thread rolling solutions - quality tools & · pdf filethread rolling solutions a guide to...
TRANSCRIPT

THREAD ROLLING SOLUTIONS
A GUIDE TO THREAD ROLLING BASICS AND THREAD ROLLING STYLES
C . J . W I N T E R M A C H I N E T E C H N O L O G I E S , I N C

3
Working Face Calculation3
14
2
C
B
A
4 1
A
C
B
2
L
F
B
Figure #3
F
AAL
Figure #2
F
B
Locating Edge
LA
Chamfer
Second EdgeFigure #1
How to Determine the Correct Working Face
LA
F
Figure #4
Figure #1 and #3 - F=(2.25xP)+L Figure #2 and #4 - F=(2.50xP)+L A=1.50xP B=1.25xP
Figures 1 through 4 are intended to help you calculate the working face “F” for various thread rolling applications, and how to position the roll properly. The working face (or “F” dimension) of the thread roll must always be greater than the length of the thread that needs to be rolled. The general rule is to allow the thread to overhang each end of the blank by at least 1 ¼ threads (root to root or crest to crest = 1 thread).
A = Chamfer Side B = Shoulder Side L = Length of Rolled Thread P = Pitch

Thread Roll
Cut Off
Part
Collet
Drive Slot
3
3
14
2
C
B
A
4 1
A
C
B
2
Model Std. W.F. Model Std. W.F. Model Std. W.F.125-SA 0.552 14GA 0.625 76000 (0-375) 0.468134-SA 0.625 18GA 0.844 76100 (6-625) 0.625141-SA 0.875 20GA 1.000 76200 (10-750) 0.812151-SA 0.875 22GA 1.375 76300 (30-1000) 0.812160-SA 1.530 24GA 1.500 76400 (25-1125) 1.062162/163-SA 1.265170-SA 1.530 Model Std. W.F.172/173-SA 1.265 B-5 0.500
B-8 0.500Model Std. W.F. B-10 (500-G2A) 0.625 Model Std. W.F.1421-SA 0.625 B-13 (750-G2A) 0.875 CBL 0.8121431-SA 0.625 B-18 (1000-G2A) 1.125 BBL 1.0621448-SA 0.625 B-36 1.125 DBL 1.312
Davenport
Reed
Salvo
WC-1 Standard WorkfaceWinter Landis Detroit
Type C-1 Rolls for Straight Threads
When to Use WC-1 Style 1) Rolling on outboard end of work. 2) Standard Working Face is satisfactory for length of thread to be rolled. 3) Position of attachment in relation to collet is not important. 4) Sufficient clearance is available on either side of working face.
Standard: Working face as listed above Optional: Special bevels, machined breakouts,
bronze bushings, left handed threads, multiple leads.

3
3
14
2
C
B
A
4 1
A
C
B
2
Drive Slots
Cut Off
Part
ColletThread Roll
Model Std. W.F. Model Std. W.F. Model Std. W.F.125-SA 0.480 14GA 0.500 76000 (0-375) 0.344134-SA 0.500 18GA 0.750 76100 (6-625) 0.500141-SA 0.750 20GA 0.813 76200 (10-750) 0.688151-SA 0.750 22GA 1.000 76300 (30-1000) 0.688160-SA 1.417 24GA 1.250 76400 (25-1125) 0.938162/163-SA 1.135170-SA 1.417 Model Std. W.F.172/173-SA 1.135 B-5 ---
B-8 0.437Model Std. W.F. B-10 (500-G2A) 0.500 Model Std. W.F.1421-SA 0.500 B-13 (750-G2A) 0.750 CBL 0.7501431-SA 0.500 B-18 (1000-G2A) 1.000 BBL 0.9371448-SA 0.500 B-36 1.000 DBL 1.187
Davenport
Reed
Salvo
WCR-1 Standard WorkfaceWinter Landis Detroit
Type CR-1 Rolls for Straight Threads
When to Use WCR-1 Style 1) Length of thread on part to be reversed (doubling) production from each pair of
rolls). See instructions on determining correct working face.
Standard: Double drive slots; working face as listed above
Optional: Special bevels, machined breakouts, bronze bushings, left handed threads, multiple leads.

