the effective use of a chemical scale … allison, the... · the effective use of a chemical scale...
TRANSCRIPT
Allison, P.J. et al. Proc. Int. Soc. Sugar Cane Technol., Vol. 26, 2007 ________________________________________________________________________________________________
THE EFFECTIVE USE OF A CHEMICAL SCALE INHIBITOR FOR EVAPORATOR SCALE CONTROL
By
P.J. ALLISON1, D.T. MUNFORD1, A. PALAZZO1 and B. DE BEER2
1Buckman Laboratories 2Illovo Sugar, Maragra
KEYWORDS: Cane Sugar Evaporator Scale, Chemical Inhibitors.
Abstract
THE objective at any sugar factory is to maximise production throughput and minimise downtime. At a sugar mill in Southern Africa, mechanical cleaning of the evaporators was resulting in substantial downtime as there were no caustic boilout facilities. All evaporators had to be manually cleaned and the scale was exceptionally hard, particularly in the 3rd and 4th effects. The nature of the scale in the different effects was analysed. Possible solutions were considered and chemical scale inhibitors evaluated. Periodic trials were then run to evaluate the impact on the evaporator throughput, the nature of the scale deposited, and economic viability of utilising an evaporator scale inhibitor. The scale deposited in the evaporators, in particular the 3rd and 4th effect, was very soft and easy to clean. The factory was able to run for longer crushing periods without having to halt production to clean the evaporators. The exhaust pressures before stopping were lower and syrup brix higher compared to periods running without the scale inhibitor. The benefits of utilising a scale inhibitor in the evaporators have been demonstrated at this sugar mill. Where equipment or operational constraints exist, the use of a chemical scale inhibitor in the evaporators can improve production output.
