this recording prohibited. manufactured by dr. walther ... · dr. walther glet, seevetal january...
TRANSCRIPT

All rights of the manufacturer and of the owner of the recorded work reserved. Unauthorised copying, lending, hiring, public performance, diffusion and broadcasting of this recording prohibited. Manufactured by
Dr. Walther Glet, Seevetal
January 2000

HAMBURG

Arbeitsgemeinschaft der Bitumen-Industrie e.V
Five Stages Model forBitumen Emulsion Setting
in Road ConstructionDr.rer.nat.Walther Glet
Hamburg
All emulsions consist of a carrying andcontinuous phase which is water and adispersed phase which is bitumen.

Emulsionsmany – phased systems
carrying phase dispersed phases
water bitumen

There are three different kinds of emulsionsdependent on the kind of emulsifier and itscharacteristic kind of polarity orelectrochemical charging.

Types of Emulsions·non ionic
·anionic
·cationic

This is possible because of the structure ofthe water molecule and the structure of theemulsifier molecule being dipoles.

Structure Dipole
Water H2O

The emulsifier molecule has a longhydrophobic tail sticking in the surface ofthe bitumen and a hydrophil end raising outof the bitumen surface into the water. Hereit is shown with the cationic type ofemulsifier. Being highly polar the dipoles ofthe water are attracted covering this end ofthe emulsifier molecule.

Molekule Structure of EmulsifierPolarity
hydrophobe hydrophile
Talgpropylene-DiamineC18 Chain

When the emulsifier covers the surface of theemulsion droplet an electrochemical bilayer isproduced. The droplets are protected from touchand on top of that more stabilised by repellingbecause of their same charging.Only if this bilayer is active no more the dropletsare allowed to contact and to sinter producing acontinuous phase which is breaking and setting ofthe emulsion.

droplet
- -
Electrochemical Bilayer

Anionic emulsifiers behave in the same waybut with negative charging.

Emulsifier Molekule

Non-ionic emulsifiers having no charging butonly being a strong dipole can only work byproducing a strong electrochemical bilayer.

Emulsifier Molekule

The viscosity of the emulsion is similar towater but rises dramatically as soon as theemulsion droplets touch. This happensbetween 60 and 70 % of dispersed bitumenbut it is also dependent on the droplet sizeinclusive their bilayer.

Viscosity and Consistency in Dependence of Bitumen Contents
thickening after with thickener
normal emulsion
solid
firmly pasty
middle pasty
soft pasty
liquid
V i s k o s i t y

The breaking mechanism is dependent on the kind of emulsion andthe conditions of application. The main setting kinds are- drying e.c. evaporating of the water phase

stage 4/ 5
stage 2/ 3
stage 1
substrate
evaporatingwater
Drying of Emulsion

sucking off water by a porous subgrade which is a kindof sieving the droplets from the water by thesubgrade.

stage 1
stage 2
stage 3 to 5
porous substrate
Sieve effect water is sucked off by porous substrate

These two mechanisms can happen with allemulsions but for nonionic they are the onlykinds of setting and solidification.

On top of this anionic emulsions can reactwith Ca++-or other metal ions coming fromthe subgrade or from an accelerator. Theseions make the emulsifier insoluble and so itis working no longer.

Anionic Emulsion Breaking decrease of pH-value
reaction with metal ions
Ca++
Ca++
Mg++
Ca++
Mg++
Ca++ Mg++
Mg++

Cationic emulsions react with the subgradedirectly by exchange of electrochemicalcharging. The subgrade being more or lessanionic neutralises the cationic charging ofthe emulsifier making it inactive.

stage 1
stage 2
stage 3 to 5
Substrate
Breakdown of emulsion cationactive
increase of pH-value
electrochemical charge exchange +

Independent on all kinds of emulsion types aswell as their chemical and physical behaviourthere is one item in common for all emulsionbreaking which is the separation of water andoily phase.

Emulsion Breaking
Separation ofBitumen and Water

For this a model in five stages can be described.

