the commercialisation of solar powered transport
TRANSCRIPT

THE COMMERCIALISATION OF SOLAR POWERED TRANSPORT
REFRIGERATION
ETSU S/P2/00317/REP
DTI/Pub URN 01/1017
ContractorEnergy Design Limited
Prepared by N Tubb
The work described in this report was carried out under contract as part of the DTI Sustainable EnergyProgrammes. The views and judgements expressed in this report are those of the contractor and do not necessarily reflect those of the DTI.
First published 2001 © Crown copyright 2001
i

EXECUTIVE SUMMARY
Objectives
The objective of this project has been to further develop the concept of solar powered refrigerated 13.5 metre trailers, resulting in a cost effective solution which will enable the concept to be accepted as a commercial reality. This has to be achieved by the use of direct current motors, more efficient solar panels and a simple refrigeration system with higher coefficient of performance. A further objective set by the customer was to operate the trailer temperature at +3°C, whereas the original design operated at +7°C.
Introduction
In 1996 a major supermarket chain had identified a demand for an alternative power source for a refrigerated trailer. Sainsburys commissioned the construction of the world’s first solar powered refrigerated trailer designed and constructed by Energy Design Limited. This system has been operating for about four years since, deriving all its operating power from solar energy, whereas a conventional system would have been using a 2.4 litre diesel engine continually during the same period. The noise level of the solar powered unit is such that it is below the typical background noise, making deliveries to residential areas more acceptable at any time of day.
As a result of the success of the first prototype, the customer wanted to take delivery of over 50 units. This was conditional on the design of a modular system and a convergence of price and cost of ownership with conventional systems. Such a unit would then become a standard offering to all major trailer manufacturers and end users in the United Kingdom and abroad.
The configuration adopted consists of an insulated maximum length trailer, with roof mounted PV panels, under mounted batteries and a front bulkhead mounted low energy consumption refrigeration system.
This project relates to the development of a cost effective product for global use.
Summary of work carried out
To meet the objectives set out in the project, the team concentrated on the following areas of activity;
- Mathematical model.- Optimisation of refrigeration effort, and weight.- Selection of solar panels.- Product cost.- Assembly and installation.- Data collection.
ii
A mathematical model was constructed using data and experience gained in the operation of the original prototype. This was of value despite the lower output of the PV cells and the use of inverters to provide alternating current for the compressor motor and the fan motors. The model showed that it would be possible to design a fridge capable of operating throughout the year with the exception of two or three days, when battery discharge would cause the trailer to be used for dry freight only.
On first pass calculation it is evident that it is not feasible to power a large conventional trailer refrigeration system from solar power solely. It is the role of Energy Design to engineer a refrigeration system which can perform using the power available. This required a total re-think and a break from years of traditional design which have depended on large energy supplies available from mains power or diesel engines. The configuration and specification of the refrigeration system was created to perform to a cost and target energy consumption. Additionally a weight reduction analysis was carried out at the design stage to help compensate for the weight of the solar panels.
The panels selected were manufactured by BP Solar, one of the world’s major producers of solar modules. The panels were the BP585F 85W aluminium framed modules and suitable fixings to the trailer roof were designed by the trailer manufactures with input from BP Solar.
With cost in mind as well as overall efficiency, it was decided to use direct current electric motors for the compressor and fans. Simplification of the refrigeration system, controls and the absence of defrost facility enabled the cost to be reduced significantly.
The modular nature of the design made for an easy assembly process. This was carried out using skilled refrigeration engineers, however the nature of the design lends itself to assembly by semi-skilled operators in a production line environment.
A number of transducers were fitted at the installation stage, and frequent visits were made to download performance data
Results
The results of this project can be defined in two areas, costs and performance. The cost level of the new prototype were reduced to approximately one half of the original design manufacturing costs. This was due to the reduction of the panel costs, and to the use of direct current electric’s which meant that there was no need to invert the battery supply.
The performance of the system showed a 27% increase in performance over that achieved with the first prototype. This is evident from the lower current draw measured over a period of operating time. This concurs with the estimated figure of 30% from the mathematical model.
iii