Introduction Investigations internationally and in the Southern African sugar industry have indicated the
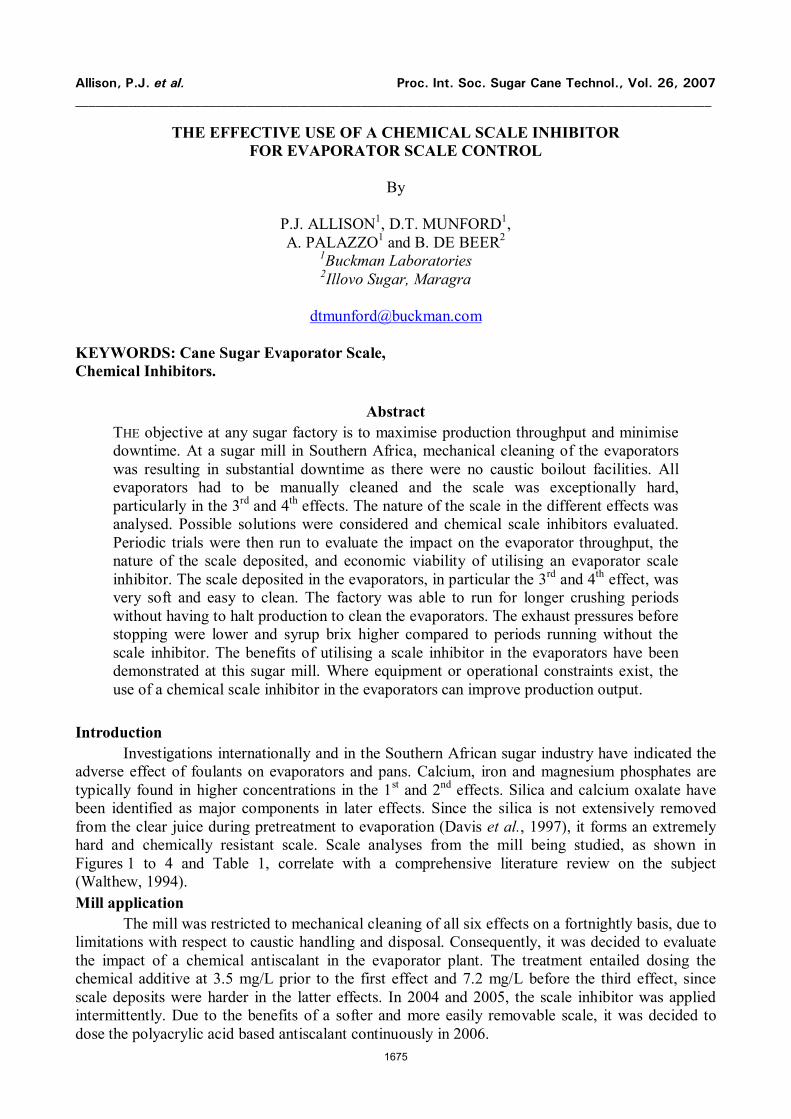
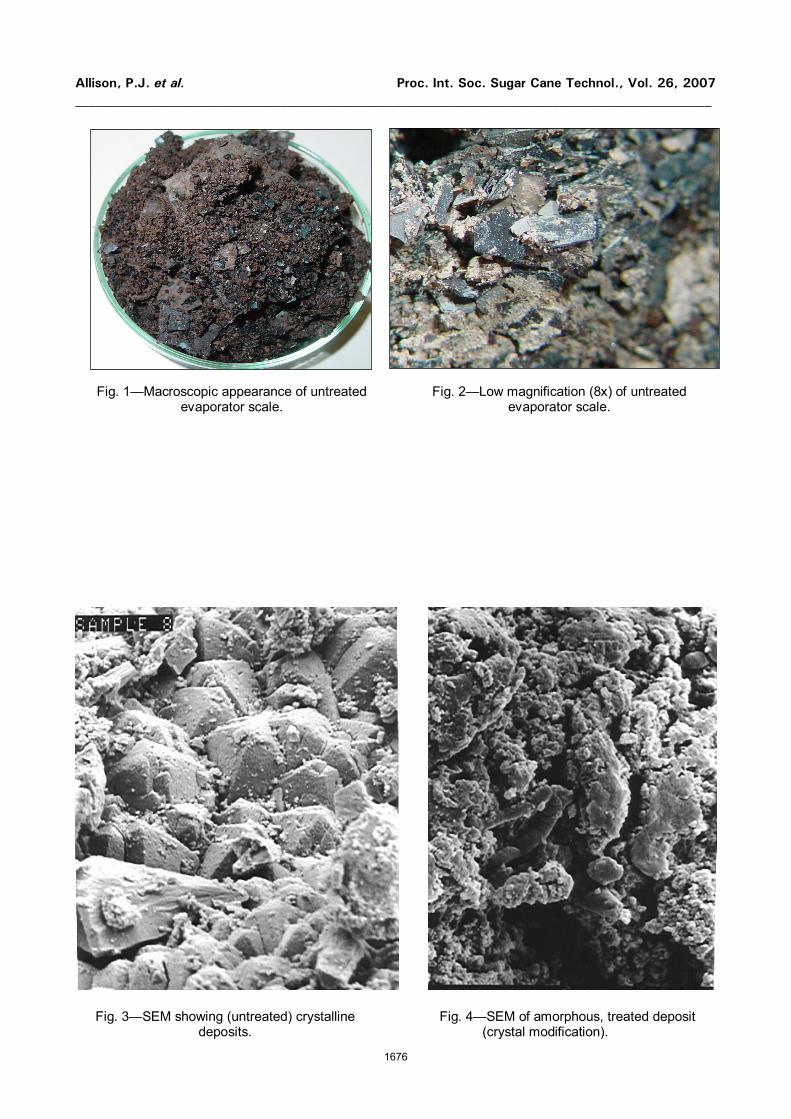
adverse effect of foulants on evaporators and pans. Calcium, iron and magnesium phosphates are typically found in higher concentrations in the 1st and 2nd effects. Silica and calcium oxalate have been identified as major components in later effects. Since the silica is not extensively removed from the clear juice during pretreatment to evaporation (Davis et al., 1997), it forms an extremely hard and chemically resistant scale. Scale analyses from the mill being studied, as shown in Figures 1 to 4 and Table 1, correlate with a comprehensive literature review on the subject (Walthew, 1994). Mill application
The mill was restricted to mechanical cleaning of all six effects on a fortnightly basis, due to limitations with respect to caustic handling and disposal. Consequently, it was decided to evaluate the impact of a chemical antiscalant in the evaporator plant. The treatment entailed dosing the chemical additive at 3.5 mg/L prior to the first effect and 7.2 mg/L before the third effect, since scale deposits were harder in the latter effects. In 2004 and 2005, the scale inhibitor was applied intermittently. Due to the benefits of a softer and more easily removable scale, it was decided to dose the polyacrylic acid based antiscalant continuously in 2006.
