uiversidad del azuay - dspace.uazuay.edu.ecdspace.uazuay.edu.ec/bitstream/datos/625/1/07920.pdf ·...
TRANSCRIPT

U�IVERSIDAD DEL AZUAY
Facultad de Ciencia y Tecnología
Escuela de Ingeniería de Producción y Operaciones
“Manual de Especificaciones Técnicas y Estándares de Trabajo para
el Reencauche de �eumáticos”
Trabajo de graduación previo a la obtención del título de
Ingeniero de Producción y Operaciones
AUTOR:
Moscoso Paredes Freddy Andrés
DIRECTOR:
Ing. Iván Coronel
Cuenca, Ecuador
2010

Moscoso Paredes ii
DEDICATORIA
Este trabajo va dedicado con mucho cariño a mi querida Jhoannita Romero “Tini”,
quien fue la persona que me apoyo en todos los momentos más dificultosos de mi
carrera y ha sido un pilar fundamental para mi auto-superación y crecimiento
espiritual.

Moscoso Paredes iii
AGRADECIMIE�TO
El agradecimiento eterno es para mis padres Pato y Chely, quienes han sido de gran
apoyo y ejemplo en mi vida. Gracias por darme toda su comprensión y cariño, el
cual es perpetuo. A su vez, la gratitud es con mi tío Arturo Paredes, quien fue la
persona que me guió y me abrió las puertas, otorgándome su confianza, para así
poder empezar mi carrera profesional.

Moscoso Paredes iv
RESUME�
La industria automotriz posee una amplia sección dedicada a la elaboración de
neumáticos, la misma que ha prestado mayor atención a la producción de llantas
nuevas, dejando de lado un elemento de igual o mayor importancia, el cual es el
reencauche. El presente trabajo denominado “Manual de Especificaciones Técnicas y
Estándares de Trabajo para el Reencauche de Neumáticos”, ha sido desarrollado
desde la experiencia y la teoría. El diseño de procedimientos para el reencauche de
neumáticos ofrece a las empresas ecuatorianas una base científica de
especificaciones técnicas a seguir, y así, lograr un producto de óptima calidad que
brinde absoluta seguridad y rendimiento.

Moscoso Paredes v
ABSTRACT
The automotive industry has a long section dedicated to the elaboration of tires. This
section gives great attention to the production of new tires; however an element just
as important or even more important is the retreading of tires. This research called
“The Manual of Technical Specifications and Standards of Work for the Retreading
of Tires” was developed from both experience and theory. The design of procedures
of retreading tires offers a scientific base of technical specifications for Ecuadorian
companies to follow, so that, they can produce an optimum tire that provides
absolute security and performance.

Moscoso Paredes vi
�DICE DE CO�TE�IDOS
Dedicatoria ................................................................................................................... ii
Agradecimiento ........................................................................................................... iii
Resumen ...................................................................................................................... iv
Abstract ........................................................................................................................ v
Índice de Contenidos…………………………………………………...……………vi
Indice de Ilustraciones.................................................................................................. x
INTRODUCCIÓN ....................................................................................................... 1
CAPITULO 1: LA EMPRESA
1.1 Reseña Histórica..................................................................................................... 3
1.2 Planeación Estratégica ........................................................................................... 4
1.2.1 Mision ................................................................................................................. 4
1.2.2 Vision .................................................................................................................. 5
1.2.3 Politica ................................................................................................................ 5
1.2.4 Organigrama de la Empresa………………………………………………….5
1.2.5 Lay Out de la Empresa ........................................................................................ 7
1.3 Introducción al Reencauche ................................................................................... 8
1.3.1 Descripción del Proceso Productivo ................................................................... 9
1.3.2 Flujograma del Proceso de Reencauche ............................................................ 13
CAPITULO 2: ESPECIFICACIO�ES TEC�ICAS DE LOS PROCESOS PRODUCTIVOS
2.1 Introducción ..................................................................................................... …14
2.2 Especificaciones Técnicas por Estaciones de Trabajo…………………………..18
2.2.1 Inspección Inicial .............................................................................................. 19
2.2.2 Bufeado (Raspado) ............................................................................................ 25

Moscoso Paredes vii
2.2.3 Reparacion......................................................................................................... 30
2.2.4 Parchado ............................................................................................................ 32
2.2.5 Cementado......................................................................................................... 37
2.2.6 Rellenado........................................................................................................... 39
2.2.7 Cortado de Bandas ............................................................................................ 41
2.2.8 Embandado ........................................................................................................ 42
2.2.9 Armado .............................................................................................................. 44
2.2.10 Vulcanizacion .................................................................................................. 48
2.2.11 Descargue y Desarmado .................................................................................. 57
2.2.12 Inspección Final .............................................................................................. 58
2.3 Registros para Seguimiento y Control de la Calidad ........................................... 61
2.3.1 Introducción ...................................................................................................... 61
2.3.2 Registros para Seguimiento y Control de la Calidad ........................................ 62
2.3.2.1 Hoja de Registro para Inspección Inicial ....................................................... 63
2.3.2.2 Hoja de Registro para Bufeado ...................................................................... 64
2.3.2.3 Hoja de Registro para Reparación.................................................................. 65
2.3.2.4 Hoja de Registro para Parchado ..................................................................... 66
2.3.2.5 Hoja de Registro para Cementado ................................................................. 67
2.3.2.6 Hoja de Registro para Rellenado ................................................................... 68
2.3.2.7 Hoja de Registro para Cortado de Bandas ..................................................... 69
2.3.2.8 Hoja de Registro para Enbandado .................................................................. 70
2.3.2.9 Hoja de Registro para Armado, Vulcanización, Descargue y Desarmado .... 71
2.3.2.10 Hoja de Registro para Inspección Final ....................................................... 72
CAPITULO 3: ESTUDIO DE TIEMPOS. BASE TEORICA
3.1 Estudio de Tiempos .............................................................................................. 73
3.2 Medicion de Trabajo ............................................................................................ 75

Moscoso Paredes viii
3.3 Tiempos Cronometrados ...................................................................................... 77
3.4 Diagrama de Flujo ................................................................................................ 79
3.5 Calculo del Tiempo Normal ................................................................................. 80
3.6 Calculo del Tiempo Estandar ............................................................................... 81
CAPITULO 4: CALCULO DE TIEMPO ESTA�DAR POR PROCESO
4.1 Diagrama de Flujo por Proceso ............................................................................ 82
4.1.1 Diagrama de Flujo del Proceso de Inspeccion Inicial ................................... 82
4.1.2 Diagrama de Flujo del Proceso de Bufeado .................................................. 85
4.1.3 Diagrama de Flujo del Proceso de Reparacion ............................................. 88
4.1.4 Diagrama de Flujo del Proceso de Parchado................................................. 90
4.1.5 Diagrama de Flujo del Proceso de Cementado ............................................. 93
4.1.6 Diagrama de Flujo del Proceso de Rellenado ............................................... 95
4.1.7 Diagrama de Flujo del Proceso de Cortado de Bandas ................................. 97
4.1.8 Diagrama de Flujo del Proceso de Embandado .......................................... 100
4.1.9 Diagrama de Flujo del Proceso de Armado ................................................ 102
4.1.10 Diagrama de Flujo del Proceso de Vulcanización .................................... 105
4.1.11 Diagrama de Flujo del Proceso de Descargue y Desarmado .................... 107
4.1.12 Diagrama de Flujo del Proceso de Inspección Final ................................. 108
4.2 Medicion del Trabajo ......................................................................................... 110
4.3 Calculo de Tiempo Normal de cada Estacion de Trabajo ................................. 111
4.3.1 Calculo del Tiempo Normal del Proceso de Inspección Inicial .................. 111
4.3.2 Calculo del Tiempo Normal del Proceso de Bufeado ................................. 112
4.3.3 Calculo del Tiempo Normal del Proceso de Reparación ............................ 113
4.3.4 Calculo del Tiempo Normal del Proceso de Parchado ................................ 114
4.3.5 Calculo del Tiempo Normal del Proceso de Cementado ............................ 115
4.3.6 Calculo del Tiempo Normal del Proceso de Rellenado .............................. 116

Moscoso Paredes ix
4.3.7 Calculo del Tiempo Normal del Proceso de Cortado de Bandas ................ 117
4.3.8 Calculo del Tiempo Normal del Proceso de Embandado ........................... 118
4.3.9 Calculo del Tiempo Normal del Proceso de Armado ................................. 119
4.3.10 Calculo del Tiempo Normal del Proceso de Vulcanización ..................... 120
4.3.11 Calculo del Tiempo Normal del Proceso de Descargue y Desarmado ..... 121
4.3.12 Calculo del Tiempo Normal del Proceso de Inspección Final .................. 122
4.4 Calculo del Tiempo Estandar de los Procesos de Reencauche al Frío ............... 123
4.5 Informe General de los Tiempos Estándares Calculados ................................... 124
CO�CLUSIO�ES Y RECOME�DACIO�ES
Conclusiones ............................................................................................................ 125
Recomendaciones ..................................................................................................... 127
Bibliografía .............................................................................................................. 130

Moscoso Paredes x
I�DICE DE ILUSTRACIO�ES
Figura 1.1. Organigrama de Isollanta Cía. Ltda. .......................................................... 6
Figura 1.2. Diagrama de Flujo del Proceso de Reencauche. .................................... 133
Figura 2.1. Partes del Neumático ............................................................................. 155
Figura 2.2. Clasificación de los Neumáticos. ............................................................. 16
Figura 2.3. Construcción Neumático Diagonal (Convencional) ................................ 16
Figura 2.4. Construcción Neumático Radial .............................................................. 17
Figura 2.5. Diseño Lineal ........................................................................................... 17
Figura 2.6. Diseño Tracción ....................................................................................... 18
Figura 2.7. Diseño Mixto ........................................................................................... 18
Figura 2.8. Condición de Desgaste ............................................................................ 20
Figura 2.9. Desgate Excesivo ..................................................................................... 20
Figura 2.10. Profundidad de Rodadura ...................................................................... 20
Figura 2.11. Condición de Carcasa ............................................................................ 21
Figura 2.12. Condición Carcasa Impactada ............................................................... 21
Figura 2.13. Penetraciones Lateral Carcasa ............................................................... 22
Figura 2.14. Rasgaduras Pared Lateral ...................................................................... 22
Figura 2.15. Fricción Pared Lateral ........................................................................... 22
Figura 2.16. Separaciones Pared Lateral .................................................................... 23
Figura 2.17. Pestaña Deteriorada ............................................................................... 23
Figura 2.18. Rotura de Pestaña .................................................................................. 24
Figura 2.19. Pestaña Doblada .................................................................................... 24
Figura 2.20. Tabla de Plantillas para Bufeado ........................................................... 26
Figura 2.21. Radio de Raspado .................................................................................. 27
Figura 2.22. Tabla Referencia Textura Raspado (RMA) ........................................... 28
Figura 2.23. Pulido para Reparación .......................................................................... 30
Figura 2.24. Reparación de Herida ............................................................................ 31
Figura 2.25. Preparación de Herida Reparada ........................................................... 33
Figura 2.26. Medidas de Herida Reparada ................................................................. 33
Figura 2.27. Tabla Aplicación Parches Diagonales (Convencionales) ...................... 34
Figura 2.28. Tabla Aplicación Parches Radiales ....................................................... 35
Figura 2.29. Pulido Interno Parche ............................................................................ 35
Figura 2.30. Preparación Parche ................................................................................ 36

Moscoso Paredes xi
Figura 2.31. Colocación de Parche ............................................................................ 36
Figura 2.32. Ubicación de Parche .............................................................................. 37
Figura 2.33. Aplicación de Cemento.......................................................................... 38
Figura 2.34. Aplicación de Cinta-Relleno.................................................................. 40
Figura 2.35. Medición de Banda de Rodamiento ....................................................... 41
Figura 2.36. Colocación de Banda de Rodamiento .................................................... 43
Figura 2.37. Armado de Llanta con Envelope, Aro, Tubo y Defensa........................ 45
Figura 2.38. Armado con Doble Envelope................................................................. 46
Figura 2.39. Armado con Anillos ............................................................................... 47
Figura 2.40. Envelopadora ......................................................................................... 48
Figura 2.41. Sistema de Funcionamiento de la Tercera Presión ................................ 50
Figura 2.42. Presiones de Aire en Llanta Armada con Envelope, Aro, Tubo y
Defensa ....................................................................................................................... 50
Figura 2.43. Presiones de Aire en Llanta Armada con Envelope, Aro, Tubo y
Defensa ....................................................................................................................... 51
Figura 2.44. Sistema de Recirculación de Aire en Autoclave Horizontal ................. 52
Figura 2.45. Forma de Colocación de Llantas para Vulcanización ........................... 53
Figura 2.46. Bomba de Vacío .................................................................................... 53
Figura 2.47. Cuadro de Factores de Vulcanización de algunas Reencauchadoras .... 56
Figura 2.48. Codificación de Producto No Conforme ............................................... 61
Figura 2.49. Codificación de Producto para Reprocesar............................................ 61
Figura 3.1 Símbolos de Diagrama de Flujo ............................................................... 80

Moscoso Paredes 1
Moscoso Paredes, Freddy Andrés.
Trabajo de Graduación.
Ing. Iván Coronel.
Julio 2010.
“Manual de Especificaciones Técnicas y Estándares de Trabajo para el
Reencauche de �eumáticos”
I�TRODUCCIÓ�
La competitividad laboral, actividad que se ha ido incrementando con el paso del
tiempo y de las nuevas tecnologías, han determinado la importancia de suministrar a
los consumidores, tanto productos y/o servicios, que no únicamente sean para
satisfacer sus necesidades, sino que cumplan la función de exceder las expectativas
que el cliente tenía.
El presente estudio pretende por lo tanto contribuir con el desarrollo operacional de
la industria del reencauche, mediante un sistema estandarizado de técnicas que sean
aplicadas, tanto a la situación del país como de nuestro entorno. A su vez contribuirá
para el conocimiento teórico y técnico de esta actividad productiva que tiene una
gran demanda a nivel nacional y en sí, en el ámbito mundial.
Las actividades a realizarse en este trabajo de graduación se estructuran en cuatro
capítulos fundamentales: dentro del primer capítulo se analizará la empresa donde se
realizará este proyecto, y a su vez, una descripción en general del proceso de
reencauche al frío.
Un segundo capítulo analiza las especificaciones técnicas de cada estación o proceso
productivo dentro de la planta de reencauche, aquí detallaremos de manera sencilla y
clara el cómo realizar cada operación técnica para el correcto procesamiento de una
llanta.
Posteriormente se desarrollarán registros para el seguimiento, control y
cumplimiento de las especificaciones desarrolladas.

Moscoso Paredes 2
El tercer capítulo constituirá de manera teórica todo lo concerniente al estudio y
medición de tiempos, proceso necesario para optimizar recursos y elevar la
productividad. Aquí analizaremos todos los aspectos concernientes al estudio y su
posterior aplicación dentro de la organización.
En el capítulo cuatro se ejecutará todo lo desarrollado en la parte teórica, es decir, se
procederá a analizar y evaluar el estado actual de desempeño productivo por estación
de trabajo, detallando todas las operaciones que se realizan en cada actividad laboral
dentro del proceso de reencauche al frío. Se tomarán en cuenta todos los detalles
pertinentes para determinar de manera más exacta e idónea el tiempo estándar
necesario de cada proceso productivo.
Por último desarrollaremos la etapa de evaluación general, el cual incluye todas las
conclusiones obtenidas al realizar este proyecto, en donde se detalla los aspectos
analizados, las respectivas recomendaciones para el óptimo desempeño empresarial y
productivo de la planta de reencauche al frío.
Se pretende entonces que con el desarrollo y conclusión de esta tesis, la empresa
sobre la cual se ejecuta el estudio, se beneficie de todas aquellas ventajas que ofrece
la importancia de contar con un manual de especificaciones técnicas desarrolladas
por estación de trabajo, ya que con esto, consigue tener un absoluto seguimiento y
control de todo el proceso productivo y así garantizar un producto de óptima calidad,
rendimiento y seguridad.
Además, realizar un estudio de medición de tiempos, determinará con la mayor
exactitud posible, el tiempo que toma una tarea, operación y/o actividad a realizar, y
así poder tener una base científica de medición de tiempos en la empresa, con la meta
de realizar mejoras operacionales en el futuro.

Moscoso Paredes 3
CAPITULO 1
LA EMPRESA
1.1 RESEÑA HISTÓRICA
Isollanta Cía. Ltda., inició sus operaciones en el año de 1996 con la adquisición de la
nave industrial en la que actualmente funciona ubicada en el Parque Industrial de la
ciudad de Cuenca.
Su socio promotor y fundador, Ing. Arturo Paredes R., decidió trabajar en el sector
de la producción de llantas reencauchadas por razones de atractivo mercado y de su
amplia preparación académica y experiencia profesional de cerca de 20 años en el
área de ingeniería, fabricación y comercialización de neumáticos.
El nombre de la empresa tiene dos razones: la primera es por el prefijo latino “ISO”
que quiere decir “IGUAL”, la idea es que una llanta reencauchada por esta compañía
debe desempeñarse con igual rendimiento y seguridad que una llanta nueva; la
segunda es porque se cree profundamente en la efectividad de las normas de calidad
ISO.
El primer año de trabajo estuvo destinado a la adecuación de la planta de reencauche
al frío, ya que se tuvo que retirar algunos materiales y maquinaria de una planta
anterior que dejo de operar, y que contaba todavía con tecnología de reencauche al
caliente, que ya no era rentable debido a su alto mantenimiento, innumerables
accesorios utilizados para procesar los diferentes tipos de medida de llanta y diseños
requeridos para la labor a realizar. Aquí se realizaron las primeras pruebas
concernientes al reencauche al frío, colocando la banda pre-vulcanizada en la carcasa
previamente reparada.