Conclusions
During most of the year, there has been an excess of solar energy over daily demand. The exception being as predicted in the model some days in December and January, when solar radiation is low. The concept is therefore of major use to most hauliers of fresh produce, and with the introduction of charging facilities the battery size could be reconsidered to further reduce cost and weight. The final estimate of total cost is competitive with the current competition, and with modern production techniques, could be reduced if volumes allow.
Recommendations
The introduction of direct current motors has compromised, a little the “maintenance free” aspects of the original concept. Whereas the complication of operating inverters has a downside in this respect, the servicing of direct current motor brushes is a major servicing point. The next stage of the development would be to introduce brushless motors into this application, and speed control to allow optimisation of solar radiation, battery condition and load demand and further stretch the operating envelop of the unit.
iv

Contents
1. Introduction..................................................................... 12. Commercial..................................................................... 3
2.1. Environmental.......................................................... 32.2. Cost Issues................................................................. 3
3. Technical Development.................................................. 53.1. Trailer........................................................................ 53.2. Panels and Batteries.................................................. 53.3. Refrigeration System................................................ 5
4 Development Programme................................................. 74.1. Review........................................................................ 74.2 Motor Selection.......................................................... 74.3 Mathematical Model.................................................. 74.4 Design......................................................................... 74.4 Manufacture............................................................. 7
5 Monitoring System......................................................... 96. Operational Issues.......................................................... 11
6.1. Motors...................................................................... 116.2. Panel Fixings............................................................ 116.3. Door Switches.......................................................... 116.4. Batteries..................................................................... 116.5. Data logging.............................................................. 11
7. Results............................................................................. 137.1.Heat Load.............................................................. 137.2 Battery Size......................................................................13
8 Conclusion....................................................................... 15
AppendicesFridge Layout.............................................................................. A1System Layout............................................................................. A2System Schematic..................................................................... A3
v

1. INTRODUCTION
J. Sainsburys is a major operator of refrigerated vehicles as part of its wide distribution process. They have a genuine concern for environmental issues and have been willing to sponsor developments in the past which improve the image of their operations. This led Sainsburys to take delivery of the world’s first solar powered refrigerated trailer.
The operation of this trailer has resulted in Sainsburys identifying a role in their distribution fleet of at least a further 50 units, however due to the configuration of this prototype the production costs would be prohibitive and not commercially viable. It was therefore decided to build two more units with a view to reduce costs, increase performance and lay the foundation for a repeatable and commercially viable system which could fit into roles in most supermarket distribution operations in the UK and beyond.
The project was formed by Energy Design Limited with their partners Sainsburys Plc, Montracon Refrigerated Vehicles, BP Solar and Chloride Motive Power with the simple aim of arriving at a product which would be an acceptable alternative to the current standard practice in the industry.
The basic configuration of the system can be defined in four sections:(see appendix A)• A maximum length (13.5m) insulated trailer
• Roof mounted PV panels.
• Under-mounted batteries and charge controller.
• Front-mounted low energy consumption refrigeration system
As the system uses standard PV panels and batteries, the main focus of the development programme was the optimisation of the refrigeration part of the system.
1

