using rfid technology in a seaport terminal · using rfid technology in a seaport terminal economic...
TRANSCRIPT


Using RFID Technology in a Seaport Terminal
Economic application of AutoID and satellite navigation to back up operations
Anne SchweizerWolf Lampe
Agenda
1. Introduction• Roll-on/ Roll-off operations• Current focus: rolltrailer operation• Project background• Port of Bremerhaven, Germany
2. Operating mode (Animation)3. Verification and implementation4. Potentials5. Conclusion and outlook

Roll-on/Roll-off operations

Current focus: rolltrailer operation
Roll-on/Roll-off operationsType of goods handled:• cars, trucks, semi-trailers, farming
machinery etc.• machinery, boats etc. (on rolltrailers)

Project background
Average inventory at the RoRo-terminal of Bremerhaven:
• 500-1000 roll-trailers (owned by shipping companies)
• 15 terminal tractors with goosenecks for maneuvering rolltrailers (“Tugmasters”, BLG-owned)
• Throughput: 60.000 rolltrailers per year
Restrictions in physical growth (financial and topographic) call for a process oriented approach

Areal photograph port of Bremerhaven, Germany
Operations area high & heavy
Topographical restriction

Agenda
1. Introduction2. Operation mode (Animation)
• Process Analysis• Components• Arrival of the rolltrailer• Storing the rolltrailer• Retreival of the rolltrailer• Hierarchical AutoID- and localization system• Process analysis
3. Verification and implementation4. Potentials5. Conclusion and outlook

Process Analysis
retrieval ofrolltrailer
re‐locationof rolltrailer
undocumented re‐locations
vessel unloadedrolltrailer/ cargo documented
rolltrailer stored
rolltraileridentified
rolltrailerprovided
cargo placed on rolltrailer
vessel cast off
registration of cargo androlltrailer‐ID
towingrolltrailer
into storage yard
rolltrailer re‐located
cargo discharged
rolltrailer requested
request forspecific rolltrailer
vessel berthed
unloading fromRoRo‐vessel
discharge ofcargo
provision ofrolltrailer
loading onrolltrailer
loading intoRo‐Ro‐vessel
nextcycle
paper based register does not exclude acquisition of incorrect data
customer requiredspecific load carrier
storage location iswritten down
significant personal and fuel costs
project focus: real‐time documentation off all rolltrailer movements

Components
Rolltrailer•RFID tag
Tugmaster (towing tractoi)•GPS modul•RFID reader•WiFi connection•Docking sensor•Data terminal (tablet PC)
Staff managing rolltrailers•Data terminal with RFID reader and online‐connection•Stock of RFID tags

Operating mode – arrival of the rolltrailer
5757
RoRo‐Ferry‐
Nr. 1021
2
3
Automatic entry into database
Select RFID tag
Input data terminal: Link transponder 102to rolltrailer 57
Attach transponder on load carrier

Operating mode – storing the load carrier
What´s myposition?
RFID reader: Who´s there?
1 Permanently checking position and tag ID (minute cycle); logging data
Satellit (GPS)
Your position is B2
It´s me, tag 102
2 Sensor reports uncoupling processData terminal: tag 102 is left on B2
3 Sending tag ID and location dataDatabase: tag 102 → rolltrailer 57→position update: rolltrailer 57 now on B2
Overall System
WIFI
Database update

Operating mode – retreival of rolltrailerA B C D E F G H I J K L M N O P Q
1
2
3
4
5
6
6
8
9
10
11
Hall
OPC
Hall
TUG
Request: Collect trailer 57 on position J2
TUG

Hierarchical AutoID – and localization system
Automatic identification
•identification of individual rolltrailers•difficult environment (metal, corrosive air, rough handling ...)
Navigation
•continuous localization•sufficient accuracy•high availability
Communication
•interchange of real-time-data on rolltrailer positions and status
Economic design
•large number of rolltrailers equipped with low prize RFID-tags (recycled in close-loop-application)•small quantity of terminal tractors equipped with processing/RFID-reader/navigation/communication modules
Aspects of the solution

Verification and implementation. First Step: Demonstrator
demonstration of the operating mode
identification / navigation / communication / visualisation
Carpet with embedded RFID‐Tags (HF)
Rolltrailer carrying RFID‐Tag (HF)
RFID antenna
Gooseneck for coupling
RFID reader and Zigbee module
Java‐Application

Agenda
1. Introduction2. Operation mode (Animation)3. Verification and implementation
• Hardware installation• The RFID reader• GPS, Wireless Lan• Data Terminal• Identifying the optimal position for a RFID tag• First test results
4. Potentials5. Conclusion and outlook

Verification and implementation - hardware installation
RFID reader GPS and Wireless Lan data terminal