1675
Allison, P.J. et al. Proc. Int. Soc. Sugar Cane Technol., Vol. 26, 2007 ________________________________________________________________________________________________
Fig. 1�Macroscopic appearance of untreated evaporator scale.
Fig. 2�Low magnification (8x) of untreated evaporator scale.
Fig. 3�SEM showing (untreated) crystalline
deposits. Fig. 4�SEM of amorphous, treated deposit
(crystal modification).
1676
Allison, P.J. et al. Proc. Int. Soc. Sugar Cane Technol., Vol. 26, 2007 ________________________________________________________________________________________________
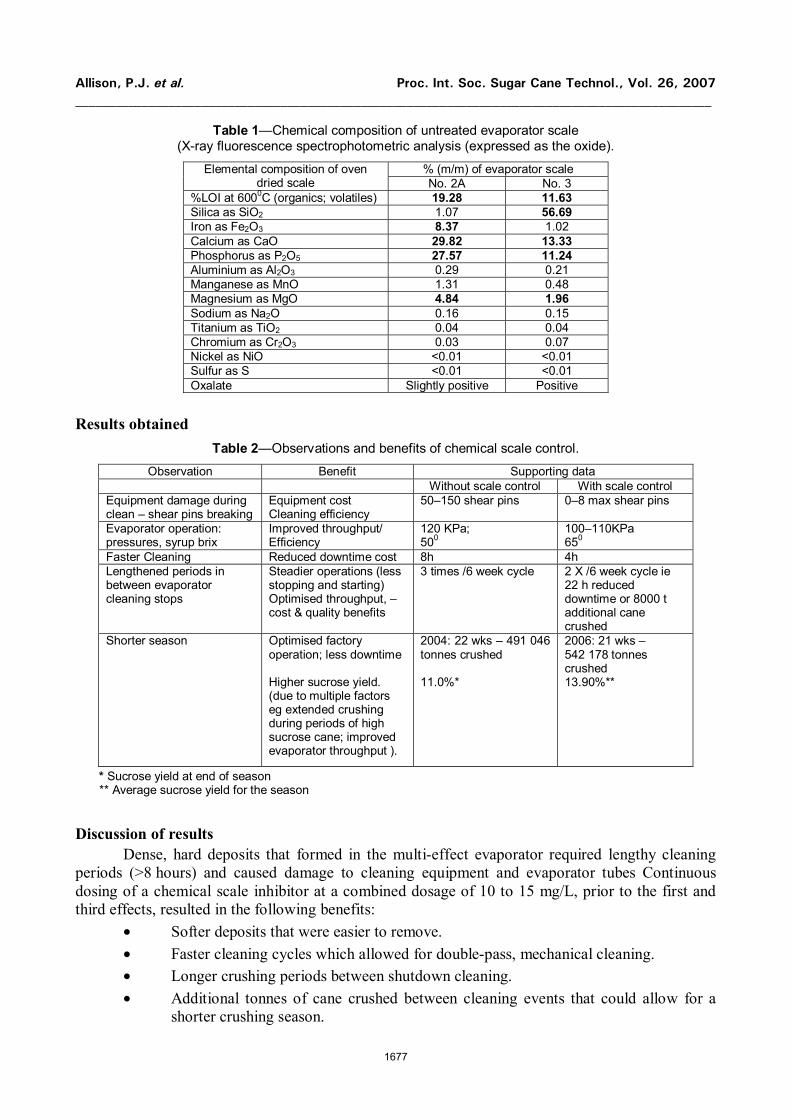
Table 1�Chemical composition of untreated evaporator scale (X-ray fluorescence spectrophotometric analysis (expressed as the oxide).
