in accordance SRPS EN 288-3, on approx. 1mm from upper and bottom brink. Samples were cut using air plasma cutting device; HAZ introduced by cutting was removed.
Tensile testing was done on 50kN mechanical tensile testing machine. Testing specimens were machined to have parallel edges. Both sides were grinded to 5mm final thickness in order to eliminate influence of butt geometry on results.
Charpy impact toughness with done on 150kN hammer Charpy tester. In order to eliminate influence geometrical defects, specimens had reduced cross section area of 50% in comparison to standards specimens. Since standard specimen dimensions for steel and iron specimens are identical, this reduction was based on reported experiences [20, 21].
Tip of the V notch was placed on fusion line; place where minimal impact energy is expected [10].
Metallographic examination of weld joint
Metallographic examination of weld joints were done on optical microscope Carl Zeiss, equipped with digital camera linked to computer and appropriate Canon software.
RESULTS
Welding parameters are given in details in [18]. Heat input for specimen “2” (ferritic filler material) was 41.1 kJ/cm and 37.6kJ/cm for specimen “4” (austenitic filler material).
Vickers HV10 hardness distribution measured in specimen “2”is shown in figure 2. Maximal value of 642 HV10 is measured in weld metal, while 620 HV10 is measured on fusion line.
Vickers HV10 hardness distribution measured in specimen “4”is shown in figure 3. Maximal value of 673 HV10 is measured in weld metal, while 409 HV10 is measured on fusion line.
Results of tensile testing and Charpy testing of weld joints are given in table 7.
Position of fracture in tensile tested specimens is as follows: (i) in specimen “2” fracture is in weld metal, (ii) in specimen “4” fracture is in fusion line or HAZ.
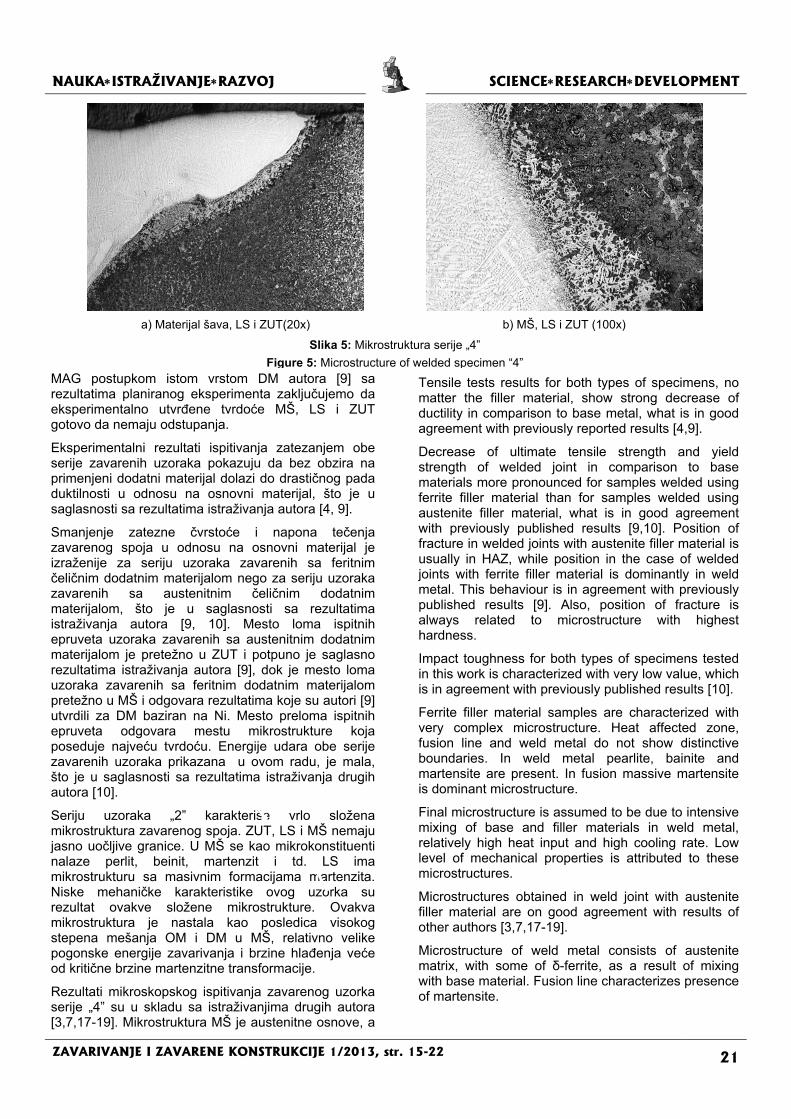
Results of metallographic examinations of welded specimen “2” and “4” are shown in figures 4 and 5, respectively.

NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22 19
Prelaskom iz OM u ZUT smanjuje se količina ferita a povećava količina perlita u MO. Daljim približavanjem ka LS mikrostruktura ZUT se usložnjava, a karakteristična je pojava martenzita.
Za seriju „4” je karakteristična pojava martenzita u LS i -ferita u pretežno austenitnoj metalnoj osnovi materijala šava.
DISKUSIJA
Pogonska energija zavarivanja obe serije uzoraka odstupa manje od 5% od aritmetičke srednje vrednosti koja je qp=39,35kJ/cm, tako da se može smatrati da je uticaj pogonske energije zavarivanja na rezultate ispitivanja minimiziran.
Eksperimentalni rezultati ispitivanja tvrdoće LS uzorka „2” (HV10) pri utvrđenoj minimalnoj pogonskoj energiji koja je povećana za 150%, su niži za 10 do
Specimens “2” exhibit the increase of HAZ size toward root. Weld metal has complex microstructure, since filler material has fully ferritic microstructure. In area closer to fusion line, microstructure becomes more complex, even some martensite is present.
On the other hand, specimens “4” exhibit martensite presence in fusion line and some δ-ferrite in dominantly austenitic matrix of weld metal.
DISCUSSION
Heat input for both series of specimens varies less than 5% from arithmetic average value of qp=39,35kJ/cm. Therefore it can be assumed that influence of heat input can be minimized.
Experimental values of hardness measured on fusion line in specimens “2” (HV10) are between 10 and 20% lower in comparison to results reported in [7], probably due to 150% increase in heat input.
0
100
200
300
400
500
600
700
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
HV10
x1 mm
GOREDOLE
Slika 2: Tvrdoća HV10 zavarenog uzorka „2“
Figure 2: HV10 hardness distribution measured in specimen “2”
0100200300400500600700800
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
HV10
x0,5 mm
GORE
DOLE
Slika 3: Tvrdoća HV10 zavarenog uzorka „4“
Figure 3: HV10 hardness distribution measured in specimen “4”
Tabela 7: Mehaničke karakteristike zavarenih uzoraka serija „2“ i „4“
Table 7: Mechanical properties of welded specimens “2” and “4”
Zavareni uzorak serije
Napon tečenja RP0,2 (MPa)
Zatezna čvrstoća Rm (MPa)
Izduženje ARm (%)
Energija udara (J)
„2“ 281 281 0 0,51
„4“ 346 361 0,510 0,42
NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
20 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22
20% od rezultata (HV0,2) koji su prezentovani u radu [7] u odnosu na rezultate ispitivanja.
Maksimalna tvrdoća LS od 450HV10 koju su utvrdili autori [9] ispitivanjem zavarenih uzoraka istim postupkom kao i uzorka „2”, ali sa DM na bazi Ni-Fe legure i višeprolaznim zavarivanjem je manja od eksperimentom utvrđene. Verovatni uzrok ovog odstupanja je u tehnologiji zavarivanja jer su autori [9] koristili tehnologiju višeprolaznog zavarivanja sa maksimalnom dozvoljenom međuprolaznom temperaturom, a položaj mernih tačaka je bio blizu sredine poprečnog preseka zavarenog spoja, gde je brzina hlađenja najmanja. Raspodela i maksimalne vrednosti tvrdoće u zoni zavarenog spoja TIG postukom feritnim DM su vrlo nepovoljne jer je tvrdoća MŠ veća od tvrdoće LS. Maksimalna tvrdoća zavarenog spoja koja je utvrđena u MŠ je posledica velikog stepena mešanja osnovnog i dodatnog materijala i brzine hlađenja koja je veća od kritične brzine hlađenja za pojavu martenzitne mikrostrukture.