Moscoso Paredes 4
Con el paso del tiempo, la empresa logró un objetivo establecido, el lograr ser cliente
exclusivo para el Ecuador de su principal proveedor de materia prima (banda de
rodamiento, cojín para vulcanización, cemento para preparación y relleno) que es la
empresa Laminados E.I.R.L de Lima-Perú.
Esta empresa cuenta con tecnología de última generación, a su vez cuenta con un
Sistema de Gestión de Calidad aprobado y Certificado por la norma ISO 9001:2000 y
asesoramiento técnico especializado, tanto en el área de Producción como en el área
de Comercialización.
Luego de esta etapa, la empresa comienza un repunte significativo, en lo que
corresponde a calidad de producto y entrega inmediata, invirtiendo en tecnología,
adquiriendo nueva maquinaria y equipos, capacitación constante, incluso en el
exterior al personal de planta, para así lograr ser una empresa competitiva en el
ámbito regional.
En la actualidad, la empresa es la mayor productora de llantas reencauchadas al frío
en lo que corresponde la zona del austro, con un promedio mensual de 2000 llantas
reencauchadas, desde aro 14” hasta aro 24.5”.1
1.2 PLA�EACIÓ� ESTRATÉGICA
La empresa Isollanta Cía. Ltda., al contar con la certificación ISO 9001:2008, ya ha
desarrollado un concepto de planeación estratégica enfocada a la filosofía
organizacional y estructural, donde se indica claramente cuál es el objetivo, misión,
visión y política de calidad sobre la cual se basa la metodología de la empresa. A su
vez el enfoque de trabajo está basado en procesos que buscan optimizar las entradas
y salidas de los mismos utilizando la trilogía de la excelencia: obsesión por la calidad
y productividad, trabajo en equipo y utilización del método científico.
Como marco filosófico de su accionar la empresa utiliza el Círculo de Deming en sus
cuatro etapas bien definidas: Planear, Hacer, Medir y Tomar Acción.
1 ISO 9001:2008. Manual del Sistema de Gestión de la Calidad. Isollanta Cía. Ltda. 2008. Cuenca. p. 3

Moscoso Paredes 5
1.2.1 MISIO�
La declaratoria de misión de la empresa es la siguiente:
“Servir al mercado automotriz con una alternativa de llantas reencauchadas de
óptima calidad y costo razonable. Operar con respeto al medio ambiente, y conseguir
una rentabilidad que permita trascender exitosamente a través del tiempo.”2
1.2.2 VISIO�
La declaratoria de visión de la empresa es la siguiente:
“Liderazgo a través de clientes satisfechos”3
1.2.3 POLITICA
La declaratoria de política de la empresa es la siguiente:
“ISOLLANTA CÍA. LTDA., tiene un compromiso con la satisfacción de sus
Clientes internos y externos, entregando Llantas Reencauchadas de óptima calidad,
mejorando su Gestión continuamente y cumpliendo con los requisitos legales”4
1.2.4 ORGA�IGRAMA DE LA EMPRESA
El organigrama de la empresa es la siguiente:
2 ISO 9001:2008. Manual del Sistema de Gestión de la Calidad. 2008. Isollanta Cía. Ltda. Cuenca. p. 6 3 ISO 9001:2008. Manual del Sistema de Gestión de la Calidad. 2008. Isollanta Cía. Ltda. Cuenca. p. 6 4 ISO 9001:2008. Manual del Sistema de Gestión de la Calidad. 2008. Isollanta Cía. Ltda. Cuenca. p. 7

Moscoso Paredes 6
Figura 1.1. Organigrama de Isollanta Cía. Ltda.
Fuente: Manual del Sistema de Gestión de Calidad ISO 9001-2008- Isollanta Cía.
Ltda.

Moscoso Paredes 7
1.2.5 LAY OUT DE LA EMPRESA

Moscoso Paredes 8
1.3 I�TRODUCCIÓ� AL REE�CAUCHE
La reconstrucción de llantas, actividad que se ha extendido rápidamente en muchos
países del mundo, tiene la función de proveer de una superficie nueva de rodadura a
las llantas nuevas de construcción desgastadas por el uso. Con la aparición del
reencauche se ha conseguido fundamentalmente alargar la vida útil de una llanta, y
con ello reducir costos a todos los usuarios de vehículos y evitar por lo menos en
cierto grado la contaminación ambiental fruto del desecho de llantas usadas.
Las ruedas o neumáticos del vehículo tienden a desgastarse paulatinamente debido
especialmente al contacto permanente de su superficie con espacio asfáltico (o de
otra naturaleza) lo que origina que esta se vaya deteriorando conforme se sigue
usando. De no existir la industria del Reencauche los neumáticos llegarían a una
etapa en la que no pueden ser utilizada más, y debería ser desechada como
desperdicio, causando grave impacto al medio ambiente.
Por el contrario mediante el proceso de reencauchado se reciclan las llantas
desechadas, se las procesa adecuadamente, se coloca una nueva banda de rodamiento
y con ello se dispone nuevamente de una llanta que estará en condiciones para ser
utilizada nuevamente y cuyo rendimiento será igual o mayor que la de una llanta
original.
En el Ecuador la actividad del Reencauche aparece hace aproximadamente 35 años
(década de los 70), mediante la instalación de unas pocas y pequeñas empresas de
reencauche al caliente. Años después y con la evolución de esta industria se implanta
lo que hoy se conoce como reencauche al frío.5
Con el pasar de los años y el avance de la tecnología, los procesos han ido
mejorando; es así, que en la industria del reencauche se pasa de una etapa a otra
(proceso antiguo de reencauche al caliente al proceso moderno de reencauche al frío)
con nueva tecnología y nuevos métodos de trabajo.
5 CANTOS GUAMAN, Carlos Arturo. Implementación de la norma ISO 9002 en una Industria
Reencauchadora. Universidad de Cuenca, Facultad de Ciencias Químicas, Cuenca, 1998, p. 3.

Moscoso Paredes 9
1.3.1 DESCRIPCIÓ� DEL PROCESO PRODUCTIVO
Los fundamentos de la vulcanización de las llantas reconstruidas, se derivan de los
mismos que se aplican para las llantas nuevas, excepto que de modo general no se
emplea calentamiento interior, en lugar de ello se utiliza aire a presión que de tal
manera que ejercerá una presión sobre el interior de la carcasa de 30PSI. Esto
determina que la presión del aire dentro de la carcasa sea de 90PSI.6
Esta presión de vapor proporciona una temperatura de alrededor de los 150°C,
temperatura que se considera óptima en el reencauchado, a pesar de que mayores
temperaturas proporcionaría una cura más rápida. Una de las limitaciones para no
poder utilizar temperaturas mayores consiste en que se produce una fatiga excesiva a
la llanta y limita la resistencia de la misma.
El reencauche de llantas abarca todo, desde una minuciosa revisión de las carcasas, la
supresión de imperfecciones superficiales menores, colocación de parches en las
llantas que requieran, la vulcanización y acabado final de las llantas rehabilitadas.
De manera general aquí se detalla cada una de las etapas dentro del proceso de
reencauche al frío7:
a) Inspección Inicial.- La revisión constituye uno de los procesos más importantes
dentro del reencauche de llantas ya que de él depende la consecución de productos
terminados de óptima calidad. Esta etapa consiste en la inspección minuciosa de
todas y cada una de las carcasas que ingresan a la planta de producción; dicha
inspección es realizada en forma manual por personal calificado para dicha operación
y son ayudados por una máquina revisadora que permite visibilizar el interior de la
carcasa. Entre los parámetros generales a considerar dentro de la revisión están los
siguientes: roturas, perforaciones, agrietamientos, soplos, estado de los hombros,
pestañas, envejecimiento, etc.
6 CANTOS GUAMAN, Carlos Arturo. Implementación de la norma ISO 9002 en una Industria
Reencauchadora. Universidad de Cuenca, Facultad de Ciencias Químicas, Cuenca, 1998, p. 15. 7 CANTOS GUAMAN, Carlos Arturo. Implementación de la norma ISO 9002 en una Industria
Reencauchadora. Universidad de Cuenca, Facultad de Ciencias Químicas, Cuenca, 1998, p. 18.

Moscoso Paredes 10
Una revisión defectuosa conduce a la generación de problemas en las siguientes
etapas del proceso.
b) Bufeado (Raspado).- Si bien la inspección inicial constituye una de las etapas
más importantes dentro del proceso de reencauche, es en esta etapa en la que
comienza el proceso industrial del Reencauchado de Neumáticos.
Esta operación tiene como objetivo obtener de la carcasa una superficie adecuada
que permita un eficiente proceso, a la vez, que elimina de una forma parcial
impurezas incrustadas en la superficie de rodamiento de la llanta.
Se conseguirá mediante esta operación un aspecto áspero de la superficie con el fin
de que la banda nueva de rodamiento se acople perfectamente a la misma.
c) Reparación.- El trabajo al que normalmente son sometidas las llantas neumáticas
de un vehículo, hace que éstas estén afectadas por varios factores externos que
contribuyen a su deterioro, como son: incrustaciones, piedras, roturas, pinchazos, etc.
Esta etapa entonces tiene la finalidad de eliminar de manera más concreta y
minuciosa todas aquellas fallas ocasionadas por dichos factores. El proceso consiste
en determinar, mediante la utilización de una tiza, las zonas afectadas y que deberán
ser tratadas posteriormente. Luego de esto y con la ayuda de turbinas de altas
revoluciones y con accesorios para la reparación, se va trabajando sobre las zonas
marcadas y las que se localizan, de tal manera que se eliminan por completo todo
tipo de materia extraña presente en la estructura de la llanta.
d) Parchado.- El parchado constituye una etapa complementaria de la reparación,
pero que no puede presentarse en todos los casos.
En ciertas ocasiones las carcasas suelen presentar huecos o pinchazos profundos,
éstos van desde el exterior de la carcasa hasta el interior de la misma complicando de
esta manera su estructura. En el parchado se limpia adecuadamente estas fallas, para
proceder a colocar un parche sobre la superficie afectada, de tal manera que se pueda
seguir normalmente con el proceso.

Moscoso Paredes 11
e) Cementado.- Es indispensable crear una superficie de adhesión que permita que
tanto la superficie de la carcasa como la de la nueva banda de rodamiento, se junten
fuertemente permitiendo de esta manera un perfecto vulcanizado del cojín. Se
adiciona entonces sobre dichas superficies una solución de caucho mezclada con
solventes conocida con el nombre de cemento.
f) Rellenado.- Debido al proceso de reparación la superficie y/o laterales de la
carcasa, presenta una serie de perforaciones de diferente magnitud que debilitan la
estructura de la carcasa.
Para recuperar la composición y estructura de la carcasa, es preciso colocar caucho
no vulcanizado en estas perforaciones y en todas aquellas que presente la llanta, sean
o no causadas por el proceso de reparación.
La colocación de este caucho se lo realiza mediante la utilización de una pequeña
pistola extrusora, que permite una aplicación adecuada del caucho sobre los agujeros
de la carcasa.
g) Cortado de bandas.- Durante el proceso de bufeado, se registra ciertos
parámetros que serán información de vital importancia durante todo el proceso.
En base a esta información, se proceder con el corte y preparación de las nuevas
bandas de rodamiento, se conoce tanto el diseño, la longitud necesaria y el ancho de
banda requerido para la carcasa a procesar.
A su vez se encementa la superficie contraria al rodamiento de la banda para generar
mayor adhesión cuando se proceda a juntar, tanto la carcasa reparada como la banda
de rodamiento preparada.
h) Enbandado.- Cada uno de los procesos descritos anteriormente puede
considerarse como de preparación de la superficie de la carcasa para la incorporación
de la nueva banda; es así que en esta etapa se procederá a la colocación de la banda
de rodamiento sobre la superficie de rodamiento de la carcasa.
Moscoso Paredes 12
En este proceso se utiliza una máquina enbandadora, ésta permite inmovilizar la
carcasa y hacerla girar sobre su eje mientras se coloca de forma manual la nueva
banda. Las características importantes a considerar en este procedimiento son: el
centrado adecuado de la banda sobre la carcasa y la perfecta unión de los bordes de
la banda.
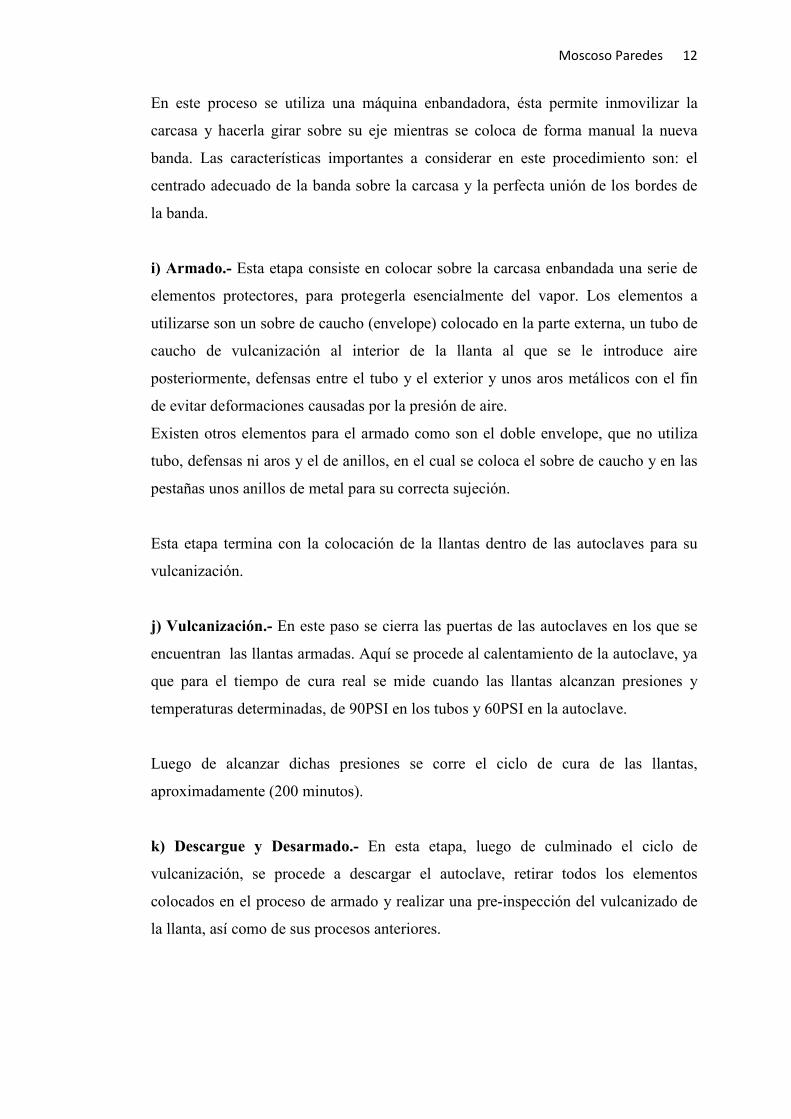
i) Armado.- Esta etapa consiste en colocar sobre la carcasa enbandada una serie de
elementos protectores, para protegerla esencialmente del vapor. Los elementos a
utilizarse son un sobre de caucho (envelope) colocado en la parte externa, un tubo de
caucho de vulcanización al interior de la llanta al que se le introduce aire
posteriormente, defensas entre el tubo y el exterior y unos aros metálicos con el fin
de evitar deformaciones causadas por la presión de aire.
Existen otros elementos para el armado como son el doble envelope, que no utiliza
tubo, defensas ni aros y el de anillos, en el cual se coloca el sobre de caucho y en las
pestañas unos anillos de metal para su correcta sujeción.
Esta etapa termina con la colocación de la llantas dentro de las autoclaves para su
vulcanización.
j) Vulcanización.- En este paso se cierra las puertas de las autoclaves en los que se
encuentran las llantas armadas. Aquí se procede al calentamiento de la autoclave, ya
que para el tiempo de cura real se mide cuando las llantas alcanzan presiones y
temperaturas determinadas, de 90PSI en los tubos y 60PSI en la autoclave.
Luego de alcanzar dichas presiones se corre el ciclo de cura de las llantas,
aproximadamente (200 minutos).
k) Descargue y Desarmado.- En esta etapa, luego de culminado el ciclo de
vulcanización, se procede a descargar el autoclave, retirar todos los elementos
colocados en el proceso de armado y realizar una pre-inspección del vulcanizado de
la llanta, así como de sus procesos anteriores.

Moscoso Paredes 13
l) Inspección Final.- En esta etapa se procede a una inspección minuciosa de las
llantas terminadas, con el objeto de determinar si existe algún tipo de defecto en el
producto final. Esta inspección se hace en todas las partes de la llanta reencauchada.
Si la llanta reencauchada cumple con todos los parámetros, es decir cero defectos, se
procede a darle un acabado final mediante la aplicación de una pintura sobre los
laterales y hombros.
Cumpliendo todos estos procedimientos, la llanta reencauchada queda lista para que
sea trasladada a la bodega de producto terminado, para luego su posterior
comercialización y uso.
1.3.2 FLUJOGRAMA DEL PROCESO DE REE�CAUCHE
El flugrograma de la empresa es el siguiente:
Figura 1.2. Diagrama de Flujo del Proceso de Reencauche.
Manual del Sistema de Gestión de Calidad ISO 9001 2008- Isollanta Cía. Ltda

Moscoso Paredes 14
CAPITULO 2
ESPECIFICACIO�ES TEC�ICAS DE LOS PROCESOS PRODUCTIVOS
2.1 I�TRODUCCIÓ�
El reencauche de una llanta en esencia es reciclar una llanta, es colocar un nuevo
caucho de rodamiento a una carcasa de llanta gastada.
Para poder determinar con exactitud la especificación que se va a plantear dentro de
las características a ser vistas en la llanta, primero debemos conocer las principales
partes en las que se divide un neumático:
Banda de Rodamiento: Constituye la parte desgastable de la llanta, la misma que
posee características de dureza y consistencia adecuadas para el funcionamiento. El
rodamiento además de ser el compuesto que protege la carcasa y la estructura
interna, debe también exhibir la máxima resistencia a la abrasión, es decir al
desgaste, desgarres, a la formación de grietas cortas, al ambiente, al calor, etc. Debe
proporcionar tracción tanto en mojado, seco, frío y superficies calientes.
Pestaña: Constituyen los extremos internos de la llanta, es una combinación de
varios alambres de acero, aislado con caucho, formando una unidad a manera de un
anillo. El principal trabajo de la pestaña es mantenerse en contacto con el aro y evitar
que la llanta se deforme durante el rodamiento. Además evita que la presión de aire
que se encuentra en el interior salga de la llanta.
Pared Lateral: El trabajo que desempeñan los laterales es similar al de la banda de
rodamiento, con excepción de las propiedades de tracción, sin embargo, aumenta la
resistencia a la flexión. La composición del lateral puede ser en algunas ocasiones
similar a la del rodamiento.

