universidade federal rural do semi-Árido campus … - thalis... · os briquetes formulados a...
TRANSCRIPT
UNIVERSIDADE FEDERAL RURAL DO SEMI-ÁRIDO
CAMPUS ANGICOS
DEPARTAMENTO DE CIÊNCIAS EXATAS TECNOLÓGICAS E
HUMANAS – DCETH
CURSO DE CIÊNCIA E TECNOLOGIA
THALIS PAULINO GINÂNI
ESTUDO PRELIMINAR DA PRODUÇÃO DE BRIQUETES COMPOSTOS A PARTIR DE
RESÍDUOS VEGETAIS
ANGICOS-RN
2013
THALIS PAULINO GINÂNI
ESTUDO PRELIMINAR DA PRODUÇÃO DE BRIQUETES COMPOSTOS A PARTIR DE
RESÍDUOS VEGETAIS
Monografia apresentada a Universidade
Federal Rural do Semi-Árido – UFERSA,
Campus Angicos para a obtenção do título de
Bacharel em Ciência e Tecnologia.
Orientador: Profº Dr. Joselito Medeiros de
Freitas Cavalcante - UFERSA
ANGICOS-RN
2013
AGRADECIMENTOS
A Deus, pela força que eu recebo a cada dia, que tenho certeza que vem dele;
Aos meus pais, Marly Paulino de Medeiros Ginâni e João Tadeu Ginâni por terem acreditado,
incentivado, aconselhado e pelos investimentos durante a graduação.
Aos meus familiares, que sempre me apoiaram e estiveram na torcida por minha vitória;
Ao professor orientador, Dr. Joselito Medeiros de Freitas Cavalcante, pois sua ajuda e
compreensão foram de grande valia para conclusão deste trabalho;
Aos professores da banca, Dr. Gleidson Vieira Marques e Drª. Alessandra Carla Oliveira
Chagas Spinelli, pela atenção e consideração.
A todos os amigos que, de forma direta ou indireta, influenciaram na minha vida acadêmica.
RESUMO
Na atualidade, existe uma preocupação significativa no que diz respeito as questões
ambientais. Entretanto, há ainda produção de alguns tipos de biomassa que geram resíduos,
que na grande maioria, não são aproveitados. Esses resíduos, por sua vez, serão o foco do
presente trabalho. Foram submetidos a um processo de densificação. Dessa forma, sendo uma
alternativa ambientalmente correta para uso na indústria ceramista. O processo consiste em
várias etapas: recepção dos resíduos, moagem, secagem, mistura dos resíduos e, por fim, a
confecção dos briquetes. Para a produção destes últimos foram utilizados 4 (quatro) tipos de
biomassa diferente: Algaroba (Prosopis juliflora), Cajueiro (Anacardium ocidentale), Jurema
Preta (Mimosa tenuiflora) e papelão. Foram formulados 4 (quatro) tipos de briquetes, sendo
que cada um apresenta uma composição diferente. E também, foram analisadas algumas
propriedades tais como umidade, densidade e poder calorífico, sendo que este último de forma
indireta. Os briquetes formulados a partir de: 28% de papelão, 36% de jurema preta e 36%
algaroba e os outros com 28% de papelão, 36% algaroba e 36% cajueiro foram os que se
destacaram pelo fato de conseguirem a ebulição da água mais rápida em relação aos demais e
também apresentaram maior perda de umidade.
Palavras-chaves: Energias renováveis. Semi-Árido. Caatinga.
LISTA DE FIGURAS
Figura 1 - Retirada de Lenha, seguida de queimadas na Região Seridó .................................. 14
Figura 2 - Exemplo de Briquetes .............................................................................................. 15
Figura 3 – Ilustração de uma planta de cajueiro ....................................................................... 16
Figura 4 – Ilustração de uma planta de algaroba ...................................................................... 18
Figura 5 – Ilustração de uma planta de jurema preta ................................................................ 19
Figura 6 – Processo de obtenção da matéria-prima .................................................................. 24
Figura 7 - Moagem dos galhos ................................................................................................. 25
Figura 8 - Balança de Precisão ................................................................................................. 25
Figura 9 - Estufa de Esterilização ............................................................................................. 25
Figura 10 - Secagem dos resíduos de algaroba, cajueiro e jurema preta .................................. 26
Figura 11 - Resíduos umidificados e homogeneizados ............................................................ 27
Figura 12- Molde para obtenção de briquetes .......................................................................... 27
Figura 13 - Prensa mecânica ..................................................................................................... 27
Figura 14 - Produto final .......................................................................................................... 28
Figura 15 - Secagem em estufa ................................................................................................ 28
Figura 16 - Cuscuzeira adaptada .............................................................................................. 28
Figura 17 - Tela de amianto ...................................................................................................... 28
Figura 18 – Queima dos briquetes ............................................................................................ 30
LISTA DE TABELAS
Tabela 1 - Composição dos Briquetes ...................................................................................... 26
Tabela 2 - Umidade ................................................................................................................... 31
Tabela 3- Teor de umidade dos briquetes ................................................................................. 32
Tabela 4 - Densidade dos briquetes .......................................................................................... 32
Tabela 5 – Poder calorífico inferior .......................................................................................... 34

LISTA DE GRÁFICOS
Gráfico 1 - Comportamento da secagem de resíduos de cajueiro, algaroba e jurema preta ..... 30
Gráfico 2 - Comportamento da secagem dos briquetes em estufa à 105°C ............................. 32
Gráfico 3 - Comportamento da temperatura em função do tempo.....................................33
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................... 11
2 REVISÃO DE LITERATURA .......................................................................................... 13
2.1 USO DA LENHA NA INDÚSTRIA CERAMISTA DO RIO GRANDE DO NORTE ...... 13
2.2 EMPREGO DE RESÍDUOS VEGETAIS .......................................................................... 14
2.3 ESPÉCIES VEGETAIS ...................................................................................................... 15
2.3.1 Cajueiro .......................................................................................................................... 15
2.3.2 Algaroba ......................................................................................................................... 17
2.3.3 Jurema Preta .................................................................................................................. 18
2.4 BRIQUETAGEM (DEFINIÇÃO E HISTÓRICO) ............................................................ 19
2.5 FATORES QUE AFETAM A PRODUÇÃO DOS BRIQUETES ....................................... 20
2.5.1 Temperatura ................................................................................................................... 20
2.5.2 Teor de Umidade ............................................................................................................ 20
2.5.3 Tamanho das Partículas ................................................................................................ 21
2.5.4 Densidade ....................................................................................................................... 21
2.6 PREPARAÇÃO DOS RESÍDUOS ................................................................................... 22
2.7 SECAGEM ......................................................................................................................... 22
2.8 BRIQUETES COMPOSTOS ............................................................................................. 23
2.9 VANTAGENS E DESVANTAGENS DO FABRICO DE BRIQUETES ........................... 23
2.10 PODER CALORÍFICO .................................................................................................... 23
3 MATERIAIS E MÉTODOS ............................................................................................... 24
3.1 MATÉRIAS-PRIMA TESTADAS ..................................................................................... 24
3.2 METODOLOGIA ............................................................................................................... 24
3.2.1 Coleta das matérias-prima ............................................................................................ 24
3.2.2 Processo de moagem ...................................................................................................... 24
3.2.3 Determinação do teor de umidade e secagem ............................................................. 25
3.2.4 Preparação dos briquetes compostos ........................................................................... 26
3.2.5 Caracterização dos briquetes ....................................................................................... 28
4 RESULTADOS E DISCUSSÃO ......................................................................................... 31
4.1 SECAGEM DOS RESÍDUOS ........................................................................................... 31
4.2 SECAGEM DOS BRIQUETES ......................................................................................... 32
4.3 DENSIDADE ..................................................................................................................... 33
4.4 PODER CALORÍFICO ...................................................................................................... 33

5 CONCLUSÃO ...................................................................................................................... 35
6 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................ 36
11
1 INTRODUÇÃO
De acordo com Cintra (2009), nas últimas décadas o consumo mundial de
energia tem-se voltado para fontes não renováveis, fato esse que vem provocando uma
série de questionamentos no que tange a duração de tempo do abastecimento energético
e ao equilíbrio econômico e ambiental. Diante dessa situação, vários países vêm
buscando amenizar esses problemas, principalmente, na intensificação do uso de fontes
renováveis, inclusive a madeira. Ainda, segundo o autor, o Brasil é um país que se
destaca pela sua variabilidade energética no que diz respeito ao potencial de produzir
energia renovável. Dentro dessas fontes, a biomassa ocupa um lugar de destaque pelo
fato de apresentar condições favoráveis de produção.
