the effect of thermal history during fabrication on the ... 1420 rothwell.pdf · •welding...
TRANSCRIPT

Copyright © TWI Ltd 2011
The Effect of Thermal History During
Fabrication on the Mechanical
Properties of Weldments in Grade 91
Creep Resistant Steel
John Rothwell
TWI ltd

Copyright © TWI Ltd 2011
Drive for efficiency and reduced emissions
Temperature
(°C)
Pressure
(bar)
Sub-critical 538 167
Supercritical 540 - 566 250
Ultra-
supercritical 580 - 620 270 - 285
World Coal Institute 2007
1
21
T
TE
2% efficiency gain = 5% CO2 reduction

Copyright © TWI Ltd 2011
Evolution of 9-12% CrMoV steels
Years Alloy Modification 600°C /105h Creep
Rupture Strength,
MPa
Example
Alloys
Maximum
Metal Use
Temp, °C
1960-70 Addition of Mo or
Nb, V to simple
12Cr and 9Cr steels
60 EM12, HCM9M,
HT9, Tempaloy
F9, HT 91
565
1970-85 Optimization of C,
Nb, V
100 HCM12, T91,
HCM2S
593
1985-95 Partial substitution
of W for Mo
140 P92, P122,
P911 (NF 616,
HCM12A)
620
Emerging Increase W and
addition of Co, B
and N
180 NF12, SAVE
12, MARBN
NPM1
650
Adapted from Viswantathan, 2005

Copyright © TWI Ltd 2011
Fabrication - welding
• In principle, all the common
arc welding processes are
applicable
• TIG root + MMA is most
common

Copyright © TWI Ltd 2011
Typical heating cycle
Copyright © TWI Ltd 2011
Benefits of 9-12Cr steel weldments
• Relatively resistant to weld cracking
mechanisms
– Hydrogen cracking
– Temper embrittlement
– Hot cracking
• Clean steel practices and low carbon
• Low transformation temperature (Mf ~ 150)

Copyright © TWI Ltd 2011
2CrMo 9CrMo 316 SS
Temperature °C
Str
ess,
MP
a
Jones and Alberry, 1977
Residual stress during cooling

Copyright © TWI Ltd 2011
Fabrication issues
• Thermal control during
Steel making
• Welding procedure non
compliance
• Control of PWHT
• Repair welding
Copyright © TWI Ltd 2011
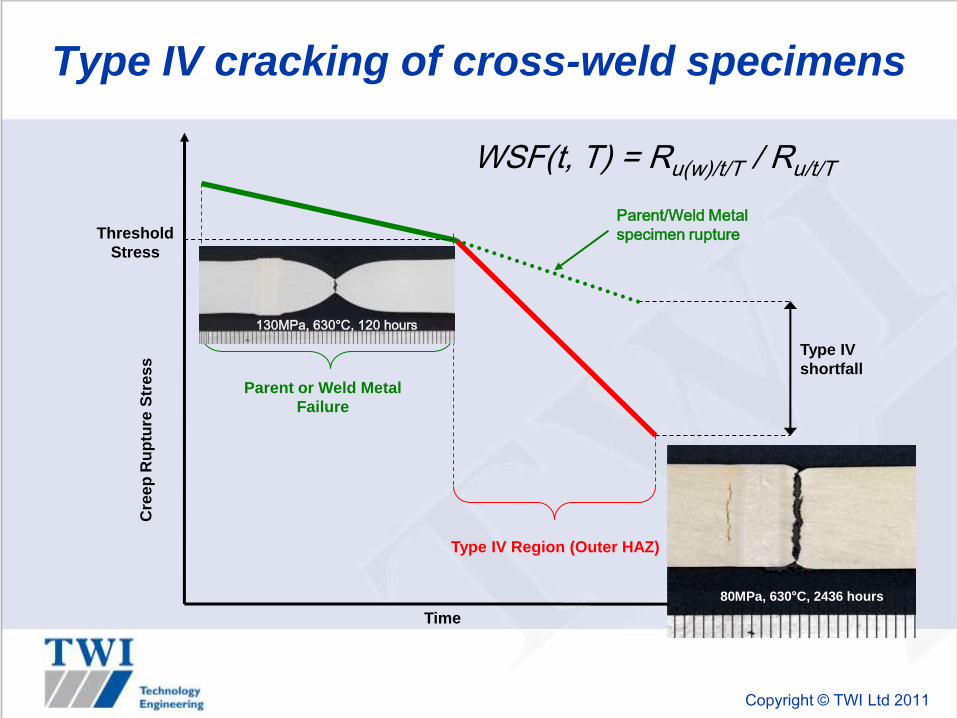
Type IV cracking of cross-weld specimens
WSF(t, T) = Ru(w)/t/T / Ru/t/T
Time
Cre
ep
Ru
ptu
re S
tres
s
Type IV Region (Outer HAZ)
Parent or Weld Metal
Failure
Threshold
Stress
Type IV
shortfall
Parent/Weld Metal
specimen rupture
130MPa, 630°C, 120 hours
80MPa, 630°C, 2436 hours

Copyright © TWI Ltd 2011
Objectives of investigation
• To evaluate the effect of prior and
post-weld heat treatment (PWHT) on the
cross-weld creep performance and HAZ
toughness of weldments in P91 steel.