2

2. COMMERCIAL
No specific market research was carried out for this project, as due to the nature of the development, actual performance figures and cost projection were not possible. The project was however customer driven and therefore the need for alternative energy solutions was established - as explained below.
2.1 Environmental
The need for a virtually silent form of transport refrigeration is evident from the number of complaints received by local authorities from residents living close to supermarkets of other distribution centres. Even normal high street deliveries cause annoyance. The diesel engines used by the refrigerated transport industry emit significantly more noise than the traction diesel, and the opportunities for sound proofing are limited by the need for airflow through the radiator and the condenser.
The best conventional alternative so far has been the use of the diesel-electric fridge system, which does allow for some noise reduction.
Additionally the diesel engines used are oversized and run continuously, even when refrigeration demand is low or even non-existent. This availability of power has ensured that the refrigeration system itself is extremely inefficient, particularly for chilled food applications.
In the absence of precise figures, one diesel powered may produce 3 tonnes of CO2 year.
2.2 Cost issues
Although the capital cost of the solar powered system is about twice that of a conventional system, it compares very favourably when considering life costs.
Maintenance and depreciation are the main areas of advantage to the solar system. The industry standard units require routine maintenance and replacement as a result of the stress put on the components by vibration. The drive train components are particularly vulnerable to wear in this environment. Additionally, the engines need regular oil changes, some at intervals of 500 hours, this combined with the rapid deterioration of the main drive components, compressor seals etc., lead some operators to write off the units after only 8 years.
The solar powered unit offers a completely different scenario, no fuel cost, no oil changes, no vibration damage from the drive train to the compressor, virtually no maintenance and therefore a longer effective operating life. For example over a 25 year period the system could cost 40% less per year to operate than a conventional unit, including the difference in initial capital outlay.
3

4

TECHNICAL DEVELOPMENT
The development of the system was carried out in conjunction with the partner organisations, BP Solar, Montracon Refrigerated Vehicles, Chloride Motive Power, Sainsburys Plc.
3.1 Trailer
The trailer used was a modified standard offering from Montracon Refrigerated Vehicles. The modifications were carried out to reduce weight wherever possible, and fit batteries and solar panels. The roof design was changed to accommodate the solar panels within the envelope of a standard height trailer. The panels were arranged at a slight angle to allow for run off, with an air gap of 10mm to protect the roof from excessive heat. (see Appendix 3).
The actual fixings were designed jointly by Montracon with input from BP Solar, to enable security of the panels to be guaranteed when passing under low branches, and through truck washing processes.
3.2 Panels and Batteries
The solar modules were manufactured and supplied by BP Solar. The specification recommended was the BP585F 85W aluminium framed modules which incorporate a high efficiency Laser Grooved Buried Grid which provide a higher voltage and improved tolerance to diffused light. This enables the cells to produce more Watt hours per year than conventional crystalline or thin film solar cells.
The battery charge controller was also selected by BP Solar, and the batteries themselves were selected by BP Solar. These were lead acid batteries of 1500 Amp hours. Appendix III shows the batteries located centrally underneath the trailer.
3.3 Refrigeration System
In order to have a refrigeration system capable of operating with low energy consumption, it is necessary to rethink the accepted practises of the last few decades. The abundance of power available from industrial diesel engines coupled with the low price of red diesel fuel has led to the propagation of systems with low coefficient of performance.
3.3.1 Direct Current Operation
The main difference with these two prototypes was the adoption of direct current motors for compressor and fans. Unfortunately as no suitable brushless motors are currently available, the use of D.C. motors has introduced a service issue, as the brushes will require changing from time to time. Nevertheless as part of the cost reduction and efficiency improvement it was felt necessary to develop a system based on this technology. The improvement in efficiency
5

equals the losses across the inverter and subsequent three phase conversion of the previous system, estimated at 28%.
3.3.2 Refrigeration Cycle
The major feature of this development was the design of the condenser and evaporator coils. Much attention was paid to this part of the process and the coils were designed from first principles, ignoring the conventional wisdom of the industry. The condenser coil was made very much oversize as a ratio of coil surface area to compressor swept volume giving lower pipe velocities. This in effect increased the compressor effectiveness as the lower pressure drop requires less oil in the system, and therefore the need for separation can be negated. Due to the low pressure differential across the compressor and subsequent improved gas flow, the overall coefficient of performance achieved was in excess of 2.5, compared with a typical value for a conventional fridge of 0.7. To reduce the risk of poor oil return without oil separation a gradient was engineered into return the pipe work.
The evaporation side of the cycle was also improved by allowing for a greater airflow past the coil surfaces, typically double the normal industry practise. This then enabled the air off the coil to be always above zero °C and therefore a defrost system was not required. Without a reverse cycle defrost system and check valves the work done by the compressor moving gas is less then a conventional system.
6