Setting and Solidification
in
5 Stages

In the first stage the emulsion droplets arefreely movable and the emulsion is fully intact.This is the stage when all kinds of mixings,spreadings, thinnings, applications etc. have tobe done. This is the only stage in which theemulsion can be mixed homogeneously and inwhich an unperforated coating of substrate ispossible

Stage 1
Intact emulsion in water -aggregate pieces are wetted with intact emulsion -all particles are freely movable

In stage two the emulsion droplets start tocoalesce. The electrochemical bilayer isinterrupted and they have approached so much,that they form conglomerates. The droplets arestill recognisable but not freely movable anymore.Most of the oily phase can come out of thecontinuous carrying water phase and the emulsionseems to be full of lumps or clods and theconsistency has increased. Very often theemulsion can be reduced in stage 1 by stirring butthere is a great danger of irreversiblecoalescence. In this stage a uniform application orhomogeneous mixing like stage 1 is not possibleany more.

Stage 2
Emulsion droplets start to coalesce being well recognisable. They are fixed on the aggregate. The particles cannot move freely any more.

In stage three the conglomerates of stage 2have so far coalesced that no emulsiondroplets can be seen any more but theislands of coalesced oily phase are stillcoated with water and form no completebinder matrix. The emulsion is full ofcrumbles and very often water is separated.In this stage the system very often is called“cheesy” and though there is nearly nocohesion the oily phase cannot bereemulsified. In mixings and applications thesubstrate should be fully coated with goodadhesion but the oily phase is not jetcontinuous.

Stage 3
coalesced droplets in covered surface but no separate islands cohesion, crumble-like
granular

In stage four the conglomerates have coalescedso much that they are linked and becomecohesive. That is the first stage in which the oilyphase of the emulsion becomes the continuousphase and is no longer dispersed. There is greatdanger that water droplets are included andsome sort of invert emulsion is produced. Formixings and applications only in this stage thesolidification is beginning and good strongcohesion should be produced,

Stage 4
link of oily phase start of cohesion

The stage five is the last one with solid waterfree oily phase being fully continuous. Bindershave produced full adhesion and cohesion allmixes are solid the total water contents havebeen regulated by environmental equilibrium.Mixes and applications are durably solid andfully serviceable.

Stage 5
solid waterfree compacted

The follow up of the stages can be shown clearlyby a slurry mix:1: Liquid mix,2: crumble like, brown mix, the emulsion can bereproduced with stirring in water.3: Black crumble like stage 3 without cohesion4: cohesive mix in stage 45: solid in stage 5.

Stages of
Slurry Mix1
2
3
4
5
The appearance of the stages is influenced byformulafabricationconditions of application

Appearance of theStages dependent on:
formula
fabrication
application

The following items are influenced by composition

Appearance of the Stages by Formula
·emulsifier system·changes in pH-value
·thickness and stability of electrochemical bilayer
·concentration of emulsifier·electrolytes

The appearance of the stages adhesion andcohesion is very dependent on the droplet sizedistribution which is closely linked to thefabrication.

It must be mentioned that anionic emulsionsnormally have a much smaller droplet size, thancationic emulsions.

Appearance of the Stages by Fabrication
droplet sizedistribution
The picture schematically shows the difference.The appearance of the stages will become theclearer the narrower the distribution curve willbe.It is the experience and knowledge of theproducer to find the optimal conditions foremulsion producing to get the droplet sizedistribution curve as narrow as possible at acertain droplet size maximum. One of the mostimportant influence comes from the colloid mill.

Droplet size distributionanionactive
cationactive
1 2 3 4 5 6 7 8 µm

The size of the droplets have indeeddifferent demands of emulsifier forstabilisation. The smaller and the moresurface the more surfactant and the morestability in stage 1.

But as soon as the emulsifier looses its activitysmall droplets can coalesce to a special solidbinder with very few water inclusions becausethere are no wedges when they touch. So stage 2and 3 can be overcome fast to reach stage 4 and5 very soon without any water inclusions.

Big droplet sizes in opposite have poorstability in stage 1. But coalescing theyinclude much water because of big wedges assoon as they touch. Very often the settingstops at stage 3 or 4 producing some sortsof invert emulsions.

