title of your - uw-stout of 5s methodology on slot line assembly for a ... was carried by the author...
TRANSCRIPT
Author: Baral, Pranaya Title: Implementation of 5S methodology on slot line assembly for a
Manufacturing Company located in Minnesota The accompanying research report is submitted to the University of Wisconsin-Stout,
Graduate School in partial completion of the requirements for the
Graduate Degree/ Major: MS Technology Management
Research Adviser: Ned Weckmueller
Submission Term/Year: Fall, 2012
Number of Pages: 38
Style Manual Used: American Psychological Association, 6th edition
I understand that this research report must be officially approved by the Graduate School and that an electronic copy of the approved version will be made available through the University Library website
I attest that the research report is my original work (that any copyrightable materials have been used with the permission of the original authors), and as such, it is automatically protected by the laws, rules, and regulations of the U.S. Copyright Office.
My research adviser has approved the content and quality of this paper. STUDENT:
NAME Pranaya Baral DATE: 12/18/2012
ADVISER: (Committee Chair if MS Plan A or EdS Thesis or Field Project/Problem):
NAME Ned Weckmuller DATE: 12/18/2012
---------------------------------------------------------------------------------------------------------------------------------
This section for MS Plan A Thesis or EdS Thesis/Field Project papers only Committee members (other than your adviser who is listed in the section above) 1. CMTE MEMBER’S NAME: DATE:
2. CMTE MEMBER’S NAME: DATE:
3. CMTE MEMBER’S NAME: DATE:
--------------------------------------------------------------------------------------------------------------------------------- This section to be completed by the Graduate School This final research report has been approved by the Graduate School.
Director, Office of Graduate Studies: DATE:
1
Baral, Pranaya. Implementation of 5S methodology on slot line assembly for a
Manufacturing Company located in Minnesota
Abstract
One of the most common practices carried in modern manufacturing facilities is the
implementation of 5S philosophy. 5S, Japanese improvement ideology, is a lean manufacturing
tool directed at improving the overall efficiency and consistency. This particular project study
was carried by the author during his internship with XYZ company. The study was based on a
moving assembly line. Due to increase in volume of cabs in recent year, the work stations were
not fully organized as desired, resulting in loss of productivity, time, and quality to some extent.
This research study was aimed at improving the assembly line flow by using effective and
efficient lean manufacturing tools (5S in particular), thereby resulting in increased productivity,
run time, quality, and adapting to the 5S culture as a means for continuous process improvement.
The paper covers the results and documents them in form of pictures, accesses the results, and
also suggest necessary recommendations based on the findings for a continuous improvement
cycle.
2
Acknowledgments
I would like to thank my mentor and research advisor, Mr. Ned Weckmueller for
his valuable support, unchallenging suggestions, and constant motivation throughout this
project study. Also, I would like to thank company XYZ for providing me a platform to
utilize my knowledge, skills, education for a pragmatic industrial exposure. I would also
like to mention my program director, Dr. James Keyes, who has always been positive,
helpful, and humble.
I would also like to thank University of Wisconsin-Stout for allowing me to purse
my graduate studies. Last but not the least; I would like to dedicate this degree to my
parents who have always been pillar of strength throughout my life, and supporting me in
my endeavors.
3
Table of Contents
.................................................................................................................................................... Page
Abstract ............................................................................................................................................1
List of Figures ..................................................................................................................................6
Chapter I: Introduction ....................................................................................................................7
Statement of the Problem .....................................................................................................7
Purpose of the Study ............................................................................................................8
Assumptions of the Study ....................................................................................................8
Definition of Terms..............................................................................................................8
Limitations of the Study.....................................................................................................10
Methodology ......................................................................................................................10
Chapter II: Literature Review ........................................................................................................11
Lean Manufacturing : An Overview ..................................................................................11
Key Concepts in Lean ........................................................................................................13
Waste Elimination .........................................................................................................13
Continuous Improvement..............................................................................................14
Just in time (JIT) ...........................................................................................................14
Product Smoothing .......................................................................................................14
Standardization of Work ...............................................................................................15
Total Preventive Maintenance (TPM) ..........................................................................15
Other Waste Reduction Methods .................................................................................16
5S .......................................................................................................................................17
Seri ..................................................................................................................................17
4
Seiton ..............................................................................................................................18
Seiso ................................................................................................................................18
Seiketsu ...........................................................................................................................18
Shitsuke ...........................................................................................................................19
Benefits of 5S .....................................................................................................................19
5S as Culture ......................................................................................................................19
Chapter III: Methodology ..............................................................................................................21
Perform 1-S (Sort)..............................................................................................................21
Perform 2-S (Set in Order) .................................................................................................22
Perform 3-S (Shine) ...........................................................................................................23
Perform 4-S (Standardize) .................................................................................................23
Perform 5-S (Sustain) ........................................................................................................24
Limitations .........................................................................................................................24
Chapter IV: Results ........................................................................................................................26
Introduction ........................................................................................................................26
Visual Management System ..............................................................................................26
Red Tagging Strategy ........................................................................................................29
Organization of work station .............................................................................................30
Cleanliness of work station ................................................................................................33
Auditing 5S process for continuous improvement.............................................................34
Summary ............................................................................................................................34
Chapter V: Discussion ...................................................................................................................35
Limitations .........................................................................................................................35
5
Recommendations ..............................................................................................................36
Conclusions ........................................................................................................................36
References ......................................................................................................................................37
Appendix A: 5S Observation Sheet ...............................................................................................38

6
List of Figures
Figure 1: +QDIP Board ..................................................................................................................27
Figure 2: Cell Daily Management Board .......................................................................................28
Figure 3: Unneeded Item Log List .................................................................................................29
Figure 4: Red Tag Area Board .......................................................................................................30
Figure 5: Rework Station ...............................................................................................................31
Figure 6: Fixture Station ................................................................................................................32
Figure 7: Cleaning Supply Shadow Board.....................................................................................33
Figure 8: Trash Bin ........................................................................................................................33
7
Chapter I: Introduction
In today’s world the importance of Lean Manufacturing principles in industrial
sector can’t be ignored. The global market is becoming competitive and customers are
demanding more than ever. Companies mainly focus on reducing the cost and improving the
productivity & quality through continuous improvement. One of the most common practices
carried in modern manufacturing facilities is the implementation of 5S philosophy. 5S is a lean
manufacturing tool directed at improving the overall efficiency & consistency of the
process/place/service by eradicating unwanted waste. Originally pioneered by the Japanese, 5S
is an abbreviation for “Seiri” (Sort), “Sheton” (Set in order), “Seiso” (Shine), “Seiketsu”
(Standardize), and “Shitsuke” (Sustain).
Company XYZ is one of the leading providers of steel cabs in North America and roll
over protective structures (ROPS) for original equipment manufacturers (OEM) such as John
Deere and Caterpillar. It offers world class metal fabrication, cutting-edge robotic welding,
high-level paint finishes, and value-added assembly. It has two facilities totaling 43 acres
enclosing more than 600,000 square feet. Both sites utilize the latest in modern manufacturing
environment backed by expert service, quality driven culture, and on time delivery.
Statement of the Problem
The problem situation is based on the slot line assembly. Slot line is basically a moving
conveyor assembly line for cabs. The line covers around 70% of the total manufactured cabs in
the plant. There are 14 stations in total with over 25 employees working during a regular shift.
The increase in volume of the cabs (currently 50 per day) in recent years resulted in moving cabs
on the slot line. Due to this, each station is not as fully organized as it was supposed to be,
resulting in loss of time, productivity, and also quality to some extent.
8
Purpose of the Study
The purpose of this research project is to focus on improving the assembly line flow by
using effective and efficient lean manufacturing tools (5S in particular), thereby resulting in
increased productivity, run time, quality, and adapting to the 5S culture as a means for
continuous process improvement.
Assumptions of the Study
1. The project was planned, supported, and well executed under the guidance provided by
upper level management.
2. All the associates and personnel involved in this project were educated about the
objectives, basic guidelines, principles, barriers, and other related information pertaining
to its successful implementation.