Eksperimentalni rezultati (HV10) zavarenog uzorka „4”, imaju niže vrednosti tvrdoće od rezultata ispitivanja tvrdoće (HV0,2) koji su prezentovani u radu [7], iako je eksperimentalno utvrđena minimalna pogonska energija povećana više od dva puta, ali su primenjeni različiti postupci zavarivanja i različiti DM. Poredeći rezultate ispitivanja tvrdoće zavarenih uzoraka REL i
Maximal hardness of fusion line of 450HV10 reported in [9], for the same process, but with Ni-Fe filler material and multi-pass welding is lower than value obtained in this work. It is assumed that the difference is due to welding technology, since authors [9] used multipass welding with defined maximal allowed interpass temperature.
Also, the position of temperature measurement was very close to center of cross section, i.e. area in which is the lowest cooling rate. Maximal hardness and its distribution in welded joint fabricated using TIG and ferritic filler material is not acceptable, since hardness of weld metal is higher than of FL.
Maximal hardness in weld joint estimated in weld metal is assumed to be due to intensive mixing of base and filler material and cooling rate that is higher than critical cooling rate that enables presence of martensite.
Measured HV10 in welded joints of samples “4”have lower values than those reported in [7], even they were measured using HV0,2. In spite of doubled heat input, this difference is attributed to different welding process and filler material used. Comparison of hardness results after MMA and MAG welding using austenitic filler material [9] and results of this work show no significant difference in WM, FL and HAZ.
a) koren šava (20x) b) ZUT, LS i MŠ gore levo (100x)
c) MŠ (200x) d) MŠ (500x) Slika 4: Mikrostruktura serije „2”
Figure 4: Microstructure of welded specimen “2”
NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22 21
a) Materijal šava, LS i ZUT(20x) b) MŠ, LS i ZUT (100x)
Slika 5: Mikrostruktura serije „4”
Figure 5: Microstructure of welded specimen “4” MAG postupkom istom vrstom DM autora [9] sa rezultatima planiranog eksperimenta zaključujemo da eksperimentalno utvrđene tvrdoće MŠ, LS i ZUT gotovo da nemaju odstupanja.
Eksperimentalni rezultati ispitivanja zatezanjem obe serije zavarenih uzoraka pokazuju da bez obzira na primenjeni dodatni materijal dolazi do drastičnog pada duktilnosti u odnosu na osnovni materijal, što je u saglasnosti sa rezultatima istraživanja autora [4, 9].
Smanjenje zatezne čvrstoće i napona tečenja zavarenog spoja u odnosu na osnovni materijal je izraženije za seriju uzoraka zavarenih sa feritnim čeličnim dodatnim materijalom nego za seriju uzoraka zavarenih sa austenitnim čeličnim dodatnim materijalom, što je u saglasnosti sa rezultatima istraživanja autora [9, 10]. Mesto loma ispitnih epruveta uzoraka zavarenih sa austenitnim dodatnim materijalom je pretežno u ZUT i potpuno je saglasno rezultatima istraživanja autora [9], dok je mesto loma uzoraka zavarenih sa feritnim dodatnim materijalom pretežno u MŠ i odgovara rezultatima koje su autori [9] utvrdili za DM baziran na Ni. Mesto preloma ispitnih epruveta odgovara mestu mikrostrukture koja poseduje najveću tvrdoću. Energije udara obe serije zavarenih uzoraka prikazana u ovom radu, je mala, što je u saglasnosti sa rezultatima istraživanja drugih autora [10].
Seriju uzoraka „2” karakteriše vrlo složena mikrostruktura zavarenog spoja. ZUT, LS i MŠ nemaju jasno uočljive granice. U MŠ se kao mikrokonstituenti nalaze perlit, beinit, martenzit i td. LS ima mikrostrukturu sa masivnim formacijama martenzita. Niske mehaničke karakteristike ovog uzorka su rezultat ovakve složene mikrostrukture. Ovakva mikrostruktura je nastala kao posledica visokog stepena mešanja OM i DM u MŠ, relativno velike pogonske energije zavarivanja i brzine hlađenja veće od kritične brzine martenzitne transformacije.