Segundo os dados do Balanço Energético Nacional de 2012 referentes a 2011,
aproximadamente 44,1% da energia interna produzida no Brasil é proveniente de fontes
renováveis das quais 29,5% são originadas a partir de biomassa. Os 55,9% restantes são
provenientes de fontes não renováveis (EMPRESA DE PESQUISA ENERGÉTICA,
2012).
De acordo com Paula et al. (2011), a produção e o emprego de alguns tipos de
biomassa (lenha, carvão vegetal e derivados de cana de açúcar) em diversos setores da
economia são responsáveis por produzir um bom quantitativo de resíduos, que na
grande maioria das vezes não são aproveitados, provocando perda de matéria-prima e,
principalmente, de energia.
Visando dar uma destinação mais eficiente a esta biomassa subutilizada, submete-
a há um processo de densificação denominado briquetagem. Através desse, os resíduos
são transformados em briquetes, tornando-os com maior densidade energética,
minimizando os impactos e agregando valor econômico.
De acordo com Carvalho, Leite, Rego (2001, apud Silva, 2007), a atividade
ceramista é uma atividade com significativos impactos ambientais uma vez que a
mesma tem como conseqüência direta o desmatamento, em função do uso da madeira
como fonte energética no seu processo produtivo, bem como na intensificação da
desertificação. Essa atividade devasta aproximadamente 0,64% da área nativa do Rio
Grande do Norte ao ano. Visando amenizar este problema, surge como possível
alternativa a utilização dos briquetes produzidos a partir de resíduos da biomassa.
Melo (1999) define a briquetagem como sendo um processo de compressão da
12
massa de resíduos de biomassa com o aumento da pressão e temperatura, com ou sem
aglutinantes deixando-as mais densas. Os fatores que podem influenciar na qualidade
dos briquetes são: poder calorífico, tamanho das partículas, o modo como se produz,
dentre outros. Para a confecção destes existem várias opções de biomassa que pode ser
aplicada no processo citado anteriormente, entretanto, os resíduos de madeira são
predominantes nos processo de queima, pelo fato da baixa densidade e pela sua
disponibilidade.
O presente trabalho foi realizado com o intuito de avaliar a produção de briquetes
a partir das da mistura de duas matérias-primas principais: papelão e galhos de árvores
(cajueiro e/ou jurema e/ou algaroba) e as variáveis utilizadas para avaliação foram poder
calorífico, umidade e densidade.
13
2 REVISÃO DE LITERATURA
2.1 USO DA LENHA NA INDÚSTRIA CERAMISTA DO RIO GRANDE DO NORTE
Segundo o SEBRAE (2013), o consumo de lenha da indústria de cerâmica vermelha
tem a seguinte distribuição:
96,2% de lenha;
1% de pó de serra;
0,5% de briquete e lenha;
2,2% de bucha de coco e lenha;
De acordo com o SEBRAE (2013), no estado do Rio Grande do Norte, a região que
consome mais lenha é a região Seridó (Caicó, Jardim de Piranhas, Currais Novos,
Parelhas, Carnaúbas dos Dantas, Cruzeta, Acari, Jucurutu, Equador, Santana do Seridó,
Jardim do Seridó, Ipueira, Ouro Branco, São Vicente, Cerro corá e São José do Seridó),
com um consumo médio de 46.314 m³ de lenha. Logo em seguida vem o Baixo Assú
(Assú, Itajá, Ipanguaçu, Pendências, Alto do Rodrigues, Santana dos Matos) com
26.390 m³ de lenha. Na sequência a Grande Natal ( Ceará-Mirim, São Gonçalo, São
Paulo do Potengi, Ielmo Marinho, Lagoa de Velhos, Barcelona, Nísia Floresta, São José
do Mipibu, São José do Campestre, Goianinha, Monte Alegre, Lagoa Salgada, Santa
Cruz, Lajes Pintada, Tangará e Canguaretama) com 22.363m³ e, por fim, a região Oeste
(Mossoró, Apodi, Gov. D. Dept Rosado, Upanema, Umarizal, Marcelino Vieira,
Encanto, Olho D. dos Borges, Tenente Ananias, Lucrécia e São Francisco do Oeste)
com 7.777 m³.
Para fins de exemplificação do tipo de lenha utilizada na indústria ceramista no Rio
Grande do Norte, segundo a ADESE (2008), na região Seridó adota-se espécies
oriundas da caatinga e espécies exóticas. Com base em pesquisa de campo realizada em
agosto de 2007 pelo mesmo autor, essa região tem a seguinte distribuição de matriz
energética de espécies nativas e exóticas:
47% de algaroba;
28% de cajueiro;
13% de jurema;
8% de aveloz;
4% de caatingueira.
14
De acordo com a ADESE (2008), a maioria dos ceramistas admite usar a
algaroba, espécie exótica, como fonte energética em função da fiscalização realizada
pelo IBAMA, que vem aplicando multas para aqueles que consomem lenha nativa sem
a sua devida autorização.
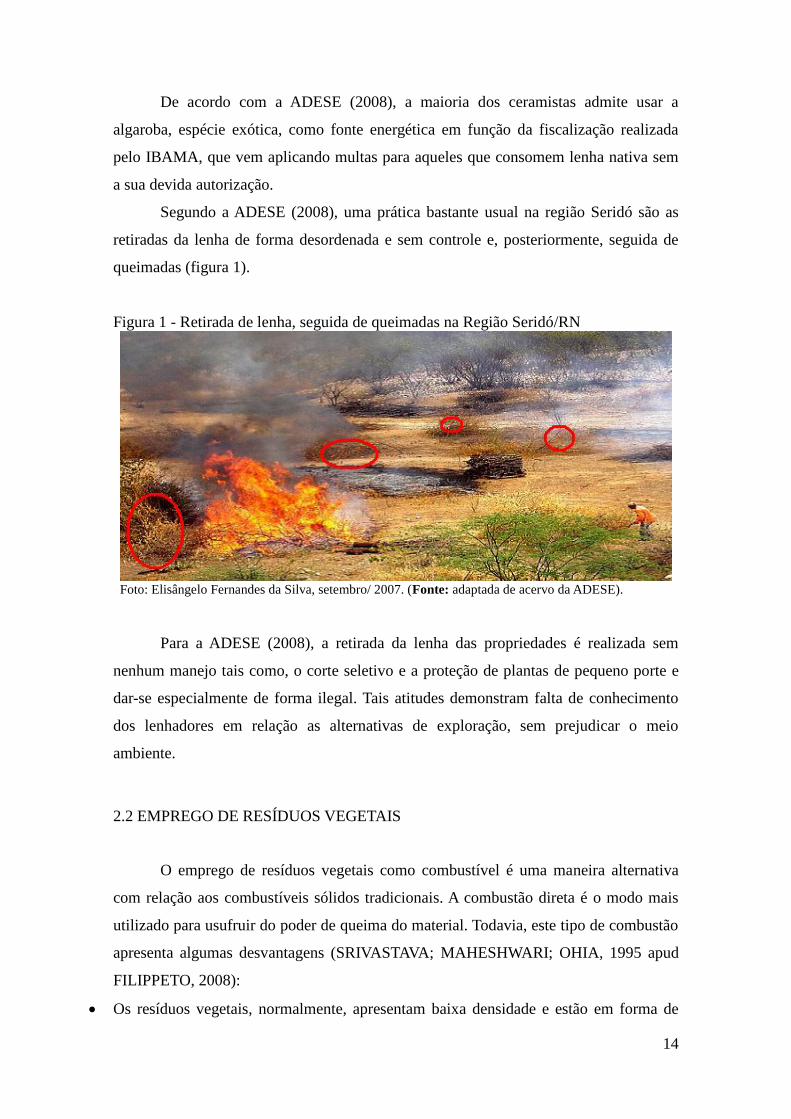
Segundo a ADESE (2008), uma prática bastante usual na região Seridó são as
retiradas da lenha de forma desordenada e sem controle e, posteriormente, seguida de
queimadas (figura 1).
Figura 1 - Retirada de lenha, seguida de queimadas na Região Seridó/RN
Foto: Elisângelo Fernandes da Silva, setembro/ 2007. (Fonte: adaptada de acervo da ADESE).
Para a ADESE (2008), a retirada da lenha das propriedades é realizada sem
nenhum manejo tais como, o corte seletivo e a proteção de plantas de pequeno porte e
dar-se especialmente de forma ilegal. Tais atitudes demonstram falta de conhecimento
dos lenhadores em relação as alternativas de exploração, sem prejudicar o meio
ambiente.