3. The output on implementation of the project was followed up on regular basis and
loopholes were communicated as a basis for continuous process improvement.
Definition of Terms
5S. A method commonly used by a manufacturing company to achieve an effective,
efficient, and organized work environment, so as to boost productivity, reduce cost, and improve
quality standards.
Heijunka. A concept introduced by Toyota Production System (TPS) meaning product
or service smoothing.
Just in Time (JIT). A concept that helps to reduce the inventory level and carrying cost.
Kaizen. A term coined in Japanese language emphasizing continuous process
improvement.
9
Kanban. Also a Japanese term, it basically refers to signals between different points in
various processes.
Lean. A Japanese philosophy that focuses on achieving high productivity, low cost, and
improved quality.
Muda. Japanese term for waste.
Mura. Japanese term for unevenness.
Poka - Yoke. A Japanese term for a defect control system focusing on inspection of
every part to insure zero defects.
Seiri. Segregate what is needed and what is not needed in the work place. Confirm and
involve everyone that the items sorted are not needed for performing a particular job in that work
station before getting rid of them.
Seiton. Clearly mark and organize all the needed items as per use in an effort to
eliminate the waste.
Seiso. Cleaning and inspecting work areas to ensure a clean and safe environment.
Seiketsu. Create proper methods and procedures that guarantees all the above 3 steps
(Seiri, Sheton, and Seiso) happen on a daily basis.
Shitsuke. Continuous process improvement for achieving a discipline to properly
manage the 5S principle.
Total Productive Maintenance (TPM). A key concept used in lean for improving
machine availability through proper maintenance and production resources.
Total Quality Maintenance (TQM). A management concept developed by W. Edwards
Deming for successful implementation of business processes.
10
Toyota Production System (TPS). A lean management philosophy developed by
Japanese company Toyota.
Limitations of the Study
This project study was carried by the author while working as an intern for the Company
XYZ from Jan 2011 to Dec 2011. This project was limited to only one moving assembly line on
the plant floor. The implementation of the same process in other areas of the plant was not
covered under the scope of study. The same process might not be recommended for any other
moving assembly line as there were many variables that might alter the output of the project.
However, recommendations for continuous improvements were provided within the scope of
study.
Methodology
The plan was to focus on the major objectives of increasing productivity, lowering cost,
and improving overall quality standards. The key was to work closely with the associates and
personnel, so that they would develop an overall understanding of the process, would be able to
gather necessary details and information, and become acquainted with the 5S culture. The
orderly implementation of the 5S ideology and its proper follow up were critical for the
continuous process improvement. This project study was successful in applying the lean
methodologies and principles to pragmatic effect with great efficiency, thereby organizing the
workplace for higher productivity, customer satisfaction, and sustainability.
11
Chapter II: Literature Review
This chapter basically covers the general literature review for the lean manufacturing and
5S philosophy. The purpose of this portion of study is to familiarize the readers with lean
manufacturing, the key concepts used in lean, the philosophy of 5S & its importance, and 5S as
culture.
Lean Manufacturing: An Overview
Manufacturing companies have always strived to improve their productivity and the
quality of their products in order to be sustainable in today’s competitive market. Globalization
of the market and the rise of merger companies have made it even tougher to prevail in the
market. In such cases, correct strategies to make the manufacturing line more efficient and
produce higher quality product become crucial. Amongst various methodologies to improve the
production line, the Japanese improvement ideology of lean manufacturing is the most proven
and widely accepted. Today, a lot of manufacturing companies are implementing this
philosophy for better productivity and quality.
The concept of lean principles was derived from the Japanese manufacturing industry
(Jones, 2003). The term lean manufacturing was first coined by John Krafcik in his article
entitled “Triumph of the Lean Production System” in 1988 which was based on his master’s
thesis at MIT (Krafcik, 1988) and the concept has not been limited to Japanese industries but has
been accepted and implemented all over the world. Toyota, the Japanese automobile company,
has been considered as the initial promoter of the lean manufacturing philosophy which evolved
from the experiences during the end of 1930’s. After the Second World War Toyota and other
Japanese companies had to go through a very hard time since they had very limited resources to
rebuild their industry. Most Japanese companies resorted to western industries for ideas and
12
inspiration to rejuvenate their industries (Jones, 1990). Since US companies had to address a
very large market after the end of World War II, they put their efforts into mass production to
meet the consumers’ demand. On the other hand, Japan had a very small market and investment
capital was also very scarce. With very limited resources and production demand, there was a
need to develop an efficient manufacturing system which was flexible and used fewer resources.
In this situation, the genius executive of Toyota, Taiichi Ohno, developed the concept which
fundamentally focused on preserving value with less work and resource which was later coined
as lean production in the 1990’s. Since it was derived mostly from the Toyota Production
System (TPS), it is also often referred to as Toyotism (Jones, 1990). This concept is basically
focused on reducing/eliminating wastes (muda) and improving the flow or smoothness or work,
thereby steadily eliminating unevenness (mura) through the system.
In the 1980’s, western automotive companies began to realize that the Japanese
manufacturing concept was far better than theirs in terms of productivity, quality, and resource
utilization. Hence, an intensive research study called “The International Motor Vehicle
Program” (IMVP) was carried out by Womack, Jones and Roos at Massachusetts Institute of
Technology to investigate the Japanese automotive industry and compare it with western
automotive industries. IMVP deduced significant difference in productivity and quality between
these two cultures. The concept applied by the Japanese companies to remain superior in the
market was then termed as lean production in IMVP research (Egglestone, 1994). The IMVP
report is well recognized all over the world in the famous book entitled “The Machine that
Changed the World” (Jones, 1990).
13
Key Concepts in Lean
Lean Manufacturing is of great interest to manufacturing companies from all around the
world. Today many companies are applying the lean manufacturing concept to achieve a
substantial competitive advantage by improving quality, productivity, customer service, and
profitability. Lean manufacturing is a production philosophy. It is a method of mapping the
overall manufacturing process from raw material to finished goods delivered to the customers. It
is termed “lean” because these principles help manufacturers to produce “more” with “less”- less
time, less inventory, less capital, and fewer resources. Lean accomplishes this by focusing the
changes required to streamline the overall production process by identifying and eliminating any
waste (muda) in the process.
The concept of lean manufacturing can be summarized in the following categories.
Waste Elimination
Wastes are the activities that do not add any value to the product. There are basically
seven types of wastes in the lean manufacturing concept. They are:
1. Transportation: movement of materials which add no value to the product.
2. Inventory: any material or work on hand other than what’s needed right now to satisfy
customer demand.
3. Motion: any movement of people that does not add value to the product. This
includes walking and reaching.
4. Waiting: time spent waiting during the processes.
5. Over Production: when more products are produced than customer demand.
6. Over processing: when something uses more resources such as space, energy, time or
people than required.
14
7. Defects: work that is less than the desired quality level (Jones, 2003).
All of these activities add cost, but no value to the products. Controlling and eliminating these
wastes leads to more efficient work.
Continuous Improvement
Continuous improvement is another important principle of lean manufacturing. It is often
referred to by the Japanese word “Kaizen” which means change for good. Thus, Kaizen is a
continuous effort for perfection. Kaizen has become popular all over the world as a successful
concept behind good management. The concept of Kaizen is summarized by the 5S principles.
The 5S principles will be later discussed in this section.
Just-In-Time (JIT)
Just-in-time (JIT) is a concept that helps to reduce inventory and related carrying cost.
JIT relies on signals which are termed as “Kanban” in Japanese. Kanban is basically the signals
between different points in various processes. These signals help to notify when to produce the
next part. Kanban are usually in form of tickets, however simple visual signals are also often
used. JIT, if implemented properly, can significantly improve a manufacturing organization’s
efficiency, quality of work, and eventually, profit. In short, Just-in-Time focuses on having the
right material, at the right time, at the right place, in the right amount (Monden, 1998).