Big Droplets Wedges Water Inclusions
Stage 2 Stage 3 Stage 4

If big droplets and small droplets are mixed,very often a fractional breaking takes placei.e. big droplets coalesce and small dropletsare flowing out with the emulsion water. Noclean stage can be attained.

Big droplets coalesce to stage 2
earlier than small ones

The droplet size distribution is influenced byemulsifying conditions and the colloid mill.Both are related to the composition andfabrication.

Droplet Size Distributionis influenced by
emulsifying condition colloid mill
• viscosity of bitumen construction
temperatures of water power of shearingand bitumen • rotor diameter
time of stay in• peripheral
velocity colloid mill
•
•
•
• •
• dosage of ingredients of rotor
• sequence of dosage

But the droplet size distribution influencesactively
the behaviour of the emulsion

Droplet Size Distributioninfluences

Droplet Size Distributioninfluences
behaviorstorabilityhomogenity creaming

the reaction of the emulsion

Droplet Size Distributioninfluences
behaviorstorabilityhomogenity creaming
reactionbreaking processseparated bitumen

and the specification of the emulsion.

Droplet Size Distributioninfluences
behaviorstorabilityhomogenity creaming
reactionbreaking processseparaed bitumen
Specification
viscosity
thixotropy
stability

A very important influence is the link of thebitumen coming from the emulsion to thesubgrade. Only small droplets can penetrateinto the pores of the subgrade. Very big oneslay on top including water which perforatesthe adhesion producing blisters and holes.

Droplet size influences penetration into pores of substrate
1µm 1-10 µm >10 µm

The main influence on the appearance of thestages due to application is the viscosity ofthe bitumen which is closely linked totemperature and to the subgrade where it isapplied on.

The lower the viscosity of the oily phase thefaster the droplets of the emulsion producea continuous phase as soon as the emulsifierlooses its activity. That means stage 5 can bereached by overjumping stages 2 to 4.However high viscosity can stop the settingat stage 3. The viscosity is very muchdependent on temperatures but can also beinfluenced by solvents and fluxes.

Viscosity of Oily Phase
touch and sinter touch but no sinter
Decreasing temperatursummer winter

The mineral surfaces of the subgrades or aggregates in mixes reactvery different with cationic emulsions. Some items were mentionedbefore but a severe additional point is the kind and distribution ofdirt and dusty powders in the mixes or on the surfaces.

Reactions ofMineral Subgrades
· electrochemical exchange of charging
• change of PH – value
·ion exchange·sucking off water
·dirt and dust on surface

So the adhesion taking place in stage 1 is atfirst a process of displacement of water anddirt

Good AdhesionStage 1
Displacement of Water
Penetration of Dirt

and in stage 2 the bitumen droplets areattracted to the surfaces of the stonesbeing fixed.

Good Adhesion
Stage 2
Attraction to Subgrade
The layer adhesion can only develop if theemulsion mix meets the subgrade in stage 1early enough to be attracted forming anuninterrupted tacky bitumen film. Adhesionsto the stones and to the subgrade areformed simultaneously.

Layer Adhesion
after application in stage 1:
tight sealing andunperforated film on subgrade

Cohesion is not allowed to develop in thestages 1 to 3. There is coalescence of thebitumen droplets only to bituminous lumps.

No Cohesionfrom Stage 1 to Stage 3
Coalescence of the
Bitumen Droplets

Good cohesion is formed since stage 4 wherethe solidification is starting.

Good Cohesionfrom Stage 4 to Stage 5
Sinter of
Bitumen Crumbles

SolidificationStage 4
Decrease of Voids
It is very important that the adhesion in allstages is stronger than cohesion because thisis the best reason for a perfect coating ofthe aggregate.

1 2 3 4 5 stages
5 10 15 20 time (min)
adhesion cohesion
link
Adhesion always above Cohesion
link

If there is stronger cohesion than adhesion inthe stages 3 and 4 and the mix is moved e.g.treatment by rolling tires the bitumen will beruptured from the stone surface leaving ituncoated.