2.2 EMPREGO DE RESÍDUOS VEGETAIS
O emprego de resíduos vegetais como combustível é uma maneira alternativa
com relação aos combustíveis sólidos tradicionais. A combustão direta é o modo mais
utilizado para usufruir do poder de queima do material. Todavia, este tipo de combustão
apresenta algumas desvantagens (SRIVASTAVA; MAHESHWARI; OHIA, 1995 apud
FILIPPETO, 2008):
Os resíduos vegetais, normalmente, apresentam baixa densidade e estão em forma de
15
pó. Dessa forma impossibilita o seu uso como combustível, pois elevaria o custo no que
diz respeito a transporte, armazenamento, dentre outros fatores;
Devido a sua alta umidade, esses resíduos perdem boa parte do seu poder calorífico
gerado para secar a própria biomassa.
Diante dessa situação, a confecção de briquetes pode ser uma saída para alguns
destes problemas. Na Figura 2 ilustra-se um exemplo de briquete.
Figura 2 - Exemplo de Briquetes
Fonte: ALL BIZ1
2.3 ESPÉCIES VEGETAIS
O presente trabalho teve foco resíduos vegetais de três espécies que são
comumente utilizadas na indústria ceramista: Cajueiro, Algaroba, Jurema-Preta.
2.3.1 Cajueiro (Anacardium occidentale)
De acordo com EMBRAPA (2003a), o cajueiro (Figura 3) é conhecido
cientificamente como Anacardium occidentale, teve sua origem no Brasil e, é
encontrada por todo o país. A região Nordeste apresenta uma área plantada acima de
650 mil hectares na qual corresponde a mais de 95% da produção nacional. Os estados
do Nordeste que se destacam por sua produção são o Ceará, Piauí, Rio Grande do Norte
e Bahia.
1 Disponível em: http://www.ua.all.biz/pt/briquetes-de-combustvel-g1277136 . Acesso em 10 de fevereiro
de 2013.
16
Figura 3 – Ilustração de uma planta de cajueiro
FONTE: PROJETO RONDOM
De acordo com a EMBRAPA (2003b), O regime de chuva adequado para o
cajueiro está compreendido entre 800 a 1.500 mm anualmente. A umidade ideal para tal
cultura, também de acordo com a EMBRAPA encontra-se na faixa entre 70 e 80%. É
planta que requer temperaturas altas para seu crescimento, em torno de 27ºC. Exige o
uso de quebra-ventos em regiões que apresentam ventos superiores a 7m/s.
Oliveira e Rocha (2009) afirmam que a cultura do caju se tornou uma atividade
lucrativa no decorrer da Segunda Guerra Mundial com o objetivo de suprir matéria-
prima (líquido da casca de castanha) para os Estados Unidos na produção de isolantes
térmicos, tintas e outras aplicações. Entretanto com o fim da guerra mudou o foco das
exportações que agora passaram a serem as amêndoas de castanha de caju. Todavia
nesse novo negócio, a Índia entrou como concorrente.
De acordo com a EMBRAPA (2003a), a importância social da cajucultura é
verificada através do quantitativo de empregos que a mesma gera, sendo que 35 mil são
gerados no campo e em torno de 15 mil na indústria, somados a estes tem os empregos
indiretos que são 250 mil. O interessante dessa cultura para o Nordeste é que sua
produção ocorre na entressafra das culturas tradicionais, contribuindo para fixar o
homem no campo.
Montenegro, Lima e Parente (2010) reafirma que a cajucultura nordestina está
enquadrada em uma forma de cultivo que não apresenta eficiência, com pomares com
certa idade, predominância de cajueiro comum na sua maior totalidade e,
17
conseqüentemente, baixa produtividade. Todavia, atualmente, já existem tecnologias
disponíveis e, é das mais avançadas, tais como substituição de copas, desenvolvimento
de cajueiros mais produtivos, controle mais eficaz de pragas e doenças, dentre outras. À
proporção que estão adotando tais medidas, vê-se uma abundância no que diz respeito à
oferta de lenha, tendo sua origem no corte dos cajueiros adultos e das podas que são
realizadas anualmente. O destino tem sido especialmente as cerâmicas, padarias e,
várias vezes, a queima realizada no próprio pomar. O aproveitamento racional é uma
saída viável a ambientalmente correta para o fabrico de briquetes, painéis, adubos,
extração de substâncias químicas, desde que leve em consideração a logística de
transporte e projetos industriais que atendam a volumes que viabilizem rotas
tecnológicas.
De acordo com a Autoterm (2013), o poder calorífico inferior das podas de
cajueiro é de aproximadamente 2500 kcal/Kg.
2.3.2 Algaroba (Prosopis juliflora)
De acordo com a EMBRAPA (2009), a algaroba (Figura 4) pertence a família
das leguminosas e ao gênero Prosopis. O continente americano apresenta a maior
concentração dessas espécies. A espécie Prosopis juliflora ocorre de forma natural no
México, América Central, e norte da América do Sul . No intuito de produzir forragem e
madeira foi introduzida no Brasil, Sudão, Sahel, África do Sul e Índia. A espécie suporta
bem regiões com precipitação pluviométrica entre 150 mm e 1.200 mm anuais e tem
uma resistência muito boa a longos períodos de estiagem. Tem uso múltiplo tais como
mourões, estacas, lenha, sombreamento, arborização, dentre outros. Sua madeira
apresenta uma densidade básica na ordem de 0,85g/cm³.
18
Figura 4 – Ilustração de uma planta de Algaroba
Fonte: DRUMOND (2009)
Segundo a EMBRAPA (2009), a região brasileira que se destaca no cultivo dessa
espécie é a região Nordeste no qual foi introduzida em meados de 1942 no estado de
Pernambuco com sementes de Piura, provenientes do Peru. Em Angicos, município
situado no interior do Rio Grande do Norte, foram inseridas em 1946 por meio de
sementes originárias do Peru e, em 1948, com sementes do Sudão. Após isso, foi
realizada a difusão de tal cultura através da regeneração natural e plantio.
De acordo com Oliveira et al. (1999), o poder calorífico superior da Algaroba,
obtido com calorímetro a volume constante, apresenta uma média de 3951,46 Kcal/kg.
2.3.3 Jurema Preta (Mimosa hostilis,Benth)
Para Oliveira et al. (1999), a jurema preta consiste em uma leguminosa arbustiva
da família Mimosacea e, do gênero Mimosa e espécie Mimosa hostilis,Benth. É bastante
comum na caatinga, sendo encontrada no Piauí, Ceará, Rio Grande do Norte, Paraíba,
Pernambuco, Alagoas, Segipe e Bahia. Sua propagação se dá através de sementes.
Silva & Mirapalheta (1991, apud Oliveira et al. 1999), relatam que a jurema
preta exerce uma função muito importante no que tange a proteção dos solos contra a
erosão, pelo fato de promover seu enriquecimento, agindo também como retardante no
processo de assoreamento das barragens e proporciona uma melhoria na qualidade do
ar.
19
Oliveira et al. (1999) afirmam que a jurema preta (Figura 5) pode ser empregada
em áreas mineralizadas, erodidas e, em geral, áreas com deficiências de nutrientes. Ela
tem certa preferência por esse tipo de região e até se desenvolve bem. Pode ser utilizada
como forrageira para suprir a necessidade alimentar de animais na caatinga. Por ter um
bom potencial madeireiro para produzir madeira e lenha, a jurema pode ser usada de
formal racional para ser aplicada em fornos de cerâmicas, caldeiras, dentre outras.
De acordo com Oliveira et al. (1999), o poder calorífico superior da Jurema
Preta (Mimosa hostilis, Benth ,)obtido com calorímetro a volume constante apresenta
uma média de 4610Kcal/kg.
Figura 5 – Ilustração de uma planta de Jurema Preta
Fonte: PISTAS DO CAMINHO2
2.4 BRIQUETAGEM (DEFINIÇÃO E HISTÓRICO)
De acordo com Rodrigues (2010), o processo de briquetagem constitui-se na
compactação de materiais, com alta pressão e/ou alta temperatura, podendo ser
facultativo o uso de ligantes, que os tornam mais densos. Existem vários fatores que
podem comprometer a qualidade dos briquetes, tais como: o modo como ele é
2 Disponível em: http://pistasdocaminho.blogspot.com.br/2008/11/jurema-preta-rvore-sagrada.html .
Acesso em 01 de março de 2013
20
produzido e as propriedades físico-químicas (granulometria, densidade, poder
calorífico, dentre outros).
A briquetagem teve seu início na China e na Inglaterra no qual se aglomerava de
forma manual as partículas, com a adição de aglomerantes. Entretanto, foi na França por
volta de 1842 que se começou a comercializar briquetes. Estes eram utilizados para
aquecer caldeiras e fornos. Em1915 os EUA começaram a utilizar briquetes com carvão
vegetal (MELO 1999).