Product Smoothing
Product Smoothing is another lean manufacturing tool. The Japanese term used for
product smoothing is “Heijunka”. Product smoothing means trying to keep the production level
as consistent as possible each day (Jones, 1990). Heijunka is a concept introduced in Toyota
Production system (TPS) which suggests that the production should not exceed the demand to
save cost. To accomplish this concept, the scheduling should be made smooth and effective to
15
produce the right quantities of product and utilize resources wisely. If the production level is not
consistent, it results in waste and ultimately, loss of the company.
Standardization of Work
Standardization of the work is a very important part in any organization as it helps to
smoothen the work and reduce waste. Standardization of works helps to confirm that every job
is well organized and is accomplished in the most efficient manner. It helps to maintain the
quality of the job regardless of the person or group performing the job. If every worker follows
the same processing steps to do a particular kind of job, the same result can be achieved every
time, which results in consistent quality and better reduction of waste. Standardized procedures
may include order of the working steps, job accomplishment time, and parts on hand. Following
the standardized work, an organization can assure that line balancing is achieved, inventory is
minimized, and wastes are reduced.
Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) is a very important aspect of lean manufacturing.
It is a method of improving machine availability via better utilization of maintenance and
production resources. It is basically an extension of Total Quality Maintenance (TQM). The
main objective of TPM is to maintain the machines in good condition and thus reduce downtime.
Downtimes are usually caused by machine breakdown, incorrect use, and maintenance. The
uncertainty in uptime results in the necessity of keeping extra stocks and thus increases cost.
TPM has the unique concept of tackling this issue. Unlike other production setups, TPM
considers even operators as members of the maintenance team. The operators are trained to
perform general maintenance tasks and simple troubleshooting. Further, technical teams with
16
experts are also designated for advance maintenance. Introducing general troubleshooting of the
machines to operators decreases downtime, thus improving production and profit.
The three main components of TPM are preventive maintenance, corrective maintenance,
and maintenance prevention. Preventive maintenance accounts for regular planned maintenance
of all the equipment as well as random check ups. Preventive maintenance helps to avoid sudden
break down of the machines (Fled, 2000).
Corrective maintenance accounts for the decision of whether to fix a down machine or to buy
a new one. If a machine is very unreliable on uptimes, then it is always better to buy new one.
Sometimes replacing only the important parts/components can also solve the problem.
Maintenance prevention accounts for buying the right machine. If the machine is hard to
comprehend for the operator and maintenance person, then it can adversely affect the production
line.
Other Waste Reduction Methods
Other lean manufacturing waste reduction tools include zero defects, setup reduction, and
line balancing. The zeros defect concept ensures that the products are defect free and quality is
improved continuously (Karlsson, 1996). One of such zero defects concepts is poka-yoke.
Poka-yoke is a defect control system that inspects every part to make sure that there are zero
defects. The main objective of poka-yoke is to point out the defective parts at the source, detect
the cause of the defect, and prevent the defective part from moving to the next work station
(Fled, 2000).
Setup reduction is another tool to reduce waste. It basically accounts for reducing the
time required to change the setup in a machine. There are two types of setups: internal and
external setup. Internal setups are those setups that can be done only when machine is stopped
17
and external setups are those setups which can be done even when the machine is running. The
basic idea of setup reduction is to reduce the internal activities and replace them with external
activities if possible which helps in speedy operations.
The other waste reduction tool, line balancing is also one of the most efficient tools in
tackling wastes. The idea of line balancing is to balance the work between each workstation and
move the correctly worked part to the downstream workstation as soon as possible. This helps in
creating a smooth synchronized production line without any stoppage.
5S
5S is one of the most widely used lean tools. 5S was introduced by Hiroyuki Hirano
within an overall approach to production systems. It is a methodology that uses five Japanese
words to organize a workplace. These five Japanese words are seiri, seiton, seiso, seiketsu, and
shitsuke which mean tidiness, orderliness, cleanliness, standardization, and discipline
respectively. However to preserve the 5S concept some term them as sort, set, shine, standardize
and sustain. These words basically describe how a workplace can be made smooth, disciplined,
clean, and impressive. The 5S concept can be applied to any workplace in the service sector,
manufacturing units, and normal offices. 5S was brought forward to enable ‘Just in Time
Manufacturing’. Later IMVP research suggested that the term ‘Just in Time’ was inappropriate
since the success of Japanese companies was built upon far more than time factor alone (Jones,
1990).
Seiri
Seiri is first ‘S’ of the 5S processes. It refers to getting rid of all the unwanted,
unnecessary, and unrelated material from the workplace and thus prioritizing the requirements,
and keeping only the most essential items at easily accessible places. The unnecessary items are
18
either stored or discarded as per their degree of importance. Furthermore, it tries to reduce even
the necessary items to a minimum level. Seiri helps in simplification of tasks, effective use of
space, and wise purchase of items.
Seiton
The second ‘S’, Seiton, accounts for orderliness. By orderliness, it means right things at
right place. The concept behind seiton is that every item should have a proper designated place
from where it can be accessed and returned quickly whenever necessary. The place should be
designated in such a way that everyone will have easy access to the item. This will eventually
help in a smooth and efficient work flow and more productive outcome. The proper place,
position or holder for every item is in close relation to how the work is performed, who is
performing the work, and how often it is necessary.
Seiso
The third ‘S’ is Seiso, which refers to cleanliness. The concept behind seiso is that
everyone is responsible to maintain cleanliness in the workplace. No matter whether one is an
operator or a manager, seiso bounds everyone. Though, it is better to assign areas to a person or
group for cleaning, everyone should be accountable for every workspace and no area should be
left unclean. At the end of each shift the workplace should be cleaned and everything should be
restored to the original location. Thus, additionally it ensures that seiri has been followed.
Seiketsu
The fourth ‘S’ is Seiketsu, which can be translated as standardization. Sieketsu bounds
all the other previous steps of ‘5S’ and it accounts for both personal as well as environmental
tidiness. It is a visual management approach and uses standardized color-coding for easier visual
19
identification. The abnormalities and anomalies are easily detectable when seiketsu is employed
and it becomes very easy to troubleshoot problems and make the working process smooth.
Shitsuke
The final ‘S’ represents Shitsuke, which means discipline. Discipline is one of the most
important qualities required in every workplace. Discipline encompasses commitment to
maintain orderliness and to follow the previous ‘4S’ as a way of life. Shitsuke basically focuses
on removing bad habits and practicing good ones. When shitsuke is incorporated by personnel,
they voluntarily follow the rules of cleanliness and orderliness all the times without the necessity
of management enforcing them. Therefore, shitsuke is the backbone of ‘5S’ concept.
Benefits of 5S
The major benefits of ‘5S’ can be summarized as:
Increase in productivity
Better time saving (promptness)
Enhanced self confidence
Less accidents
Less breakdowns and downtimes
Improved performance
Elegant work space
Reduction in documentation
5S as Culture
5S should be implemented and developed as a culture in every working environment. It
does not require any “rocket science” technology to implement 5S. Its implementation helps to
change the mindset of the employees and facilitate continuous improvement. Establishing 5S as
20
culture first requires establishing behaviors in order to change mindsets. Therefore, 5S should be
first treated as a behavior modification rather than a lean implementation tool. If 5S is enforced
as a management tool without culture, it is definitely going to fail.
In order to succeed with 5S and achieve operational excellence, one must start it as a
culture. If the implementation level makes 5S a part of behavior, there is no need to enforce the
system. Instead the system will stand on its own in the organizational process. Once the 5S
system is rooted as a culture in a company, the newcomers will automatically adopt them and the
process will continue.
21
Chapter III: Methodology
Manufacturing companies have always strived hard to improve their productivity and the
quality of their products in order to compete in today’s market. Globalization of the market and
the rise of merger companies have made it even tougher to prevail in the market. In such cases,
correct strategies to make the manufacturing line more efficient and produce higher quality
product become crucial. Companies mainly focus on reducing cost and improving productivity
& quality through continuous improvement. One of the most common practices used in modern
manufacturing facilities is the implementation of the 5S philosophy. This part of the research
mainly focuses on the implementation of 5S principles to achieve set objectives.