Moscoso Paredes 15
Figura 2.1. Partes del Neumático
MATERIALES DE COMPOSICIÓ� DE LOS �EUMÁTICOS
Telas: Las telas, pliegos o lonas son los elementos que confieren la fortaleza a la
llanta. Estos elementos pueden ser de algodón, rayón, nylon, poliéster, fibra de
vidrio, acero o cualquier otro material que en forma de hilos que entrecruzados en
una cuerda tengan muy alta fuerza de tensión y flexibilidad. Esta tela contiene una
capa de cuerdas de dimensiones específicas y un cierto número.8
Breakers: Los breakers o cinturones, contribuyen a la capacidad de carga, su uso y
posición en la estructura de una llanta varía con los requerimientos del servicio. Este
elemento está colocado entre el último pliego y el rodamiento; normalmente este
componente consiste de dos capas de tejido similar al de las telas (pliegos), el
breaker esta seleccionado de manera que resista de muy buena manera al calor, tenga
un adecuada robustez y capacidad de absorber los golpes durante el servicio.
Generalmente está hecho de alambres de acero.9
8 Manual del Proceso de Reencauche/Reparación, ARA, American Retreader’s Association, sección 2, p. 2. 9 Manual del Proceso de Reencauche/Reparación, ARA, American Retreader’s Association, sección 2, p. 2.

A su vez, para poder analizar con detalle las especificaciones técnicas del
reencauche, primeramente veremos cómo se clasifican las llantas dentro del siguiente
esquema:
Figura
POR SU CO�STRUCCIÓ�:
Convencional (Diagonal).
corren desde una “pestaña” hacia la otra en un ángulo. Cada capa se alterna,
cruzándose así las capas entre
rectos. El número de capas puede oscilar hasta treinta en llantas gigantes para equipo
caminero o llantas de alta presión para aeronaves.
Figura 2.3
10
ARA, American Retreadersección 2, p. 3.
Moscoso Paredes
A su vez, para poder analizar con detalle las especificaciones técnicas del
reencauche, primeramente veremos cómo se clasifican las llantas dentro del siguiente
Figura 2.2. Clasificación de los Neumáticos.
POR SU CO�STRUCCIÓ�:
Convencional (Diagonal).- Las llantas convencionales tienen dos o más capas que
corren desde una “pestaña” hacia la otra en un ángulo. Cada capa se alterna,
cruzándose así las capas entre sí, al igual que las capas de la corona en ángulos casi
rectos. El número de capas puede oscilar hasta treinta en llantas gigantes para equipo
caminero o llantas de alta presión para aeronaves.10
2.3. Construcción Neumático Diagonal (Convencional)
can Retreader´s Association. Manual del Proceso de Reencauche/Reparación
Moscoso Paredes 16
A su vez, para poder analizar con detalle las especificaciones técnicas del
reencauche, primeramente veremos cómo se clasifican las llantas dentro del siguiente
Las llantas convencionales tienen dos o más capas que
corren desde una “pestaña” hacia la otra en un ángulo. Cada capa se alterna,
sí, al igual que las capas de la corona en ángulos casi
rectos. El número de capas puede oscilar hasta treinta en llantas gigantes para equipo
Construcción Neumático Diagonal (Convencional)
Manual del Proceso de Reencauche/Reparación. 2001.

Moscoso Paredes 17
Radial.- Una llanta radial tiene cordones de cuerpo que corren paralelos de una
“pestaña” a otra en un ángulo de 90 grados hacia la dirección de rotación de la llanta.
Estos cordones de cuerpo radial son usualmente de poliéster en llantas de pasajero.
Cuando aumenta el tamaño de la llanta, cambia la conformación de la estructura,
siendo el cuerpo de cordones de acero11.
Figura 2.4. Construcción Neumático Radial
POR SU DISEÑO:
Lineal.- Su nervadura o canal corre en forma circunferencial con respecto a la línea
central de la llanta. Diseño para ser jalado o empujado en el vehículo.
Figura 2.5. Diseño Lineal
11
ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación. 2001 Sección 2, p. 7.

Moscoso Paredes 18
Tracción: Cuyo canal o nervadura corre en sentido transversal a la línea central de la
llanta. Generalmente usado en el eje motriz del vehículo.
Figura 2.6. Diseño Tracción
Mixta: Su nervadura o canal va de forma circunferencial y transversal a la línea
central de la llanta. Su aplicación es variada.
Figura 2.7. Diseño Mixto
2.2 ESPECIFICACIO�ES TÉC�ICAS POR ESTACIO�ES DE TRABAJO
Para determinar de manera más acertada las especificaciones que se deben tomar en
cuenta para realizar un trabajo técnico de manera eficiente, debemos realizarla por
cada estación de trabajo, con el fin de detectar las fallas que vienen en las llantas, y
lograr los menores errores posibles en cuanto a su operación, para que la carcasa a

Moscoso Paredes 19
ser reencauchada tenga un óptimo desempeño de trabajo y rendimiento , y si las
condiciones de mantenimiento y durabilidad siguen siendo las adecuadas, la llanta
pueda ser renovada nuevamente.
2.2.1 I�SPECCIÓ� I�ICIAL
Durante muchos años se ha descubierto que la inspección inicial y procedimientos de
reparación inapropiados, son los responsables para más de un 50% de las fallas de
neumáticos reencauchados12. Un análisis muestra que en la mayoría de las carcasas,
la causa de la falla puede ser clasificada entre cinco grupos:
1) Pinchazos no detectados o incorrectamente reparados
2) Separaciones no detectadas en la carcasa (soplos), los cinturones o lo pliegos
3) Falla de reparación debido al uso de método, herramientas, tipo o tamaño de
parche, inapropiado.
4) Reparaciones instaladas anteriormente (parches colocados) que no se
removieron durante la inspección inicial y/o parchado.
5) Selección de la carcasa inadecuada para la banda de rodamiento y su
aplicación en servicio.
Para determinar de manera eficiente las carcasas que deberán cumplir con las
especificaciones técnicas mínimas requeridas, se procederá a evaluar los defectos en
base a las partes del neumático.
Condiciones a Inspeccionar en la Banda de Rodamiento: Desgaste debe ser
regular y parejo en todo lo ancho de la banda.
12 BA3DAG, Manual para Reencauche de concesionarios. 2002. Sección C, p. 1-4/85

Moscoso Paredes 20
Figura 2.8. Condición de Desgaste
No debe detectarse ninguna lona expuesta al tacto, esto en llantas convencionales; ni
alambres a la vista, en llantas radiales.
Figura 2.9. Desgate Excesivo
La profundidad mínima de rodadura (remanente) debe ser de 2/32” en llantas de
construcción convencional, y 4/32” en llantas de construcción radial.
Figura 2.10. Profundidad de Rodadura

Moscoso Paredes 21
La banda de rodamiento no debe presentar deterioros por cuerpos grasos o
corrosivos, y daños que requieren reparaciones demasiado juntas.
Figura 2.11. Condición de Carcasa
Llantas con ruptura de rodamiento, excesivo óxido en llantas de construcción radial,
y perforaciones en la corona que debilitan estructura de la carcasa.
Figura 2.12. Condición Carcasa Impactada
Condiciones a Inspeccionar en la Pared Lateral:
No debe presentar ningún tipo de corte superficial con una profundidad mayor a
2mm en llantas de construcción convencional, y 1mm en llantas de construcción
radial.

Moscoso Paredes 22
Figura 2.13. Penetraciones Lateral Carcasa
No debe tener ninguna zona donde las lonas sean perceptibles al tacto (llantas
convencionales), ni alambres expuestos al ambiente (llantas radiales).
Figura 2.14. Rasgaduras Pared Lateral
La zona lateral no debe tener ningún daño en sentido circunferencial producido por
fricción con algún cuerpo extraño al neumático.

Moscoso Paredes 23
Figura 2.15. Fricción Pared Lateral
Separaciones laterales o alambres rotos que parecen protuberancias y agrietamiento
radial debido a flexión.
Figura 2.16. Separaciones Pared Lateral
Separación de capas: se identifica por una decoloración del caucho en la superficie
interior, del hombro y pared lateral. Esta es causada por la acumulación de calor
durante servicio.
Condiciones a Inspeccionar en la Pestaña:
Pestaña con alambres expuestos, tanto interior como exteriormente.

Moscoso Paredes 24
Figura 2.17. Pestaña Deteriorada
Cortes que atraviesen hasta la zona rígida, impidiendo el inflado del neumático.
Figura 2.18. Rotura de Pestaña
Pestañas excesivamente dobladas o distorsionadas (efecto de sobrecarga y/o
problemas mecánicos del vehículo).
Figura 2.19. Pestaña Doblada
Cortes que penetran en el alambre, los cuales han causado oxidación y/o separación.

Moscoso Paredes 25
OBSERVACIO�ES:
Un debilitamiento general del neumático debido al tiempo, humedad y/o intemperie.
Carcasas con más de 5 años de trabajo, deben ser analizadas a mayor profundidad
por ser más propensas a fallas de reencauchado debido a su tiempo de vida útil.
2.2.2 BUFEADO (RASPADO)
Este procedimiento tiene como finalidad el determinar de manera idónea la textura
mínima necesaria requerida para promover una máxima adhesión de la banda nueva
de rodamiento. A su vez se determinará el ancho de la carcasa exacto para la banda
de rodamiento, ya que una llanta de una misma medida, puede variar sus
dimensiones de acuerdo al fabricante.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando para los 2
tipos de construcción y los 3 diferentes diseños de neumáticos, verificando los
siguientes parámetros:
Sección de Raspado
Inspeccionar previamente la llanta antes de raspar, a fin de que no presente ningún
tipo de material extraño, orificios con puntillas excesivos, con el objetivo de
conservar las cuchillas de la máquina raspadora en buen estado.
Para un óptimo raspado en todo el ancho de banda de rodado, debemos determinar el
tamaño de plantilla idóneo, que se colocara en la máquina bufeadora, para el tipo de
llanta a procesar, esta viene especificada en la siguiente tabla:

Moscoso Paredes 26
PLA�TILLA MEDIDA
PARA RASPADO CARCASAS
6.50 – 14
6.00 -14
7.00 – 15
7.00 R 16
7.50 R 16
7.75 – 14
6.00 -16
6.50 – 16
450mm 7.00 – 16
18" 7.50 – 16
8.25 – 16
185 R 14
205/70 R 15
195 R 15
225/75 R 16
215/80 R 16
205 R 16
9.00 – 20
9.00 R 20
10.00 – 20
750mm 285/70 R 19.5
30" 10.00 R 20
10.00 R 22.5
11.00 R 22.5
11.00 R 24.5
12.00 R 22.5
11.00 R 22
12.00 R 20
800mm 12.00 – 20
31" 11.00 – 20
11.00 R 20
11.00 – 22
11.00 - 22.5
12.00 – 24
315/80 R 22.5
295/80 R 22.5
965mm 295/75 R 22.5
38" 275/80 R 22.5
13.00 R 22.5
285/70 R22.5
Figura 2.20. Tabla de Plantillas para Bufeado
Fuente: Instructivo de Funcionamiento de máquina bufeadora.

Moscoso Paredes 27
Conforme lo señala el Manual ARA (American Retreaders´ Association)13 el radio
de raspado de las carcasas, para que generen un óptimo desempeño en desgaste
uniforme y seguridad, y a su vez, para una apariencia muy agradable estéticamente,
es la que se muestra en la siguiente figura. Para lograr el raspado con radio
apropiado, la carcasa deberá ser uniforme en su desgaste, y a su vez utilizar la
cuchilla de manera paralela y continua en todo el radio de la carcasa, para así
obtener el raspado deseado.
Figura 2.21. Radio de Raspado
Remanente
Para llantas de construcción radial, deberá necesariamente contar con un mínimo de
remanente de caucho, que se ha considerado permisible de 4/32” (3mm), debido a
que este remanente mínimo es necesario para tener una textura suficiente para la
posterior adhesión de la banda de rodamiento, y así, no tener reclamos posteriores
por desprendimiento de banda.
En caso de carcasas que vienen con excesiva oxidación y/o contaminación del
breaker, este cinturón de protección se puede remover de la carcasa, deshilachando
los bordes del cinturón con la raspadora, los alambres deshilachados son sacados con
13 ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación. 2001.
sección 5, p. 27.

Moscoso Paredes 28
alicates; pero con las limitaciones de colocar únicamente bandas que sirvan de
arrastre (bandas direccionales), jamás colocar bandas para tracción y/o mixtas,
debido a que son bandas demasiado pesadas, y fatigan en exceso a la llanta,
reduciendo así su vida útil y siendo muy propensas a futuros problemas. A su vez,
indicar al dueño que la capacidad de carga de esa llanta ha disminuido en un 25%
debido al retiro de una estructura de acero.
En las llantas convencionales, la cantidad de lonas que se puede retirar y/o raspar,
para que no afecte el rendimiento del neumático, tanto en seguridad como capacidad
de carga, son de 2-3 lonas.
Textura de raspado
Las texturas de raspado se clasifican normalmente por un estándar RMA (Rubber
Manufacturers Association). Este estándar clasifica seis diferentes texturas, con una
textura número uno que es la más suave y la número seis la más dura. Las texturas
número tres y cuatro son normalmente usadas en reencauche de llantas al frío14. A
continuación se muestra una tabla de texturas de raspado utilizadas en el reencauche:
RMA 1-2
RMA 3-4
RMA 5-6
Figura 2.22. Textura de Raspado (RMA)
14 RMA. Standard Buffing Textures Retreading and Repairing, RMA, Shop Bulleting N° 29

Moscoso Paredes 29
Hay que tomar en consideración que, la textura de raspado puede ser afectada por
varios factores:
o Los tipos de cuchillas de raspado
o Velocidad de rotación de la llanta
o Profundidad de corte
o Presión de inflado de la llanta
Observaciones:
Una textura de raspado #6 es normalmente demasiado áspera para todos los
rodamientos y reparaciones. Esta textura atrapa aire y causa menos adhesión al nuevo
caucho que está siendo aplicado.
Simetría
Verificar que la simetría de raspado con respecto al eje central de neumático sea la
correcta. Esto se analiza utilizando unas plantillas curvas que vienen especificadas
por medida de llanta.
Excentricidad
Analizar detalladamente que la textura de raspado sea uniforme y en iguales
condiciones en toda la circunferencia del neumático, ya que las condiciones pueden
variar en la carcasa debido a condiciones externas. Para que así esté garantizada la
calidad en toda la corona del neumático.
�ota:
Debemos entender al término Bufeado y/o Raspado, en un sentido muy general,
como la acción que consiste en acercar la corona de la carcasa hacia una masa
rotatoria provista de una serie de cuchillas, que se pondrán en contacto con la corona,
con el fin de limpiar y crear una superficie áspera.

Moscoso Paredes 30
2.2.3 REPARACIO�
El objetivo principal de la reparación de llantas es eliminar y restaurar la
composición estructural de una llanta dañada. Es de suma importancia el probar y
analizar una avería, su localización dentro de la carcasa, su tamaño, su uso, etc., y
tomar una determinación de si puede ser segura y confiable para un rendimiento
óptimo.
En este aspecto, los fundamentos de la reparación de llantas son universalmente
seguidos y aceptados. Sin embargo, la técnica de reparación de llantas variará por su
experiencia y conocimiento.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción: Radial y Convencional.
Carcasas Radiales y Convencionales. Sección corona y laterales.
Verificación en toda la llanta de todas las averías posibles, y proceder a limpiarlas
adecuadamente, incluyendo los laterales de la llanta.
Al momento de la reparación, las averías deben ser tratadas adecuadamente, y no
generar cavidades, esto se hace puliendo la herida y dejando una inclinación y/o
chaflán entre 30 y 45 grados aproximadamente.
Figura 2.23. Pulido para Reparación

Moscoso Paredes 31
La textura de las averías deberá ser en un rango RMA entre 2 y 3. Sin la presencia de
caucho quemado ni alambres o lonas de la estructura de la llanta expuestos15.
Figura 2.24. Reparación de Herido
Controlar el no-sobredimensionar la avería. Verificar exhaustivamente la herida a ser
tratada.
No quemar el caucho mientras se realiza la excavación, esto reducirá la fortaleza de
la unión en esa área después de que el neumático esté vulcanizado.
Remover todo el óxido de la superficie y/o laterales de acero. Para asegurar el trabajo
realizar una prueba en el área tratada con un punzón y verificar que todo el daño y
óxido hayan sido removidos. Al término de la reparación, realizar la limpieza final,
mediante aire seco para toda la zona de la llanta y cepillo de cerdas para la corona
para así retirar todas las impurezas de la carcasa reparada.16
Reparaciones en área de la pestaña (Talón)
En ningún caso se debe reparar una pestaña retorcida o con evidencia de separación u
óxido. El daño del área de la pestaña no debe exceder lo siguiente:
15 ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación. 2001.
Sección 4, p. 39. 16 BA3DAG. Manual para Reencauche de concesionarios. 2002. Sección F, p. 5-10/87

Moscoso Paredes 32
o Llantas Convencionales: Máximo 1” (25mm) en longitud.
o Llantas Radiales: Solo reparación de caucho. Pestaña con presencia
y contaminación de los alambres de acero deberá ser rechazada
inmediatamente.
En todas las llantas se permite un daño menor del tejido de revestimiento de la
pestaña sin reparar, sin embargo puede ser necesaria la reparación. Esto se verifica si
el aro que se va a colocar no sobrepasa el daño u herida de la pestaña para que pueda
sellar y generar la presión en el neumático armado.
2.2.4 PARCHADO
En esta estación de trabajo, se determinará el material de refuerzo a ser colocado en
la avería previamente reparada, con el fin de restaurar la estructura y flexibilidad de
la carcasa a ser reencauchada.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción: Radial y Convencional.
Carcasas Radiales y Convencionales
Verificación exhaustiva de todas las averías de la carcasa. Aquellas que atraviesan y
afectan la estructura de la llanta, ya sea por clavos, piedras, pinchazos, etc., deberán
ser identificadas y señaladas para su posterior parchado.
Preparación externa de la avería, mediante la remoción de toda la estructura de la
llanta, ya sean alambres de acero o lonas. Para así poder dimensionar adecuadamente
el tamaño de la avería.