Na atualidade, são produzidos briquetes em vasta escala em diversas partes do
mundo como é o caso dos Estados Unidos, países Europeus e Sudeste Asiático. As
matérias-primas utilizadas nestes países são de origem vegetal, carvão mineral e
resíduos de agroflorestais (MELO, 1999).
2.5 FATORES QUE AFETAM A PRODUÇÃO DOS BRIQUETES
Para Silva (2007), são inúmeras as variáveis que podem afetar a compactação
dos resíduos. Nesse sentido, têm-se as propriedades do próprio resíduo, tais como
tamanho, umidade e a densidade; bem como as variáveis do processo pelo qual esse
material é submetido, especialmente, pressão e temperatura.
2.5.1 Temperatura
Para Silva (2007), a temperatura é um dos parâmetro responsável por influenciar
o processo e, principalmente, as propriedades do briquete.
De acordo com Bhattacharya (1984, apud Silva, 2007), a intensidade da força de
compressão para a confecção dos briquetes está relacionada diretamente com a
temperatura em que eles são densificados. Tal força é máxima a uma temperatura de
220ºC; acima dessa temperatura, a força diminui de intensidade pelo fato da degradação
térmica dos componentes que constituem o material.
2.5.2 Teor de Umidade
Segundo Carvalho e Brinck (2004, apud Rodrigues, 2010) para que os briquetes
não apresentem fraturas pela expansão dos gases é necessário que a matéria-prima usada
21
para sua confecção esteja seca. Para que haja uma aglomeração das partículas é
imprescindível que a umidade esteja numa faixa entre 8 e 15%.
Já Reis et al (2002, apud Rodrigues,2010) relatam que os briquetes que
apresentam um teor de umidade acima de 15% podem ter sua eficiência de queima
comprometida pelo fato da relação entre poder calorífico e umidade. Ou seja, se o
resíduo estiver acima da umidade ideal ou muito seco isso comprometerá o briquete,
deixando-o sem estabilidade.
Para Farinhaque (1981, apud Cintra, 2009), o teor de umidade consiste em uma
propriedade que oscila na madeira em si e na casca de maneira abrangente. O calor
decorrente da combustão da madeira é inversamente proporcional ao teor de umidade.
Ou seja, quanto maior a umidade menor será o poder calorífico pelo fato da energia
decorrente da combustão da madeira ser perdida no aquecimento e vaporização da água.
2.5.3 Tamanho das Partículas
De acordo com Silva (2007), os resíduos que tem dimensões pequenas podem
ser aplicados diretamente no processo de briquetagem. Entretanto, os que apresentam
dimensões maiores precisam passar por um processo de redução de tamanho de modo a
facilitar a compactação.
Para Koullas e Koukios (1987, apud Silva (2007), quanto menor o tamanho
melhor será a compactação. Partículas com dimensões pequenas são interessantes pelo
fato de abranger uma área maior de superfície e consequentemente, promovendo, uma
melhor interação.
2.5.4 Densidade
De acordo com Quirino (1991, apud Rodrigues, 2010), quando os materiais são
densificados aumenta-se o quantitativo de energia gerada em relação as suas condições
naturais. Tem-se que um 1 m³ de briquete pode possuir cinco vezes mais energia que 1
m³ de lenha na sua forma natural.
Para Rodrigues (2010), a briquetagem reduz o volume de matéria-prima,
característica importantíssima para matérias que apresentam baixa densidade. Todavia,
para densificar esse tipo de material requer uma maior demanda de energia no processo
e, materiais que apresentam alta densidade, não teriam muito interesse pelo fato do
22
pouco ganho de densificação. Uma solução interessante, tendo em vista estes tipos de
materiais com densidades diferentes, seria fabricar briquetes através da mistura destes
resíduos.
Já Ferrari (1988, apud Cintra,2009) afirma que não existe relação entre
densidade da madeira e poder calorífico superior. Entretanto, para Vale et al (2002, apud
Cintra, 2009) relata que ao se empregar madeira de baixa densidade, ela queimará mais
rápido que uma madeira de densidade maior, produzindo assim um quantitativo menor
de energia por volume. Os mesmos recomendam uma faixa intermediária entre madeiras
médias e duras que estejam compreendido entre 0,65 a 0,8g/cm³.
Segundo Brito e Barrichelo (1977, apud Cintra, 2009) relatam que a densidade
básica não tem uma relação com as seguintes características: rendimento gravimétrico,
carbono fixo, materiais voláteis e teor de cinzas.
2.6 PREPARAÇÃO DOS RESÍDUOS
De acordo com Silva (2007), para que haja uma eficácia na compactação é
imprescindível que o matéria-prima passe por algumas etapas. De acordo com o tipo de
material, é facultativo picar, peneirar, secar, moer, etc. Cada uma dessas pode vir a
encarecer a implantação e a operação.
2.7 SECAGEM
Segundo Smith et al (1985, apud Silva (2007), para secagem do material deve-se
levar em consideração alguns parâmetros tais como, densidade, granulometria, umidade,
etc. Já Bain (1981, apud Silva Claudinei), relata que os principais equipamentos
utilizados para secagem são secadores do tipo giratórios e de parafuso de transporte.
Diante do quantitativo de raios solares que incidem sobre o Brasil e,
especialmente no Nordeste brasileiro, o uso da energia solar apresenta-se como uma boa
opção em termos técnicos e econômicos. Dessa maneira, a utilização desse tipo de
energia é um investimento em que demanda baixo capital e que apresenta uma boa
eficácia. Entretanto, é necessário um treinamento simples para operá-lo (PIMENTEL et
al.,2000, apud SILVA,2007).
23
2.8 BRIQUETES COMPOSTOS
Para Rodrigues et al. (nd), são considerados briquetes compostos aqueles que
tem na sua composição mais de um tipo de material. A produção desse tipo de briquete é
igual a do briquete simples, com exceção da fase de mistura das matérias-primas. Tal
semelhança possibilita igualar os seus custos de produção.
2.9 VANTAGENS E DESVANTAGENS DO FABRICO DE BRIQUETES
De acordo com Silva (2007), as principais vantagens dos briquetes são: ganho no
poder calorífico do material por unidade de volume, melhorias no transporte e
armazenamento, redução da biodegradação de resíduos, dentre outras. Já as
desvantagens estão nos tributos que incidem sobre a venda de produtos e maquinários
utilizados, necessidade de elevados investimentos para aquisição de equipamentos,
consumo de energia e possibilidade de se desmancharem quando expostos à água ou a
alta umidade.
2.10 PODER CALORÍFICO
De acordo com Rodrigues et al. (nd), o poder calorífico é uma das propriedades
mais relevantes que um combustível pode apresentar e é divido em dois: poder
calorífico inferior e o poder calorífico superior. Este último, também denominado de
potência calorífica total ou poder absoluto, consiste na energia interna que um
combustível possui, quando a água que decorre da combustão juntamente com a água
líquida contida no combustível é condensada. Já o poder calorífico inferior, também
denominado de potência calorífica útil, é o quanto um combustível apresenta de energia
interna, sendo que a água se encontra no estado de vapor.
Para Rodrigues (2010), existem várias características das partículas que podem
comprometer o poder calorífico, tais como, teor de umidade, composição elementar,
teor de cinzas, entre outras.
24
3 MATERIAIS E MÉTODOS
3.1 MATÉRIAS-PRIMA TESTADAS
As matérias-prima, objeto do presente estudo para produção dos briquetes foram
provenientes de quatro fontes, sendo elas – galhos de árvores de cajueiro, de algaroba e
de jurema e de restos de papelão. Os galhos de árvores (Cajueiro, Algaroba e Jurema),
utilizados tiveram sua origem na Fazenda Quixabeirinha, situada a 18 km da cidade de
Angicos. Esta foi coletada nos dias 6 e 7 de novembro de 2012. Já o papelão utilizado
foi coletado na cidade.
3.2 METODOLOGIA
3.2.1 Coleta das matérias-prima
Inicialmente, foi realizada a coleta dos resíduos que foram utilizados nesse
estudo, com o auxílio de alguns objetos tais como facão e carro de mão. Por exemplo,
na figura 6, tem-se o processo de obtenção da matéria-prima a partir do cajueiro.
Figura 6 – Processo de obtenção da matéria-prima
3.2.2 Processo de moagem
Após a coleta da matéria-prima, das três espécies investigadas, procedeu-se a
separação dos galhos por diâmetro. Aqueles com diâmetro menor que 25 mm foram
encaminhados para moagem (Figura 7). Já os outros não foram objetivos do trabalho.