Perform 1-S (Sort)
Needed and unneeded items were identified in this process, hence eliminating the
unneeded items.
Examination of the entire work area was sorted (involvement of area workers,
supervisors, and area managers was crucial in this step).
Identification of “Needed” items was carried out. Basic questions were asked:
a. What is it for?
b. Why is it here?
c. How often is it used?
Disposal of obvious trash was done with immediate effect.
A potential unneeded item that could not be thrown away was placed in a control area to
be reviewed by supervisors, managers, and the lean department.
22
• Red Tagging Strategy, a simple method for identifying potentially unneeded items in the
work area, evaluating their usefulness, and dealing with them appropriately was carried
out in each station as needed.
• The following procedures were followed for red tagging a particular station in general:
a. Red tagging criteria was determined as per job requirements in each station.
b. Holding areas were marked off and responsibility was identified.
c. Red tagging was performed with the active involvement of area workers.
d. The items were tagged and a red tag board was created.
e. The tagged items were moved to temporary holding areas.
f. All tagged items were disposed within a pre-determined time period.
Perform 2-S (Set in Order)
Arrangement of needed items was done first, so that they were easy to use and then a
visual control method was used, so that anyone could find and return the items.
A proper storage method that minimized inventory and promoted visual management was
implemented.
Sign boards, labels, shadow boards, and charts were used, so that the organization of
inventory, equipment, tools, and other items could be done without any hassle.
Safety, efficiency, and motion economy were critical for this step.
Since slot line was a moving assembly line, we focused on eliminating waste by
minimizing unnecessary motion.
Some of the procedures involved in motion minimization were:
a. Start and end each motion with both hands moving at once.
b. Both arms should move symmetrically and in opposite directions.
23
c. Avoid zigzagging motions and sudden changes in direction - move with a steady
rhythm.
d. Maintain a comfortable posture with comfortable motions.
e. Keep materials and tools close and in front.
f. Arrange materials and tools in the order of their use.
g. Keep operators at the proper height for the work to be done.
h. Make materials easy to pick up and move.
i. Make handles and grips in efficient, easy-to-use shapes and positions.
Perform 3-S (Shine)
Elimination of dirt, dust, and other foreign matter was important to make the workplace
clean.
The associates were directed to clean up personal belongings (if any) and working
environment, so there would be no areas untidy with trash, dirt, oil, batch material, and
other clutter.
Supervisors were involved to designate a time for everyone in each station to engage in
inspection and shine activities, either daily/weekly/monthly/quarterly as per the
requirement of the work station and the specific job.
Awareness for establishing and maintaining a clean workplace was paramount for
successful implementation of this step.
The focus was to clean everything in conjunction with functions and needs, thereby
eliminating small imperfections through cleaning/inspecting activities.
Perform 4-S (Standardize)
Standard procedures were made for inspection, cleaning, and housekeeping activities. It
24
was made sure that they were easy to follow and use.
All visual controls were deployed effectively. Labels and signs were made that were
easy to see from a distance. The safety of all associates was given utmost importance.
Continuous improvement boards were established to measure the progress in each station
as per needs and specifications of a particular job.
Communication of standards and procedures was carried by the supervisor to all
associates.
A process was established so as to ensure adherence to standards and procedures.
Perform 5-S (Sustain)
Proper training and correct procedures were established for each station as per the job
type, needs, and specific criteria.
Feedback and follow up on the implementation of the process was critical for longevity
and the continuous improvement process.
Awareness: need to understand what the 5S are and how important it is to sustain them.
Time: in the work schedule to perform 5S implementation.
Structure: for how and when 5S activities will be implemented.
Support: for efforts from management, in terms of acknowledgement, leadership, and
resources.
Rewards & Recognition: need to be rewarded for encouragement and motivation.
Limitations
Auditing process too time consuming.
Culture change of people.
Back to old habits and resistance to change.

25
Discipline to keep up the activity and to enforce it.
Commitment; one person/group more committed than others.
Pointing fingers.
Training for new hires.
26
Chapter IV: Results
Introduction
Amongst various methodologies to improve the production line, the Japanese
improvement ideology of lean manufacturing is the most proven and widely accepted. Today, a
lot of manufacturing companies are implementing this philosophy for better productivity and
quality. 5S, a powerful lean tool, is used to achieve efficiency, higher productivity, lower cost,
and for a continuous improvement process. The research project was undertaken to focus on
improving the assembly line flow by using effective and efficient lean manufacturing tools (5S in
particular), thereby resulting in increased productivity, run time, quality, and adapting to the 5S
culture as a means for continuous process improvement. This study was conducted to implement
the 5S process for a moving slot line assembly system. All the necessary steps (Sort, Set in
order, Shine, Standardize, and Sustain) were followed and procedures were created as per
requirement. Basically, the after and before results were analyzed and conclusions and
recommendations were made based on the study, which will be dealt later in Chapter V under
Discussion.
Visual Management System
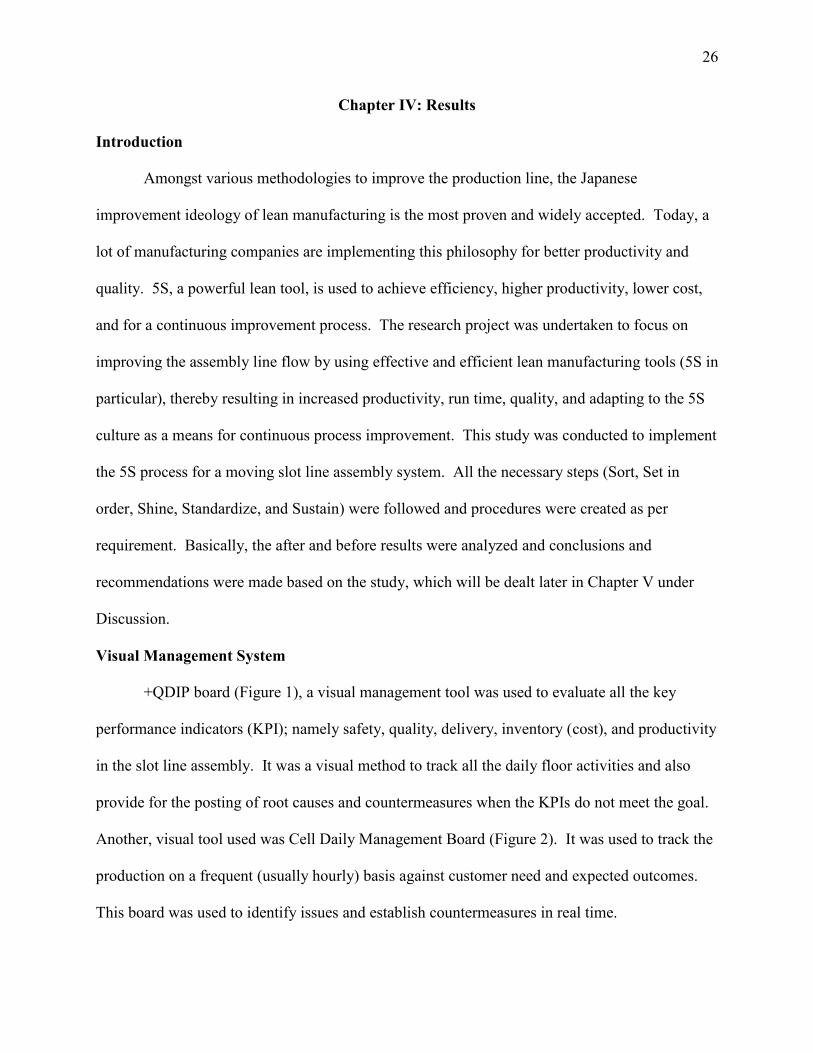
+QDIP board (Figure 1), a visual management tool was used to evaluate all the key
performance indicators (KPI); namely safety, quality, delivery, inventory (cost), and productivity
in the slot line assembly. It was a visual method to track all the daily floor activities and also
provide for the posting of root causes and countermeasures when the KPIs do not meet the goal.