% (m/m) of evaporator scale Elemental composition of oven dried scale No. 2A No. 3
%LOI at 6000C (organics; volatiles) 19.28 11.63 Silica as SiO2 1.07 56.69 Iron as Fe2O3 8.37 1.02 Calcium as CaO 29.82 13.33 Phosphorus as P2O5 27.57 11.24 Aluminium as Al2O3 0.29 0.21 Manganese as MnO 1.31 0.48 Magnesium as MgO 4.84 1.96 Sodium as Na2O 0.16 0.15 Titanium as TiO2 0.04 0.04 Chromium as Cr2O3 0.03 0.07 Nickel as NiO <0.01 <0.01 Sulfur as S <0.01 <0.01 Oxalate Slightly positive Positive
Results obtained
Table 2�Observations and benefits of chemical scale control. Observation Benefit Supporting data
Without scale control With scale control Equipment damage during clean � shear pins breaking
Equipment cost Cleaning efficiency
50�150 shear pins 0�8 max shear pins
Evaporator operation: pressures, syrup brix
Improved throughput/ Efficiency
120 KPa; 500
100�110KPa 650
Faster Cleaning Reduced downtime cost 8h 4h Lengthened periods in between evaporator cleaning stops
Steadier operations (less stopping and starting) Optimised throughput, � cost & quality benefits
3 times /6 week cycle 2 X /6 week cycle ie 22 h reduced downtime or 8000 t additional cane crushed
Shorter season Optimised factory operation; less downtime Higher sucrose yield. (due to multiple factors eg extended crushing during periods of high sucrose cane; improved evaporator throughput ).
2004: 22 wks � 491 046 tonnes crushed 11.0%*
2006: 21 wks � 542 178 tonnes crushed 13.90%**
* Sucrose yield at end of season ** Average sucrose yield for the season
Discussion of results
Dense, hard deposits that formed in the multi-effect evaporator required lengthy cleaning periods (>8 hours) and caused damage to cleaning equipment and evaporator tubes Continuous dosing of a chemical scale inhibitor at a combined dosage of 10 to 15 mg/L, prior to the first and third effects, resulted in the following benefits:
! Softer deposits that were easier to remove. ! Faster cleaning cycles which allowed for double-pass, mechanical cleaning. ! Longer crushing periods between shutdown cleaning. ! Additional tonnes of cane crushed between cleaning events that could allow for a
shorter crushing season.
1677

Allison, P.J. et al. Proc. Int. Soc. Sugar Cane Technol., Vol. 26, 2007 ________________________________________________________________________________________________
The positive impact of improved operational control (clarification efficiencies, evaporator flow rates etc.) is acknowledged. It is difficult to accurately quantify the economic benefits of expenditure on chemical scale inhibitors due to the influence of multiple variables on scale texture and composition.
Fig. 5�Tons cane crushed in between stops (2204�2006).
Results from continuous addition of a proprietary inorganic dispersant/crystal modifier at a Southern African mill during the 2004 to 2006 crushing seasons confirmed the findings by Walthew (1996) that dosage of specific scale inhibitors can result in softer deposits that are easier to remove. Benefits in heat transfer coefficient calculations are not readily evident.
Differences between scale inhibitors such as end-group functionality as presented by Doherty (2004), and seasonal differences in calcium oxalate to silica ratios are other factors reported by Yu et al. (2003) that influence the physico-chemical properties of evaporator scale and their rates of deposition. Conclusions
The decision as to whether to dose a chemical scale inhibitor is determined by operational constraints that vary from mill to mill, including the need to complete crushing prior to the onset of the wet season and the inability to utilise caustic boilouts due to cost, storage and disposal issues. Economic considerations include the savings achievable due to reduced cleaning time, reduced equipment and evaporator tube damage, increased crush rates during high sucrose periods, reduced start-up fuel costs after weekend shuts, and fuel costs to maintain exhaust pressures and keep high syrup brix in the evaporators prior to cleaning. Acknowledgements
Personnel at Illovo Sugar, Maragra Mill, Mozambique are thanked and acknowledged for their assistance and commitment with program implementation and data collection and Mr Nes du Plessis of Buckman for overseeing the antiscalant implementation.