Normalmente, galhos com dimensões maiores são destinados para outros usos como
25
lenha, por exemplo.
Figura 7 - Moagem dos galhos
3.2.3 Determinação do teor de umidade e secagem
Para determinação do teor de umidade da matéria-prima seguiu-se o seguinte
procedimento: inicialmente, tarou-se o cadinho em uma balança de precisão de modelo
AY 220 (Figura 8), da marca Shimadzu.; depois se pesou 54,3 g de amostra cada resíduo
e colocou-os em uma estufa de esterilização de modelo 5 (Figura 9), da fabricante
Brasdonto, pré-aquecida à 105ºC; a cada hora era realizada a pesagem e é repetida até
que o peso destes ficasse constante. Para conhecer a umidade foi realizado os seguintes
cálculos:
I.
II.
26
Figura 8 e 9 - Balança de Precisão e Estufa de Esterilização, respectivamente.
Em uma etapa, o material foi colocado para secar ao sol (Figura 10). Os resíduos
foram colocados sobre uma lona preta de forma separada de acordo com o respectivo
tipo. Esses resíduos ficaram expostos ao sol por um período de dez dias. O material foi
revirado todos os dias de modo que a secagem fosse máxima em termos de eficiência.
Figura 10 - Secagem dos resíduos de algaroba, cajueiro e jurema preta
3.2.4 Preparação dos briquetes compostos
Posteriormente, foi preparado a mistura para a produção dos briquetes dos
briquetes compostos. Para cada quilograma de massa, foi usado 28% é papelão moído e
72% de resíduos de poda seco, fragmentado e moído. Os briquetes testados foram
confeccionados com os componentes apresentados na Tabela 1 e denominados de
briquetes 1,2,3 e 4.
27
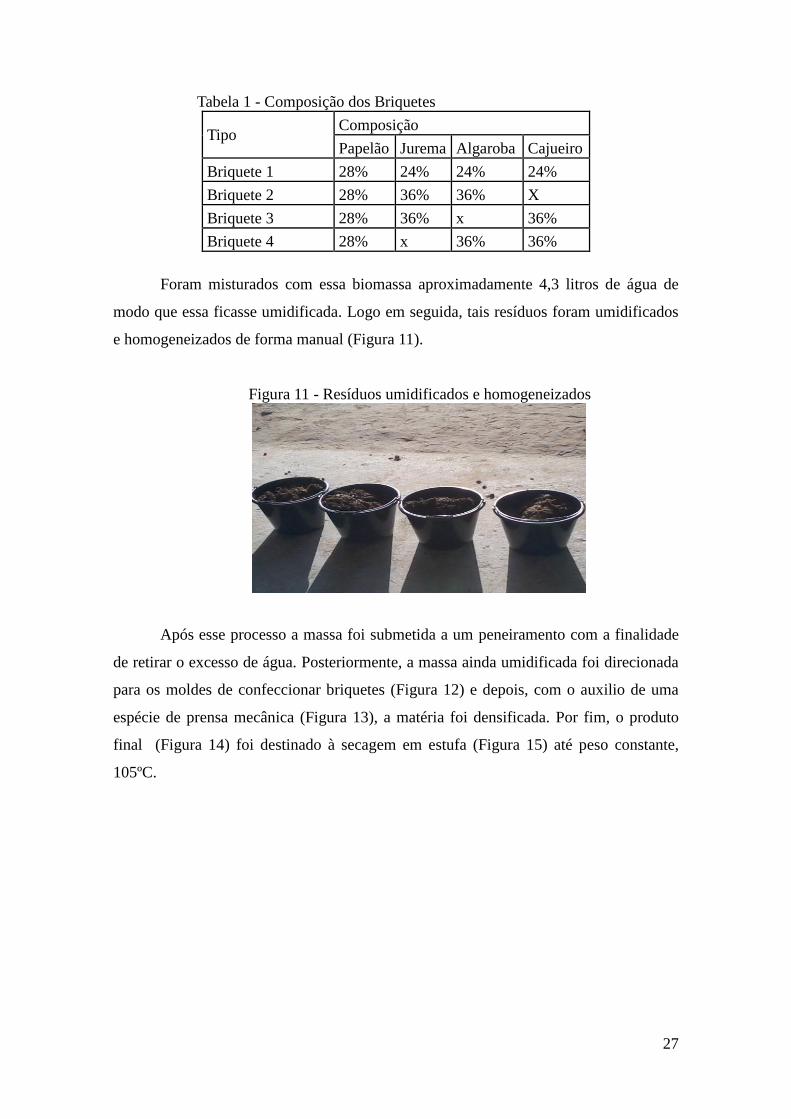
Tabela 1 - Composição dos Briquetes
Tipo Composição
Papelão Jurema Algaroba Cajueiro
Briquete 1 28% 24% 24% 24%
Briquete 2 28% 36% 36% X
Briquete 3 28% 36% x 36%
Briquete 4 28% x 36% 36%
Foram misturados com essa biomassa aproximadamente 4,3 litros de água de
modo que essa ficasse umidificada. Logo em seguida, tais resíduos foram umidificados
e homogeneizados de forma manual (Figura 11).
Figura 11 - Resíduos umidificados e homogeneizados
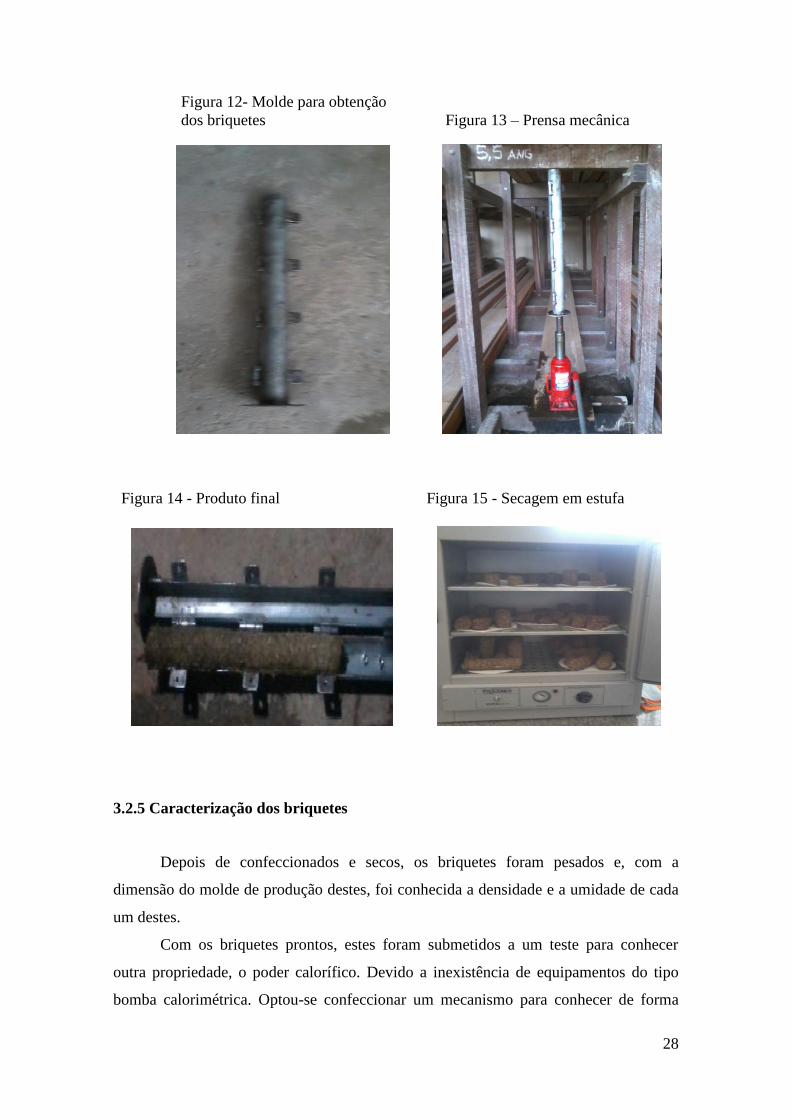
Após esse processo a massa foi submetida a um peneiramento com a finalidade
de retirar o excesso de água. Posteriormente, a massa ainda umidificada foi direcionada
para os moldes de confeccionar briquetes (Figura 12) e depois, com o auxilio de uma
espécie de prensa mecânica (Figura 13), a matéria foi densificada. Por fim, o produto
final (Figura 14) foi destinado à secagem em estufa (Figura 15) até peso constante,
105ºC.
28
Figura 12- Molde para obtenção
dos briquetes Figura 13 – Prensa mecânica
Figura 14 - Produto final Figura 15 - Secagem em estufa
3.2.5 Caracterização dos briquetes
Depois de confeccionados e secos, os briquetes foram pesados e, com a
dimensão do molde de produção destes, foi conhecida a densidade e a umidade de cada
um destes.