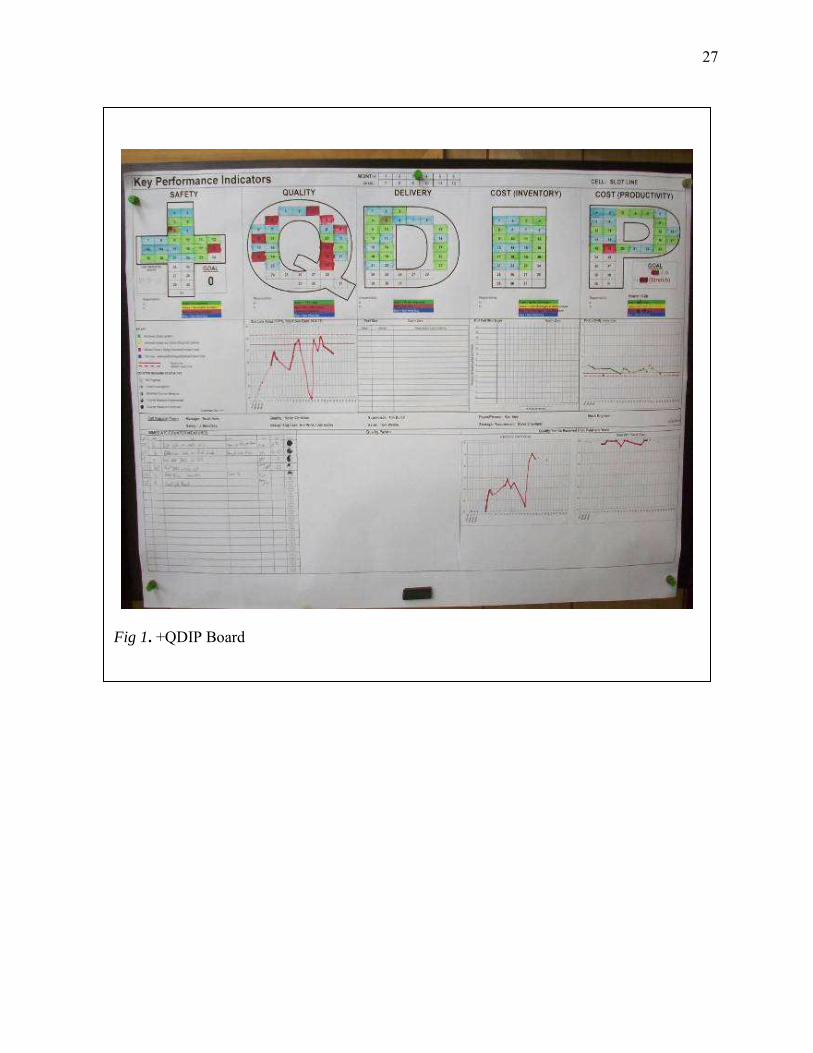
Another, visual tool used was Cell Daily Management Board (Figure 2). It was used to track the
production on a frequent (usually hourly) basis against customer need and expected outcomes.
This board was used to identify issues and establish countermeasures in real time.
27
Fig 1. +QDIP Board
28
Fig 2. Cell Daily Management Board

29
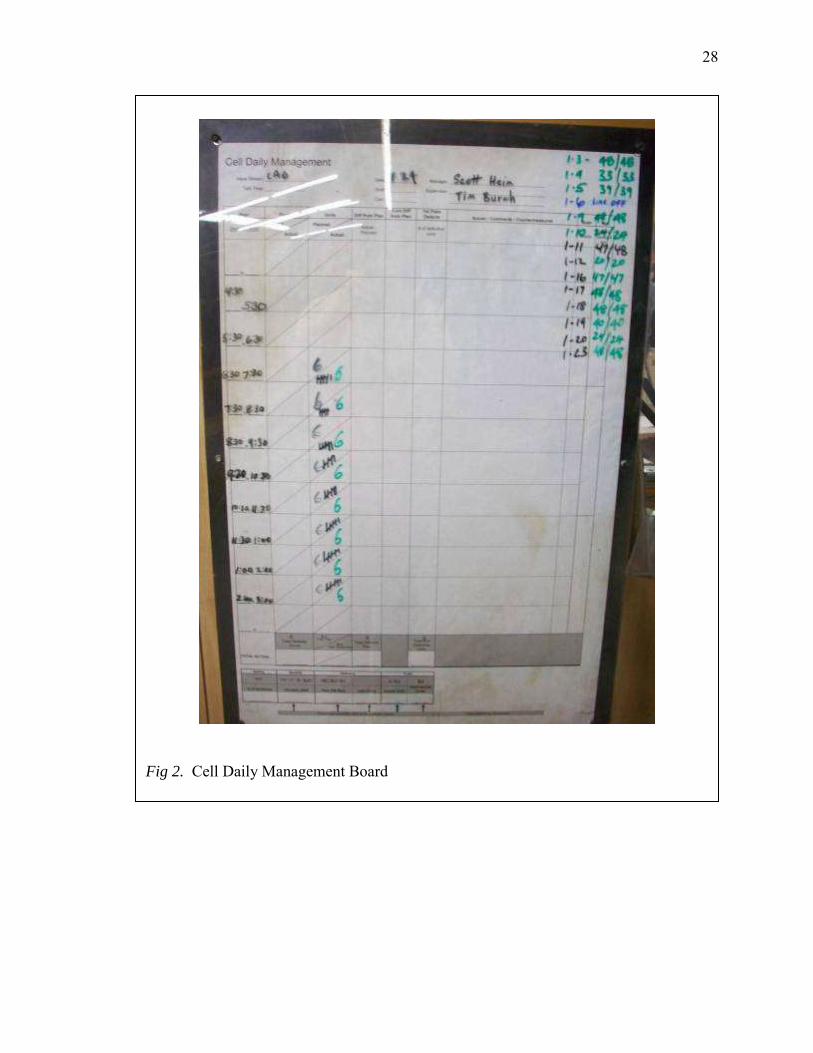
Red Tagging Strategy
In order to serve the purpose of sorting the unneeded items in a specific work station, a
red tagging strategy was followed. Basically, it was a simple approach that ensured the
unneeded items were distinguished from the needed. If the item was needed, was it needed in
the right quantity? If it was needed, does it need to be it that specific location or be moved as per
the job requirement? An unneeded item log list (Figure 3) was used to sort the unneeded items.
Then, a red tag area board (Figure 4) was used to standardize the red tagging activities. All the
rules, instructions, and red tagging procedures were highlighted on that board. The items were
reviewed either by the supervisor/utility associate and disposed of as required.