Rezultati mikroskopskog ispitivanja zavarenog uzorka serije „4” su u skladu sa istraživanjima drugih autora [3,7,17-19]. Mikrostruktura MŠ je austenitne osnove, a
Tensile tests results for both types of specimens, no matter the filler material, show strong decrease of ductility in comparison to base metal, what is in good agreement with previously reported results [4,9].
Decrease of ultimate tensile strength and yield strength of welded joint in comparison to base materials more pronounced for samples welded using ferrite filler material than for samples welded using austenite filler material, what is in good agreement with previously published results [9,10]. Position of fracture in welded joints with austenite filler material is usually in HAZ, while position in the case of welded joints with ferrite filler material is dominantly in weld metal. This behaviour is in agreement with previously published results [9]. Also, position of fracture is always related to microstructure with highest hardness.
Impact toughness for both types of specimens tested in this work is characterized with very low value, which is in agreement with previously published results [10].
Ferrite filler material samples are characterized with very complex microstructure. Heat affected zone, fusion line and weld metal do not show distinctive boundaries. In weld metal pearlite, bainite and martensite are present. In fusion massive martensite is dominant microstructure.
Final microstructure is assumed to be due to intensive mixing of base and filler materials in weld metal, relatively high heat input and high cooling rate. Low level of mechanical properties is attributed to these microstructures.
Microstructures obtained in weld joint with austenite filler material are on good agreement with results of other authors [3,7,17-19].
Microstructure of weld metal consists of austenite matrix, with some of δ-ferrite, as a result of mixing with base material. Fusion line characterizes presence of martensite.

NAUKAISTRAŽIVANJERAZVOJ SCIENCERESEARCHDEVELOPMENT
22 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE 1/2013, str. 15-22
LITERATURA / REFERENCES
[1] Smiljanić, M., Antić, M., Zavarivanje sivog liva u održavanju opreme, Društvo za unapređenje zavarivanja u Srbiji, Beograd, 1997.
[2] Shcherbedinskii, G.V. , Iron: A Promising Material of the XXI Century, Metal Science and Heat Treatment, Vol 47, Nos.7-8, 2005, page 333-342.
[3] Ductile Iron Marketing Group, Sorelmetal, Ductile Iron Data for Design Engineers, Rio Tinto Iron & Titanium INC, Montreal, Canada, 1990-2007.
[4] Kenawy M A, Abdel-Fattah A M, Okasha N, Gazery M EL, Mechanical and Structural Properties of Ductile Cast Iron, Egypt Journal of Solidification, Vol 24, No 2, 2001
[5] DIN EN 1560:1997-08
[6] El-Bana, E.M., Nageda, M.S., Abo El-Saadat, M.M., Study of restoratition by welding of pearlitic ductile cast iron, Materials Letters, No 42, 2000, pp 311-320
[7] El-Bana, E.M, Effect of preheat on welding of ductile cast iron, Materials Letters, No 41, 1999, pp 20-26
[8] Nisho, K, Nakamura, N., Katoh, M, Impact Characteristic of Joints of Spheroidical Cast Irons with Ni-Base Brazing Sheet, Quarterly Journal of the Japan Welding Society, vol 20, (2002)., page 523-530
[9] Fujii, N., Takahashi, J., Suzuki, H., Yasuda, K., Comparasion of Strenght Charasteristic of Cast Iron/Mild Steel Welding Joints by Various Welding Process, Quarterly Journal of the Japan Welding Society, vol 23, (2005)., page 302-310
[10] Honda, H., Fukase, A., Fujii, N., Yasuda, K., The machanical strenght of weld zone of nodular cast iron in various welding process, Quarterly Journal of the Japan Welding Society
[11] Palić, V., Zavarivanje, Fakultet tehničkih nauka, Novi Sad, 1987.