Com os briquetes prontos, estes foram submetidos a um teste para conhecer
outra propriedade, o poder calorífico. Devido a inexistência de equipamentos do tipo
bomba calorimétrica. Optou-se confeccionar um mecanismo para conhecer de forma
29
indireta qual o briquete que apresentara maior poder calorífico.
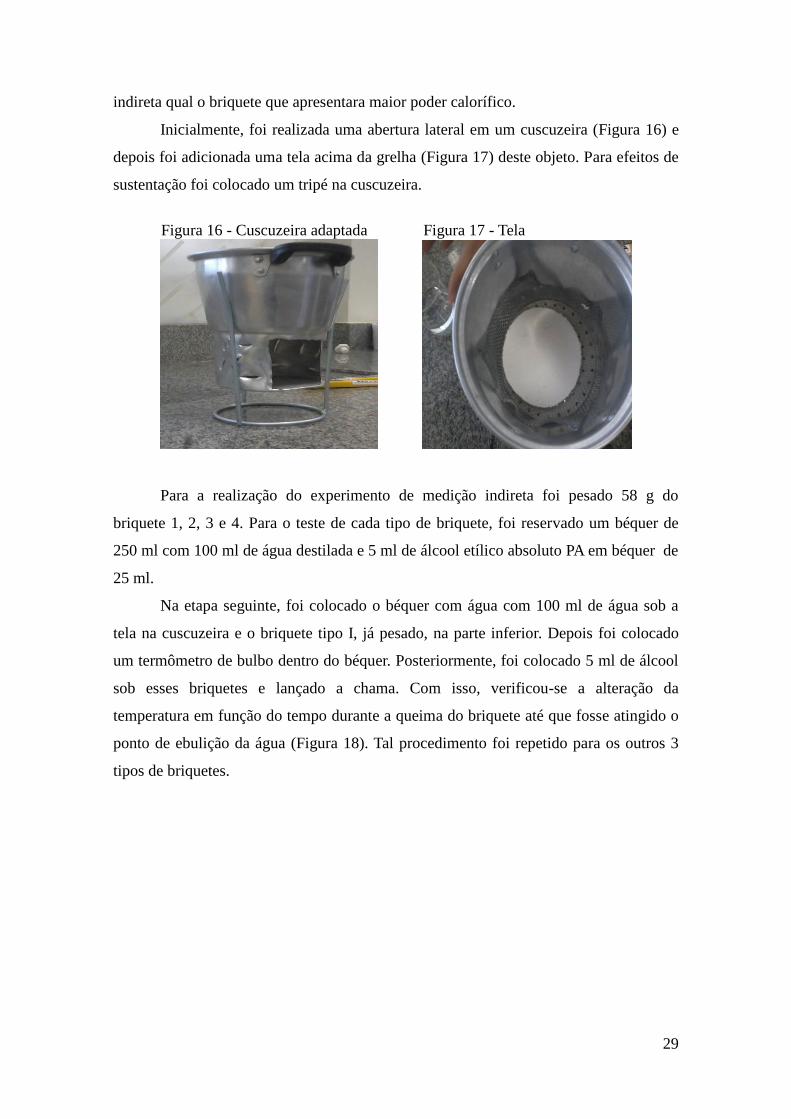
Inicialmente, foi realizada uma abertura lateral em um cuscuzeira (Figura 16) e
depois foi adicionada uma tela acima da grelha (Figura 17) deste objeto. Para efeitos de
sustentação foi colocado um tripé na cuscuzeira.
Figura 16 - Cuscuzeira adaptada Figura 17 - Tela
Para a realização do experimento de medição indireta foi pesado 58 g do
briquete 1, 2, 3 e 4. Para o teste de cada tipo de briquete, foi reservado um béquer de
250 ml com 100 ml de água destilada e 5 ml de álcool etílico absoluto PA em béquer de
25 ml.
Na etapa seguinte, foi colocado o béquer com água com 100 ml de água sob a
tela na cuscuzeira e o briquete tipo I, já pesado, na parte inferior. Depois foi colocado
um termômetro de bulbo dentro do béquer. Posteriormente, foi colocado 5 ml de álcool
sob esses briquetes e lançado a chama. Com isso, verificou-se a alteração da
temperatura em função do tempo durante a queima do briquete até que fosse atingido o
ponto de ebulição da água (Figura 18). Tal procedimento foi repetido para os outros 3
tipos de briquetes.

30
Figura 18 - Queima do briquete
Visando quantificar o poder calorífico inferior e realizar um comparativo com
os resultados dos experimento anterior, foi utilizada a fórmula proposta por Carvalho e
Scarpinela (2010) onde o poder calorífico inferior a partir do teor de umidade. Os
mesmos propõem a seguinte fórmula empírica: Pi= 4590 – 51,9xH, onde:
Pi = Poder Calorífico Inferior (Kcal/Kg)
H = Umidade das peças de madeira em base úmida, (em %)
31
4 RESULTADOS E DISCUSSÃO
4.1 SECAGEM DOS RESÍDUOS
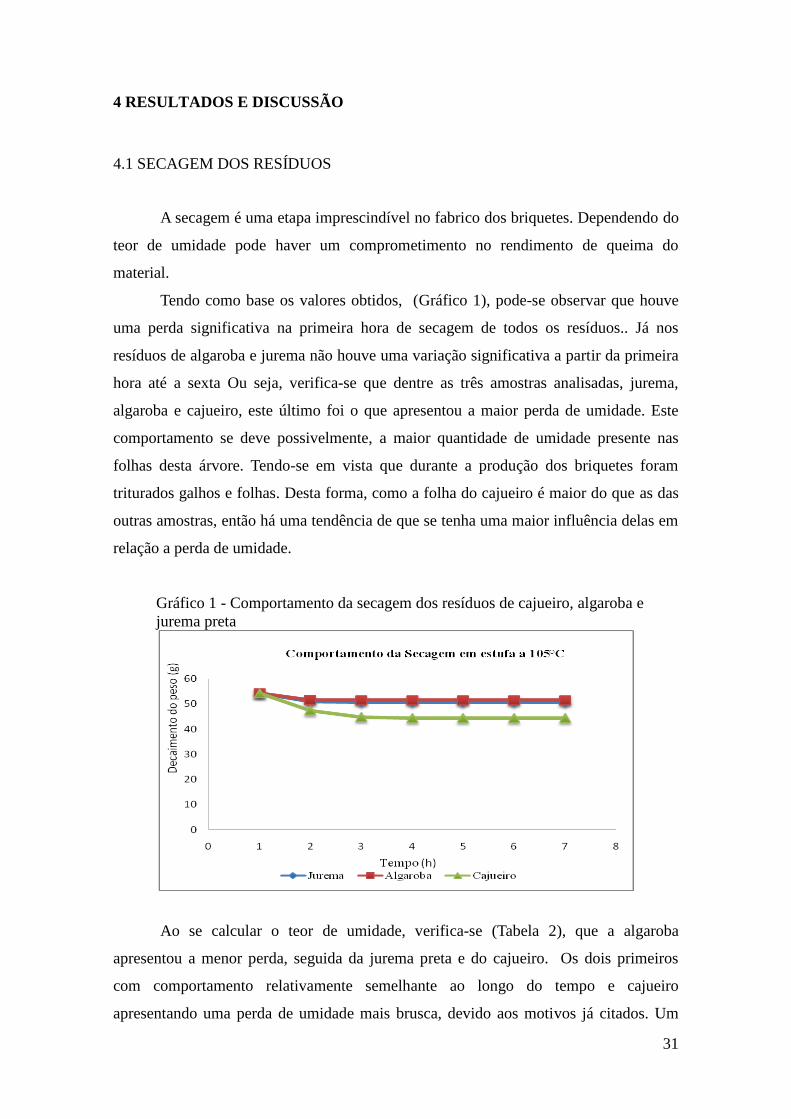
A secagem é uma etapa imprescindível no fabrico dos briquetes. Dependendo do
teor de umidade pode haver um comprometimento no rendimento de queima do
material.
Tendo como base os valores obtidos, (Gráfico 1), pode-se observar que houve
uma perda significativa na primeira hora de secagem de todos os resíduos.. Já nos
resíduos de algaroba e jurema não houve uma variação significativa a partir da primeira
hora até a sexta Ou seja, verifica-se que dentre as três amostras analisadas, jurema,
algaroba e cajueiro, este último foi o que apresentou a maior perda de umidade. Este
comportamento se deve possivelmente, a maior quantidade de umidade presente nas
folhas desta árvore. Tendo-se em vista que durante a produção dos briquetes foram
triturados galhos e folhas. Desta forma, como a folha do cajueiro é maior do que as das
outras amostras, então há uma tendência de que se tenha uma maior influência delas em
relação a perda de umidade.