Figure 3. Unneeded Item Log List
Unneeded Item # Date Reason For Tagging Notes / Description
30
Figure 4. Red Tag Area Board
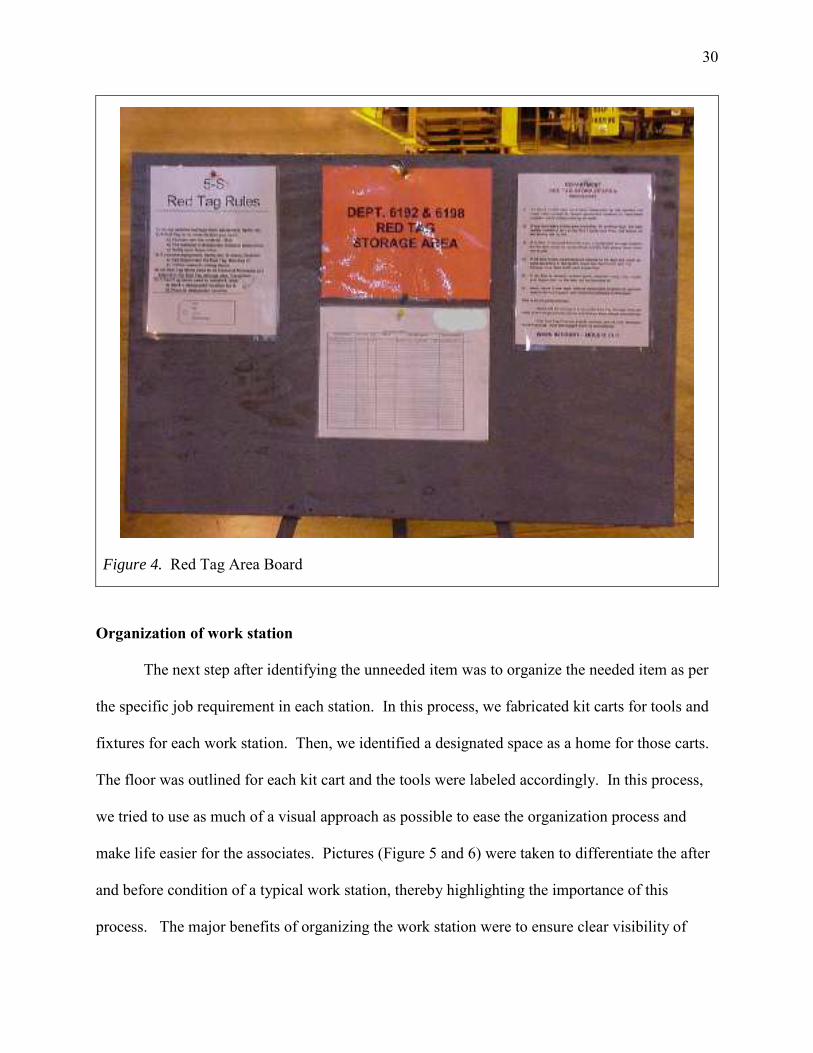
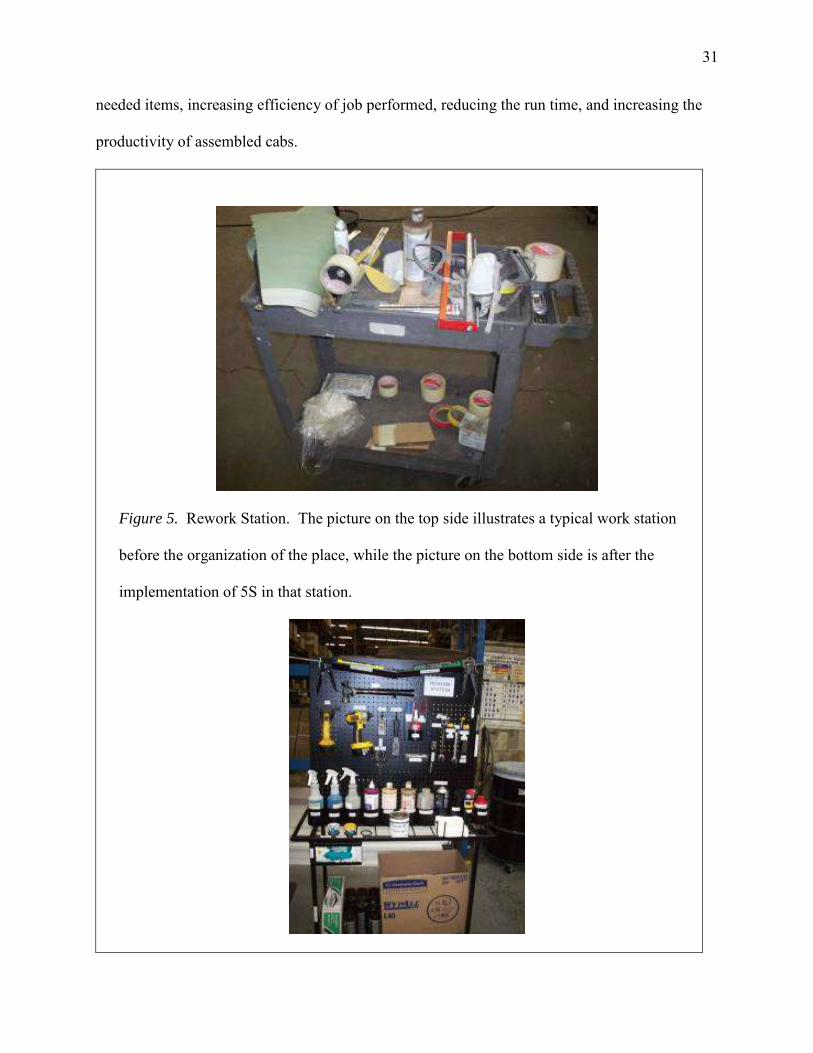
Organization of work station
The next step after identifying the unneeded item was to organize the needed item as per
the specific job requirement in each station. In this process, we fabricated kit carts for tools and
fixtures for each work station. Then, we identified a designated space as a home for those carts.
The floor was outlined for each kit cart and the tools were labeled accordingly. In this process,
we tried to use as much of a visual approach as possible to ease the organization process and
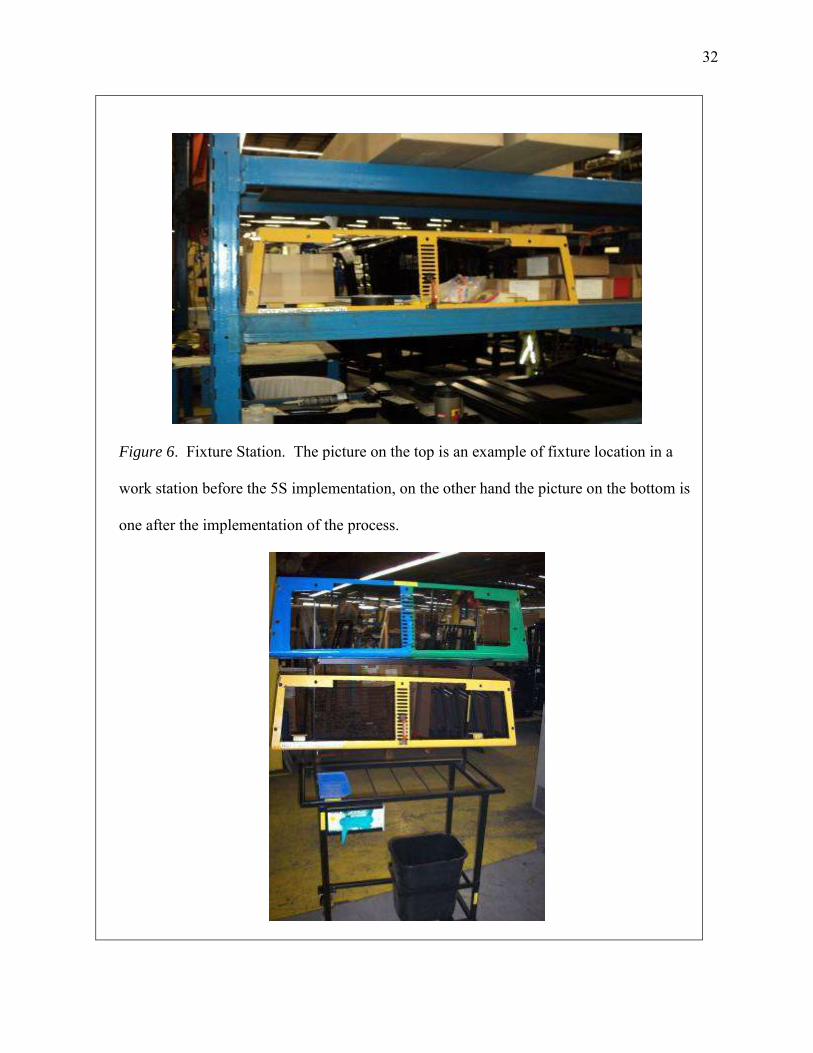
make life easier for the associates. Pictures (Figure 5 and 6) were taken to differentiate the after
and before condition of a typical work station, thereby highlighting the importance of this
process. The major benefits of organizing the work station were to ensure clear visibility of
31
needed items, increasing efficiency of job performed, reducing the run time, and increasing the
productivity of assembled cabs.
