the science and sense of subsea sampling
TRANSCRIPT

TECHNOLOGY I INTELLIGENCE I SERVICE
The Science and Sense of
Subsea Sampling

2
Proserv is a controls technology company.
Our technology and industry experience improves reliability, maximises production and enhances asset integrity. By combining technical ingenuity with our design, engineering, manufacturing and field service expertise, we can create state-of-the-art solutions that can be applied to standardised systems.
800 employees 60 operating countries 14 sites
Jake McCreless – Head of Business Development/Sales Sampling – North America
Richard Barr – Business Development Manager
Who we are
Introduction

3
Years supporting
Production Chemistry
+40
Downhole samplers
manufactured, sold &
supported worldwide
+750
Sampling & Injection
solutions engineered
+3,000
Subsea sampling
systems engineered
and manufactured
10
Sample cylinders
+40,000Manufactured, sold and
serviced
Rental Fleet
+2,500supported globally
Track record
Introduction

4
Oil and Gas
Production
Chemistry
The Science of Sampling
Introduction
Sampling
• Safe capture and containment of a sample
• The action or process of taking a sample for analysis
• You cannot manage what you cannot monitor
In oil and gas, it involves
• Hazards
• Single phase / Multiphase
• Right sample - right location
.
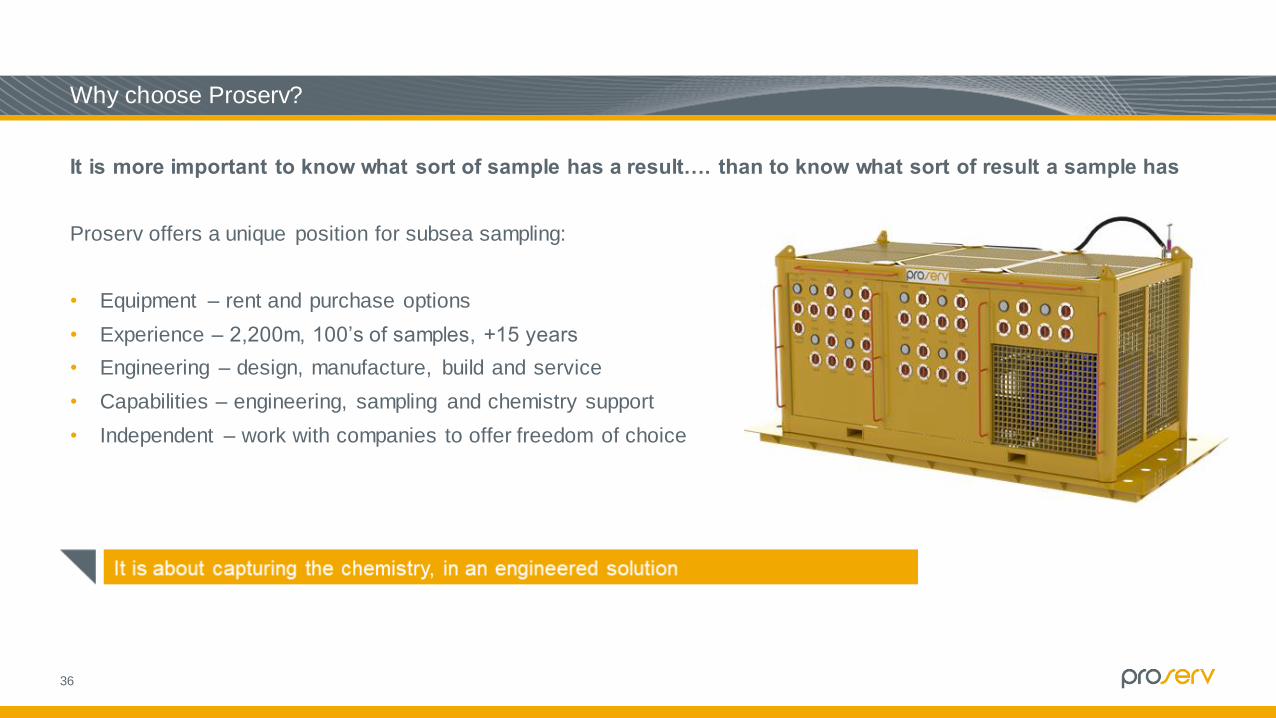
It is about capturing the chemistry, in an engineered solution

5
Oil & Gas
Production
Chemistry
Production chemistry
Introduction
“…the management of the chemical reaction of
the produced fluids from reservoir to refinery…”
Production chemistry is critical
• Sampling and lack of representative data
• Budget constraints and / or lack of priority to sample
• Lack of awareness or understanding of potential impact
Effective and efficient management
• Allows for successful optimisation of operations
• Obtains a clear understanding of the process environment
• Minimises risks that could affect personnel, environment,
assets etc.

6
Sampling – the tip of the iceberg
Why sample?
Required to establish
• A value
• A concentration profile
• Determine local contamination
Supports operations from reservoir to refinery.
Is prevention better than cure or don’t cross that bridge
until you come to it?