Part
Cut Off
Drive Slot
Thread RollCollet
3
3
14
2
C
B
A
4 1
A
C
B
2
Collet
Cut Off
Part
Drive Slot
Thread RollWorking face must be specified when ordering WC-2 Style. Working face must be specified when ordering WC-3 Style.
Type C-2 Rolls for Straight Threads
When to Use WC-2 Style 1) Rolling threads behind a shoulder at cut-off end. 2) Narrow width required due to part configuration. 3) Attachment to be positioned as close to collet as possible.
Optional: Special bevels, machined breakouts, bronze bushings, double drive slots, left handed threads, multiple leads.
Type C-3 Rolls for Straight Threads
When to Use WC-3 Style1) Rolling threads behind a shoulder at cut-off end. 2) Narrow width required due to part configuration. 3) Attachment to be positioned as close to collet as possible.
Optional: Special bevels, machined breakouts, bronze bushings,double drive slots, left handed threads, multiple leads.

Part
Cut Off
Thread RollCollet
Drive Slots
3
3
14
2
C
B
A
4 1
A
C
B
2
Thread RollCollet
Drive Slot
Part
Cut Off
Working face must be specified when ordering WC-4 Style as well as the length of hub opposite the drive slot.
Working face must be specified when ordering WDR-5 Style as well as groove diameter and/or stock diameter.
Type C-4 Rolls for Straight Threads
When to Use WC-4 Style 1) It is important to maintain position of attachment on the
cross slide. 2) Need to maintain the position of the cut-off end of the part
relative to the collet Optional: Special bevels, machined breakouts, bronze bushings,
double drive slots, left handed threads, multiple leads.
Type DR-5 Rolls for Straight Threads
When to Use WDR-5 Style1) When rolling two threads of the same diameter and pitch which
are separated by a shoulder 2) Rolling behind a shoulder where length of thread permits rolls
to be reversed (doubling production of 1 pair of rolls).
Standard: Recessed double drive slots. Optional: Special bevels, machined breakouts, bronze bushings, left
handed threads, multiple leads.