Gráfico 1 - Comportamento da secagem dos resíduos de cajueiro, algaroba e
jurema preta
Ao se calcular o teor de umidade, verifica-se (Tabela 2), que a algaroba
apresentou a menor perda, seguida da jurema preta e do cajueiro. Os dois primeiros
com comportamento relativamente semelhante ao longo do tempo e cajueiro
apresentando uma perda de umidade mais brusca, devido aos motivos já citados. Um

32
dos motivos pelo qual a jurema apresentou uma maior perda de umidade pode estar
ligado ao período do ano em que foi retirada as amostras, novembro e dezembro de
2012. Neste período, a jurema apresenta pouca ou nenhuma folha, e poderia estar
utilizando todos os seus recursos para armazenar água para o período de seca.
Tabela 2 – Teor de umidade dos resíduos de algaroba, cajueiro
e jurema preta
Tipo de Resíduo Umidade (%)
Jurema Preta 6,58%
Algaroba 5,16%
Cajueiro 18,13%
4.2 SECAGEM DOS BRIQUETES
Na secagem dos briquetes foi adotada a mesma metodologia que foi utilizada na
secagem dos resíduos. Portanto, os resultados para secagem estão sumarizados abaixo.
De modo a realizar um comparativo entre o decaimento do peso dos briquetes
tem-se o Gráfico 2. Através desse é possível detectar que o briquete que apresentou
maior perda de peso foi o de número 4 com 40,965. Logo em seguida, o briquete de
numero 2 com 34,65% e o de número 3 com 34,37% . E por fim, o que apresentou
menor perda foi o de número 1 com 21%. Nos quatro temos a maior proporção de
papelão (28%, em peso), seguido de 24% (em peso) para jurema, algaroba e cajueiro,
como o teor de cajueiro é menor, então, sua influência também é menor levando a uma
menor perda de umidade.
Gráfico 2 - Comportamento da secagem dos briquetes em estufa à 105°C
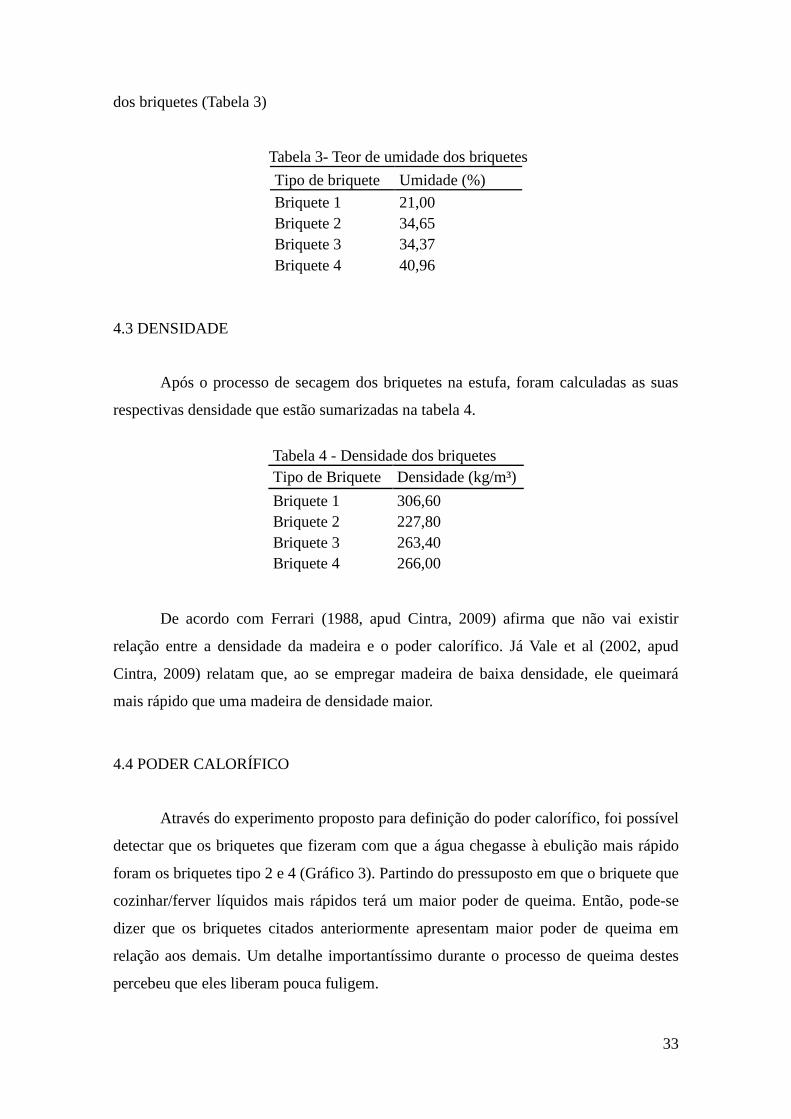
Através dos dados mensurados anteriormente encontramos o teor de umidade
33
dos briquetes (Tabela 3)
Tabela 3- Teor de umidade dos briquetes
Tipo de briquete Umidade (%)
Briquete 1 21,00
Briquete 2 34,65
Briquete 3 34,37
Briquete 4 40,96
4.3 DENSIDADE
Após o processo de secagem dos briquetes na estufa, foram calculadas as suas
respectivas densidade que estão sumarizadas na tabela 4.
Tabela 4 - Densidade dos briquetes
Tipo de Briquete Densidade (kg/m³)
Briquete 1 306,60
Briquete 2 227,80
Briquete 3 263,40
Briquete 4 266,00
De acordo com Ferrari (1988, apud Cintra, 2009) afirma que não vai existir
relação entre a densidade da madeira e o poder calorífico. Já Vale et al (2002, apud
Cintra, 2009) relatam que, ao se empregar madeira de baixa densidade, ele queimará
mais rápido que uma madeira de densidade maior.
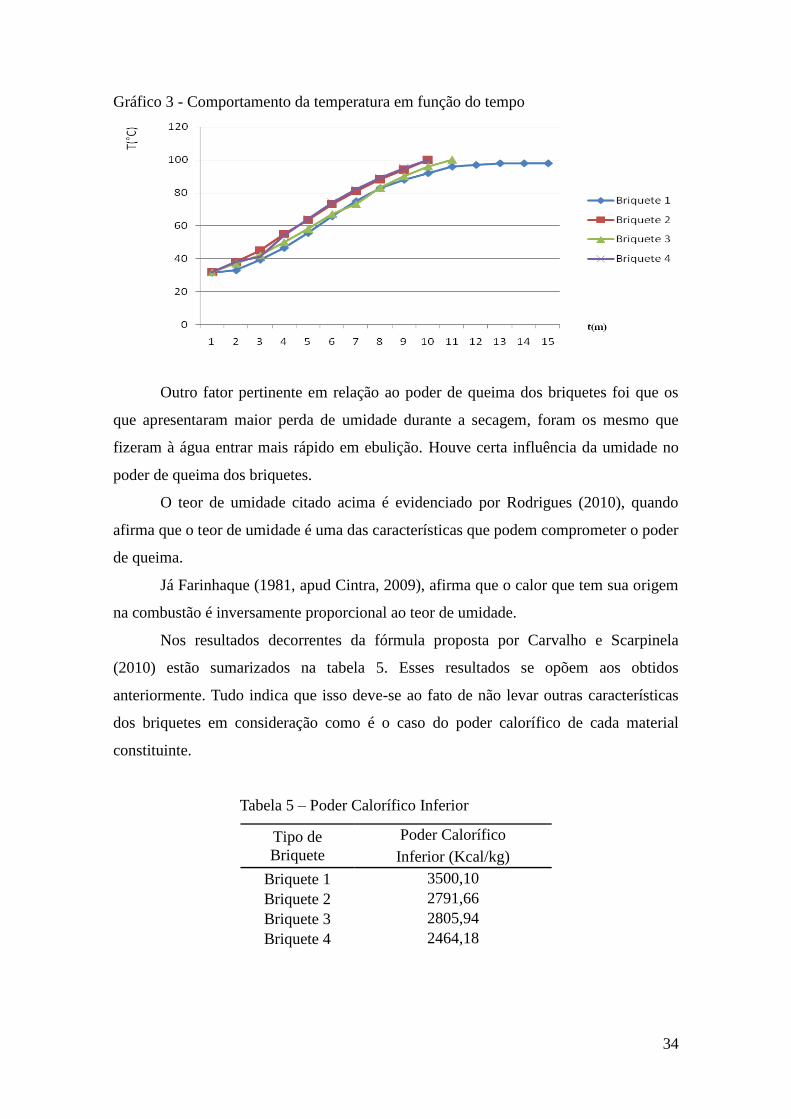
4.4 PODER CALORÍFICO
Através do experimento proposto para definição do poder calorífico, foi possível
detectar que os briquetes que fizeram com que a água chegasse à ebulição mais rápido
foram os briquetes tipo 2 e 4 (Gráfico 3). Partindo do pressuposto em que o briquete que
cozinhar/ferver líquidos mais rápidos terá um maior poder de queima. Então, pode-se
dizer que os briquetes citados anteriormente apresentam maior poder de queima em
relação aos demais. Um detalhe importantíssimo durante o processo de queima destes
percebeu que eles liberam pouca fuligem.