Figure 5. Rework Station. The picture on the top side illustrates a typical work station
before the organization of the place, while the picture on the bottom side is after the
implementation of 5S in that station.
32
Figure 6. Fixture Station. The picture on the top is an example of fixture location in a
work station before the 5S implementation, on the other hand the picture on the bottom is
one after the implementation of the process.
33
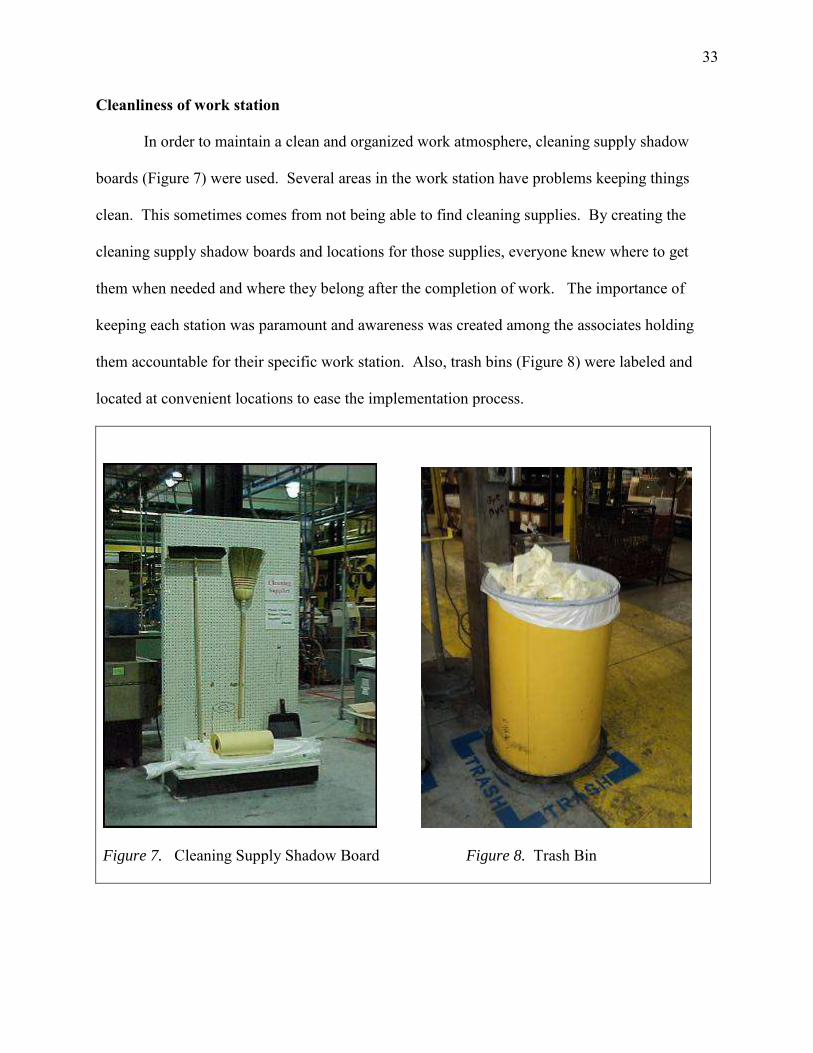
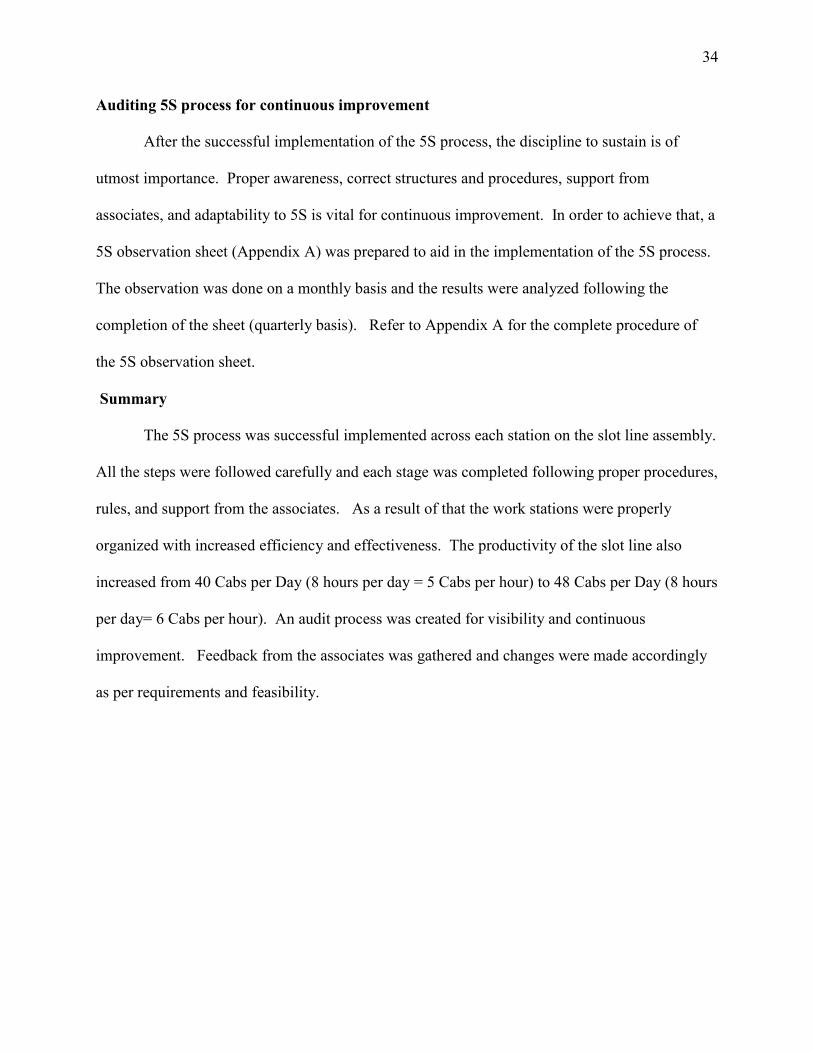
Cleanliness of work station
In order to maintain a clean and organized work atmosphere, cleaning supply shadow
boards (Figure 7) were used. Several areas in the work station have problems keeping things
clean. This sometimes comes from not being able to find cleaning supplies. By creating the
cleaning supply shadow boards and locations for those supplies, everyone knew where to get
them when needed and where they belong after the completion of work. The importance of
keeping each station was paramount and awareness was created among the associates holding
them accountable for their specific work station. Also, trash bins (Figure 8) were labeled and
located at convenient locations to ease the implementation process.