Moscoso Paredes 33
Figura 2.25. Preparación de Herida Reparada
Tomar las medidas de la avería a ser reparada, con la finalidad de reconstruir la
estructura dañada.
Figura 2.26. Medidas de Herida Reparada
Para la aplicación del parche, nos basaremos en la tabla de la empresa TIP-TOP,
comparando el diámetro de la avería en relación a la capacidad de carga (PR) de los
neumáticos.

Moscoso Paredes 34
TABLA DE APLICACIÓ� DE PARCHES CO�VECIO�ALES
Figura 2.27. Tabla Aplicación Parches Diagonales (Convencionales)
Referencia: TIP TOP
Ejemplo:
• Medida de Llanta: 12.00-20
• Marca: General
• Ply Rating (PR). Capacidad de Carga: 16
• Diámetro avería: 20mm – ¾”
• Parche a aplicarse: E-9.
• Diámetro de parche E-9: 10cm

Moscoso Paredes 35
TABLA DE APLICACIÓ� DE PARCHES CO�VECIO�ALES
Figura 2.28. Tabla Aplicación Parches Radiales
Referencia: TIP TOP
Señalado, pulido y texturizado RMA 2 al interior de la llanta, en la avería a ser
parchada.
Figura 2.29. Pulido Interno Parche

Moscoso Paredes 36
Colocación de goma cojín en la base del parche para su posterior vulcanizado
Figura 2.30. Preparación Parche
Ubicación del parche en el interior de la llanta, previo cementado y secado. Rolado
desde el centro hacia afuera del parche para eliminar aire atrapado.
Figura 2.31. Colocación de Parche
Observaciones:
Cabe recalcar que se debe tener especial cuidado al colocar los parches adecuados en
las llantas determinadas, es decir, parches radiales única y exclusivamente para
llantas de construcción radial y parches para llantas convencionales solo para llantas

Moscoso Paredes 37
de ese tipo de construcción, ya que una falla de este tipo podría ocasionar el
desprendimiento del parche, de la banda de rodamiento y soplos.
A su vez colocarlos de la manera que viene especificado en los parches, ya que éstos
tienen unas flechas que indican que deben ser colocados solo en esa posición.
(Flecha indica que se debe colocar de manera que el parche quede alienado a las 2
pestañas de la llanta).
Figura 2.32. Ubicación de Parche
2.2.5 CEME�TADO
El objetivo del cementado es suministrar la adhesión necesaria entre la posterior
unión de la banda nueva de rodamiento y la carcasa, previamente reparada, parchada
y limpiada.
Proporciona protección a la superficie pulida para evitar la oxidación y
contaminación, durante períodos de almacenamiento requeridos.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción: Radial y Convencional.

Moscoso Paredes 38
Limpieza
Antes de proceder a la aplicación, es de estricta necesidad el limpiar todas las partes
de la llanta donde vaya a ser colocado el cemento (corona, laterales, pestaña, etc.).
Esto se lo realiza de manera eficiente realizándola en primera instancia con el pistón
de la línea de aire y posteriormente con un cepillo de cerdas suaves para eliminar
todas las impurezas.
Aplicación
Aplicar el cemento con una capa constante, uniforme y continua. Esto se lo realiza
con un movimiento de frotación circular para que el cemento trabaje dentro de la
superficie. Se debe reforzar la aplicación en heridas reparadas, con la finalidad de
evitar “charcos”, que posteriormente se pueden generar en burbujas de aire atrapado,
propendiendo al levantamiento de la banda.17
Figura 2.33 Aplicación de Cemento
Secado
Luego se procede a dejar secar el cemento, para que los solventes se evaporen y
quede la composición específica del cemento. El tiempo estimado es de mínimo 20
minutos, esto se lo puede comprobar, utilizando un pedazo pequeño de cojín, con una
17 ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación, 2001.
Sección 6, p. 5.

Moscoso Paredes 39
leve presión, se toca la superficie pulida si el cemento está seco, el cojín se pegará a
la superficie cuando se remueva. Si la superficie esta todavía mojada, el cojín se
despegará sin aparente adhesión.18
Observaciones:
El cemento debe estar bien mezclado y agitado antes de su aplicación, para que todos
los sólidos se mezclen uniformemente con el solvente.
Para el correcto cumplimiento del tiempo de secado, se colocará en el lateral de la
llanta el tiempo mínimo al cual podrá ser utilizada en la siguiente estación de trabajo.
2.2.6 RELLE�ADO
En esta estación de trabajo se procederá a rellenar las heridas, cavidades u otros
detalles para así crear una superficie uniforme y restablecer la estructura de la
carcasa.
Se lo realiza mediante la aplicación de cojín para vulcanización, que viene
proporcionado en cinta-relleno, y esta a su vez, se la coloca en una pistola
(extrusora), que calienta la materia prima para una fácil aplicación.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción: Radial y Convencional.
Control de Secado
Verificar previamente que el tiempo de secado del cemento se haya cumplido. Se
debe tomar en cuenta también la ventilación de esta estación y la temperatura
ambiente. Ya que puede demorar más el secado si el clima es muy frío y la
ventilación es muy limitada.
18 ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación, 2001.
Sección 6, p. 7.

Moscoso Paredes 40
Relleno
Se lo debe realizar de acuerdo a la continuidad de la superficie de la carcasa,
evitando aglomeraciones de cinta-relleno excesivas que alteren la estructura de la
misma.
Técnica de Aplicación
Colocar la boquilla de la pistola encima de la excavación y apretar el gatillo. Cuando
la cinta-relleno comienza a sobresalir, jale la boquilla a través de la excavación,
durante esta operación se debe apretar la boquilla, con esto se prevendrá que se
atrape el aire.19
Figura 2.34. Aplicación de Cinta-Relleno
Observaciones:
Controlar que le relleno de las averías estéticas laterales se las realicen
adecuadamente, con el fin de evitar pulidos posteriores.
19 ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación, 2001.
Sección 7, p. 2.

Moscoso Paredes 41
2.2.7 CORTADO DE BA�DAS
En este procedimiento se determinará las actividades necesarias para determinar el
ancho de banda, la longitud, el diseño a utilizar de acuerdo a la necesidad del cliente.
Cabe recalcar que la empresa que suministra esta materia prima tiene alrededor de 50
diseños diferentes de bandas, para todo tipo de aplicaciones, ya sea en llantas
utilizadas fuera de carretera, en carretera, industrial, urbano y nieve.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción y diseño.
Identificación
El operador debe conocer claramente el diseño de banda que va a preparar, como el
ancho requerido y la longitud exacta a ser cortada. Estos datos son proporcionados
por la estación de bufeado.
Figura 2.35. Medición de Banda de Rodamiento
Las bandas deberán ser cortadas en la señal que está indicada, teniendo en cuenta que
se debe cortar la banda más pequeña de lo requerido. Con una tolerancia de
aproximada de 5cm para su correcto empalme y unión.

Moscoso Paredes 42
Pulido
Las puntas de la banda que quedan luego del cortado, deberán ser texturizadas para
su posterior unión. Textura RMA 3-4.
Cementado
Colocar cemento en la base de la nueva banda, así como en las puntas previamente
texturizadas, y dejar secar mínimo 20 minutos. A su vez, proteger con un plástico
toda la superficie cementada para evitar contaminación e impurezas que pudieran
impregnarse.
2.2.8 EMBA�DADO
Este procedimiento corresponde a la unión definitiva de la carcasa anteriormente
raspada, reparada, parchada, cementada y rellenada con la nueva banda de
rodamiento previamente pulida y cementada. Aquí ya la carcasa toma forma, en
donde se debe tener especial cuidado en el centrado de la banda para su perfecta
adhesión con la carcasa.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción y diseño.
Centrado
Primeramente se coloca tiras de cojín, generalmente de 25cm x 1.10mm, que es el
material a vulcanizar, en los hombros de la carcasa, para así reforzar la posterior
vulcanización.
Colocar el cojín en todo el ancho y largo de la corona de la carcasa, verificando
previamente el ancho para que éste sea el adecuado de acuerdo a la llanta a ser
enbandada. Los anchos de cojín vienen en distintas medidas para los diferentes
tamaños de llantas.

Moscoso Paredes 43
Verificar que no existan pinchaduras ni heridas sin rellenar. Cualquier falla de este
tipo se deberá notificar al responsable de la estación anterior.
Empalme
Colocar la banda nueva de rodamiento, previa verificación del diseño, ancho y largo
de la misma. Utilizar guantes de protección para evitar la contaminación de la llanta
al momento de su aplicación.
Utilizar un martillo para dar golpes de refuerzo en los bordes de la banda de
rodamiento, y facilitar así su colocación.
Empatar los 2 bordes de la banda de rodamiento, previa colocación de cojín para su
unión, de manera que le de continuidad al diseño del rodamiento. Utilizar pinzas para
generar mejor presión y así evitar acumulación de aire.
Planchado (Rolado)
Planchar la banda de rodamiento nueva utilizando un rodillo para su correcta
adhesión. El planchado tiene que estar a presión, alrededor de 80PSI, y girando la
llanta para abarcar toda su superficie. El rolado se lo realiza desde el centro de la
banda hacia sus extremos.
Figura 2.36. Colocación de Banda de Rodamiento

Moscoso Paredes 44
Observaciones:
Utilizaremos un plástico perforado monocromático de alta temperatura para cubrir el
rodamiento y crear lubricación entre la llanta enbandada y la envoltura (envelope)
que se aplicará para la vulcanización. Este plástico perforado da también fácil
liberación del envelope durante la remoción después de que la llanta haya sido
vulcanizada. El plástico debe ser de un ancho suficiente para extenderse sobre el
rodamiento y bajo la pared lateral, aproximadamente 5cm.
2.2.9 ARMADO
Esta estación de trabajo constituye un proceso de preparación de la carcasa para su
vulcanización. Dadas las condiciones de presión y temperatura a las que serán
sometidas las carcasas en el proceso de vulcanizado, es necesario protegerlas de
manera que no sufran ni se fatiguen en exceso.
Consiste en colocar sobre la carcasa ya enbandada una serie de elementos
protectores. Una envoltura de caucho de 5mm de espesor, un tubo, defensa y aro.
Existen diferentes formas de armar una carcasa, como la son con doble-envelope,
con anillos y la tradicional con envelope, tubo, defensa y aro.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando a las
carcasas a ser reencauchadas por su construcción y forma de armado.
Armado con Envelope, Aro, Defensa y Tubo.
Dimensionar correctamente el tamaño del envelope en relación con la llanta que se
va a armar, esto es de suma importancia para que se ajuste al dispositivo de
sellamiento, ya sea aro o anillos.
Inspeccionar el envelope completamente en busca de agujeros, rasgamientos y
agrietamientos. Esto se lo realiza mediante la prueba de vacío.

Moscoso Paredes 45
Introducir el aro en el interior de la llanta, de acuerdo a la medida del aro de la llanta,
para lograr un óptimo sellado.
Colocar el tubo en el interior, de acuerdo a la medida de la llanta y situar la defensa
para protección, de acuerdo al tamaño del aro de la llanta.
En este tipo de sistema, se podrán vulcanizar tanto llantas convencionales como
llantas radiales.
Figura 2.37. Armado de Llanta con Envelope, Aro, Tubo y Defensa
Armado con Doble-Envelope
Este sistema utiliza un envelope interno y un envelope externo. Es de fácil
colocación y utiliza menos accesorios.
Dimensionar correctamente el tamaño del envelope, tanto interno como externo, en
relación con la llanta que se va a armar.
Para el control de este sistema, se debe verificar que la prueba de vacío tenga total
éxito, ya que de no ser así, la llanta no tendrá su sellamiento y por lo tanto no logrará
su vulcanización.
Cabe recalcar que en este tipo de sistema únicamente se podrán vulcanizar llantas de
construcción radial y que no tengan parches por vulcanizar.

Moscoso Paredes 46
.
Figura 2.38. Armado con Doble Envelope
Armado con Anillos (Metálicos o de Caucho)
En este sistema se utiliza un envelope externo, que llegue hasta la base de la pestaña,
y anillos de caucho o metálicos para su sujeción.
Dimensionar correctamente el tamaño del envelope externo, y a su vez el anillo de
sujeción que se coloca en las dos pestañas de la llanta.
Para el control de este sistema, se debe verificar que la prueba de vacío tenga total
éxito, ya que de no ser así, la llanta no tendrá su sellamiento y por lo tanto no logrará
su vulcanización.
Al igual que el sistema de doble-envelope, únicamente se podrán vulcanizar llantas
de construcción radial.
Moscoso Paredes 47
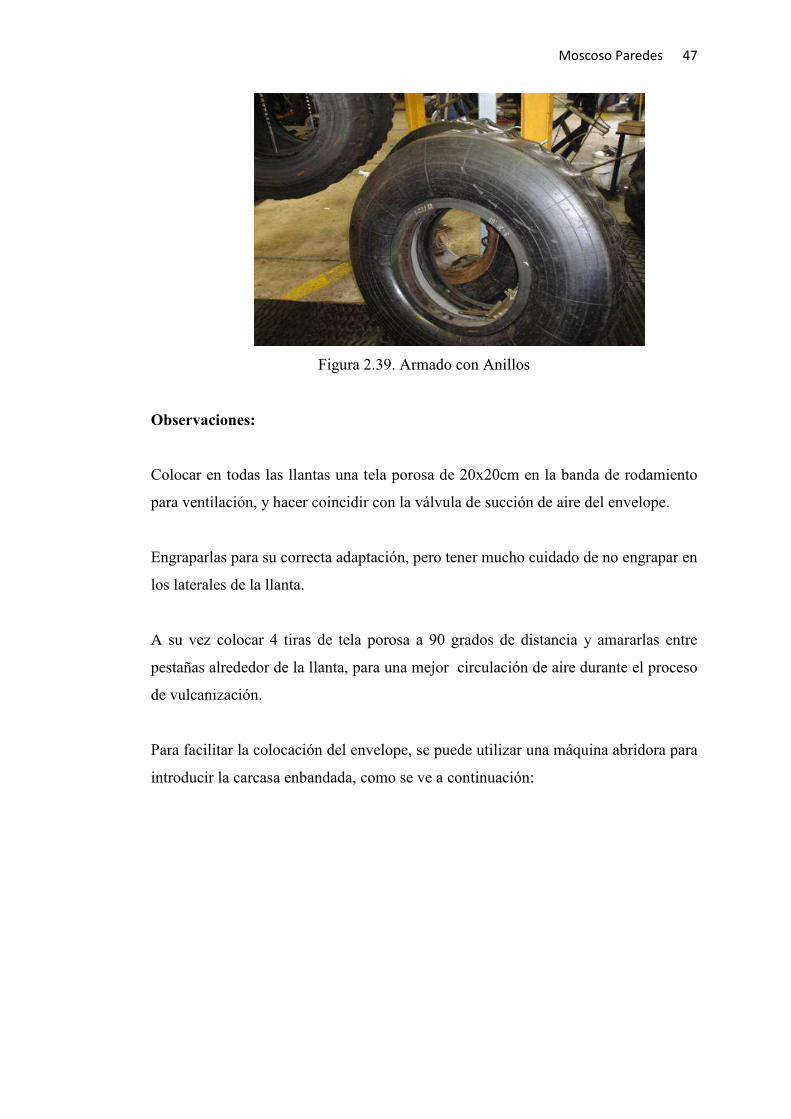
Figura 2.39. Armado con Anillos
Observaciones:
Colocar en todas las llantas una tela porosa de 20x20cm en la banda de rodamiento
para ventilación, y hacer coincidir con la válvula de succión de aire del envelope.
Engraparlas para su correcta adaptación, pero tener mucho cuidado de no engrapar en
los laterales de la llanta.
A su vez colocar 4 tiras de tela porosa a 90 grados de distancia y amararlas entre
pestañas alrededor de la llanta, para una mejor circulación de aire durante el proceso
de vulcanización.
Para facilitar la colocación del envelope, se puede utilizar una máquina abridora para
introducir la carcasa enbandada, como se ve a continuación:

Moscoso Paredes 48
Figura 2.40. Envelopadora
2.2.10 VULCA�IZACIO�
El término vulcanización o curación es usado en el reencauche para denotar la
adhesión de la nueva banda de rodamiento a la carcasa preparada. El proceso de
vulcanización debe ser seguido precisa y uniformemente en todos los reencauches
para suministrar productos de alta calidad a la industria del transporte.
La Vulcanización o Curación es un proceso físico-químico mediante el cual el
caucho se transforma de un material plástico, en un material elástico.
Fue descubierto en el año de 1839 por Charles Goodyear, quien observo que el
calentamiento de mezclas de caucho y azufre conduce a un producto con propiedades
diferentes aplicables a muchos productos industriales. En los comienzos de 1900,
cuando empieza el surgir de la era motorizada, John Boyld Dunlop inventa la llanta
neumática.20
Durante el proceso de vulcanización intervienen 3 principales factores que son:
Presión, Temperatura y Tiempo. Las diferentes formulaciones de cojín y caucho de
rodamiento tienen diferentes requerimientos de tiempos de curación.
Una cantidad específica de calor y longitud de tiempo bajo presión, determina el
éxito de la curación y adhesión del caucho de rodamiento y/o goma cojín.
20 CANTOS GUAMAN, Carlos Arturo. Implementación de la norma ISO 9002 en una Industria
Reencauchadora. Universidad de Cuenca, Facultad de Ciencias Químicas, Cuenca, 1998, p. 30.

Moscoso Paredes 49
El equipo requerido para la vulcanización puede variar enormemente. Vapor,
electricidad, vapor indirecto y transferencia de fluido caliente son los sistemas más
ampliamente usados en la industria actual.
Todo equipo de curación debe tener la habilidad de distribuir suficiente calor y
presión para una cantidad predeterminada de tiempo. Esto asegurará una adhesión
deseada del nuevo rodamiento a la cubierta.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando los
factores de vulcanización y los diferentes tipos de armado.
1. Presión
La presión se define como la fuerza por unidad de superficie, entonces a mayor
presión, mayor fuerza. En el proceso de reencauche, hay que tomar en cuenta 3
diferentes valores de presión:
� Presión Cámara (Primera Presión): Es la presión de la autoclave que viene
regulada para 6 Bar (85 PSI).
� Presión Tubos (Segunda Presión): Es la presión interna de las acoples de las
cañerías de aire (tubos) dentro de los neumáticos hasta que alcance 115 PSI. El
kit automático de la autoclave controla la presión de los neumáticos
manteniendo siempre una diferencia de 2 Bar (30 PSI) mayor que la presión de
la autoclave.
o Tercera Presión (DPC): Esta presión será introducida entre el envelope y la
banda de rodamiento, es decir solamente en la base de la banda. Con esto se
mejora la adhesión del fondo del diseño y los envelopes se quedan con las
tensiones aliviadas, lo que aumenta su durabilidad. La presión en este punto
será de 5 Bar (70 PSI).

