the mechanical behavior of carbon steel in the super high-speed cutting state
TRANSCRIPT
The Mechanical Behavior of Carbon Steel in the
Super High-Speed Cutting State
Z.J. Zhang1, a, J.Q. Li1, b and S.T. Huang1,c 1Shenyang Ligong University, Shenyang 110168, China
[email protected], [email protected], [email protected]
The key words: Carbon steel, Super high-speed cutting, Mechanical behavior.
Abstract. From the research of the mechanical behavior of the carbon steel in the super high-speed
cutting state and then obtaining the microstructure in the different super high-speed cutting state,
the cutting mechanism of the carbon steel in the super high-speed cutting process is explored. And
from the interaction between the strain-stress and the strain-temperature, the mechanical behavior of
the carbon steel in the high-speed cutting state and the cutting mechanism in the super high-speed
state effected by the mechanical behavior are explored.
Introduction
The high-speed cutting technique has the most forward position in the machine processing area.
And it has several advantages. For example: the ratio of the metal cutting is 5 to 10 higher than the
common cutting; the cutting power is about 30% lower than the traditional method, and it has a
smaller cutting deformation; the surface has a lower cutting temperature; it is easy to achieve
vibration-free cutting; the finishing has a low cost and many other advantages[1].
The mechanism study of the high-speed cutting process is carried out in the world wide, and all
the studies have focused on the cutting forming theory, the metal fracture, the mutation slip, the
adiabatic shear and the cutting forming of different kind of materials [2]. But it has a little study in
the mechanical properties of the metal materials in the super high-speed cutting state. It means there
is a lack of a regular study in the effect among the cutting force, the cutting temperature, the tool
wearing, the tool durability and the processing quality.
In this paper, we use the super high-speed precision saw to process the carbon steel at a super
high-speed which is more than 10,000 m. And from studying the mechanical behavior of the carbon
steel in different super high-speed, the cutting mechanism of the carbon steel is studied in the super
high-speed cutting state.
The experimental Technique of the super high-speed Cutting
The figure 1 is the super high-speed precision saw, and we use this to do our experiment. And the
experimental conditions are as follows:
The material: A3 carbon steel, the diameter of the steel is 20mm, the vertical speed of the table is
180 m/min, the maximum speed of the circular saw blade is 24000 r/min, the diameter of the saw
blade is 200 mm, the drive power of the saw blade is 10 kW, and the lubricating is the dry cutting.
Fig. 1: the super high-speed precision saw
Advanced Materials Research Vol. 188 (2011) pp 84-89Online available since 2011/Mar/29 at www.scientific.net© (2011) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMR.188.84
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 130.15.241.167, Queen's University, Kingston, Canada-29/09/14,10:56:49)

The mechanical Behavior of the Carbon Steel in the super high-speed cutting State
The Deformation Behavior of the Grain in the super high-speed cutting State. From analyzing
the morphology and the grain size of the A3 carbon steel’s microstructure in the speed between
3100 m/min~13800 m/min, the linear elastic deformation mechanism of the cutting in different
cutting speed is explored. And from then, the cutting mechanism of the carbon steel in the super
high-speed is studied.
Figure 2 is the original microstructure of the A3 carbon steel. And the figure 3 to the figure 9 is
the microstructure in different cutting speed.
Fig.2: Original microstructure Fig.3:Microstructure in speed 3100m/min
Fig.4:Microstructure in speed 5000m/min Fig.5:Microstructure in speed 7500m/min
Fig.6: Microstructure in speed 10000m/min Fig.7:Microstructure in speed 11300m/min
Fig.8:Microstructure in speed 12600m/min Fig.9:Microstructure in speed 13800m/min
From the figure 2, we can find that there is no grain crystallographic and creeping, and the grain size is the largest compared with the ones’ in the other figures. From the figure 2 to the figure 9 we can find that: (1) there is some crack-like stripes on the cutting surface, and the level structure can be find on the contact surface between the cutting and the tools; (2) Some parts of the stripes are discontinuous, and different cutting speeds contributes to the different stripes; (3) The direction of the cutting stripes is the same as the deformation direction of the metal grain; (4) The disordered stripes in cutting is vertical to the cutting direction, and it is parallel to the tools; (5) The stripes usually pass trough the grain boundary. Above all, the cutting in the super high-speed state is the shearing cutting, and the structure is shearing.