1 2 3 4 5 stages
5 10 time (min)
cohesion
adhesion
Cohesion in Stages 3 and 4 stronger than Adhesion
rupture

It is obvious that these five stages ofemulsion setting can be related to the usebehaviour of emulsions.

Relation of Stages to
Kind of Application
and Use

In dependence on a certain use objectionspecial stages must be dominant and arewanted but others make troubles but areunavoidable.

Process ofEmulsion Technique
•Stage 1 Mixing·Stage 1 Application
·Stage 2/3 Setting·Stage 4 Solidification
·Stage 5 Use

The stages must be adapted to theapplication and use and the neededcharacteristic intervals of the mode ofapplication and the technique of emulsion use.

Adaption of theStages tocaracteristicIntervals

Bitumen emulsions are mainly used in three differentways which are:- Thin films in surface dressing i.e. spraying and
chipping.- Thin layers and thin courses slurries i.e. mixing with
aggregate and spreading of the mix.- Thick courses of cold mix asphalt i.e. mixing with
aggregate and building in by paver and compaction.
For all purposes cationic emulsions arecommonly used. They all react with thesubstrate and the aggregate by H+
absorption and/or charge exchange.

But the different kinds of application andtreatment make different stages important oressential for the success.For emulsion surfacing the emulsion layer being stillin stage 3 cannot be released to the traffic. It isresttime for the solidification of the binder comingfrom the emulsion pressing out the water bycontraction. So the stages 2 and 3 should be asshort as possible and are not really wanted foremulsion surfacing.

It is even fatal if stage 3 cannot beovercome if the solidification process stopsat this stage. The traffic then will damageand crumb the emulsion layer. The release tothe traffic is highly linked to strongadhesion and cohesion like in stage 4/5.

Slurry Rupture after Application in November Good Adhesion no Cohesion:
Stage 3

Extremely important is the synchronousdevelopment of adhesion and cohesion. Bothmust form spontaneously. Adhesion can onlydevelop if the surface is wetted withemulsion in stage 1 and is evolved in stage 3.Cohesion is not allowed to be strong in thisstage and is formed not before stage 4.

In opposite cold mix asphalts for thickcourses are not allowed to develop stage 4 oreven 5 spontaneously. They must stop atstage 3 with good adhesion but no cohesionto be transported and built in. Stage 2 oreven stage 3 must form in the mixer already.So the mix can be collected in a crumbledheap.In this heap just from the mixer the top islight brown showing stage 2 but on thebottom the material is a little bit older instage 3 with nearly black colour. The totalwater is dosed so that nothing flows out.

Stage 2
Stage 3
no water running out
Cold Asphalt just after Mixing

Now let us come to the different kinds ofuse in particular. Surface dressing has thefollow up of spraying of emulsion at first andchipping immediately afterwards penetrationinto the subgrade and wetting of theaggregate all in stage 1 within very shortintervals.

Surface D ressing
stage 1 spreading of emulsion, chipping, short lasting
stage 2 adhesion to aggregate and subgrade short lasting
stage 3 not wanted
stage 4 cohesion, release to traffic
stage 5 use

Emulsion sprayingStage 1
chipping
Surface Dressing

If the spraying is done separately fromchipping there is great danger of emulsiondrying producing a membrane on top.

Surface Dressing
spraying of emulsion

Drying of Sprayed Emulsion
Stage 1Membrane
Stage 5

If the stones fall into stage 1 emulsion theyare wetted well but on a membrane nowetting is possible.

stone
emulsion 1
substrate
membrane 4/5thin
emulsion
broken emulsion
substrate
Chipping for Surface Dressing
Aggregate in Stage 1 Emulsion
Aggregate in Emulsion with dried Membrane

Here you see chipping far away from sprayingwith bad results for the aggregate fixing.

Chipping into dried Emulsion too long Interval after Spraying
Membrane

Even if the chipping is done shortly afterspraying while sun is shining hot drying willbe fast and you can see faults in between thetrees where the sun met the road and thesprayed emulsion.