Moscoso Paredes 50
Figura 2.41. Sistema de Funcionamiento de la Tercera Presión
Aquí denotaremos las presiones que se manejan en una llanta armada con envelope,
aro, tubo y defensa. Un tubo interno y aro son usados y el calor es transferido desde
la parte externa de la llanta, hacia adentro.
Figura 2.42. Presiones de Aire en Llanta Armada con Envelope, Aro, Tubo y
Defensa
Posteriormente el manejo de presiones de una llanta armada, tanto con doble-
envelope como con anillos. Ningún tubo interno o aro es usado y el calor es
transmitido hacia adentro desde adentro como afuera de la llanta, dando como
resultado un tiempo de curación reducido.

Moscoso Paredes 51
Figura 2.43. Presiones de Aire en Llanta Armada con Envelope, Aro, Tubo y
Defensa
�ota: Cabe recalcar que en estos tipos de armados, la presión de la autoclave y de
los tubos son iguales, debido que no tiene conexión con la presión de los tubos ya
que no lleva este elemento. Tanto en doble-envelope como en anillos.
Observaciones:
Se debe tomar en consideración que, tanto un mal sello, un mal acoplamiento, una
perforación permitirá el traslado de presiones dentro de la autoclave.
Ejemplo: un mal acoplamiento o una perforación del tubo permitirían el traslado de
presión del tubo a la autoclave. También un mal acoplamiento o perforación del
envelope permitirá el incremento de presión de la tercera presión (DPC).
2. Temperatura
Se define como la medida del grado de calor de una sustancia o un cuerpo, es decir,
su nivel de energía calorífica.
La energía calorífica se transmite desde los cuerpos calientes a los fríos hasta que se
alcanza un estado de equilibrio y cesa la transmisión. Por lo tanto los cuerpos de
mayor superficie de contacto a la energía calorífica tardarán menos en recibir la

transferencia de temperatura y aquellos de menor superficie de contacto caso
contrario.
La autoclave tiene un sistema de calentamiento que puede ser de vapor o eléctrico
que distribuye el calor en el interior de la autoclave hasta una temperatura
determinada. La temperatura interna de la cámara es muy importante, debido a las
variaciones en el tamaño, cargado de llantas y características de circulación de vapor
y/o aire, existirán diferencias de temperatura en la circulación, a través de casi
cualquier cámara, especialmente durante el período de calentamiento.
Figura 2.44.
La temperatura que se maneja para un ó
enlazada directamente con el tiempo de curado y la forma de armado.
Aquí depende la disposición de los accesorios para el armado, dimensiones de las
carcasas a ser reencauchadas, los tipos de autoclaves que se utilicen
En la empresa Isollanta Cía. Ltda., se maneja un estándar en lo que respecta a
temperatura, que son de 255
tipos de medidas, con distintas formas de armado.
Moscoso Paredes
transferencia de temperatura y aquellos de menor superficie de contacto caso
La autoclave tiene un sistema de calentamiento que puede ser de vapor o eléctrico
que distribuye el calor en el interior de la autoclave hasta una temperatura
determinada. La temperatura interna de la cámara es muy importante, debido a las
variaciones en el tamaño, cargado de llantas y características de circulación de vapor
, existirán diferencias de temperatura en la circulación, a través de casi
cualquier cámara, especialmente durante el período de calentamiento.
2.44. Sistema de Recirculación de Aire en Autoclave Horizontal
La temperatura que se maneja para un óptimo proceso de vulcanización, esta
enlazada directamente con el tiempo de curado y la forma de armado.
Aquí depende la disposición de los accesorios para el armado, dimensiones de las
carcasas a ser reencauchadas, los tipos de autoclaves que se utilicen
En la empresa Isollanta Cía. Ltda., se maneja un estándar en lo que respecta a
temperatura, que son de 255◦F, debido a que en la autoclave vulcanizamos diferentes
tipos de medidas, con distintas formas de armado.
Moscoso Paredes 52
transferencia de temperatura y aquellos de menor superficie de contacto caso
La autoclave tiene un sistema de calentamiento que puede ser de vapor o eléctrico y
que distribuye el calor en el interior de la autoclave hasta una temperatura
determinada. La temperatura interna de la cámara es muy importante, debido a las
variaciones en el tamaño, cargado de llantas y características de circulación de vapor
, existirán diferencias de temperatura en la circulación, a través de casi
cualquier cámara, especialmente durante el período de calentamiento.
Sistema de Recirculación de Aire en Autoclave Horizontal
ptimo proceso de vulcanización, esta
enlazada directamente con el tiempo de curado y la forma de armado.
Aquí depende la disposición de los accesorios para el armado, dimensiones de las
carcasas a ser reencauchadas, los tipos de autoclaves que se utilicen, etc.
En la empresa Isollanta Cía. Ltda., se maneja un estándar en lo que respecta a
◦F, debido a que en la autoclave vulcanizamos diferentes

Moscoso Paredes 53
Observaciones:
Para una óptima recirculación de la temperatura, las llantas se colocarán en la
autoclave en forma cónica, es decir, las llantas de mayor dimensión irán en la parte
posterior de la autoclave, y las de menor dimensión en la puerta de la autoclave.
Figura 2.45. Forma de Colocación de Llantas para Vulcanización
Durante el inicio del proceso de vulcanizado, se deberá utilizar la bomba de vacío, la
cual succiona el aire de un punto de conexión y lo expulsa de nuevo por el otro lado.
Esta función es requerida para mantener sin aire la llanta armada y el envelope, y a
su vez el trabajo óptimo de la llanta armada con doble-envelope y con anillos.
Figura 2.46. Bomba de Vacío

Moscoso Paredes 54
Tiempo
El tiempo de vulcanización está determinado por los siguientes parámetros:
El tipo de compuesto de la goma-cojín a utilizar en la curación: El compuesto
utilizado por la empresa Isollanta Cía. Ltda., está suministrado por su proveedor de
materia prima, el cual se encarga de suministrar el calibre (espesor) óptimo requerido
para la vulcanización. A continuación la codificación y el espesor del cojín:
Goma Cojín C5TP.
Espesor = 1.10mm
�ota: Los compuestos de goma-cojín pueden variar de acuerdo a su fabricante, tanto
en el espesor como en el ancho del mismo.
El calibre de banda (profundidad de labrado) colocada en la llanta a ser
reencauchada: La profundidad de labrado varía de acuerdo al diseño y al ancho de
la banda de rodamiento a ser colocada, ya que a mayor profundidad de labrado
mayor tiempo de vulcanización necesitará, y viceversa.
Bandas de rodamiento con profundidad de labrado menor a 22mm el tiempo de
vulcanización será de 180 minutos.
Bandas de rodamiento con profundidad de labrado mayor a 22mm el tiempo de
vulcanización será de 210 minutos.
La forma de armado de la llanta: Llantas armadas con envelope, aro, tubo y
defensa necesitan mayor tiempo de vulcanización, ya que la temperatura tiene que
atravesar más elementos protectores, por lo que denotará mayor tiempo para la
curación.
Llantas armadas con doble-envelope y/o anillos necesitarán de menor tiempo de
vulcanización, con respecto a las llantas armadas con envelope, aro, tubo y defensa,

Moscoso Paredes 55
ya que la temperatura llega de forma directa a la banda de rodamiento, debido a que
este tipo de armado no cuenta con muy pocos elementos protectores.
Estadísticamente, en la empresa Isollanta Cía. Ltda., el tiempo de vulcanización entre
los 2 diferentes tipos de armados, que se mencionan anteriormente, es de 30 a 40
minutos aproximadamente. Esto significa un ahorro de tiempo sustancial al momento
de vulcanizar varias veces en el día.
�ota: Para realizar este tipo de curación, se debe tener muy en cuenta que en la
autoclave, solo se carguen llantas con doble-envelope y/o anillos, y a su vez, estas
llantas sean todas de construcción radial, y que no contengan parches que necesiten
ser vulcanizados.
El tiempo de vulcanización
La temperatura de trabajo puede variar de muchas maneras de acuerdo a cada
reencauchador, dependiendo de la carga de trabajo, las distintas formas del proceso
productivo, jornadas laborales y otros factores de cualquier índole.
Isollanta Cía. Ltda., después de varios años de trabajo, pruebas de rendimiento,
asesoramiento internacional, medición de kilometraje, etc., ha determinado que el
tiempo de vulcanización es de 200 minutos, para las distintas formas de armado,
profundidades de labrado, diseño de banda de rodamiento y construcción de llantas.
Cabe denotar que el tiempo de vulcanización transcurre, desde el momento en que la
autoclave alcanza las presiones y temperatura requeridas, es decir, cuando se registra
85 PSI en la cámara, 115 PSI en los tubos y 255 grados Fahrenheit (125 grados
Centígrados) de temperatura en la autoclave. En ese instante se toma el tiempo de
vulcanización de 200 minutos.
�ota: Luego de varias pruebas, la empresa Isollanta Cía. Ltda., ha determinado que
la manera más óptima de vulcanización es utilizando la bomba de vacío, que viene
incluida en la autoclave, la cual, debe permanecer prendida 30 minutos luego de
cargado las llantas y cerrado la puerta de la autoclave. Esto se lo utiliza para

Moscoso Paredes 56
mantener con succión a los envelopes y no pierdan su estructura para la
vulcanización. A su vez, luego de transcurridos 120 minutos de vulcanización, se
activa la tercera presión (DPC), con la finalidad de obtener una máxima adhesión de
curación.
En el siguiente cuadro indicaremos cuales son los diferentes tiempos y temperaturas
de vulcanizado que se utilizan en varias reencauchadoras a nivel mundial, en las
cuales no varía en mayor medida las presiones.
REEENCAUCHADORAS AL FRIO
GOODYEAR MICHELIN BANDAG ISOLLANTA
TEMPERATURA 127◦C 110◦C 98◦C 125◦C
TIEMPO 150 min 210 min 240 min 200 min
P. AUTOCLAVE 82 PSI 80 PSI 85 PSI 85 PSI
P. TUBOS 110 PSI 110 PSI 115 PSI 115 PSI
DPC 60 PSI 70 PSI 65 PSI 65 PSI
Figura 2.47. Cuadro de Factores de Vulcanización de algunas
Reencauchadoras
Observaciones:
Una llanta a ser reencauchada ya es una carcasa trabajada, fatigada, por lo tanto al ser
expuesta a temperaturas mayores tiende a desgastarse y puede ser propensa a
mayores problemas de rendimiento y seguridad.
Durante todo el proceso de vulcanización, se debe llevar un registro de control del
proceso, verificando tiempos de calentamiento de la autoclave, inicio del ciclo de
cura, registro de cada cañería de las llantas, chequeo de manómetros, etc.
Moscoso Paredes 57
2.2.11 DESCARGUE Y DESARMADO
Este procedimiento tiene como finalidad el determinar de manera idónea el retiro,
almacenaje, conteo de curas de envelopes y tubos, que fueron utilizados durante el
proceso de vulcanización.
Aquí se realizará una pre-inspección final de las llantas vulcanizadas, debido a que
con el calor de la llanta curada, los posibles defectos que se puedan encontrar, se
pueden identificar de manera más fácil, ágil y rápida.
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando las
carcasas vulcanizadas del proceso anterior.
Retiro de Accesorios
Luego del proceso de curado, se procede a retirar todos los accesorios colocados,
siendo estos los telas porosas, las cuales deberán ser desechadas al final del día de
trabajo, los envelopes utilizados, los aros metálicos, los tubos internos, los platos de
sellado y las defensas de protección.
Todos los accesorios deben ser tratados cuidadosamente, para prolongar su
durabilidad, su óptimo funcionamiento y un correcto desempeño productivo.
Almacenaje
El almacenaje se lo debe realizar de acuerdo a cada elemento y su medida, se debe
tener un estante para colocar todos los envelopes, de acuerdo a cada medida. A su
vez, se debe tener colgados los tubos de curación, para que éstos puedan enfriarse
con mayor rapidez, a su vez los aros metálicos y las deberán ser almacenados de
acuerdo a su tamaño.

Moscoso Paredes 58
Los envelopes y tubos deberán ser guardados en superficies libres de agentes
externos (grapas, clavos, piedras, etc.), ya que pueden sufrir algún tipo de lesión
propendiendo con su óptimo desempeño.
Aquí debe ser primordial en contar con un estricto orden de los accesorios, para
maximizar la productividad y durabilidad de los mismos.
�úmero de Curas
Esta actividad es para un control interno del estado de los envelopes, tubos y
defensas. Aquí se puede evaluar el rendimiento de los accesorios, ya que se denota
cuantas vulcanizaciones (# de curas) ha rendido el elemento antes de que presente
algún tipo de avería (rajadura, pinchadura, deterioro por uso, rotura de válvula, etc.)
Se lo realiza marcando con un lápiz de plata, que no se borra con el paso del tiempo
ni del calor, al costado de la marca del envelope, tubo o defensa. Cada vez que
ingrese al proceso de vulcanizado un accesorio, deberá ser marcado como una cura.
Pre-Inspección Final
Mientras las carcasas están siendo rodadas después de retirados todos los accesorios,
se debe observar los defectos y problemas que puedan haber ocurrido durante la
vulcanización.
Si existe algún tipo de falla, se debe marcarlo, anotarlo en los registros de control y
notificarlo al operador de la estación de inspección final.
2.2.12 I�SPECCIÓ� FI�AL
Después de terminar el proceso de reencauche, cada una y todas las llantas deben ser
inspeccionadas de manera exhaustiva para un aseguramiento óptimo de calidad del
producto.

Moscoso Paredes 59
Para determinar las carcasas que deberán cumplir con las especificaciones técnicas
requeridas, se procederá con las siguientes especificaciones, considerando los
siguientes aspectos:
Proceso de vulcanizado
Comprobar con el graficador de la autoclave, para ver si se ha mantenido el tiempo
de vulcanización, la temperatura y presiones correctas previamente programadas.21
Condición de la Carcasa
Comprobar el sonido del casco después de la vulcanización. Comprobar para ver si
existen separaciones de lonas o de protectores (radial). Hinchazones dentro del
interior y exterior de la carcasa indican separaciones (soplos).
Reparaciones
Comprobar que las reparaciones fueron correctamente instaladas y que se han
vulcanizado sin hendiduras o bultos y sin ningún defecto. Correcta adhesión y
vulcanización de las heridas reparadas.
Cojín
Revisar los bordes del rodamiento alrededor de ambos lados de la llanta por buen
flujo de cojín, entre la banda de rodamiento y la carcasa.
Separaciones entre la banda nueva de rodamiento y la carcasa. Comprobar que se ha
colocado la banda de rodamiento derecha y que este bien centrada sobre el
neumático.
Verificar flujo de esparcimiento del cojín que sea uniforme de de buena apariencia.
21 BA3DAG. Manual para Reencauche de concesionarios. 2002., sección J, p. 9-12/80

Moscoso Paredes 60
Empalme
Comprobar los empalmes de banda de rodamiento para ver que no están defectuosos
o abiertos. Verificar que estén continuos, uniformes y bien definidos. Retirar todas
las grampas de los empalmes de la banda.
Banda de Rodamiento
Verificar que se ha colocado la banda de rodamiento derecha y que esté bien
centrada sobre el neumático.
Inspeccionar evidencia de distorsión de rodamiento y ancho de rodamiento en
relación con el ancho de la carcasa.
Revisar todas las superficies de la llanta por evidencia de errores de procesamiento,
daños u otros problemas que puedan hacer insatisfactoria para el servicio.
Codificación
En la empresa Isollanta Cía. Ltda., se tiene una codificación para asignar a las llantas
reencauchadas que presenta distintos defectos, ya sea que puedan ser reprocesados o
que indiquen que la llanta no es apta para servicio (Producto No Conforme), teniendo
que retirar la banda de rodamiento de la carcasa afectada. A continuación se indica la
codificación utilizada:
PRODUCTO �O CO�FORME
CODIGO DETALLE
SI DEFECTO IRREPARABLE EN EL INTERIOR DE LA CARCASA
SH DEFECTO IRREPARABLE EN EL HOMBRO
SL DEFECTO IRREPARABLE EN EL LATERAL
SP DEFECTO IRREPARABLE EN LA PESTAÑA (CERCANÍAS)
SX OTRO TIPO DE DEFECTOS
Figura 2.48. Codificación de Producto No Conforme Elaboración propia del autor

Moscoso Paredes 61
PRODUCTO PARA REPROCESAR
CODIGO DETALLE
RA FALLA POR ACABADO ESTETICO LATERAL
RP FALLA POR PARCHADO DEFECTUOSO
RE FALLA POR EMPALME DEFECTUOSO
RS FALLA POR VULCANIZACIÓN
RX OTRO TIPO DE FALLAS
Figura 2.49. Codificación de Producto para Reprocesar Elaboración propia del autor
Observaciones:
Antes de poner en servicio una llanta reencauchada, se debe dejar enfriarla a
temperatura ambiente. Una norma corriente de la industria es permitir que los
neumáticos se enfríen durante 24 horas antes de ponerlos en servicio. No debe
forzarse el enfriamiento del neumático después de la vulcanización.22
2.3 REGISTROS PARA SEGUIMIE�TO Y CO�TROL DE LA CALIDAD
2.3.1 I�TRODUCCIÓ�
El control de calidad es de vital importancia en una planta de reencauche. Asegura el
rendimiento máximo, alta calidad y un excelente producto terminado. Cada paso del
proceso de producción debe ser monitoreado por los que hacen cada operación, así
como las personas que supervisan el trabajo.23
El control de calidad es un proceso diario que requiere vigilancia constante,
motivación y asesoramiento constante.
La empresa Isollanta Cía. Ltda., cuenta con la Certificación ISO 9001:2008, en la
cual están bajo control del Sistema de Gestión de Calidad, los procesos de
Producción, Comercialización y Servicio Posventa de llantas reencauchadas al frío.
22 BANDAG. Manual para Reencaucha de concesionarios. 2002. Ssección J, p. 11-12/80 23 ARA, American Retreader’s Association. Manual del Proceso de Reencauche/Reparación. 2001.
sección 17 , p. 1

Moscoso Paredes 62
2.3.2 REGISTROS PARA SEGUIMIE�TO Y CO�TROL DE LA CALIDAD
Con la necesidad de incrementar en nivel de calidad de las llantas reencauchadas, a
continuación se indicará los registros de control que se llevarán para la evaluación,
seguimiento y aseguramiento de la calidad de los productos.
Las actividades de cada procedimiento serán evaluadas de manera individual de
acuerdo a una tabla de puntuaciones, donde denotaremos los requisitos mínimos
necesarios de procedimiento de trabajo.