[12] Hirazuka, S., Horie, H., Nakamura, M, Kowata, T, Aonuma, M., Kobayashi, T., Abstract: TIG welding proces of spheroidam graphite cast iron and mild steel using the inoculant coated welding rods, Chuzo kogaku, 1998, vol 70, no 12, pp 860-865.
[13] Kelly, TJ, Bishel, RA, Wilson, RK, Abstract: Welding of Ductile Iron With Ni-Fe-Mn Filler Metal, Welding Journal, 1985, vol 64, no 3, pp 79-85
[14] Ohguchi, K-I, Tagami, M, Umeda, N, Abstract: Effect of Ni-Fe welding rod on weldability and fatigue characteristic of welded joint in spheroidal graphite cast iron, Journal of Japan Foundry Engineering, Vol 74, no 3, 2002, pp 149-155
[15] Ciszevski, G, Abstract: Examples of application of different welding methods to repair cast iron elements and to join them together as well as to join cast iron elements to steel ones into the form of constructional units, Biueltyn Instytutu Spawalnictwa, Vol 43, no 1, 1999, pp 34-39.
[16] Brestovački, L., Šiđanin, L., Gerić, K., Sabo, B., Uticaj mikrostrukture metalne osnove na mehaničke karakteristike sučeono zavarenog spoja nodularnog liva, Zavarivanje i zavarene konstrukcije, vol. 53, br. 2, str. 61-68, 2008
[17] Brestovački, L., Šiđanin, L., Gerić, K., Sabo, B., Uticaj mikrostrukture metalne osnove na mehaničke karakteristike sučeono zavarenog spoja nodularnog liva, Zbornik rezimea radova 25. Savetovanja sa međunarodnim učešćem Zavarivanje 2008, Subotica, jun 04-06, 2008, vol 1, pp 127
[18] Brestovački, L.: Tehnologija zavarivanja nodularnog liva elektrolučnim postupcima u zaštitnom gasu, magistarska teza, Univerzitet u Novom Sadu, Fakultet tehničkih nauka, Novi Sad, 2009
[19] Brestovački L, Sabo B., Gerić K. : Uticaj temperature predgrevanja na mehaničke karakteristike sučeono zavarenog spoja nodularnog liva, Savetovanje sa međunarodnim učešćem „Zavarivanje 2010“, Zbornik radova, Tara, 2010
[20] Dobrojević, M., Sedmak, A., Argob, E., Popović, O., Analiza uticaja geometrije i heterogenosti zavarenog spoja na ponašanje Šarpi epruvete, Integritet i vek konstrukcija, Vol 3, Br. 2 (2003), str 73-83.
[21] Kenji D., The Development of Subsize Charpy Imact Test Technique for Reactor Pressure Vessel Steels, Komae Research Lab, Japan, 2007.
registrovano prisustvo -ferita je posledica mešanja dodatnog i osnovnog materijala. Liniju stapanja karakteriše pojava martenzita.
ZAKLJUČAK
Primena TIG postupka zavarivanja nodularnog liva sa austenitnim čeličnim dodatnim materijalom u odnosu na feritni čelični dodatni materijal omogućava postizanje boljih mehaničkih karakteristika zavarenog spoja i povoljniju mikrostrukturu zavarenog spoja.
Austenitni čelični dodatni materijal karakteriše manji stepen mešanja dodatnog i osnovnog materijala u materijalu šava i manja osetljivost na migraciju ugljenika iz osnovnog materijala u materijal šava u odnosu na feritni čelični dodatni materijal.
Zavareni spoj nodularnog liva TIG postupkom se ponaša krto bez obzira na primenjenu vrstu dodatnog materijala.
CONCLUSION
TIG welding of ductile iron using austenite filler material provides more favourable microstructure and better mechanical properties of welded joint in comparison to use of ferritic filler material.
Austenite filler material show lower mixing of filler material with base metal in weld metal and lower sensitivity to carbon diffusion from base material to weld metal, in comparison to ferritic filler material.
Ductile iron TIG welded joint exhibits brittle behaviour, no matter of the type of filler material.
Prevod na engleski: Nenad Radović