Loss of Stones
between Trees
Stage 4/5 in Membrane by Drying through
Sunshine
Surface dressing under low temperatureproduces faults in the shadow of treesopposite to sunshine.

Surfacing Dressing at low Temperature
aggregate loss tree shade

If it is done too late in the season under rainycold weather conditions the whole surfacedressing looses stones because the emulsion doesnot solidify but stops setting at stage 3.

Loss of Stones in Surface Dressing at low Temperatures
Stage 3/4

A test was created to make the stage 4visible in RS emulsions setting.We take a stamp on the bottom of a vesseland overlay it with aggregate. Then we pouremulsion on it and leave the sample for 24hours in rest at room temperature. A lidprohibits water evaporation. Then we pull thestamp out of the vessel and plot the wayagainst resistance power.

Measuring Device for Cohesion and Adhesion of RS Emulsions
StampFeed
10mm/min
Lid
Bolt/Distance Holder Stamp Plate

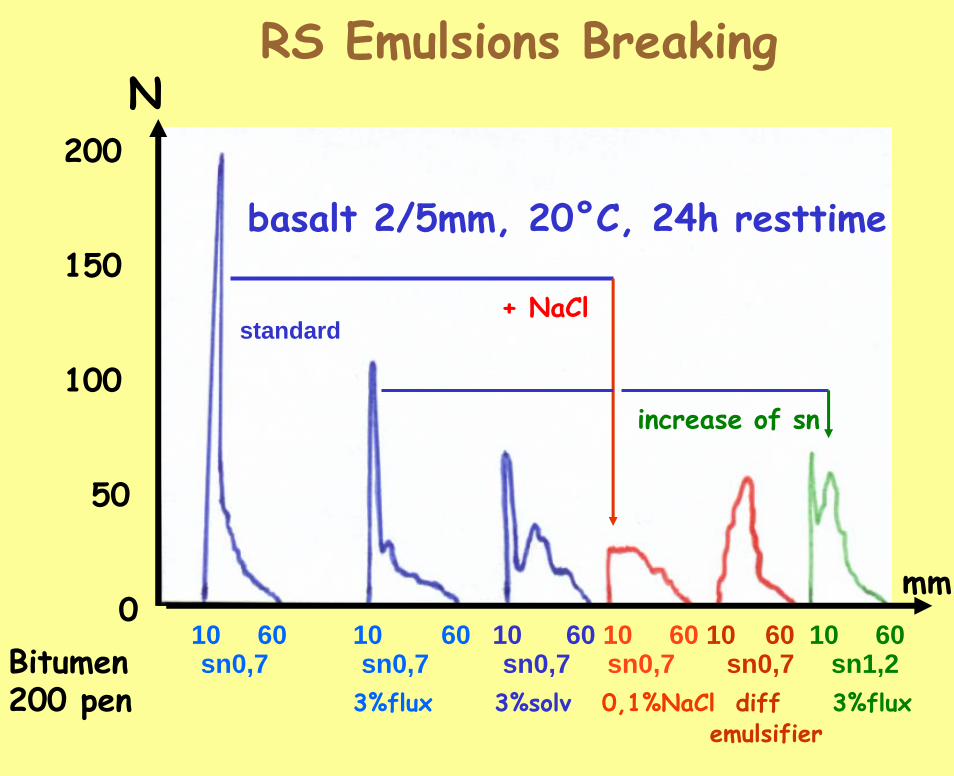
Here different plottings are compared. Thefirst peak shows adhesion, the second onecohesion being much wider. No. 1 is thestandard with high adhesion and rather lowcohesion in the beginning of stage 4. No. 2and 3 are the same but with fluxed bitumen.The lower viscosity of the bitumen decreasesadhesion strength but increases cohesion.In No. 4 adding of NaCl into the sameemulsion stabilises it so much that there isno breaking at all and it stays in stage 1.Changing the emulsifier in No. 5 looses alladhesion but gives high cohesion. All stonesfell uncovered out of the bitumen being instage 5. And in No. 6 increase of the SN inthe emulsified bitumen of No. 2 decreasesadhesion being still a little bit higher thancohesion which is increased significantly.
200
150
100
50
010 60 10 60 10 60 10 60 10 60 10 60
N
mm
RS Emulsions Breaking
basalt 2/5mm, 20°C, 24h resttime
Bitumen sn0,7 sn0,7 sn0,7 sn0,7 sn0,7 sn1,2200 pen 3%flux 3%solv 0,1%NaCl diff 3%flux
emulsifier
standard+ NaCl
increase of sn

The steps of slurry surfacing are listed here.