Moscoso Paredes 63
2.3.2.1 HOJA DE REGISTRO PARA I�SPECCIÓ� I�ICIAL
Elaboración propia del autor

Moscoso Paredes 64
2.3.2.2 HOJA DE REGISTRO PARA BUFEADO
Elaboración propia del autor
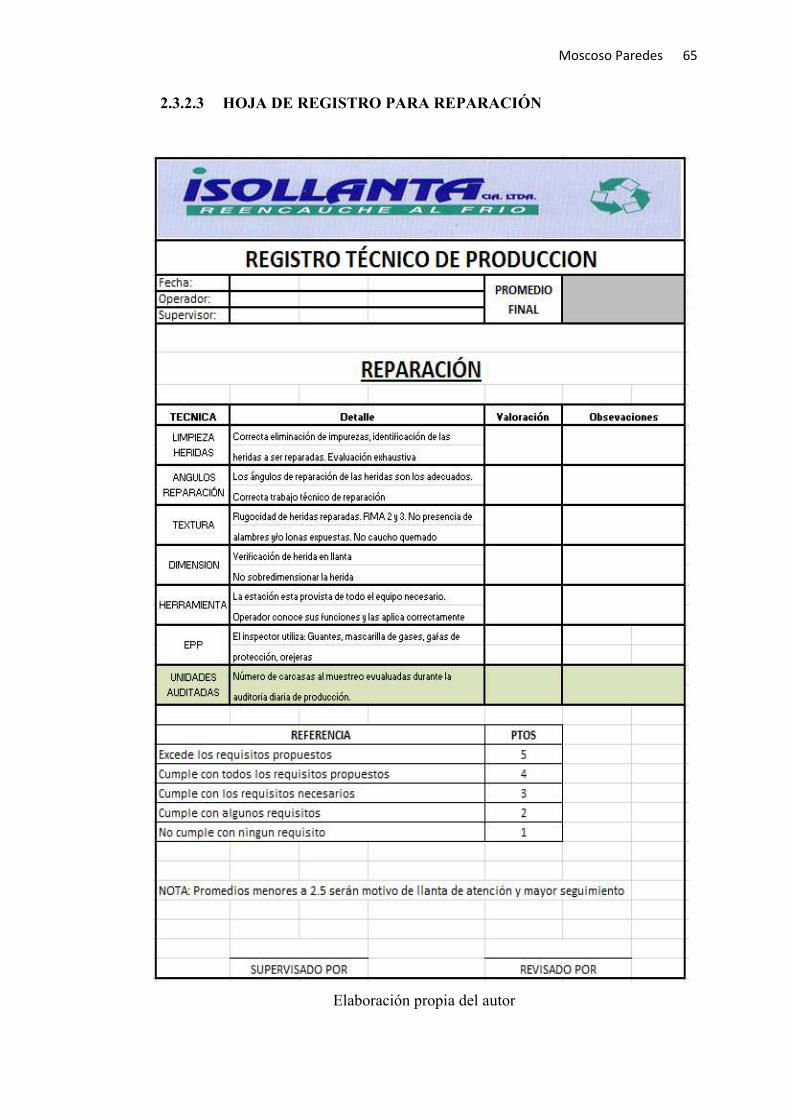
Moscoso Paredes 65
2.3.2.3 HOJA DE REGISTRO PARA REPARACIÓ�
Elaboración propia del autor

Moscoso Paredes 66
2.3.2.4 HOJA DE REGISTRO PARA PARCHADO
Elaboración propia del autor

Moscoso Paredes 67
2.3.2.5 HOJA DE REGISTRO PARA CEME�TADO
Elaboración propia del autor

Moscoso Paredes 68
2.3.2.6 HOJA DE REGISTRO PARA RELLE�ADO
Elaboración propia del autor

Moscoso Paredes 69
2.3.2.7 HOJA DE REGISTRO PARA CORTADO DE BA�DAS
Elaboración propia del autor

Moscoso Paredes 70
2.3.2.8 HOJA DE REGISTRO PARA E�BA�DADO
Elaboración propia del autor

Moscoso Paredes 71
2.3.2.9 HOJA DE REGISTRO PARA ARMADO, VULCA�IZACIÓ�,
DESCARGUE Y DESARMADO
Elaboración propia del autor

Moscoso Paredes 72
2.3.2.10 HOJA DE REGISTRO PARA I�SPECCIÓ� FI�AL
Elaboración propia del autor

Moscoso Paredes 73
CAPITULO 3
ESTUDIO DE TIEMPOS. BASE TEORICA
3.1 ESTUDIO DE TIEMPOS
En Europa en el año 1760 se iniciaron los estudios de tiempos, fue Jean Rodolphe
Perronet, ingeniero francés, quién inicio esta práctica a través de observaciones
realizadas en una industria de alfileres, obteniendo tiempos estándares de
producción; seguido en 1830 el inglés Charles Babbage extendió el estudio realizado
por Perronet.
Fue en 1881 que Frederick Taylor inicia en América el estudio de tiempos,
(Filadelfia, Estados Unidos), propuso la planeación de las tareas de cada una de las
personas que laboraban en las empresas; dicha planeación incluía el detalle escrito de
su tarea, los medios a utilizar y el tiempo estándar en el cual debería realizar su tarea;
también propuso que el tiempo estándar asignado fuera obtenido a través de
observaciones realizadas a un operador calificado, quién luego de recibir
instrucciones fuera capaz de trabajar con regularidad.24
El estudio de tiempos que se analiza en este trabajo de graduación, abarca la toda la
línea de producción del reencauche al frío. Se analiza en base de la situación actual
con la finalidad de buscar mejoras futuras en el proceso productivo, evitando tareas
innecesarias, tiempos muertos e improductivos, operaciones de demora e
ineficientes.
La empresa no cuenta en la actualidad con datos históricos de tiempos para las
operaciones realizadas en el proceso productivo, se hace observación directa de cada
una y se establece un tiempo aproximado estándar para cada operación, y luego un 24 FUENTES GONZÁLEZ, Gloria Julissa, Estudio de Tiempos y Movimientos a las operaciones
realizadas en una Pequeña Industria de productos lácteos, p. 25. Noviembre de 2009 <http://www.monografias.com/trabajos27/estudio-tiempos/estudio-tiempos.shtml>

Moscoso Paredes 74
general de cada estación de trabajo, tomando en cuenta las tolerancias de acuerdo al
proceso.
El estudio de tiempos se define como una actividad que comprende la técnica de
establecer un estándar de tiempo permisible para realizar una tarea determinada, con
base en la medición del contenido de trabajo del método prescrito, con la debida
consideración de la fatiga y las demoras personales y los retrasos inevitables.25
El estudio de tiempos y movimientos es muy extenso, puesto que busca dentro de
una empresa mejorar, para facilitar más la realización del trabajo y que permitan que
éste se haga en el menor tiempo posible, con buenos procedimientos de producción y
con una menor inversión, de tal forma incrementar utilidades. Esto es de suma
importancia puesto que actúa no solo en la industria de manufactura sino que puede
ser aplicado en una empresa de servicio, logrando de igual forma obtener los mismos
resultados si es aplicado correctamente.
Estimular la producción basado en la optimización de los recursos con que se
cuentan en la industria y del rendimiento por unidad que de este se tenga,
estandarizar los tiempos y movimientos de producción es importante, pues reduce las
tareas inapropiadas, evita movimientos innecesarios y reduce la fatiga en los
trabajadores, esto por supuesto tomando en cuenta factores propios en cada industria,
tales como: tipo de instalaciones, equipo utilizado, personal calificado disponible y
condiciones físicas de la planta.26
Es importante su estudio, pues contempla el ciclo de mejora continua o enfoque
Deming (verificar, actuar, planear y hacer) dentro de una empresa, con el que podrá
primero verificarse la situación actual de la empresa, actuar en relación con esa
situación, planear mejoras para ponerlas en acción, evaluar y verificar estas acciones
para conocer los resultados obtenidos.
25 BENJAMIN, Niebel. Ingeniería industrial. Métodos, tiempos y movimientos. 9ª ed., Editorial Alfaomega, México, 1996, p. 880 26BENJAMIN, Niebel. Ingeniería industrial. Métodos, tiempos y movimientos. 9ª ed., Editorial Alfaomega, México, 1996, p. 882

Moscoso Paredes 75
Este estudio verifica entonces los antecedentes que preceden a la producción de
llantas reencauchadas al frío, el diagnóstico de la situación actual y basándose en esta
información, analizar mejoras a cada operación en tiempos y movimientos
estableciendo tiempos estándares de producción que puedan ayudar a programar
mejor la producción y elevar la productividad.
3.2 MEDICIO� DE TRABAJO
Para que un estudio de tiempos pueda llevarse a cabo debe tomarse en cuenta los
siguientes requisitos, esto por supuesto luego de la autorización por parte de
gerencia27:
1. Tomar en cuenta que el operador domine perfectamente el método utilizado en
el proceso de producción.
2. Que el método utilizado esté estandarizado en todos los puntos y que sea
conocido por todos los integrantes de la estación de trabajo en estudio.
3. Tener definidas las condiciones de trabajo
4. Dar a conocer el estudio de tiempos si existiera sindicato en la empresa
5. El analista de tiempos debe de involucrarse en los detalles de las operaciones
6. El analista debe de asegurarse que el método a utilizar sea el correcto o el más
indicado, según las necesidades y condiciones actuales.
7. El supervisor debe de asegurarse de tener materia prima disponible para evitar
que falte en el estudio.
27 FUENTES GONZÁLEZ, Gloria Julissa, Estudio de Tiempos y Movimientos a las operaciones
realizadas en una Pequeña Industria de productos lácteos, p. 25. Noviembre de 2009 <http://www.monografias.com/trabajos27/estudio-tiempos/estudio-tiempos.shtml>
Moscoso Paredes 76
8. Elegir al mejor operador promedio competente y experto para obtener
resultados más satisfactorios.
9. Informar al operador del estudio y explicar su por qué y a toda aquella
pregunta pertinente que solicite el operador en relación con el estudio.
10. Todas las partes ser altamente responsables (analista, operador, sindicato,
gerencia, supervisor).
Es importante para realizar un estudio de tiempos que se cuente con los recursos
mínimos necesarios para llevarlo a cabo, se detalla que debe tenerse antes de
iniciarlo.
El equipo mínimo necesario será:
1. Un cronómetro
2. Un tablero para estudio de tiempos
3. Formas impresas para estudio de tiempos
4. Calculadora de bolsillo
Algunos equipos con ventajas, pero que tienen limitaciones según las condiciones
recursos disponibles están:
- Máquinas registradoras de tiempo
- Cámaras cinematográficas
- Equipo de videocinta
Lo más importante en una toma de tiempos no es tanto el equipo utilizado, sino más
bien las aptitudes y personalidad del analista de tiempos.

Moscoso Paredes 77
3.3 TIEMPOS CRO�OMETRADOS
Para determinar con mayor exactitud los tiempos que serán el objeto de nuestro
estudio, necesitamos identificar las siguientes concesiones:
Márgenes y tolerancias
Los márgenes y tolerancias deben tomarse en cuenta para la obtención de tiempos
estándares de producción, ya que el operario no mantiene el mismo ritmo en las
primeras horas de trabajo en comparación con las últimas28. Ya que existe desgaste
físico e intelectual se requerirá de tiempo adicional para contrarrestar por ejemplo:
• Fatiga
• Tiempos personales (ida al baño, tomar agua)
• Retrasos inevitables (tales esperar que el cemento este seco para poder
aplicar el posterior relleno)
En general las tolerancias se calculan en relación con el ciclo de un día de trabajo,
puesto que las aumentarán considerablemente o pueden resultar estándares bastante
estrechos29; por esta razón las tolerancias fueron establecidas de acuerdo a
observación directa; donde además de obtener la medición de trabajo, se analizaran
los retrasos debidos a las razones mencionadas con anterioridad.
28 CASTILLO RIVAS, Oscar Alexis, Estudio de Tiempos y Movimientos en el proceso de producción
de una Industria Manufacturera de Ropa, Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de Ingeniería Mecánica Industrial, Guatemala, 2005. P. 27
29 CASTILLO RIVAS, Oscar Alexis, Estudio de Tiempos y Movimientos en el proceso de producción
de una Industria Manufacturera de Ropa, Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de Ingeniería Mecánica Industrial, Guatemala, 2005. P. 27

Moscoso Paredes 78
Márgenes de tolerancia por fatiga
Debe tomarse en cuenta que la fatiga puede reducirse, más no evitarse y que no es
homogénea, esto debido a que se produce por el cansancio físico y por el estado
psicológico del operador. Según la Organización Internacional del Trabajo (OIT) la
tolerancia básica por concepto de fatiga es un 4%.30
Márgenes de tolerancia por retrasos personales
De acuerdo a estudios detallados de producción de la Organización Internacional del
Trabajo, se tiene un margen de tolerancia del 5%por retrasos personales, que indica
24 minutos en ocho horas de trabajo (jornada ordinaria de trabajo), tanto en hombres
como en mujeres31. En este caso por estar en un ambiente con temperaturas altas por
el manejo de calderas de vapor y autoclaves de vulcanizado y por las condiciones
propias de la planta que guarda calor sobre todo en las horas de la tarde, se tomaran
30 minutos por retrasos personales que indica un 6.25%. Esta tolerancia incluye los
tiempos que el operador requiere para tomar agua e ir al baño.32
Retrasos inevitables
Los retrasos inevitables son debidos a las demoras por calentamiento de la autoclave
luego de una descarga, falla de los accesorios para la vulcanización. Con esto puede
obtenerse un 7% de tolerancia, que incluye también que es un trabajo de pie en
posición normal (2%), se levantan pesos de aproximadamente 30 libras sobre todo
para el corte de bandas (2%) y el proceso es moderadamente complicado (1%). 30 CASTILLO RIVAS, Oscar Alexis, Estudio de Tiempos y Movimientos en el proceso de producción
de una Industria Manufacturera de Ropa, Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de Ingeniería Mecánica Industrial, Guatemala, 2005. P. 27
31 CASTILLO RIVAS, Oscar Alexis, Estudio de Tiempos y Movimientos en el proceso de producción
de una Industria Manufacturera de Ropa, Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de Ingeniería Mecánica Industrial, Guatemala, 2005. P. 29
32 CASTILLO RIVAS, Oscar Alexis, Estudio de Tiempos y Movimientos en el proceso de producción
de una Industria Manufacturera de Ropa, Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de Ingeniería Mecánica Industrial, Guatemala, 2005. P. 27

Moscoso Paredes 79
Los retrasos evitables no tienen ninguna proporción de tolerancia para cálculo del
tiempo estándar, además del mencionado anteriormente también es un retraso
evitable todas aquellas actividades distintas del descaso por fatiga normal o retrasos
personales y corren por tiempo o rendimiento del trabajador.33
Adicionales o extras
Las tolerancias adicionales o extras se utilizan para establecer un estándar más justo
cuando se presentan regularmente situaciones que requieran mayor tiempo de
producción.
Tolerancia total Porcentaje
Tolerancia por fatiga 4
Tolerancia por retrasos personales 6.25
Tolerancia por retrasos inevitables 7
Total 17.25
3.4 DIAGRAMA DE FLUJO
El diagrama de flujo muestra la secuencia cronológica de las actividades que se
realizan en el proceso de producción, pero de forma más detallada que en el
diagrama de operaciones. El diagrama de flujo se utiliza para registrar costos ocultos
no productivos tales como distancias recorridas, demoras y almacenamientos
temporales, que al ser detectados pueden analizarse para tomar medidas y
minimizarlos.
El diagrama de flujo además de registrar las operaciones e inspecciones, muestra las
siguientes actividades: transporte, representado con una flecha; almacenamiento, el
cual se representa con un triángulo equilátero sobre uno de sus vértices; y demora, la
cual se representa con una letra D mayúscula. A continuación se describen los
símbolos utilizados en el diagrama de flujo.
33 FUENTES GONZÁLEZ, Gloria Julissa, Estudio de Tiempos y Movimientos a las operaciones
realizadas en una Pequeña Industria de productos lácteos, p. 27. Noviembre de 2009 <http://www.monografias.com/trabajos27/estudio-tiempos/estudio-tiempos.shtml>

SIMBOLO
3.5 CALCULO DEL TIEMPO �ORMAL
El tiempo normal es el tiempo que lleva realizar el trabajo, trabajando a un 100% o a
un paso normal; no incluye tolerancias para retrasos inevitables, descansos por fatiga,
tiempos personales. El tiempo normal supone que el trabajador se encuentra en su
estación de trabajo todo el día sin descanso alguno, por lo que para compensarlo debe
agregarse una tolerancia para llegar al tiempo estándar.
Para nuestro estudio, el cálculo del tiempo normal
de los ciclos de estudio por actividad, ya que aquí no se incluyen las tolerancias que
se mencionan anteriormente
Moscoso Paredes
SIG�IFICADO
OPERACIÓN
INSPECCION
TRANSPORTE
ALMACENAMIENTO
DEMORA
Figura 3.1. Símbolos de Diagrama de Flujo
3.5 CALCULO DEL TIEMPO �ORMAL
El tiempo normal es el tiempo que lleva realizar el trabajo, trabajando a un 100% o a
un paso normal; no incluye tolerancias para retrasos inevitables, descansos por fatiga,
El tiempo normal supone que el trabajador se encuentra en su
estación de trabajo todo el día sin descanso alguno, por lo que para compensarlo debe
agregarse una tolerancia para llegar al tiempo estándar.
Para nuestro estudio, el cálculo del tiempo normal se lo hará mediante el promedio
de los ciclos de estudio por actividad, ya que aquí no se incluyen las tolerancias que
se mencionan anteriormente.
Moscoso Paredes 80
DESCRIPCIO�
Transformar la MP
Revisar la calidad del
producto
Trasladar un material
Almacenar el producto o
MP
Material en espera de ser
procesado
Símbolos de Diagrama de Flujo
El tiempo normal es el tiempo que lleva realizar el trabajo, trabajando a un 100% o a
un paso normal; no incluye tolerancias para retrasos inevitables, descansos por fatiga,
El tiempo normal supone que el trabajador se encuentra en su
estación de trabajo todo el día sin descanso alguno, por lo que para compensarlo debe
se lo hará mediante el promedio
de los ciclos de estudio por actividad, ya que aquí no se incluyen las tolerancias que