Copyright © TWI Ltd 2011
Five conditions investigated
1. As-welded condition
• Cold fabrication (intentional or not)
2. Temper prior to welding no PWHT
• (cold repair)
3. PWHT
• conventional
4. Temper prior to welding + PWHT
• conventional repair
5. 2 x PWHT
• (Excessive PWHT)
PWHT =760°C 3hrs
Temper = 760°C 6hrsC

Copyright © TWI Ltd 2011
P1 P2 P4
W2
P1
W4
P2W1
P3
W3
P4
PWHT x2
TestToughness &Creep
PWHT x1
Temper
PWHT x1
W4
P2a
W4
P2b
P3
Conventional w
eld
or
repair (
PW
HT
)
‘Cold
’ we
ld (
AW
)
Excessiv
e
PW
HT
(PW
HT
x2)
Cold
repair in
tem
pere
d p
are
nt
(TA
W)
Conventional re
pair
in tem
pere
d p
are
nt
(T+
PW
HT
)
RPEB welded
PWHT =760°C 3hrs
Temper = 760°C 6hrsC

Copyright © TWI Ltd 2011
Reduced Pressure Electron Beam
(RPEB) welding• Produces ‘simple’ uniform HAZ
without reheated regions.
– Facilitates microstructural
inspection
– Likely to produce a worst case
scenario (continuous regions with
poor toughness)
• Capable of welding 150mm thick
P91 in one pass at 100mm/min!
– Low distortion
– High quality
– High productivity
Copyright © TWI Ltd 2011
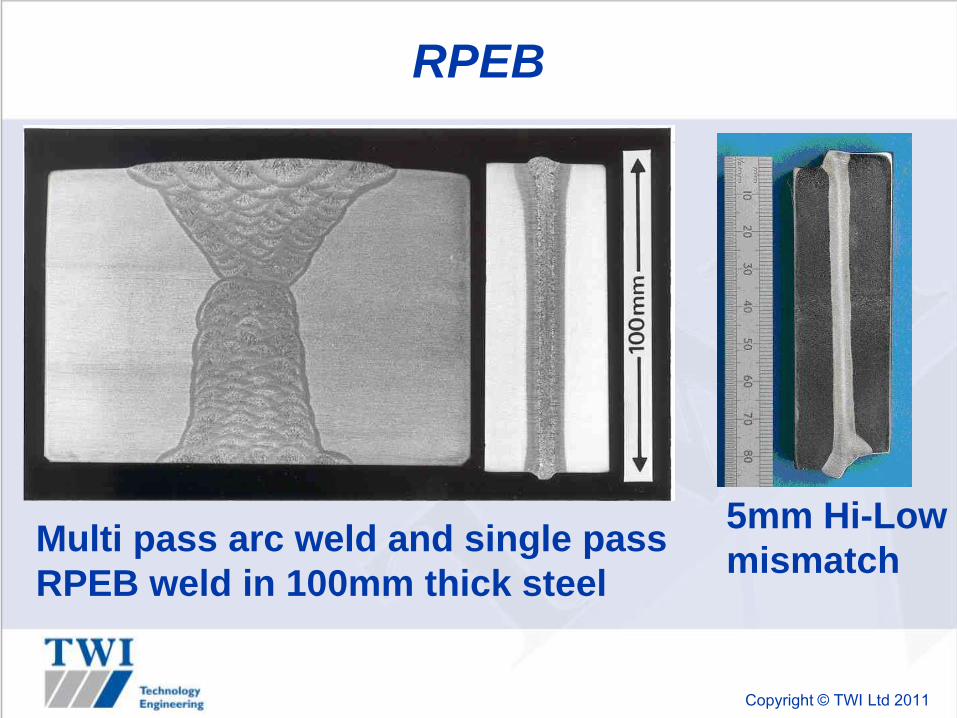
RPEB
5mm Hi-Low
mismatchMulti pass arc weld and single pass
RPEB weld in 100mm thick steel