4.0 DEVELOPMENT PROGRAMME
4.1 Review.
This part of the programme the existing trailer was discussed with a view for opportunities for improvement.
As a result of discussion with Sainsburys Plc, it was decided to have a totally 24 V dc system, as opposed to 24 V dc inverted to 220 V ac 3 0. The effect of which has been explained.
Sainsburys Plc wanted to review the aesthetic aspect of the trailer. The visible part of the equipment is mounted externally on the trailer’s front bulkhead.The first design attempted a rounded shape. This proved to be difficult and costly and the end result was not as expected. Realising that to achieve this style requires a large investment, the design was simplified to a box shape.
4.2 Motor selection
Energy is consumed in two ways in a refrigeration system , fan motors and a compressor motor, the compressor motor absorbing up to 3 times the energy. By working closely with a motor manufacturer a specially designed compressor motor was made, exploiting some of the “natural motor characteristics” with the compressor requirements.
4.3 Mathematical model
This was started in November 98 and was continually updated as the project proceeded. The input data consisted of weather data and performance data of components, to give an output of how long the system can run for on any day of the year. The model showed that this was at a minimum during the Autumnal months.
4.4 Design January 99 to March 99
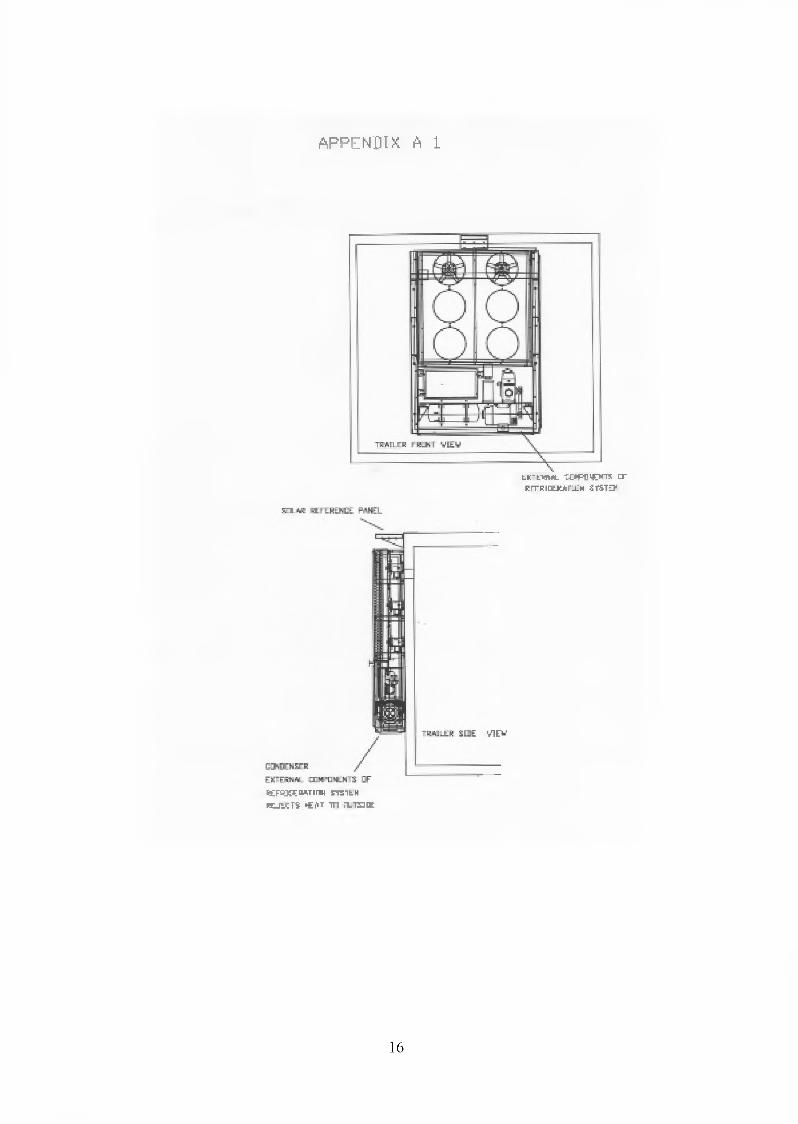
The refrigeration system consists of two main components, the evaporators which collect heat from inside the trailer, and a condenser that rejects heat to the outside ambient. For this reason the two evaporators are mounted inside the trailer and the condenser is mounted on the outside - see appendix 3.
4.41 Condenser
This is mounted on the outside on the trailer’s front bulkhead. Previously made from steel, it is now made from aluminium, which has the following advantages:
• high resistance to corrosion.• weight reduction.• secondly a significant reduction in noise transmission
7