Verification and implementation – the RFID reader
Deister UHF UDL100, Protection class: IP 65ISO 18000-6CEPC Class 1, Gen 2,Port: RS485-port
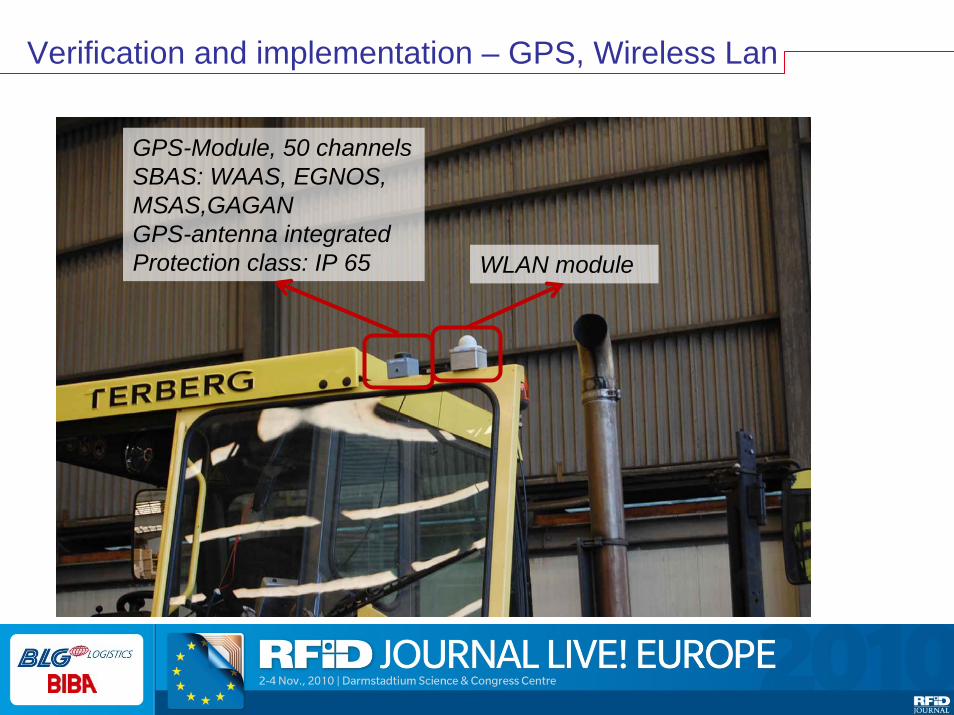
Verification and implementation – GPS, Wireless Lan
GPS-Module, 50 channels SBAS: WAAS, EGNOS,MSAS,GAGANGPS-antenna integratedProtection class: IP 65 WLAN module

Verification and implementation – data terminal
UniDat 12“ Terminal Slimca. 306 x 234 x 50 mmProtection class: IP 54

Identifying the optimal position for a RFID tag
Set up:20 passive RFID tags have been attached to 7 different rolltrailers2 different types of tags were used: „Deister“ and „Confidex“
Test:How do RFID tags „survive“ the mechanical stress and weather conditions (temperature varies from – 30 °C to +35 °C/ -22 °F to 95°F)?How endure transponders when transported onboard a vessel and handled by other seaport terminals for extended periods?Are the tags still operational after 1 week, 1 month, ½ year and over one year?
Results:No RFID tag has been destroyed or damaged
=> all tags are still intact after 20 months!
Tag
Tag

First test results
Reading distance 3-4 m
RFID tag attached
40 cm

Agenda
1. Introduction2. Operation mode (Animation)3. Verification and implementation4. Potentials5. Conclusion and outlook

Potentials
Reduced retrieval effort to locate rolltrailers
Continuous updated information on rolltrailers and – eventually - cargo
Foundation for intelligent strategies to reducehandling distances
strategical
operational
Real-time monitoring and data analysis as toolfor overall process improvement
Transparency or third-party equipment within the terminal based on validated time and location data
long-term
short-term
Extending a closed-loop-application to anopen-loop-solution
Objective
Implementation progress

Agenda
1. Introduction2. Operation mode (Animation)3. Verification and implementation4. Potentials5. Conclusion and outlook

Conclusion and outlook
Central objective of the project
Developing a system that captures position, time and status data of rolltrailers with the objective to improve rolltrailer management in RoRo-terminals and reduce use of costly resources.
Project development
Outlook
Once fully developed and tested the system can easily be extended to shipping companies and co-operating seaports – thus expanding the closed-loop-application to an open-loop-solution and thus rendering manual trailer identification at entry unnecessary!
Process analysis,conceptual design
Developing and implementation of software + hardware
Testing a proto-typical sytem
2008 2009 2010 2011