Copyright © TWI Ltd 2011
EB Welding for Improved Creep
Performance
Effect of EB welding
on the creep
properties of grade
122 at 650°C
Adapted from Abe and Tabuchi Science and Technology of Welding, 2004
Improvement
Associated With:
•Short thermal cycle
•Narrow HAZ
•Low weld angle20
30
40
50
60
70
80
90
100
110
120
130
140
150
100 1000 10000 100000
Time to Rupture, h
Cre
ep
Ru
ptu
re S
tre
ss
, M
Pa
Parent
GTA WeldedEB Welded
ASME 2179-6 Allowable Stress for P122 (Seamless)
Creep rupture data for Grade
122 at 650°C
(2.5mm HAZ)(0.5mm HAZ)

Copyright © TWI Ltd 2011
As welded microstructure
1.AW 2.TAW 3.PWHT 4.PWHTx2 5.T+PWHT
2mm

Copyright © TWI Ltd 2011
As welded combined
100
150
200
250
300
350
400
450
500
550
600
0 1 2 3 4 5 6 7
Distance from weld centre line, mm
Vic
kers
Hard
ness
HT1, H-J=0
HT2, H-J=21.51
HT3, H-J=21.20
HT4, H-J=21.61
HT5, H-J=21.51
Parent
HV10 kg
HAZ
As fabricated hardness across welds
PWHT
(HT 3,4,5)
No PWHT
(HT1,2)

Copyright © TWI Ltd 2011
P1W2 PWHT WM Charpy data
0
20
40
60
80
100
120
140
160
180
200
220
240
-40 -30 -20 -10 0 10 20 30 40
Temperature, °C
Ch
arp
y Im
pact
En
erg
y, J
HAZ, HT1 HAZ, HT2HAZ, HT3 HAZ, HT4HAZ, HT5 WM, HT2WM, HT3 WM, HT4Typical WM values, Metrode 2002 PM data V&M 2002Simulated CGHAZ 1300°C+1hr760°C Simulated CGHAZ 1300°C +5h@760°CSimulated CGHAZ 1300°C PM, HT1
Simulated
HAZWM
HAZ
HAZ
+PWHT
Copyright © TWI Ltd 2011
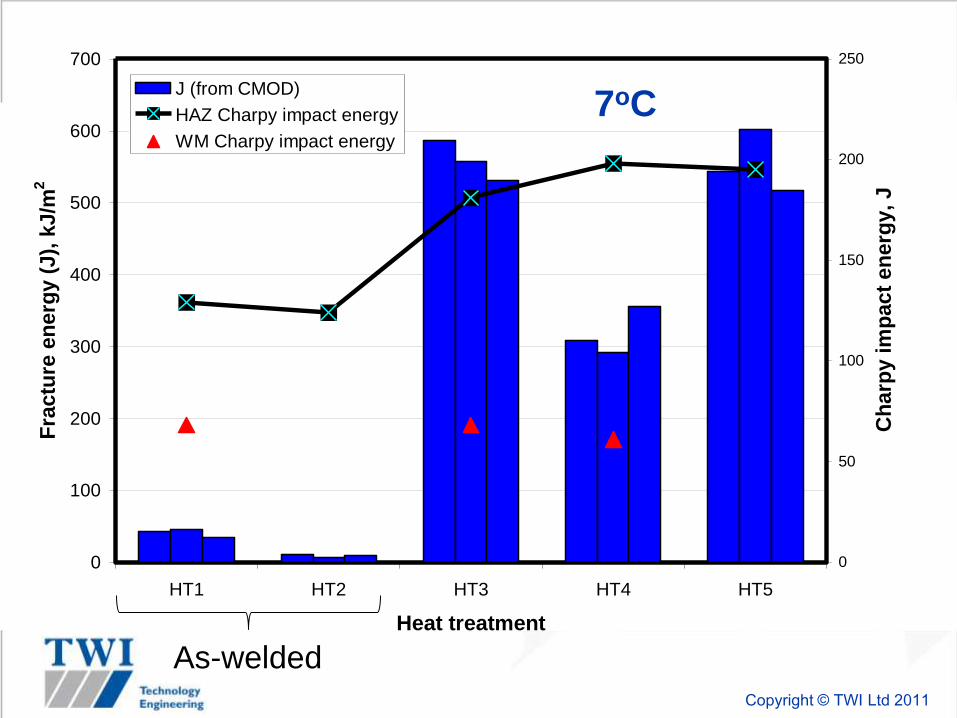
Fracture toughness (J) for all SENB specimens tested at 7°C
0
100
200
300
400
500
600
700
HT1 HT2 HT3 HT4 HT5
Heat treatment
Fra
ctu
re e
nerg
y (
J),
kJ/m
2
0
50
100
150
200
250
Ch
arp
y im
pact
en
erg
y, J
J (from CMOD)
HAZ Charpy impact energy
WM Charpy impact energy
7oC
As-welded