Slurry Surfacingstage 1 mixing,spreading,applying,
long lasting
stage 2 adhesion to aggregate and subgrade short lasting
stage 3 not wanted
stage 4 cohesion, release to traffic
stage 5 use
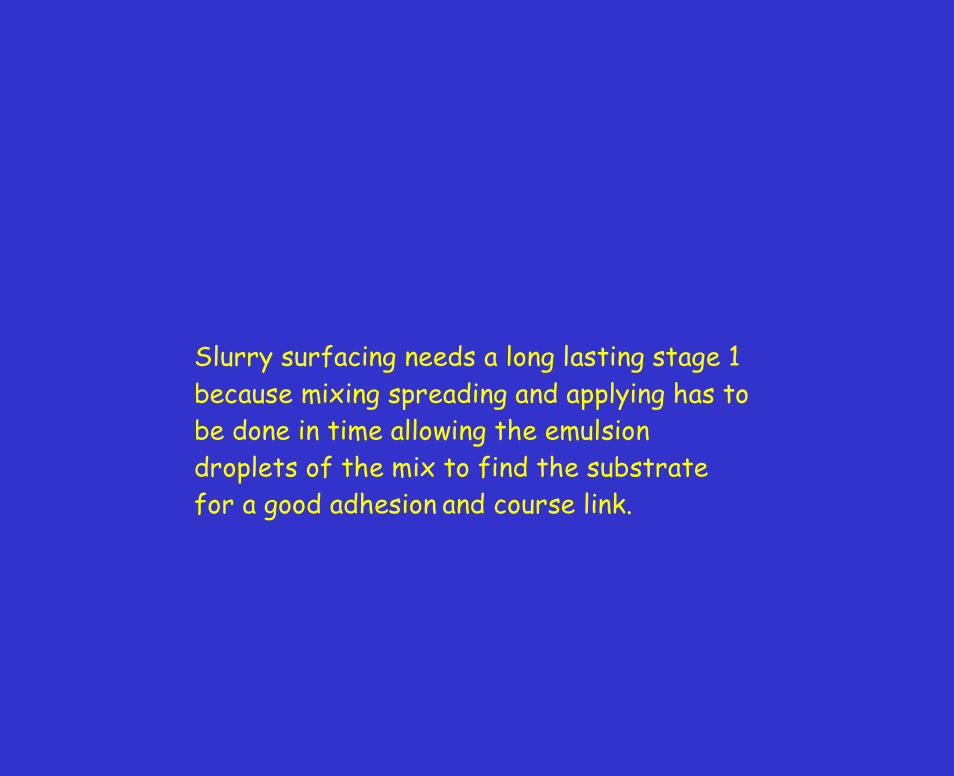
Slurry surfacing needs a long lasting stage 1because mixing spreading and applying has tobe done in time allowing the emulsiondroplets of the mix to find the substratefor a good adhesion and course link.
Slurry Surfacing
apply of slurry mix
- - - - - - - - -- - - - - - - -
stage 1
stage 2/3
stage 1

Here you see the flowing liquid mix.

Stage 1 Mix

Spreading shows the light brown colour instage 1.

Application in Stage 1

Having reached stage 3 the adhesion to thesubstrate is perfect but there is not yet anycohesion.

good layer adhesion in stage 3

In stage 4 water will appear

water appearance in stage 4

and stage 5 gives full resistance of a solidcourse.

stage 5 as wanted

If the apply will happen in stage 2 noadhesion to the substrate is possible becauseall bitumen droplets of the emulsion arefixed to the aggregate pieces and they arenot possible to produce any adhesion film tothe substrate. Water will be included

Slurry Mix Application in Stage 2punctual touch on subgrade

with extremely bad results.