34
Gráfico 3 - Comportamento da temperatura em função do tempo
Outro fator pertinente em relação ao poder de queima dos briquetes foi que os
que apresentaram maior perda de umidade durante a secagem, foram os mesmo que
fizeram à água entrar mais rápido em ebulição. Houve certa influência da umidade no
poder de queima dos briquetes.
O teor de umidade citado acima é evidenciado por Rodrigues (2010), quando
afirma que o teor de umidade é uma das características que podem comprometer o poder
de queima.
Já Farinhaque (1981, apud Cintra, 2009), afirma que o calor que tem sua origem
na combustão é inversamente proporcional ao teor de umidade.
Nos resultados decorrentes da fórmula proposta por Carvalho e Scarpinela
(2010) estão sumarizados na tabela 5. Esses resultados se opõem aos obtidos
anteriormente. Tudo indica que isso deve-se ao fato de não levar outras características
dos briquetes em consideração como é o caso do poder calorífico de cada material
constituinte.
Tabela 5 – Poder Calorífico Inferior
Tipo de
Briquete
Poder Calorífico
Inferior (Kcal/kg)
Briquete 1 3500,10
Briquete 2 2791,66
Briquete 3 2805,94
Briquete 4 2464,18
35
5 CONCLUSÃO
A utilização de briquetes a partir de resíduos pode ser uma alternativa que
minimiza os impactos ambientais, produzindo energia de forma mais econômica e
ecológica. A inserção dessa iniciativa na indústria cerâmica pode amenizar os problemas
decorrentes da exploração da lenha, principalmente da vegetação nativa, pois em vez de
desmatar mais áreas com esse tipo de vegetação, aproveitam-se os resíduos das podas
em forma de briquetes para suprir em parte a necessidade energética da indústria
cerâmica.
Com base nos resultados obtidos a partir do experimento que usa o mecanismo
da cuscuzeira adaptada, desenvolvido nesse trabalho, verifica-se que os briquetes que
seriam interessantes aplicá-los na indústria ceramista seria o tipo 2 e 4 que apresentam
as seguintes composições: Tipo 2 ( 28% papelão, 36% jurema preta e 36% algaroba) e o
tipo 4 ( 28% papelão, 36% algaroba e 36% cajueiro).
36
6 REFERÊNCIAS BIBLIOGRÁFICAS
ADESE. Diagnóstico do uso da lenha nas atividades agroindustriais do território
do Seridó/RN. Caicó: ADESE. 2008.
AUTOTERM (Fortaleza). Poder Calorífico Inferior dos biocombustíveis.Disponível
em: <http://www.sfiec.org.br/palestras/energia/WorkshopTermoeletrica/Autoterm.pdf>.
Acesso em: 01 abr. 2013.
CARVALHO, Joaquim Francisco de; SCARPINELLA, Cláudio Antônio. Florestas
industriais e sustentabilidade. Anppas, 2010. Disponível em:
<http://www.anppas.org.br/encontro5/cd/artigos/GT17-268-228-20100901083149.pdf>.
Acesso em: 01 abr. 2013.
CINTRA, Tânia Cerbino. Avaliações energéticas de espécies florestais nativas
plantadas na região do Médio Paranapanema, Sp. 2009. 84 f. Disertação (Mestrado)
- Escola Superior de Agricultura "luiz de Queiroz", Piracicaba, 2009.
EMBRAPA.Cultivo do Cajueiro: Clima. Embrapa Agroindústria Tropical – Sistemas
de Produção, 1. ISSN 1678-8702 Versão eletrônica. Jan/2003b. Disponível em:
<http://sistemasdeproducao.cnptia.embrapa.br
/FontesHTML/Caju/CultivodoCajueiro/clima.htm>. Acesso em: 25 fev. 2013.
EMBRAPA. Cultivo do Cajueiro: Caracteristicas da Planta. Embrapa Agroindústria
Tropical – Sistemas de Produção, 1. ISSN 1678-8702 Versão eletrônica.
Jan/2003a. Disponível em: <http://sistemasdeproducao.cnptia.embrapa.br/FontesHTML
/Caju/CultivodoCajueiro/index.htm>. Acesso em: 12 fev. 2013.
EMPRESA DE PESQUISA ENERGETICA. Balanço energético nacional 2012: ano
base 2011: Síntese do Relatório Final. Rio de Janeiro, 2012. 53p. Disponível em:<
https://ben.epe.gov.br/downloads/S%C3%ADntese%20do%20Relat%C3%B3rio%20Fi
nal_2012_Web.pdf> Acesso: 23 de dezembro de 2012
FILIPPETTO, Daniele. Briquetagem de resíduos vegetais: viabilidade técnico-
econômica e potencial de mercado. 2008. 61 f. Dissertação (Mestrado) - Universidade
Estadual De Campinas, Campinas, 2008.
MELO, Vicente de Paula Simoes de.Produção de Briquetes de Carvão Vegetal com
Alcatrão de Madeira.1999. 53 f. Tese (Mestrado) - Universidade Federal de Viçosa,
Viçosa, 2000.
MONTENEGRO, A. A. T.; LIMA, C. R.; PARENTE, J. I. G. Caracterização química
da madeira do cajueiro (Anacardium occidentale L.). In: CONGRESSO E
EXPOSIÇÃO INTERNACIONAL DE CELULOSE E PAPEL, 43., 2010, São Paulo.
Sessões Técnicas. São Paulo: Associação Brasileira Técnica de Celulose e Papel, 2010.
OLIVEIRA, M. R. De;RODRIGUES, J. M. E.; CHIAVONE-FILHO, O.; MEDEIROS,
J. T. N. de. Estudo das Condições de Cultivo da Algaroba e Jurema Preta e
37
Determinação do Poder Calorífico.Revista De Ciência & Tecnologia, p.93-104, nov.
1999.
OLIVEIRA, Sandra Cristina Santos; ROCHA, Ana Georgina Peixoto. Diagnóstico da
Cadeia Produtiva do Caju na Bahia – Potencial do Território de Identidade
Semiárido Nordeste II.Revista Desenbahia, Bahia, n. , p.97-122, mar. 2009.
PAULA, Luana Elis de Ramos e et al. Produção e Avaliação de Briquetes
Lignocelulosicos. Pesquisa Florestal Brasileira, [s.l.], v. 31, n. 66, p.103-112, abr./jun.
2011.
RIBASKI, J; DRUMOND, M. A.; OLIVEIRA, V. R. de; NASCIMENTO, C. E. de S.;
Algaroba (Prosopis juliflora): Árvore de Uso Múltiplo para a Região Semiárida
Brasileira . (EMBRAPA. Comunicado Técnico, 240) EMBRAPA, 2009. Disponível
em: < http://www.infoteca.cnptia.embrapa.br/bitstream/doc/578718/1/CT240.pdf>
Acesso em: 3 março 2013
RODRIGUES, Valéria Antonia Justino.Valorização energética de lodo biológico da
indústria de polpa celulósica através da briquetagem.2010. 117 f. Dissertação
(Mestrado) - Universidade Federal de Viçosa, Viçosa, 2010.
RODRIGUES, L. D.; SILVA, I. T.; ROCHA, B. R. P.; SILVA, I. M. O. Uso de briquetes
compostos para produção de energia no estado do Pará, nd 6p.
SEBRAE. DIAGNÓSTICO DA INDÚSTRIA DE CERÂMICA VERMELHA DO
ESTADO DO RIO GRANDE DO NORTE. Disponível em:
<www.rn.agenciasebrae.com.br/anexo_download.kmf?cod=680>. Acesso em: 02 fev.
2013.
SILVA, Claudinei Augusto da. Estudo técnico-econômico da compactação de
resíduos madereiros para fins energéticos. 2007. 68 f. Dissertação (Mestrado) -
Universidade Estadual de Campinas, Campinas, 2007