Copyright © TWI Ltd 2011
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
Clip gauge displacement, mm
Fo
rce, kN
7°C
15°C25°C60°C
HT2 (TAW)
Copyright © TWI Ltd 2011
Summary of toughness data
• Trends in Charpy and fracture toughness
results are similar
• Charpy toughness in the HAZ may appear
overly positive in view of code
requirements and the fracture toughness
in the same location.
• Simulated Charpy specimens and fracture
toughness tests appear to more
accurately identify the brittle zones
• Above 15oC there appears to be little
chance of brittle behaviour

Copyright © TWI Ltd 2011
630°C RPEB cross-weld creep rupture results for P91 material subject to various heat treatments
before and after welding
40
50
60
70
80
90
100
110
120
130
140
10 100 1000 10000
Time, hrs
Ru
ptu
re S
tress,
MP
a
HT1 X-WELD
HT2 X-WELD
HT3 X-WELD
HT4 X-WELD
HT5 X-WELD
X-WELD Jones 1990"
Parent ECCC 2005
630oC
Type IV failures

Copyright © TWI Ltd 2011
Copyright © TWI Ltd 2011
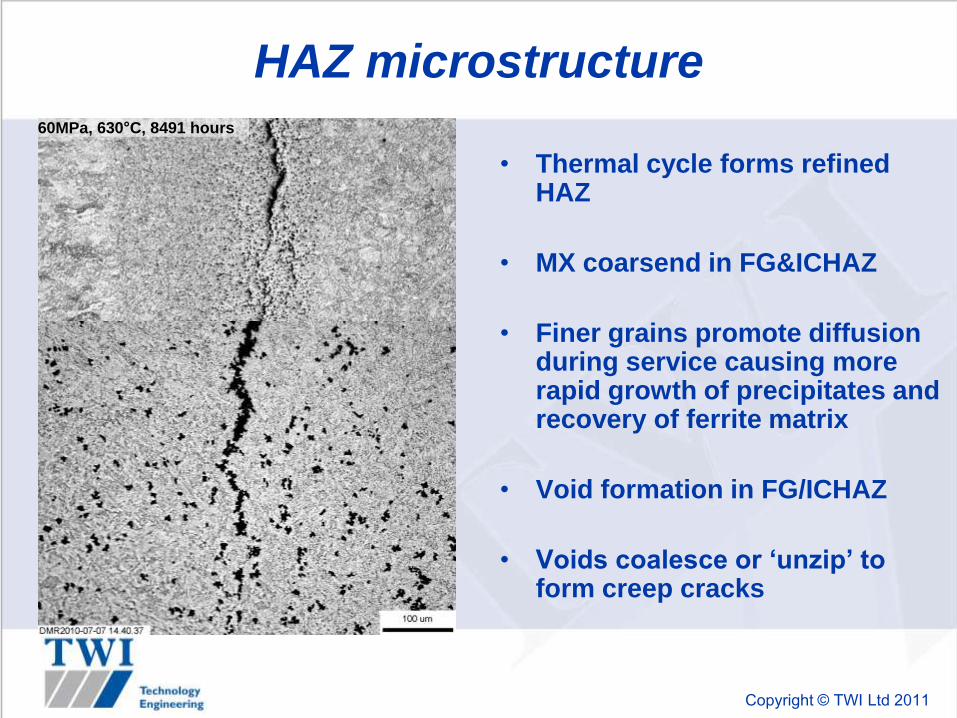
HAZ microstructure
• Thermal cycle forms refined HAZ
• MX coarsend in FG&ICHAZ
• Finer grains promote diffusion during service causing more rapid growth of precipitates and recovery of ferrite matrix
• Void formation in FG/ICHAZ
• Voids coalesce or ‘unzip’ to form creep cracks
60MPa, 630°C, 8491 hours

Copyright © TWI Ltd 2011
HAZ up close
As-welded P91 after creep test 60MPa, 630°C 8491hrs
Copyright © TWI Ltd 2011
Summary of Creep Results
• The effect of prior or post weld heat
treatment at 760o C had little effect on
creep strength for the durations
investigated (<10khrs)
• As precipitate growth is logarithmic with
time the effect on the precipitates in the
FG/IC HAZ is negligible as precipitates are
already present

Copyright © TWI Ltd 2011
Industrial implications
• Implications on toughness have to be
carefully considered. Can you afford to
have a brittle HAZ/weld metal?
– Careful procedural control
• Providing concerns over toughness and
resistance to fabrication cracking can be
overcome creep strength is unlikely to
suffer from a ‘cold’ weld procedure or
excessive PWHT.

Copyright © TWI Ltd 2011
Thank you for your attention
Copyright © TWI Ltd 2011
Actions