REFERENCES Davis, S.B., Peacock, S.D. and Walthew, D.C. (1997). Pilot plant investigation of clear juice
softening. Proc. S. Afr. Sug. Technol. Ass., 71: 161�165.
1678

Allison, P.J. et al. Proc. Int. Soc. Sugar Cane Technol., Vol. 26, 2007 ________________________________________________________________________________________________ Doherty, W.O.S. (2004). Inhibition of calcium oxalate monohydrate by poly(acrylic acid)s with
different end groups. Journal of Applied Polymer Science, 91: 2035�2041. Walthew, D.C. (1994). Evaporator fouling literature review. Communications from the SMRI.
Number 159. Walthew, D.C. (1996). Aspects of Evaporator scale formation and control in the South African
sugar industry. Proceedings of the conference on Sugar Processing Research, New Orleans, 22�43.
Yu, H., Doherty, W.O.S. and Sheikholeslami, R. (2003). Studies on the interactions of calcium oxalate monohydrate and silica scale components. Proc. Aust. Soc. Sugar Cane Technol., 25: 20�31.
UN INHIBITEUR CHIMIQUE POUR LE DETARTRAGE
DES EVAPORATEURS Par
P.J. ALLISON1, D.T. MUNFORD1, A. PALAZZO1 and B. DE BEER2 1Buckman Laboratories 2Illovo Sugar, Maragra
MOTS CLEFS: Tartre des Evaporateurs de Jus de Cannes, Inhibition Chimique.
Résume L�OBJECTIF des sucreries est toujours d�optimiser la production et l�utilisation du temps. Le détartrage dans une sucrerie Sud Africaine a été étudie; ce détartrage difficile et long se faisait manuellement et la tartre était particulièrement dur dans les 3ieme et 4ieme corps. On a aussi analyse les dépôts provenant des différents corps et on a évalue des inhibiteurs chimiques. Des essais ont été faits pour étudier la performance des évaporateurs, la nature des dépôts et la viabilité économique concernant l�utilisation d�un inhibiteur chimique. On a trouve que les dépôts avec l�inhibiteur chimique, particulièrement dans les 3ieme et 4ieme corps, étaient beaucoup plus facile a enlever. La sucrerie a pu broyer les cannes pendant plus longtemps avant d�avoir a s�arrêter pour nettoyer les évaporateurs; la pression de la vapeur d�échappement avant l�arrêt a été plus haute, et le brix du sirop plus fort. On a donc pu démontrer les avantages de l�inhibiteur chimique a cette sucrerie. Ces produits sont avantageux si la sucrerie a des contraints d�équipements ou d�opérations.
Resumen
EL OBJETIVO de cualquier ingenio azucarero es maximizar producción y minimizar el tiempo perdido. En un ingenio surafricano el empleo de limpieza mecánica de evaporadores generaba elevados tiempos perdidos por la ausencia de instalaciones para el hervido cáustico. Todos los evaporadores tenían que ser limpiados manualmente y la incrustación era excepcionalmente dura particularmente en los efectos 3 y 4. Se analizaron los diferentes tipos de incrustación en los distintos efectos, se estudiaron diferentes soluciones y entre ellas se evaluaron inhidores químicos de incrustación. Se realizaron corridas periódicas para evaluar el impacto en la capacidad de evaporación, el tipo de incrustación y la factibilidad económica del empleo de inhibidores de incrustación. Se encontró que la incrustación, en particular la de los efectos 3 y 4 resultó muy blanda y fácil de retirar. La fábrica fue capaz de moler por periodos más largos sin tener que parar por limpieza de evaporadores. Las presiones de escape antes de parar fueron menores y el brix de meladura mayor comparados con los periodos donde se operó sin el inhibidor de incrustación. Los beneficios del empleo de inhibidor de incrustación se demostraron en el ingenio piloto. Donde existan restricciones operacionales o de equipo, el uso de un inhibidor químico de incrustación puede mejorar el comportamiento de los evaporadores.
1679