3
3
14
2
C
B
A
4 1
A
C
B
2
Thread Roll
Cut Off
Part
Collet
Drive Slot
Model Std. W.F. Model Std. W.F. Model Std. W.F.125-SA .636* 14GA --- 76000 (0-375) 0.593134-SA .750* 18GA --- 76100 (6-625) 0.750141-SA 1.000* 20GA --- 76200 (10-750) 0.938151-SA 1.000* 22GA --- 76300 (30-1000) 0.938160-SA 1.656* 24GA --- 76400 (25-1125) 1.188162/163-SA 1.395*170-SA 1.656* Model Std. W.F.172/173-SA 1.395* B-5 ---
B-8 0.560Model Std. W.F. B-10 (500-G2A) 0.750 Model Std. W.F.1421-SA .750* B-13 (750-G2A) 1.000 CBL 0.9371431-SA .750* B-18 (1000-G2A) 1.250 BBL 1.1871448-SA .750* B-36 1.250 DBL 1.437*Gear Guard must be removed when installing
Davenport
Reed
Salvo
WD-1 Standard WorkfaceWinter Landis Detroit
Type D-1 Rolls for Straight Threads
When to Use WD-1 Style 1) Working face of rolls with standard hubs is not sufficient for length of thread
required. See instructions for determining correct working face.
Standard: Recessed drive slot, extended standard working face as listed above.
Optional: Special bevels, machined breakouts, bronze bushings, left handed threads, multiple leads.
Collet
Cut Off
Part
Drive Slots
3
3
14
2
C
B
A
4 1
A
C
B
2
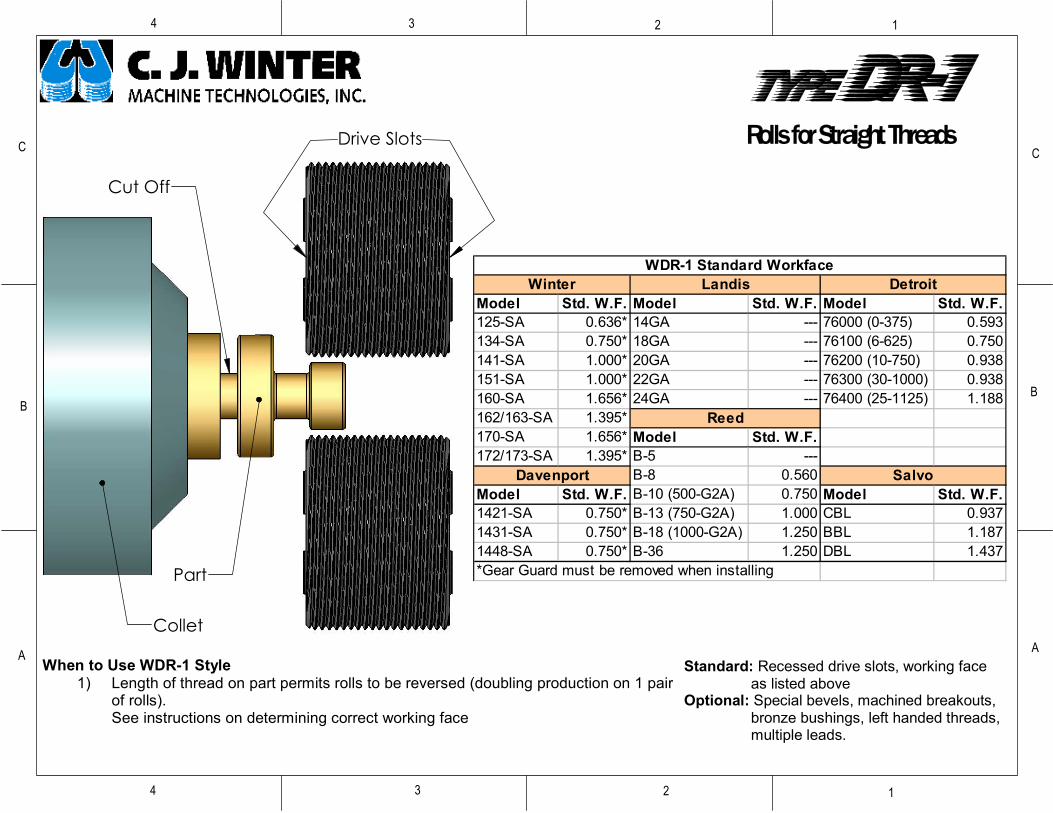
Model Std. W.F. Model Std. W.F. Model Std. W.F.125-SA 0.636* 14GA --- 76000 (0-375) 0.593134-SA 0.750* 18GA --- 76100 (6-625) 0.750141-SA 1.000* 20GA --- 76200 (10-750) 0.938151-SA 1.000* 22GA --- 76300 (30-1000) 0.938160-SA 1.656* 24GA --- 76400 (25-1125) 1.188162/163-SA 1.395*170-SA 1.656* Model Std. W.F.172/173-SA 1.395* B-5 ---
B-8 0.560Model Std. W.F. B-10 (500-G2A) 0.750 Model Std. W.F.1421-SA 0.750* B-13 (750-G2A) 1.000 CBL 0.9371431-SA 0.750* B-18 (1000-G2A) 1.250 BBL 1.1871448-SA 0.750* B-36 1.250 DBL 1.437*Gear Guard must be removed when installing
Davenport
Reed
Salvo
WDR-1 Standard WorkfaceWinter Landis Detroit
Type DR-1 Rolls for Straight Threads
When to Use WDR-1 Style 1) Length of thread on part permits rolls to be reversed (doubling production on 1 pair
of rolls). See instructions on determining correct working face
Standard: Recessed drive slots, working face as listed above
Optional: Special bevels, machined breakouts, bronze bushings, left handed threads, multiple leads.

1 47' Standard Taper1 47' Standard Taper
Part
Cut Off
Collet
Drive Slot
Thread RollThread RollCollet
Drive Slot
Part
Cut Off
3
3
14
2
C
B
A
4 1
A
C
B
2
Type K-2 Rolls for Taper Pipe Threads
Standard: NPT or NPTF as specified 45 deg. Chamfer, working face as listed in table
Optional: Special working face, bronze bushings
Type Q-2 Rolls for Taper Pipe Threads
When to use Q-2 Style1) Rolling taper pipe threads with small end of work away
from collet
1/16 - 27 NPT/NPTF 0.375 3/4 - 14 NPT/NPTF 0.7241/8 - 27 NPT/NPTF 0.375 1.000 - 11.5 NPT/NPTF 0.9001/4 - 18 NPT/NPTF 0.562 1 1/4 - 11.5 NPT/NPTF 0.9243/8 - 18 NPT/NPTF 0.562 1 1/2 - 11.5 NPT/NPTF 0.9411/2 - 14 NPT/NPTF 0.712
WK-2 and WQ-2 Standard Working Face
When to use K-2 Style 1) Rolling taper pipe threads with small end of work towards
the collet