Moscoso Paredes 81
TN = Tiempo de cada actividad / Nro. Ciclos de estudio
El número de ciclos que se utilizará en cada actividad será de 6.
3.6 CALCULO DEL TIEMPO ESTA�DAR
Después de aplicar las tolerancias, se determina el estándar final, un trabajador
capacitado que utiliza el método prescrito debe ser capaz de satisfacer o exceder este
estándar sobre una base diaria sin esfuerzo extra. El tiempo estándar se utiliza como
una base para juzgar la producción del trabajador.
Para nuestro estudio, el cálculo del tiempo estándar se lo realizará por procesos, es
decir, se determinará cada actividad de cada proceso, y luego se calculará el tiempo
estándar, ya que desde este punto de vista se podrá analizar más exhaustivamente
cada procedimiento del reencauche al frío, y así, realizar mejoras y supervisiones por
cada estación de trabajo, conforme a las hojas de registro de calidad del capítulo 2.
TS = Tnormal x tolerancia (%)

Moscoso Paredes 82
CAPITULO 4
CALCULO DE TIEMPO ESTA�DAR POR PROCESO
4.1 DIAGRAMA DE FLUJO POR PROCESO
El diagrama de flujo se lo realizara mediante el análisis de las actividades principales
de cada estación de trabajo, tomando en cuenta que se analizará la llanta con mayor
demanda de producción, que nos servirá de referencia para todos los procesos que
van a ser analizados.
4.1.1 DIAGRAMA DE FLUJO DEL PROCESO DE I�SPECCIO� I�ICIAL
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Recepción de la Carcasa Elaborado por: Andrés Moscoso P. Termina en: Carcasa Calificada
Recepción de la carcasa
Llenar formato de recibo de carcasas
Esperar por ticket de identificación de carcasa
1
2
1
A

Moscoso Paredes 83
Colocar ticket en pestaña de carcasa
Realizar inspección de pestaña
Realizar inspección de lateral
Realizar inspección de rodamiento
Transportar a máquina abridora de llantas
Realizar inspección interna de la llanta
A
3
1
2
3
1
4
B

Moscoso Paredes 84
NO Rechazar SI Almacenar Devolver a cliente Registro de carcasa calificada
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
6
INSPECCION
4
TRANSPORTE
1
ALMACENAJE
1
DEMORA
1
B
CALIFICA?
4
5 1
6

Moscoso Paredes 85
4.1.2 DIAGRAMA DE FLUJO DEL PROCESO DE BUFEADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Colocación de Carcasa Elaborado por: Andrés Moscoso P. Termina en: Registro de Datos
Colocar carcasa en expander de bufeadora Inflar con aire la carcasa (30 PSI) Inspeccionar plantilla de raspado
NO Colocar plantilla correcta correcta
SI NO Utilizar sensor de Remanente SI
1
2
1
PLANTILLA
OK? 3
CONVEN
CIONAL? 4
A

Moscoso Paredes 86
Activar controles de tablero principal Bufear la carcasa Verificar textura de raspado Verificar excentricidad de carcasa Verificar simetría de carcasa raspada NO SI SI NO Rechazar
A
5
6
2
3
4
CUMPLE
REQUISITOS
?
B
REPROCE-
SAR?
7

Moscoso Paredes 87
Desinflar la carcasa Registrar los datos en hoja de Producción Transportar la carcasa al monorriel
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
9
INSPECCION
4
TRANSPORTE
1
ALMACENAJE
0
DEMORA
0
8
1
9
B

Moscoso Paredes 88
4.1.3 DIAGRAMA DE FLUJO DEL PROCESO DE REPARACIO�
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Pulido de carcasa Elaborado por: Andrés Moscoso P. Termina en: Limpieza de polvillo
Colocar carcasa en caballete de reparación
Inspeccionar heridas y/o averías
Señalar con tiza las heridas encontradas Cepillar los hombros y laterales de carcasa
Pulir las heridas en la corona de la carcasa Reparación estética de pestaña
1
2
1
3
4
5
A
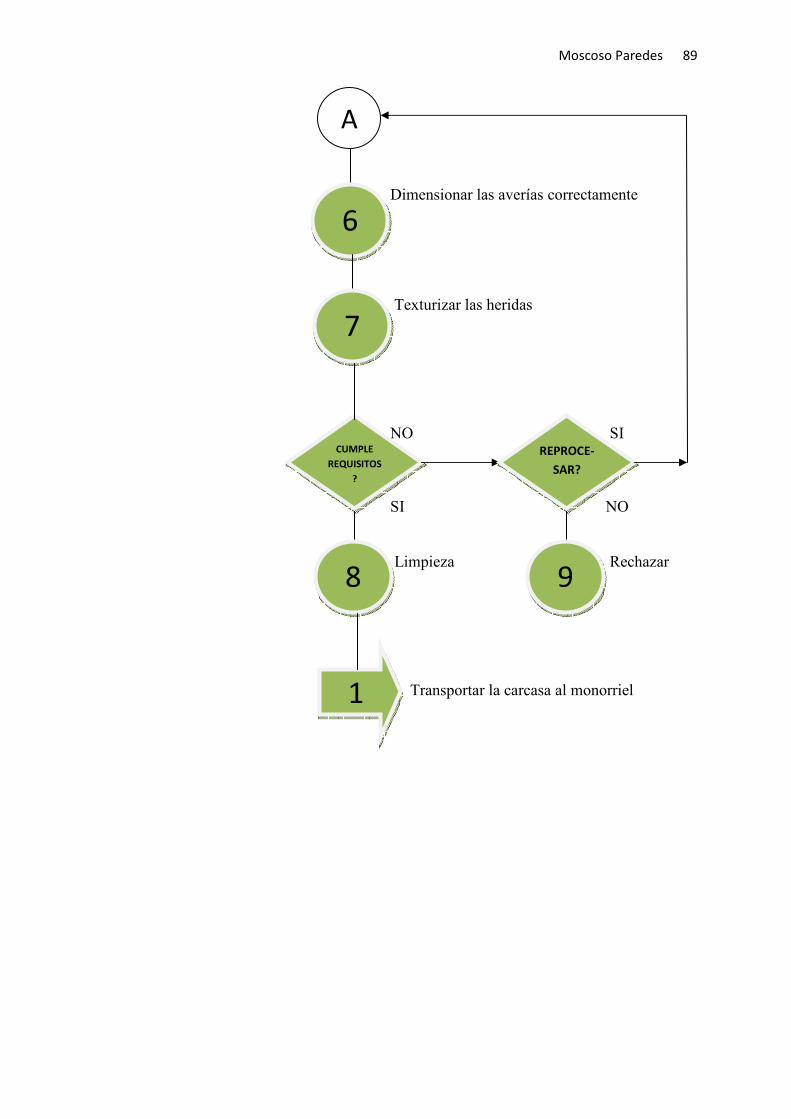
Moscoso Paredes 89
Dimensionar las averías correctamente Texturizar las heridas NO SI SI NO Limpieza Rechazar Transportar la carcasa al monorriel
A
6
7
CUMPLE
REQUISITOS
?
8
REPROCE-
SAR?
9
1

Moscoso Paredes 90
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
9
INSPECCION
1
TRANSPORTE
1
ALMACENAJE
0
DEMORA
0
4.1.4 DIAGRAMA DE FLUJO DEL PROCESO DE PARCHADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Abertura de carcasa Elaborado por: Andrés Moscoso P. Termina en: Inspección de parche Colocar carcasa en caballete de parchado Abrir la carcasa desde las pestañas Inspeccionar el interior de la carcasa
1
2
1
A

Moscoso Paredes 91
SI
Medir diámetro de agujero
NO Pulir herida Reparar agujero Limpiar la herida Cementar herida Preparar parche Según medida de agujero
A
NECESITA
PARCHE? 3
4
5
6
7
8
B C

Moscoso Paredes 92
Esperar a secado de cemento (20min)
Rellenar agujero con cojín Colocar parche en agujero
Rolado de parche desde el centro hacia afuera
Inspección de parche colocado
Transportar la carcasa al monorriel
B
1
9
10
11
C
2
1

Moscoso Paredes 93
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
11
INSPECCION
2
TRANSPORTE
1
ALMACENAJE
0
DEMORA
1
4.1.5 DIAGRAMA DE FLUJO DEL PROCESO DE CEME�TADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Limpieza de carcasa Elaborado por: Andrés Moscoso P. Termina en: Cemento aplicado Colocar la carcasa en caballete de cementado
Limpiar con cepillo y aire seco todas las partes de la carcasa a ser cementadas
1
2
A

Moscoso Paredes 94
Agitar cemento para correcto mezclado de caucho con los solventes (3 minutos aproximadamente)
Aplicar cemento de manera uniforme y continua
Señalar en lateral de carcasa la hora al final de la aplicación de cemento
Revisar que no existan grumos o cemento mal aplicado
Transportar la carcasa al monorriel
A
3
4
5
1
1

Moscoso Paredes 95
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
5
INSPECCION
1
TRANSPORTE
1
ALMACENAJE
0
DEMORA
0
4.1.6 DIAGRAMA DE FLUJO DEL PROCESO DE RELLE�ADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Verificar tiempo Elaborado por: Andrés Moscoso P. Termina en: Carcasa rellenada Esperar por secado de carcasa Inspeccionar por cumplimiento de hora de secado
Colocar la carcasa en caballete de rellenado
1
1
1
A

Moscoso Paredes 96
Rellenar cavidades de hombros (llanta convencional) Rellenar huecos y/o agujeros de averías reparadas Rellenar lateral y pestaña de carcasa Inspeccionar uniformidad de carcasa rellenada Transportar la carcasa al monorriel
A
2
3
4
2
1

Moscoso Paredes 97
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
4
INSPECCION
2
TRANSPORTE
1
ALMACENAJE
0
DEMORA
1
4.1.7 DIAGRAMA DE FLUJO DEL PROCESO DE CORTADO DE BA�DAS
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Identificado de banda Elaborado por: Andrés Moscoso P. Termina en: Banda almacenada
Identificar ancho y diseño de bandas a ser preparadas Transportar el rollo de banda hacia la mesa de cortado Medir la longitud de banda a ser cortada, de acuerdo a medida de circunferencia de carcasa
1
1
2
A

Moscoso Paredes 98
Cortar la banda con la guillotina a la medida requerida Pulir los filos de la banda cortada para dar textura
Cementar la parte opuesta del labrado de la banda y los filos pulidos, para dar adherencia Dejar secar el cemento para evaporar los solventes (mínimos 20 minutos) Colocar plástico de protección en zona cementada Registrar en banda la longitud de la banda cortada
A
3
4
5
1
6
7
B

Moscoso Paredes 99
Transportar la carcasa a estante Almacenar bandas cortadas en estante
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
7
INSPECCION
0
TRANSPORTE
2
ALMACENAJE
1
DEMORA
1
B
2
1

Moscoso Paredes 100
4.1.8 DIAGRAMA DE FLUJO DEL PROCESO DE EMBA�DADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Inflado de carcasa Elaborado por: Andrés Moscoso P. Termina en: Carcasa embandada
Colocar la carcasa en la máquina embandadora Inflar con aire la carcasa (30PSI) mediante el expander Colocar cojín en tiras en los hombros de la carcasa Colocar la lámina de cojín en toda la corona de la carcasa Inspeccionar que la carcasa no tenga huecos o heridas sin ser parchadas y/o reparadas Planchado de cojín mediante rodillos (80PSI)
1
2
3
4
1
5
A

Moscoso Paredes 101
Colocar la banda de rodamiento requerida Verificar correcto centrado de banda
Colocar cojín en filos de banda Empatar correctamente el diseño de la banda, de manera que tenga una apariencia continua
Colocar grapas de seguridad en empalme
Planchado de banda mediante rodillos desde el centro de la banda hacia los extremos
A
7
8
9
10
11
B
6

Moscoso Paredes 102
Colocar plástico para vulcanizado en banda de rodamiento Transportar la carcasa a zona de vulcanización
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
12
INSPECCION
1
TRANSPORTE
1
ALMACENAJE
0
DEMORA
0
4.1.9 DIAGRAMA DE FLUJO DEL PROCESO DE ARMADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Colocación de telas Elaborado por: Andrés Moscoso P. Termina en: Inspeccionar vacío
B
12
1

Moscoso Paredes 103
Subir la carcasa al monorriel mediante el elevador Colocar telas de ventilación en carcasa
Colocar el envelope en la carcasa, con especial atención de que la válvula coincida con la tela de ventilación
Transportar carcasa con envelope a la mesa de armado Colocar tubo y defensa, de acuerdo a medida de aro Colocar aro para vulcanización Inflar con aire el tubo colocado (Máximo 30PSI)
1
2
3
1
4
5
6
A

Moscoso Paredes 104
Conectar la bomba de vacío en válvula del envelope
Inspeccionar correcto vaciado de aire entre envelope y carcasa mediante manómetro
Ubicar la carcasa armada en línea para posterior vulcanizado
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
7
INSPECCION
1
TRANSPORTE
2
ALMACENAJE
0
DEMORA
0
A
7
1
2

Moscoso Paredes 105
4.1.10 DIAGRAMA DE FLUJO DEL PROCESO DE VULCA�IZACIÓ�
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Carcasas en autoclave Elaborado por: Andrés Moscoso P. Termina en: Vulcanización Colocar las carcasas armadas en el interior de la autoclave
Conectar las cañerías del vacío y del tubo de la autoclave en las válvulas del envelope Revisar correcto cerrado de puerta mediante protección manual Iniciar ciclo de vulcanización utilizando el panel de control Inspeccionar periódicamente (cada hora) todos los parámetros de vulcanizado (Presión, Temperatura y Tiempo) Inspeccionar descarga completa de presión para posterior apertura de puerta
1
2
1
3
2
A
3

Moscoso Paredes 106
Abrir puerta de autoclave Retirar todas las cañerías colocadas en el proceso de armado Retornar las carcasas vulcanizadas a mesa de armado
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
5
INSPECCION
3
TRANSPORTE
1
ALMACENAJE
0
DEMORA
0
A
4
5
1

Moscoso Paredes 107
4.1.11 DIAGRAMA DE FLUJO DEL PROCESO DE DESCARGUE Y
DESARMADO
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Retiro de accesorios Elaborado por: Andrés Moscoso P. Termina en: Pre-Inspección Retirar aro, tubo y defensa de la carcasa vulcanizada Transportar la carcasa a la máquina envelopadora Retirar el envelope y las tiras de ventilación Retirar plástico de alta temperatura de la carcasa Realizar pre-inspección final de las llantas vulcanizadas Transportar carcasas hacia zona de inspección final
1
1
2
3
1
2

Moscoso Paredes 108
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
3
INSPECCION
1
TRANSPORTE
2
ALMACENAJE
0
DEMORA
0
4.1.12 DIAGRAMA DE FLUJO DEL PROCESO DE I�SPECCIÓ� FI�AL
Empresa: ISOLLA�TA CIA. LTDA Medida Llanta: 12.00 R22.5 Fecha: Abril 2010 Inicia en: Inspección Final Elaborado por: Andrés Moscoso P. Termina en: Almacenaje Colocar llanta vulcanizada en máquina inspectora
Realizar inspección de todas las partes de la llanta (Pestaña, lateral, hombros, corona, interior de la llanta)
Realizar inspección del estado de la vulcanización (Banda de rodamiento uniforme y centrado)
1
1
2
A

Moscoso Paredes 109
NO SI SI NO Reprocesar Rechazar la llanta
Transportar la llanta a zona de Producto No Conforme
Almacenar las llantas hasta retiro de banda y devolución a cliente
Registrar la llanta reencauchada en Plan de Producción
Transportar la llanta hacia bodega de Producto Terminado
Almacenar en bodega hasta facturación y entrega de la llanta reencauchada al cliente
A
LLANTA
OK?
REPROCE-
SAR?
4
1
1
3
5
2
2

Moscoso Paredes 110
SIMBOLO EVE�TO �UMERO �OTAS
OPERACION
5
INSPECCION
2
TRANSPORTE
2
ALMACENAJE
2
DEMORA
0
4.2 MEDICIO� DEL TRABAJO
Para la toma de tiempos debe tenerse en cuenta que el tiempo real de trabajo que se
requiere para llevar a cabo una determinada operación, depende en alto grado de su
habilidad y esfuerzo; por lo mismo antes de hacer la medición del trabajo debe
ajustarse al valor normal o estándar el tiempo de un buen trabajador y el de un
operario deficiente.
Un operario normal o estándar es aquel operario calificado y con gran experiencia,
que suele trabajar en las condiciones que prevalecen en la estación o área de trabajo a
un ritmo promedio.
Luego de la selección del operador se procede a la toma de tiempos o medición del
trabajo para determinar un promedio de tiempos para cada operación del proceso de
producción y luego establecer el tiempo estándar.
4.3 CALCULO DE TIEMPO �ORMAL DE CADA ESTACIO� DE
TRABAJO
Para el cálculo del tiempo normal nos basaremos en la siguiente fórmula
anteriormente mencionada:

Moscoso Paredes 111
TN = Tiempo de cada actividad / Nro. Ciclos de estudio
El número de ciclos que se utilizará en cada actividad será de 6.
4.3.1 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE I�SPECCIÓ�
I�ICIAL
�ota: Datos tomados para recibo de una llanta de camión, ya que el tiempo normal
para la inspección inicial es bastante similar en las diferentes medidas: 11.00 R22.5,
12.00 R22.5, 295/80 R22.5, 315/80 R22.5, 12.00-20, etc.

Moscoso Paredes 112
4.3.2 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE BUFEADO
�ota: Datos de bufeado de una llanta de camión ya que el tiempo normal es bastante
similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5, 315/80
R22.5, 12.00-20, etc.