7
Subsea sampling – spend a little to save a lot
Why sample?
Sampling is hard to
justify when nothing
is apparently going
wrong
The person who stops sampling to save costs….is like
the person who stops the clock to save time
Credit: https://www.credera.com/insights/asset-reliability-maintenance-oil-gas-industry-part-1-invest-data

8
Chemistry is continuous and continuously changing - 24/7/365
Sampling considerations
Sampling requirements vary, hazards vary
• Atmospheric
• Pressurised
• Single or Multiphase
It requires competence to generate value
Sampling – right sample, right location
Shipment – safe transportation
Analysis – data and interpretation
It needs to be
• adequately sampled
• free of contamination
• preserved and analysed

9
Safe transportation of live fluids
Sample cylinders
Sampling cylinders:
• Maintain composition
• Used when offshore analysis not possible
• Used for long-term storage of sample long after the well has been producing
Shipment of hydrocarbons under pressure, in sample cylinders, is strictly controlled
and requires equipment to have appropriate certifications to be in place.
Sample cylinders are certified to various standards for safe shipment of hydrocarbons.
• Transport Canada
• Australian Standards
• Department of Transport (US)
• Pressure Equipment Directive (EU)
• Transportable Pressure Equipment Directive (EU)

10
Why sample subsea?

11
Beneficial but with challenges
Topside sampling
So what may be the cause?
Physical and chemical changes in pipeline … lack of understanding
Sampling challenges:
• Fluid velocity
• Lost production from well shut-in
• Has the flowline been suitably flushed?
• Composition change / contamination in pipeline
• Co-mingled wells lead to back-out, or lost production
The topside chemistry can be different to subsea chemistry

12
What has the industry learned?
Subsea pipelines

13
Having good data helps production and pipeline management
Know your system
Determine if blending is a help or hindrance
• Sulphur content and acid number blend linearly
• Viscosity, pour point and WAT do not blend linearly
Calculate if there is a need to pig or scale squeeze etc.
• Too early, expenditure earlier than needed
• Too late, potential for intervention work required
Know the impact of production rates and fluid properties on flow regime
• Slug, Wavy, Bubble, Stratified
Understand the impact of sand production, erosion and dropout in pipeline,
preventing:
• Costly production downtime
• Catastrophic equipment failure
• Environmental discharge excursions
14
Productive subsea sampling

15
Sampling is critical in understanding exactly what is produced
Subsea sampling
Is it now time to change the way we think, the way we act?
Effective and efficient sampling subsea can offer:
• Minimal CAPEX
• No production losses
• Improved knowledge / modelling
• Chemical free / upstream of deposit
• Undiluted / no back-out calculations
• Reduced risk of contamination / interference
A topside sample does not confirm what is entering the
pipeline, only what leaves.

16
The importance of subsea sampling
Subsea sampling
Subsea sampling provides solutions that support:
• Integrity
• Metering
• Decommissioning
• Chemical free samples
• Flow assurance issues
• Production and operating efficiency
Subsea sampling helps to maximise economic recovery

17
There are numerous HSE considerations from an operational perspective
Considerations
Over 500 samples safely captured and contained in our subsea systems
Systems can include the following HSE features:
• Closed system
• Proven technology
• In-situ integrity test
• Double isolation valving
• Non-return / check valves
• Dual fail-safe connection
• Subsea qualified cylinders
• Back-flush cleaning of lines
• Designed for extreme conditions
• Tested and certified transportation cylinders
• DOT, PED / TPED, AS, Transport Canada

18
Industry design considerations
Considerations
Specification
Matrix
Industry
Specification
Subsea gate valve function NORSOK R004,
API 17D, SAE AS 4059
Subsea coating
specification
NORSOK M-501
Material selection corrosion
/ erosion
NACE MR 0175
Prevention of cracking
failure subsea
NORSOK M-WA-01
Structural steel fabrication DN 2.7-1, 2.7-3
Specification for control and
chemical small-bore tubing
ASME B31.3, ISO 15590,
DNV RP B401
ROV interfaces ISO 13628-8
Qualification Matrix Industry
Specification
Qualification
Pipework ASME B31.3 Pressure
Subsea valve
production fluids
API 6A PSL 3G,
API 17D
Pressure, temperature,
hyperbaric
Subsea valve non-
production fluids
API 6A PSL 1,
API 17D
Pressure, hyperbaric
Structural frame DNV2.7-1, 2.7-3 Load test x 2
Production jumper
hose
API 17E (selected
sections)
Bend at pressure,
temperature, hyperbaric
Production fluid
cylinder
API 6A, 17D Pressure, cycle,
hyperbaric
Test pressure 1.5 x working pressure

19
The following parameters should be considered alongside actual requirements
Considerations
• System deployment
• System connection
• System disconnection
• Sample collection cylinders
• Slops handling
• Isothermal sampling
• Isobaric sampling
• System control
• System sensors
• Phase biased sampling
• Phase enrichment
• Hydrate remediation
Increasing complexity means potentially reduced reliability, and increased cost