From all the figures above, we can find that: (1) The grain sliding is tend to be more serious in the higher cutting speed, and the direction of the grain sliding is the same as the direction of the main cutting force (Fig. 3 to Fig. 7); (2) The depth of the grain sliding changes in the different cutting speeds (Fig.3 to Fig. 5); (3) In the cutting, there are the body layer, the slip deformation layer and the recrystallized layer (Fig.4 to Fig. 7); (4) The grain sliding is tend to be decreased in the higher cutting speed, and the recrystallized layer is increasing with more refined the grain (Fig.8 to Fig. 9).
Advanced Materials Research Vol. 188 85
The Stress and the Response Mechanism of the Grain in the super high-speed cutting
State.Hypothesis: The cutter is rigid; The workpiece material of the cutting is the carbon steel; The
linear strain hardening model is in the impact frequency of 7-27KHz; The strengthening effect
caused by the strain rate is ignored; Above all, the constitutive equation in the shearing stress is[5]:
( )0( ) 1h Tτ τ γ α= + − (1)
In the formula, 0τ is the strength of the material in the static state; h is the hardening modulus
(h=0.5GPa); γ is the shear strain; α is the coefficient of the material’s thermal softening (The
reciprocal of the melting point is 1/1528).
Considering that in the high-speed and the super high-speed interrupted cutting state, most parts
of the plastic deformation work is converted to heat, so that:
γητρ ddTcv
= (2)
In the formula, η is the thermal power conversion factor ( 9.0=η ); ρ is the density; VC is
the specific heat of the material.
Use the formula (1) and (2), we can conclude that:
)exp()( 00 γητρα
γττvc
h −+= (3)
From the formula (2), we can find that the temperature changing in the deformation region is:
∫ ∫==∆ γρητ
dc
dTT
v (4)
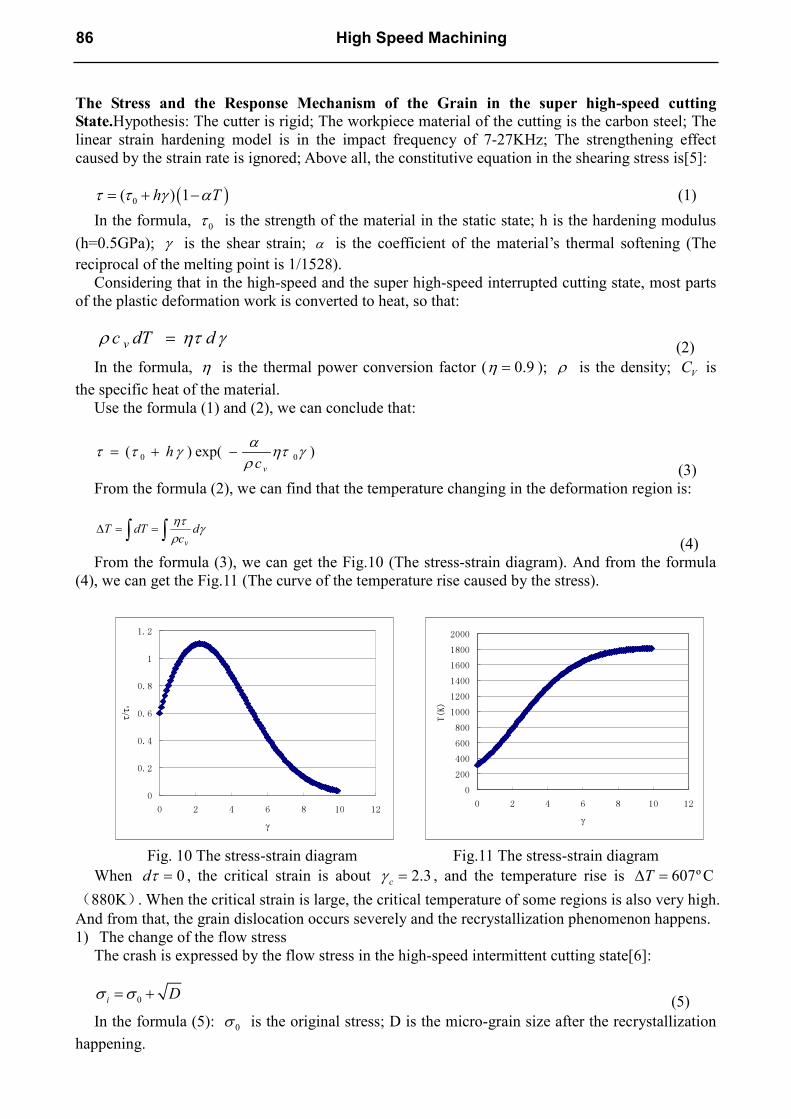
From the formula (3), we can get the Fig.10 (The stress-strain diagram). And from the formula
(4), we can get the Fig.11 (The curve of the temperature rise caused by the stress).