With reference to this latter effect, all the rotating parts are mounted on antivibration mounts, reducing the noise transmitted through the frame and panels. Care has to be taken in this part of the design, since excessive movement will lead to undesired contacts between parts and fatigue effects on pipe work.
4.42 Evaporators
Inside the trailer there are two identical evaporators, which span the width of the trailer and are 180 mm deep - see Appendix 3 The design features a larger then usual air volume over larger then usual surface area. This has two effects, firstly it means the that energy required to move the air is less and the evaporators are frost free. Frosting reduces heat transfer and therefore reduces efficiency.
4.43 Electrical system.
A decision to make the system completely d.c., not only reduced the cost, it made the controls simpler. However, conductor cross sectional areas have to be carefully considered, to avoid energy loss through heating.
4.5 Start of Manufacture March 99
Having fully drawn the sheet metal, coils and pipe work, the drawings were released for manufacture to our sub contractors. Final designs for the motors agreed and orders placed.
4.51 Assembly June 99 to September 99
Components assembled into frames, piped and wire together.
4.52 Fitting system into trailer September 99
The completed refrigeration system was taken to Montracon Refrigerated Vehicles and installed. This involved fixing evaporators and condenser to the trailer and then connecting between them with pipes and wires.
In addition the solar panels were fixed to the roof. Each panel was wired back to the charge controller. An alternative way may have been to fit copper bar into the trailer roof thereby reducing the cable runs.
During commissioning, it was noticed that the speed of the compressor motor was too slow. The outcome is discussed later in operational issues.
8
5.0 MONITORING SYSTEM.
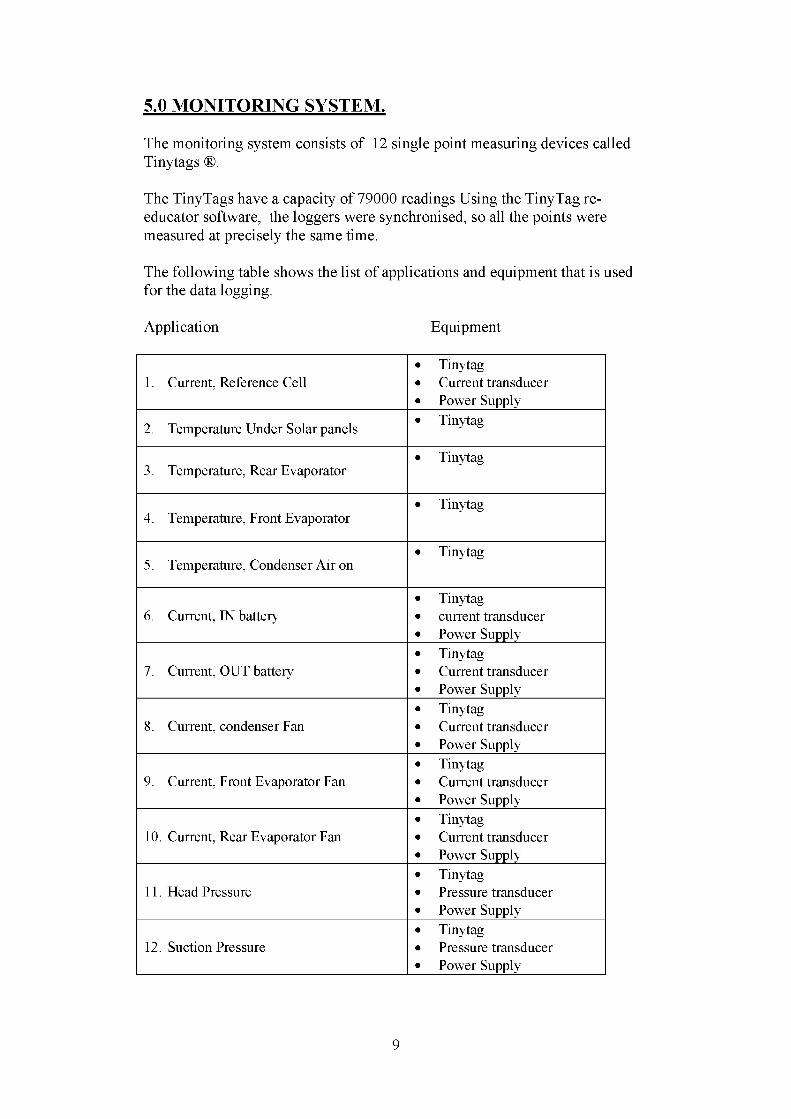
The monitoring system consists of 12 single point measuring devices called Tinytags ®.
The TinyTags have a capacity of 79000 readings Using the TinyTag reeducator software, the loggers were synchronised, so all the points were measured at precisely the same time.
The following table shows the list of applications and equipment that is used for the data logging.
Application Equipment
1. Current, Reference Cell• Tinytag• Current transducer• Power Supply
2. Temperature Under Solar panels• Tinytag
3. Temperature, Rear Evaporator• Tinytag
4. Temperature, Front Evaporator• Tinytag
5. Temperature, Condenser Air on• Tinytag
6. Current, IN battery• Tinytag• current transducer• Power Supply
7. Current, OUT battery• Tinytag• Current transducer• Power Supply
8. Current, condenser Fan• Tinytag• Current transducer• Power Supply
9. Current, Front Evaporator Fan• Tinytag• Current transducer• Power Supply
10. Current, Rear Evaporator Fan• Tinytag• Current transducer• Power Supply
11. Head Pressure• Tinytag• Pressure transducer• Power Supply
12. Suction Pressure• Tinytag• Pressure transducer• Power Supply
9