Slurry Application partily Stage 2 no Layer Adhesion

For stage testing of slurry surfacing a method simplyplots the stirring resistance of a mix equal toconsistency against the time producing curves like shownin the picture. The following points can be concluded:- The consistency curve allows clearly to fix the point
where stage 1 is next to stage 2. The transit is muchmore sudden than expected.
- The consistency is passing a flat minimum in stage 1.This may be caused by catabolism of the emulsiondroplet hydration and electrochemical bilayer i.e. anapparent decrease of droplet size which producesdecrease of the consistency.
- The mix must be applied on the substrate at- two thirds of the stage 1 time, to allow the droplets of
the mix mortar to coat the substrate for a fulladhesion and sealant layer.

40 -
20 -
0
40 -
20 -
00 2 4 0 2 4 min
Ncm Ncm
Slurry Mix Stirring Test0/5 mm Diabas 0/2 mm Moraine, 2/5 mm Diabas
Stage 1 stirring time 2.6 min Stage 1 stirring time 3.6 min application time (2x2.6)/3=1,7 min application time (2x3,6)/3=2,4 min
stage 1
appl. time
min
appl. time
stage 1
stage 2stage 2

- If water is added to lower the viscosityin stage 2 the breaking process of theemulsion is not interrupted. So thisapply in the stage 2 even at lowviscosity produces mistakes and badsuccess like shown above.

Stirring Test with Adding WaterNm
min
Stage 1 Stage 2
adding water
time
(viskosity)

Cold mix asphalt is very different becausethe breaking process of the emulsion muststop at stage 3 spontaneously.

Cold Asphalt Mix
Stage 1: Mixing brown liquid
Stage 2: Leaving Mixer brown crumbles
Stage 3: Storage Transport Building in black crumbles

The cohesion and solidification is producedonly by extern compaction decreasing thevoids.

Cold Mix Asphalt
Stage 4:
Compacting cohesive release to traffic mix
Stage 5: Use solid

SolidificationStage 4
Decrease of Voids
The practical follow up can be seen here.Leaving the mixer into the truck at stage2/3

Cold Mix Asphalt leaving the Mixer Stage 2/3 for Transport

building in with power in stage 3 with goodaggregate coating

Well coated Cold Mix Asphalt Stage 3

and compacting with a very heavy roller toreach stage 4 and 5.

Building in Cold Mix Asphalt Roller more than 12t

The water contents are very important forcompaction. The moisture from theaggregate plus water from emulsion plus halfof the bitumen contents of the emulsion plusadded water must be lower by “a” than theProctor-Optimum

Optimal Water Contentsin Cold Mix Asphalt
Wagg+Wem+0,5Bem+Wadd =
Proc-(a)

because the compaction is much higher than Proctor.

Duriez-Versuch
Modif. Proctor-Versuch
Marshall-Versuch
Proctor-Versuch
2,20 -
2,15 -
2,10 -
2,05 -
2,00 -
1,95 -
1,90 -
1,85 - .
4 6 8 10 12 14 W Wassergehalt
Titel

All the water must be able to collect in the voids at the highestcompaction because there will be no compaction possible if the voids arefull of a liquid.

101,6 mm
180,0 mm
stamp
stamp plate
water containingasphalt
compacting vessel
Compacting Device for Water Containing Asphalt
So the highest compaction presses out one drops of water maximumif a state mode of compaction is used.

one drop of water
cold mix asphalt Marshall samples by static pressure 5 min of 65 KN

The range of “a” is dependent on the Proctor optimum and if a realasphalt is produced from a water containing bituminous mix it is verydependent on the water contents and the power of compaction.

0
1
2
3
4
5
6
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
a
(Procopt)
a = f ( Procopt )
a > 0
Range for a
in Relation to Optimum of Proctor Density

Thankyou
for yourattention