Moscoso Paredes 113
4.3.3 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
REPARACIÓ�
�ota: Datos de reparación de una llanta de camión ya que el tiempo normal es
bastante similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5,
315/80 R22.5, 12.00-20, etc.
A su vez, se debe tomar en cuenta que se utilizan 2 operadores de reparación que
trabajan independientemente, para completar la jornada de trabajo.

Moscoso Paredes 114
4.3.4 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE PARCHADO
�ota: No se toma en cuenta el tiempo de secado del cemento, ya que se puede seguir
con el proceso hasta que se cumpla el tiempo de secado, y el posterior parchado se lo
hace en línea.
Datos de parchado de una llanta de camión ya que el tiempo normal es bastante
similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5, 315/80
R22.5, 12.00-20, etc.

Moscoso Paredes 115
4.3.5 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
CEME�TADO
�ota: No se toma el tiempo de agitación del cemento en cuenta, ya que esta
actividad se la realiza cada 2 horas de proceso diario de producción.
Datos de cementado de una llanta de camión ya que el tiempo normal es bastante
similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5, 315/80
R22.5, 12.00-20, etc.

Moscoso Paredes 116
4.3.6 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
RELLE�ADO
�ota: El tiempo de secado se debe cumplir en cada carcasa que vaya a ser procesada,
el trabajo se acumula por agilidad en proceso de cementado.
Datos de rellenado de una llanta de camión ya que el tiempo normal es bastante
similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5, 315/80
R22.5, 12.00-20, etc.

Moscoso Paredes 117
4.3.7 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE CORTADO
DE BA�DAS
�ota: El tiempo de secado se debe cumplir en cada banda que vaya a ser procesada,
el trabajo debe ser preparado con anterioridad para ritmo normal diario de trabajo.
Datos de preparación de bandas para llantas de camión ya que el tiempo normal es
bastante similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5,
315/80 R22.5, 12.00-20, etc.
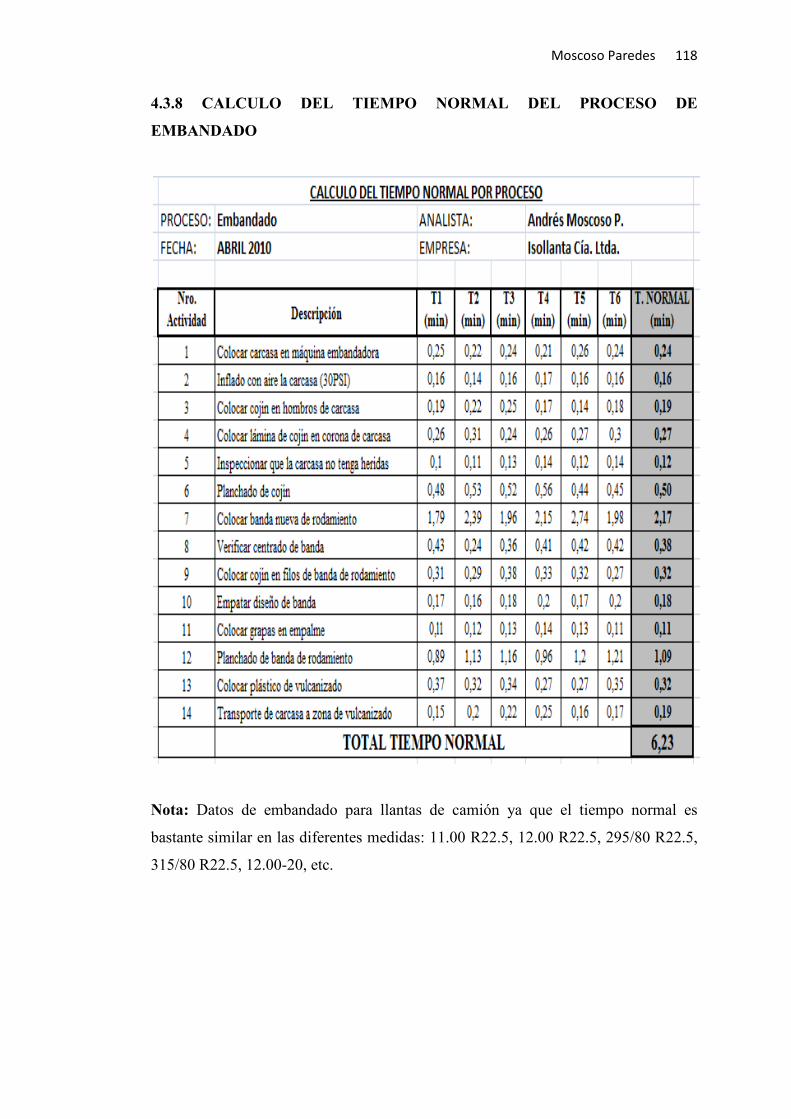
Moscoso Paredes 118
4.3.8 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
EMBA�DADO
�ota: Datos de embandado para llantas de camión ya que el tiempo normal es
bastante similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5,
315/80 R22.5, 12.00-20, etc.

Moscoso Paredes 119
4.3.9 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE ARMADO
�ota: Datos de armado para llantas de camión ya que el tiempo normal es bastante
similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5, 315/80
R22.5, 12.00-20, etc.

Moscoso Paredes 120
4.3.10 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
VULCA�IZACIÓ�
�ota: El tiempo de vulcanización tiene incluido el tiempo de calentamiento de la
autoclave, y el tiempo de cura que es de 200 minutos
Datos de vulcanización para llantas de camión ya que el tiempo normal es bastante
similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5, 295/80 R22.5, 315/80
R22.5, 12.00-20, etc.

Moscoso Paredes 121
4.3.11 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
DESCARGUE Y DESARMADO
�ota: Datos de descargue y desarmado para llantas de camión ya que el tiempo
normal es bastante similar en las diferentes medidas: 11.00 R22.5, 12.00 R22.5,
295/80 R22.5, 315/80 R22.5, 12.00-20, etc.

Moscoso Paredes 122
4.3.12 CALCULO DEL TIEMPO �ORMAL DEL PROCESO DE
I�SPECCIÓ� FI�AL
�ota: Datos de inspección final y almacenaje para llantas de camión ya que el
tiempo normal es bastante similar en las diferentes medidas: 11.00 R22.5, 12.00
R22.5, 295/80 R22.5, 315/80 R22.5, 12.00-20, etc.

Moscoso Paredes 123
4.4 CALCULO DEL TIEMPO ESTA�DAR DE LOS PROCESOS DE
REE�CAUCHE AL FRÍO
Para el cálculo del tiempo estándar nos basaremos en la siguiente fórmula
anteriormente mencionada:
TS = Tnormal x tolerancia (%)
El tiempo de tolerancia aplicado en todas las estaciones de trabajo será de 17,25%
En la siguiente tabla se denotará los tiempos estándares de todas las estaciones de
trabajo que se manejan en la empresa Isollanta Cía. Ltda.

Moscoso Paredes 124
4.5 I�FORME GE�ERAL DE LOS TIEMPOS ESTÁ�DARES
CALCULADOS
Desarrollando un estudio de tiempos en los procesos de producción se pueden
detectar operaciones críticas y tomar decisiones sobre cómo optimizarlas para
mejorar el tiempo de producción.
El cálculo realizado en la empresa Isollanta Cía. Ltda., nos beneficiará, ya que se
podrá incrementar la eficiencia de la línea, debido a que hay un control en el tiempo
de cada operación y el operario tiene un tiempo límite para trabajar cada llanta.
Para optimizar los tiempos generados, se podrá disminuir el tiempo de vulcanizado si
colocamos los mismos accesorios para dicho proceso, es decir, colocar en todas las
llantas a ser vulcanizadas, solo doble-envelopes, para así reducir el tiempo de cura
casi en 30 minutos. A su vez, solo colocar llantas de igual tamaño, por ejemplo 7.50-
16, con esto el tiempo de cura es aún más reducido.
Colocando operarios expertos en las operaciones más complejas, se ayuda a mejorar
la eficiencia de la línea, ya que estos operadores pueden aportar con su conocimiento
para optimizar el trabajo en la planta.
Las estaciones de trabajo más críticas y que necesitan ser controladas
constantemente, son las de inspección inicial, reparación y parchado (zona sucia), ya
que aquí se detectan todos los defectos que presentan las llantas luego de su primer
ciclo, segundo, tercero y hasta cuarto ciclo de vida.
Estas estaciones son las que a su vez reparan todas las averías que presentan las
llantas, razón por la cual es muy necesario el cuidado y óptimo desempeño laboral.
Todos los tiempos estándares calculados se basaron en referencia a las llantas de
mayor demanda de producción y que requieren de una calidad de trabajo óptima.

Moscoso Paredes 125
CO�CLUSIO�ES Y RECOME�DACIO�ES
CO�CLUSIO�ES
Una vez que se ha dado por concluida la presente investigación, corresponde señalar
aquellas conclusiones que como producto de este análisis investigativo se ha podido
encontrar prioritariamente en el desarrollo de la misma.
Partimos en primera instancia señalando aquello que considero ha sido el principal
punto materia de investigación y que sobre todo ha sido lo que impulsó el tema sobre
el cual gira esta tesis.
Diremos entonces que en el sector de la industria automotriz, principalmente en lo
que al reencauche de neumáticos se refiere, todo aquello que respecta a
conocimientos teóricos y las nociones técnicas para el desarrollo de la actividad de
producción de llantas reencauchadas, son muy elementales y básicas, pues las
mismas no se encuentran desarrolladas de manera amplia en verdaderas obras
académicas; su desarrollo es escaso, tanto así que las pocas referencias en lo que a la
industria del reencauche se refiere y con especial atención a los procedimientos de
este, no lo encontramos sino en pequeños manuales, folletos, trípticos, que no son
sino el producto de la experiencia desarrollada por cada empresa dedicada a esta
función.
Es decir que no reflejan en evidencia operacional las técnicas aplicadas en cada
proceso, pues los mismos denotan que existen diferentes tipos de aplicaciones para
cada función que va a desempeñar. Ello constata como es de ver que cada
organización puede determinar las especificaciones necesarias para poder elaborar un
producto pero basados únicamente en las posibilidades humanas y materiales con las
que la empresa cuenta, no así con todos los requerimientos para obtener un producto
de alta calidad, rendimiento y seguridad.
En definitiva, si bien cada empresa puede elaborar su propio manual de
procedimientos, la misma estará sustentada en su propia realidad, lo cual limita a que

Moscoso Paredes 126
la misma en base a conocimientos investigativos pueda avanzar progresivamente
alcanzando así tecnificación y perfeccionamientos de los productos.
De lo señalado entonces concluimos que lo en vista de la escasa o muy elemental
investigación que sobre el reencauche existe, esto no hace sino dificultar que en esta
industria la calidad de los productos no sean satisfactoriamente competitivos.
Como tal vemos entonces, que ha sido entonces este un objetivo primordial a la hora
de realizar esta investigación. La posibilidad de combinar no solamente los
conocimientos que de la experiencia laboral se posean sino adicionar a estos los
conocimientos académicos que me han sido impartidos en las aulas universitarias. Si
bien la presente investigación no constituye toda una obra académica sobre el tema
del reencauche, la misma si ha pretendido ser un aporte para futuras investigaciones.
Adicionalmente podemos señalar que con el cálculo del tiempo estándar que ha sido
desarrollado en el presente trabajo investigativo se ha logrado, va a permitir que la
empresa posea ya una base científica sobre la productividad y eficiencia tanto de sus
operadores como de la maquinaria con que cuenta, lo cual es de tal importancia pues
constituye un factor determinante a la hora de tomar decisiones vinculantes al
funcionamiento operacional de la empresa, más aún si entendemos que el estudio de
tiempos de procesos, es esencial en la organización y control de las actividades
empresariales.
Es decir, la posibilidad que una empresa cuente con un estudio de tiempos, no se
limita a ser un mero proceso de control de actividades operativas, el mismo
constituye un eje importante en toda industria, pues ha de determinar que cada
proceso no solo sea temporizado, sino que además se pueda con este encontrar en
cada fase aquellos elementos que constituyen el avance o retroceso en los procesos
de producción.
Por tanto aportar a una empresa con tal estudio, no solo tiene repercusiones en el
área de producción sino es un punto clave en todo ese aparataje industrial, tanto así
que induce a que se tomen decisiones de total trascendencia.

Moscoso Paredes 127
RECOME�DACIO�ES
Del análisis investigativo y experimental que de este trabajo académico se ha
obtenido hemos podido alcanzar algunas conclusiones, que ya han sido mencionadas
en anteriores líneas.
De las mencionadas conclusiones han devenido adicionalmente recomendaciones
que considero oportunas señalar para alcanzar los objetivos planteados inicialmente
con esta investigación.
Tales recomendaciones podríamos resumirlas en las siguientes:
• Realizar auditorías de control de calidad diarias al muestreo de todos las
estaciones de trabajo, con especial atención al trabajo de reparación de llantas
radiales de medidas mayores a aro 20”.
• De ser necesario e inminente el trabajo en una carcasa, para poder minimizar
el riesgo de desprendimiento de banda, falla de carcasa, por contaminación
y/o desgaste extremo, se puede retirar el primer pliego (breaker de
protección). Con esto se cubre nuevamente la corona con caucho, para así,
poder adherir la banda de rodamiento, teniendo muy en cuenta de que no se
podrá colocar la misma carga que inicialmente especificaba el constructor,
como a su vez, una banda de rodamiento de trabajo pesado (tracción).
• Llantas que tengan agujeros fuera de especificación de trabajo, se los deberá
trabajar aparte, realizando primeramente el trabajo de reconstrucción en la
zona afectada, para que luego puedan ser ingresadas a la línea de producción
normal.
• Llantas con problemas en pestañas (Llantas Radiales), se podrá hacer una
ligera reparación, siempre y cuando, el defecto no sea presentado en el núcleo
de la pestaña, sólo únicamente en las partes que complementan en núcleo que

Moscoso Paredes 128
están compuestas de caucho, y que no afecten el posterior sellado del
neumático con el aro.
• Realizar el cepillado en los hombros y laterales del neumático de manera
correcta y completa, para que se obtenga una buena superficie adherible, para
la posterior colocación de la banda nueva de rodamiento.
• Evitar colocar las carcasas raspadas en el piso, ya que la llanta se encuentra
en estado vulnerable y es inminente el evitar cualquier tipo de contaminación
que afecte el futuro desempeño de la llanta reencauchada.
• Limpiar la carcasa de la zona de reparación con cepillo de cerdas de acero,
para eliminar en su totalidad las impurezas impregnadas que no pueden ser
retiradas mediante la toma de aire.
• Con respecto al corte de la banda de rodamiento, es recomendable cortarla
5cm más pequeña de la longitud del perímetro de la llanta, ya que en el
momento de enbandarla, para mejor sujeción, es preferible estirar la banda,
antes de que quede sobrante al momento de colocarla.
• Realizar un filtro de control de calidad de las carcasas en la zona de
cementado, es decir, dicha estación de trabajo es como una segunda
inspección, ya que aquí se puede determinar con mayor exactitud el estado en
el que se encuentra la carcasa, y poder especificar cuál será el desempeño que
podrá tener la llanta, dependiendo de las condiciones en las que se encuentra.
Por ende es necesario contar con personal altamente calificado y con
experiencia.
• Identificar en la llanta mediante algún tipo de señal, llantas que puedan
propender a fallar en uso debido a su estado, ya que con esto se podrá obtener
algunas conclusiones para optimizar el proceso productivo del reencauche.

Moscoso Paredes 129
• Siempre capacitar al personal sobre la necesidad de elaborar un producto con
altísimos estándares de calidad, y a su vez, de concientizar a los involucrados
en el proceso de reencauche, que nuestro producto es una parte fundamental
de un vehículo, por ende la imperiosa necesidad de realizar un óptimo trabajo
para total seguridad, tanto del automotor como de las vidas humanas que
utilizan este medio de transporte con neumáticos.
• Los procedimientos contenidos en este manual reflejan aquellos puntos y
métodos que han proporcionado el mejor registro de desempeño con base en
la experiencia y aprendizaje. Los procedimientos en este manual no son
exclusivos. Isollanta Cía. Ltda., no puede posiblemente saber, ni evaluar o
aconsejar de todas las maneras imaginables en la cual un procedimiento
puede ser discutido o de las consecuencias posibles de cada una de tales
prácticas. Otras prácticas o métodos pueden ser tan eficientes o mejores que
los aquí presentados, dependiendo de las circunstancias específicas
involucradas.

Moscoso Paredes 130
BIBLIOGRAFIA
REFERE�CIAS BIBLIOGRAFICAS
1. ARA, American Retreader´s Association. Manual del Proceso de
Reencauche/Reparación. USA. 2001. Sección 2.
2. BANDAG. Manual para Reencauche de concesionarios. USA. 2002.
Sección C.
3. CANTOS GUAMÁN, Carlos Arturo, Implementación de la norma ISO 9002
en una Industria Reencauchadora, Universidad de Cuenca, Facultad de
Ciencias Químicas, Cuenca, 1998.
4. CASTILLO RIVAS, Oscar Alexis, Estudio de Tiempos y Movimientos en el
proceso de producción de una Industria Manufacturera de Ropa,
Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de
Ingeniería Mecánica Industrial, Guatemala, 2005.
5. ISO 9001:2008. Manual del Sistema de Gestión de la Calidad. Isollanta Cía.
Ltda. Ecuador. 2008.
6. NIEBEL, Benjamín W. Ingeniería Industrial. Métodos, tiempos y
movimientos. 9ª ed. México. Editorial Alfaomega, 1996.
7. RMA. Standard Buffing Textures Retreading and Repairing, RMA. USA.
2002. Shop Bulleting N° 29

Moscoso Paredes 131
REFERE�CIAS ELECTRO�ICAS
1. FUENTES GONZÁLEZ, Gloria Julissa, Estudio de Tiempos y Movimientos a
las operaciones realizadas en una Pequeña Industria de productos lácteos,
Universidad de San Carlos de Guatemala, Facultad de Ingeniería, Escuela de
Mecánica industrial, Guatemala, 2003. Noviembre 2009
<http://www.monografias.com/trabajos27/estudio-tiempos/estudio-
tiempos.shtml>
2. GOODYEAR. SISTEMA DE NEUMÁTICOS COMERCIALES. USA.
2005. Febrero de 2010.
<http://www.goodyear.com/truck/pdf/31721gytrk_DuraRepManual_es.pdf>