20
The sample point
• The sample point dictates what is captured and contained
• Ideally, vertical up-flow with a quill
• Typically, female hotstab port
• ISO/CD 13628-8

21
The choice of system will depend on subsea requirements
Technologies
Wired
• Isobaric
• Large volumes
• Multi-sample capability
• Back-flush line cleaning
• Seabed / manifold mounted
Underslung
• Limited volumes
• Rapid response
• Isobaric / isothermal
• Multi-sample capability
• Back-flush line cleaning

22
The choice of system will depend on subsea requirements
Technologies
Diver
• Restricted to 200m
• Isobaric and isothermal
Weeps and seeps
• Leak rate
• Compositional data
Cleanliness
• Non-hydrocarbon
• MEG / hydraulic / chemical

23
Cylinders
Subsea sampling
• Removable buffer chamber
• Valves qualified to API 6A-PR2
• High pressure and temperatures
• ANSI / NACE MRO175 / ISO 15156
• Certified to global transportation standards
• Hyperbaric pressures up to 530 bar, and where required, API17D

24
CASE STUDY
Pipeline restriction

25
Pipeline restriction – The Challenge
Case study
North Sea operator issue – 75%
loss in production due to wax
Options
• Review existing samples
• Well intervention
• Sample subsea
Several thousand barrels per day
lost production from well
Skid requirements
• Closed loop
• 2 x 2 litre slops cylinders
• 6 x 2 litre sample cylinders
• Water depth of ~100 metres
• Pressure rating of 1,000 psi
minimum
• Compact design to interface close
to tree
• Isothermal sampling - circulation of
hot water within skid

26
Pipeline restriction – The Solution
Case study
• Cost effective sample upstream of pipeline restriction
• Representative fluid chemistry
• Optimise future chemical supply
• Improved understanding of flow assurance
• Saves money: removed potential of working the wrong solution
• Improved safety: reduced risks utilising subsea qualified sample cylinder

27
Pipeline restriction – The Lessons Learned
Case study
The sampling stage is critical in understanding exactly what is being produced.
• A topside sample does not equate to a subsea sample
• Nearby fields' chemistry can differ
• Tomorrow – yesterday – today
Subsea sampling is
• Low risk – core technology
• Low cost – rental solutions
• Routinely performed within certain fields

28
CASE STUDY
Production allocation

29
Production allocation – The Challenge
Case study
Operator issue – metering
calibration, leading to allocation
errors
Options
• Shut-in wells - flush pipelines
• Rely on back-out calculations
• Subsea sample
Lost production, test flowline and
separator all costing $millions
Skid requirements
• 2,500 metres water depth
• Corrosion resistant alloy
• 2 x 12 litre slops cylinders
• 2 x 12 litre sample cylinders
• Design temperature to 88 deg C
• Design pressure of 510 bar absolute

30
Production allocation – The Solution
Case study
• Large volume sample system
• Subsea sample for compositional data and
confidence
• Improved understanding of reservoir
management, no production impact
• Large volumes offset small water-cut,
additional benefits of crude composition
• Removed potential of calibration / allocation
error, reservoir mis-management
• Improved safety, reduced risks utilising
subsea qualified sample cylinder

31
Production allocation – The Lessons Learned
Case study
The sampling stage is critical in understanding exactly what is being produced.
• Accurate data, save time
• Small change – big difference
• Tomorrow – yesterday – today
Subsea sampling is
• Low risk – core technology
• Low cost – rental solutions
• Routinely performed within certain fields

32
CASE STUDY
Decommissioning

33
Decommissioning – The Challenge
Case study
Operator issue – Gas leaking into
well bore from reservoir, and up
through subsea wellhead
Options
• Too high, excessive cost
• Too low, gas leak continues
• Subsea sample
Understanding where to set up the
plug to ensure gas leak is isolated
Skid requirements
• Portable
• ROV operated
• 300 metres water depth
• Transportable cylinders
• Hydrate prevention option

34
Decommissioning – The Solution
Case study
• Portable gas capture subsea sample system
• Incorporating the ability to reduce hydrate
formation across inlet valve
• Samples improve understanding of source of
gas leak, through isotope analysis

35
Decommissioning – The Lessons Learned
Case study
The sampling stage is critical in understanding exactly what is being produced.
• Right equipment – right result
• Accurate data, save time and costs
• Tomorrow – yesterday – today
Subsea sampling is
• Low risk – core technology
• Low cost – rental solutions
• Routinely performed within certain fields
36
Why choose Proserv?
It is more important to know what sort of sample has a result…. than to know what sort of result a sample has
Proserv offers a unique position for subsea sampling:
• Equipment – rent and purchase options
• Experience – 2,200m, 100’s of samples, +15 years
• Engineering – design, manufacture, build and service
• Capabilities – engineering, sampling and chemistry support
• Independent – work with companies to offer freedom of choice

37
TECHNOLOGY I INTELLIGENCE I SERVICE