Figure 7. Cleaning Supply Shadow Board Figure 8. Trash Bin
34
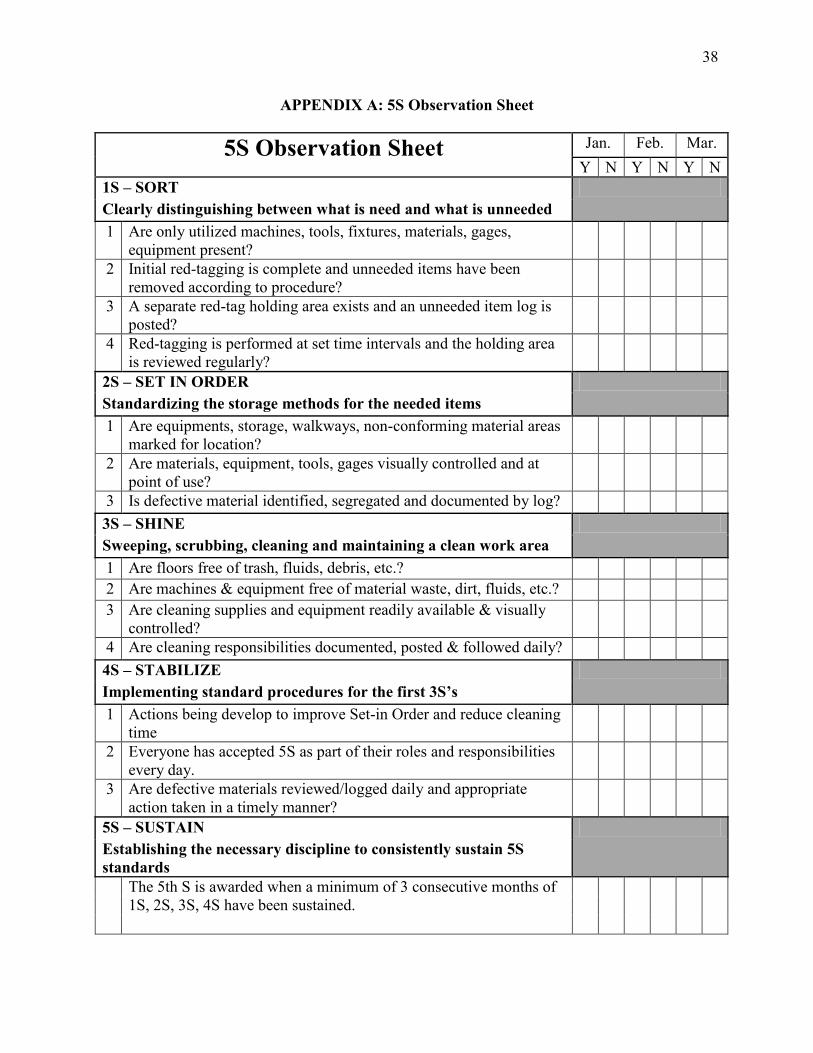
Auditing 5S process for continuous improvement
After the successful implementation of the 5S process, the discipline to sustain is of
utmost importance. Proper awareness, correct structures and procedures, support from
associates, and adaptability to 5S is vital for continuous improvement. In order to achieve that, a
5S observation sheet (Appendix A) was prepared to aid in the implementation of the 5S process.
The observation was done on a monthly basis and the results were analyzed following the
completion of the sheet (quarterly basis). Refer to Appendix A for the complete procedure of
the 5S observation sheet.
Summary
The 5S process was successful implemented across each station on the slot line assembly.
All the steps were followed carefully and each stage was completed following proper procedures,
rules, and support from the associates. As a result of that the work stations were properly
organized with increased efficiency and effectiveness. The productivity of the slot line also
increased from 40 Cabs per Day (8 hours per day = 5 Cabs per hour) to 48 Cabs per Day (8 hours
per day= 6 Cabs per hour). An audit process was created for visibility and continuous
improvement. Feedback from the associates was gathered and changes were made accordingly
as per requirements and feasibility.
35
Chapter V: Discussion
5S, lean tool derived from the Japanese culture meaning“Seiri” (Sort), “Sheton”
(Set in order), “Seiso” (Shine), “Seiketsu” (Standardize), and “Shitsuke” (Sustain). The problem
situation for this project study was taken from a XYZ manufacturing company. The research
study is based on a moving conveyor line for assembly of the cabs. The company is a well
known fabricator of sheet metal in North America and supplies operator cab roll over protective
structures to leading original equipment manufacturers such as John Deere, Caterpillar, and
Miller. The implementation of the 5S process is based on a moving slot line assembly for that
company.
As discussed earlier in the beginning of paper, the purpose of the study is to focus on
improving the assembly line flow by using effective and efficient lean manufacturing tools (5S in
particular), thereby resulting in increased productivity, run time, quality, and adapting to the 5S
culture as a means for continuous process improvement.
Limitations
This project was limited to only one moving assembly line on the plant floor. The
implementation of the same process in other areas of the plant was not covered under the scope
of study. The same process might not be recommended for any other moving assembly line as
there were many variables that might alter the output of the project. Auditing the process of 5S
implementation was time consuming. Training of the new hired associates for the 5S
implementation is not covered within the scope of the study. However, recommendations for
continuous improvements were provided within the scope of study. This project study was
carried by the author while working as an intern for the Company XYZ from Jan 2011 to Dec
2011.
36
Recommendations
Since the slot line was a moving assembly line, the implementation of the 5S process was
limited to one work station. One recommendation is to allow sufficient time to track the audit
process on a monthly basis. Based on the reports and result analysis, efforts should be made to
improve the implementation in every step: sort, set in order, shine, standardize, and sustain
continuous improvement. In order to communicate the issues and information, weekly meetings
between the supervisor and associates would be beneficial. Also, the follow up on the progress
of 5S in each step is a must for its successful implementation. The culture of 5S as a discipline
and behavioral change is important not only in specific work stations but can also be extended
beyond other areas within the company.
Conclusions
5S implementation is a foundation for a continuous improvement process. 5S is
fundamental in implementing a visual management system, thereby improving safety, quality,
productivity, and minimizing cost. All the steps; sort, set in order, shine, standardize, and sustain
must be properly followed and completed for the successful implementation of the process. The
result of implementation was that the work stations were properly organized with increased
efficiency and effectiveness. The productivity of the slot line also increased from 40 Cabs per
Day (8 hours per day = 5 Cabs per hour) to 48 Cabs per Day (8 hours per day= 6 Cabs per hour).
Awareness of the 5S process and discipline are paramount to sustainability of the process.
Developing a 5S work culture is important not only in specific areas but efforts should be made
for adaptability throughout the company.
37
References
Egglestone, A. & Sohal, A. S. (1994). Lean production: Experience among Australian
organizations. International Journal of Operations & Production Management, Vol. 14,
No. 11, pp. 35-51, ISSN 0144-3577
Fled, M. W. (2000). Lean Manufacturing: Tools, Techniques and how to use them. Boca
Raton, London: The St. Lucie Press.
Jones, D. T., Roos, D., & Womack J. P. (1990). The Machine that Changed the World: The
Triumph of Lean Production. Rawson Associates, New York, NY, USA.
Jones D. T., and Womack J. P. (2003). Lean Thinking - Banish waste and create wealth in
your corporation. Free Press, New York, NY, USA
Jones D. T., & Womack J. P. (2003). Lean Thinking. Free Press, p. 352.
Karlsson, C., and Par, A.,. (1996). Assessing changes towards lean production. International
Journal of Operation & Production Management, Vol. 16, No. 2, pp. 24-41.
Krafcik, John F. (1988). Triumph of the lean production system. Sloan Management Review 30
(1): 41–52.
Monden, Y. (1998). Toyota Production System- An Integrated Approach to Just-in-Time.
Norcross, Georgia: Engineering & Management Press, 3rd Edition.
Ohno, Taiichi. Toyota Production System (TPS), ISBN 978-0915299140
38
APPENDIX A: 5S Observation Sheet
5S Observation Sheet Jan. Feb. Mar. Y N Y N Y N
1S – SORT Clearly distinguishing between what is need and what is unneeded 1 Are only utilized machines, tools, fixtures, materials, gages,
equipment present?
2 Initial red-tagging is complete and unneeded items have been removed according to procedure?
3 A separate red-tag holding area exists and an unneeded item log is posted?
4 Red-tagging is performed at set time intervals and the holding area is reviewed regularly?
2S – SET IN ORDER Standardizing the storage methods for the needed items 1 Are equipments, storage, walkways, non-conforming material areas
marked for location?
2 Are materials, equipment, tools, gages visually controlled and at point of use?
3 Is defective material identified, segregated and documented by log? 3S – SHINE Sweeping, scrubbing, cleaning and maintaining a clean work area 1 Are floors free of trash, fluids, debris, etc.? 2 Are machines & equipment free of material waste, dirt, fluids, etc.? 3 Are cleaning supplies and equipment readily available & visually
controlled?
4 Are cleaning responsibilities documented, posted & followed daily? 4S – STABILIZE Implementing standard procedures for the first 3S’s 1 Actions being develop to improve Set-in Order and reduce cleaning
time
2 Everyone has accepted 5S as part of their roles and responsibilities every day.
3 Are defective materials reviewed/logged daily and appropriate action taken in a timely manner?
5S – SUSTAIN Establishing the necessary discipline to consistently sustain 5S standards
The 5th S is awarded when a minimum of 3 consecutive months of 1S, 2S, 3S, 4S have been sustained.