Equipment Used to Download data from data loggers: -
• Psion Workabout• Tinytag Cable• Tinytalk Cable
Software : -TinyLink Software for Psion GLM Software for Windows PSIWIN Software Re-educator Software Microsoft Excel
n
10

6 OPERATIONAL ISSUES
During the operation of the vehicle, a number of problems were encountered by the customer, which were not present on the original prototype. These developed over time period of 8 months. During which time the trailer was used typically for 4 to 5 hours a day.
6.1 Motors
The compressor dc motor failed shortly into service, and on inspection by the manufactures had found to have failed with premature brush wear. This was confirmed to be as a result of a manufacturing error in that the windings were not to the manufacturer’s specification for this duty. Basically the motor was significantly under loaded. The motors were re-wound to the correct specifications.
6.2 Panel fixings
During a journey in high winds, the leading solar roof module became detached from the aluminium mounting rails. This was as a result of a failure of one of the fixings, although the fixing strength was sufficient the process of drilling and fixing was thought to be at fault. In any case the procedure was not repeatable and therefore modifications to the roof fixing were carried out to prevent reoccurrence of this incident
6.3 Door Switches
The operator required door switches to be fitted as the discipline of closing the rear door of the vehicle whilst it is in the docking bay cannot be guaranteed. The effect of leaving the door open and fridge running would be to deplete the batteries overnight. The problem does not occur with conventional fridge vehicles as the are either using diesel all night or mains electricity supply. Unfortunately the reed switch fitted could not operate reliably with the roller shutter doors due to the doors’ flexibility and the intermittent running of the motor would cause them to fail rapidly. The customer is fitting a suitable mechanical switch.
6.4 Batteries
Over a period of time the batteries gradually lost their ability to hold charge. This was observed through apparent rapid charging and discharging characteristics. Effectively the capacity of the batteries was being reduced. A possible cause may have been road vibration damaging the cells. This set of batteries was replaced with a more robust fork lift type battery.6.5 Data logging
The main problem was the power supply to the current transducers, some failures and spurious readings were possibly due to voltage spikes. Such spikes are associated with collapsing currents in coils, i.e. removing power from motors and valves. In retrospect the use of shunts would have been a more robust method of measuring currents.
11

12

7.0 RESULTS
7.1 Heat load
This is the amount of heat that the refrigeration system has to remove.The data approximately shows, to reduce the trailer’s temperature down to it’s operating point, the air accounts for 30% of the heat load and the trailer fabric accounts for the rest.
Removal of heat from the trailer fabric, which consists of several tons of insulation and metalwork, requires time and energy. This has reinforced the idea of opportunity running. If the batteries are full, and there is solar power available, the refrigeration system could in an “opportunity running mode” self start and pre-cool the trailer’s fabric, making it ready for instance use.
7.2 Battery Size
Battery sizing was another question to be considered, simply looking at the daily difference of energy in and energy out the maximum was 7.7 kW hours ( 322 Amp hours). The battery size at present is 900 Amp hours of which only 500 Amp hours is available, so the present size has some reserve of 200 Amp hours.
Figure 1 Comparison of available energy to energy consumed (kWatt Hours)________ Energy from panels.............. Energy consumed by fridge
25.0
20.0
15.0
10.0
5.0
0.0
continued
13

16.0
This graph was compiled by data obtained over more than one year, and contains some model data where operational issues and transducer errors prevented full data collection.
14

8 CONCLUSION AND DISCUSSION
One aim of the project was to produce a production unit, meeting an operational specification, capable of being easily manufactured on a repeatable basis, thereby increasing reliability and reducing cost. This was achieved by evolving the design from the prototype with a strong input from Sainsburys Plc.
This evolution centred around two main areas.
• Physical design• the move to a totally dc electrical system.
The results, show that during its operation there has been sufficient solar energy to sustain the refrigeration system. They show that during the Autumn months, the difference between the solar energy and the refrigeration demand for energy is the smallest, but still positive. While in the Spring months the difference is a it’s maximum. This is due to the Spring temperatures being lower than those in Autumn for the same sun positions.
The mathematical model is accurate at higher temperatures within 10%, however at the lower temperatures the power is higher then anticipated, by as much as 25%.
The ultimate test of the commercialisation of solar powered refrigeration system is whether the customer would order more, at present there are discussions for further systems.
15
APPENDIX A 1
LK tfliflL ajtFfl'FWT’I □RTSHk.H*IXH 3t5T>
KPHWTim S13ILM
Ituucrs HEAT m ITDtt
V1EV
16

APPENDIX A2
Schematic of Solar Refrigeration Trailer showing major components and airflows.
17

APPENDIX A3
i & f _a ED nr B
FpmT I ViPrtfiA-W
if.- Hjjra
AJPLDH BttEtTK*
sbchw usAKEitMi aawi rotUlKSDURYS BiUUI TRfiBLHt FB- HCtffW
18