Fig. 10 The stress-strain diagram Fig.11 The stress-strain diagram
When 0=τd , the critical strain is about 3.2=cγ , and the temperature rise is Cº607=∆T
(880K). When the critical strain is large, the critical temperature of some regions is also very high.
And from that, the grain dislocation occurs severely and the recrystallization phenomenon happens.
1) The change of the flow stress The crash is expressed by the flow stress in the high-speed intermittent cutting state[6]:
0iDσ σ= + (5)
In the formula (5): 0σ is the original stress; D is the micro-grain size after the recrystallization
happening.
0
0.2
0.4
0.6
0.8
1
1.2
0 2 4 6 8 10 12
γ
τ/τ 0
0
200
400
600
800
1000
1200
1400
1600
1800
2000
0 2 4 6 8 10 12
γ
T(K)
86 High Speed Machining

From the formula (5), we can find that the flow stress is reducing with the smaller micro-grain
size; the micro-grain size is reducing with the cutting speed increasing (Fig.8 and Fig. 9).
The Relationship between the cutting Speed and the cutting Force. In the Fig.12, 22
zxFFF += is the composition force of the two-dimensional cutting forces;
vF is the
equivalent of the cutting force. Fig.12 is the curve of the relationship between the cutting force and
the cutting speed in the high-speed cutting state of the A3 carbon steel. From that, we can find that
when the cutting speed has reached to a certain value, the cutting force is decreasing with the higher
cutting speed.
Fig.12 The relationship between the cutting force and the cutting speed
The Mechanism of the Carbon Steel’s mechanical Behavior in the high-speed cutting Process
In the super high-speed cutting state, the carbon steel’s mechanical behavior is different from the
one’s in the normal-speed cutting state. If the speed is high enough, the strain rate from the cutting
deformation is very fast ( 1410 −s ), and because the heat is too late to conduct, the deformation can be
seen as a adiabatic process [4]. The change of the grain’s mechanical characteristics is very clear in
the super high-speed cutting state. When the rate is less than 1210 −s , the good plastic flow state is
show on the grain (Fig.3 to Fig.6); When the rate reach 1410 −s
, the good changes in the overall state
of the grain is showed (Fig.7 to Fig.9). From the dislocation theory and the plastic mechanics, when the size of the materials’
deformation is close to the size of the defect in the material, the obvious non-uniform strain is showed, which calls the ‘size effect’ [5]. Obviously, the thickness of the carbon’s cutting deformed shear zone is thin in the super high-speed cutting state, and the shear front of the cutting deformation seems like the lamellar structure. The characteristics of the lamellar structure conform to the ‘size effect’.
In the super high-speed cutting state, the cutting layer of the metal is extruded by the inertial force from the cutting edge, the rake face and the peeling chip. The grain meets the strong internal stress and generates a large number of the dislocations inevitably. At the same time, the precipitation of the impurities contributes to the grain boundary segregation enrichment, and produces the flow of the segregation constantly. At the flowing of the segregation, the grain lattice distorts in the high-energy state, and reduces the effect of each cutting among the space dislocation net. That means one dislocation split contributes to several dislocation splits, which means the ‘dislocation multiplication’. And this is partial. The highly localized of the dislocation multiplication results to the more uneven of the dislocation density further. This uneven very likely to produce a large number of the dislocations’ movement along different slip plane, break the cutting of the room dislocation network and accelerate the movement of the dislocations.
Advanced Materials Research Vol. 188 87
And also in the super high-speed cutting state, because of the not very high strength body of the
carbon steel, the grain distorts seriously, the instant heat generated by the state increases the thermal
vibration of the crystal atoms, the strength of the local body has been softened, increases the width
of the dislocation, reduces the grain lattice resistance and is conducive to the dislocation motion and
the dislocation multiplication. And the high strain rate can shorten the time of the dislocation
motion especially for the dislocation motion about the atomic diffusion, but this restriction will be
weakened by the grain boundary segregation.
Under the grain boundary segregation, the movement to the grain boundary dislocation further
exacerbates the abnormal deformation of the grain boundary and produces a strong stress
concentration, so only a small external force will induce the movement of the dislocations in the
neighboring grains which means the slip occurs easily in the neighboring grains. When the extruded
material flows through the shearing zone, the shearing will happen and form a shear plane. Repeat
this cycle and then form a sandwich structure of the shear front.
Of course, the different grain boundary and the different grain parts have different stress
concentration degree and forms. And with movement by the external imbalance, the actual cut-front
surface can not be purely and the actual cut-line can not be simply straight (Fig.5 to Fig.9).
The mechanical Behavior and the high-speed cutting Mechanism of the Carbon Steel
In the normal cutting process, the pressure is very high between the cutting and the front tool rake
face. And the temperature is also very high, so all the tools in the cutting process contact closely on
the most of the interface area and then occur the adhesion phenomenon between the cutting
underlying chip and the front tool rack face. However, there is no significant adhesion phenomenon
between the cutting underlying chip and the front tool rake face. The grain under the extrusion of
the tip is elongated along the direction of the cutting edge. And the internal friction mechanism of
the grain leads to the plastic deformation in the cutting. In the Fig.3 to Fig.6, the plastic deformation
of the grain is obvious.
In the microstructure, when the speed is higher than 12600m/min, the phase transition occurs in
the cutting bottom and the ferrite steel transforms into the martensite steel. However, the cutting
layer of the martensite phase transition is very thin, and the work hardening happens on the cutting
underlying chip clearly. This discovery brings a new perspective to the super high-speed cutting. It
believes that martensite phase transition on the cutting underlying chip improves the mechanical
properties and the affinity is decreasing inevitably between the cutting underlying chip and the front
tool rack face. Because of the decreasing of the affinity, the cutting force, the strain and the shear
stress are also decreasing, but the instant heat leads to the grains’ recrystallization phenomenon.
And the higher of the temperature, the smaller size of the recrystallzation.
In the super high-speed cutting, because of the tool’s high speed rotation, when the cutting
movies along the tool’s rake face, it must be subject to a great inertial and friction force. This leads
to an unbalance between the inertial force and the friction force and make a bigger force to press the
deformation area of the tool’s rake face. It increases the deformation of the edge before the chip and
makes the grain in the metal being extruded and being elongated (Fig.3 to Fig.7). However, in the
super high-speed cutting, the rake face brings a high-speed v at the cutting moment and a great
acceleration a. It creates an inertial force maFa= between the tool and the cutting, and this force
increases rapidly. The instantaneous temperature is unable to produce viscous friction between the
tool and the cutting. At this point, the extrusion of the grain in the metal is relatively smaller than
the general cutting process.
88 High Speed Machining

Conclusion
When the strain rate of the carbon steel is less than 1210 −s in the high-speed and super high-speed
cutting state, the cutting shows a good flowing plastic state, but the plastic deformation and the
dislocation are quite serious; when the strain rate reaches 1410 −s , under the action of high-speed
impact produces the dislocation motion, and under the friction in the lattice, the lattice vibrates
sharply. The temperature is also increasing. Under the high temperature, the dislocation is easy to
collapse. This leads to the softening of the material and the recrystallzation. And then the cutting
shows a good overall changing state. As the strength and the hardness of the carbon steel is low, the
plastic is better and the strain rate is low, it is uneasy to produce the thermoplastic instability in the
super high-speed cutting process. The cutting is shearing. It has a cut sandwich structure. And the
adiabatic shear phenomenon will not occur.
References
[1] X.C. Liang, X.G. Zheng. The Theoretical Study of High-speed Milling. The Mechanical
Engineering. 2001,(3):109-112.
[2] B. Guan, The Analysis of High-speed Cutting Theoretical. The Technology of Zhanjiang Ocean
University. 1998,(2):59-62.
[3] J.M. Fan, G.M. Wan. The Dislocation Theory and its Application in Metal Cutting. Shanghai
Jiaotong University Press. 1991:46-52.
[4] Z.Q. Duan, D.W. Huang. The 45 Steel’s Microstructure of High-speed Impact Perforation. The
Journal of Materials Research. 2001,15(4):403-408.
[5] [5] X.F. Shang, The High-speed Cutting Study of Adiabatic Shear in the Main Deformation
Zone. The Master’s Thesis of Shenyang Institute. 2002:73.
[6] X. Ai. The High-speed Machining. The National Defence Industry Press, 2003:42-44.
Advanced Materials Research Vol. 188 89

High Speed Machining 10.4028/www.scientific.net/AMR.188 The Mechanical Behavior of Carbon Steel in the Super High-Speed Cutting State 10.4028/www.scientific.net/AMR.188.84