tese the end pdf - técnico lisboa - autenticação pdf... ·...
TRANSCRIPT
Pág. 1
Resumo
O presente trabalho mostra a aplicação da metodologia Lean Six Sigma, de nível do Green Belt (nível
intermédio). Nesse âmbito explicita-se a importância da sua aplicação, bem como as suas origens e
as principais ferramentas utilizadas. De forma complementar está nele contido um exemplo da
aplicação do Lean Six Sigma na gestão de um projecto de industrial de redução de defeitos físicos. O
projecto tinha como objectivo uma redução de 50% do custo de sucata proveniente de peças com
defeitos físicos, o que se traduz numa redução desses custos para 5.500€ mensais. Esses valores
deveriam reflectir-se numa poupança projectada de 35.200€ no ano 2008 e de 66.326€ anuais nos
dois anos seguintes considerando fixos o nível de produção e o seu espectro, e não tendo em conta a
inflação ou outros factores económicos.
O projecto após implementado levou a que os custos mensais de sucata devido a defeitos físicos
passassem para 4.590€. Tendo assim superado o objectivo dado que a redução foi de 58%. Em
termos de poupança, o projecto também atingiu o seu objectivo com uma poupança estimada de
40.053€ (que incluí os custos de investimentos) para 2008 e de 74.126€ anuais para os 2 anos
seguintes.
Em termos estruturais o trabalho está organizado em duas partes onde na primeira se descrevem as
principais ferramentas utilizadas na gestão de projectos utilizando o Lean Six Sigma, a nível do Green
Belt. Essas ferramentas estão agrupadas de acordo com as diferentes fases dos projectos (DMAIC).
Na segunda parte encontra-se o projecto mencionado e a aplicação de algumas das ferramentas
descritas na primeira parte e que foram necessária para o seu desenrolar.
Palavras-chave
Lean Six Sigma
Gestão de projecto
Redução de custos
Processo
DMAIC
Pág. 2
Abstract
This work shows the use of Lean Six Sigma methodology at the Green Belt level. According to that
objective it is shown the relevance of its application and also its origin and the main tools used. In
complement it includes the use of Lean Six Sigma in the management of an industrial project for
physical defects reduction. The project objective was 50% reduction in scrap cost due to pieces with
physical defects. That objective equals 5.500€ per month in cost reduction which was projected saving
of 35.200€ for the year 2008 and 66.326€ for each of the next two years, considering the production
level and spectrum unchanged, and not taking into account economic factors such inflation.
Upon the project implementation the monthly scrap cost due to physical defects changed to 4.590€.
So the objective was accomplished by achieving a cost reduction of 58%. Concerning the related the
savings the goal was also met with a projected saving of 40.053€ (including the investment costs) for
2008 and 74.126€ for the next two years.
The structure of this work consists in two parts. In the first one the most important tools used in Green
Belt Lean Six Sigma project are described. Those tools are organized according to the different project
stage (DMAIC). In the second part it is possible to find the project and the use of some to the
previously mentioned tools used for its accomplishment.
Keywords
Lean Six Sigma
Project Management
Cost Saving
Process
DMAIC
Pág. 3
Índice
RESUMO............................................................................................................................................................... 1
PALAVRAS-CHAVE ........................................................................................................................................... 1
ABSTRACT........................................................................................................................................................... 2
KEYWORDS......................................................................................................................................................... 2
ÍNDICE .................................................................................................................................................................. 3
LISTA DE FIGURAS ........................................................................................................................................... 5
LISTA DE TABELAS .......................................................................................................................................... 7
LISTA DE ABREVIATURAS ............................................................................................................................. 8
NOTAS PRÉVIAS ................................................................................................................................................ 9
STATU QUO ACTUAL ...................................................................................................................................... 10
LEAN SIX SIGMA – O QUE É? ....................................................................................................................... 11
DMAIC – DEFINIR, MEDIR, ANALISAR, IMPLEMENTAR, CONTROLAR ......................................... 15
DEFINE / DEFINIR............................................................................................................................................ 17
OBJECTIVO ........................................................................................................................................................ 17
CONTRACT SHEET/LANÇAMENTO DA EQUIPA E PROJECTO ................................................................................ 17
DEFINIÇÃO DO PROBLEMA................................................................................................................................. 20
VOICE OF CUSTOMER/VOZ DO CLIENTE VOC.................................................................................................... 20
CRITICAL TO QUALITY (CTQ)........................................................................................................................... 22
SUPPLIERS-INPUTS-PROCESS-OUTPUTS-CUSTOMERS (SIPOC)......................................................................... 22
GATE REVIEW DO MÓDULO DEFINIR.................................................................................................................. 23
MEASURE / MEDIR.......................................................................................................................................... 25
O QUE MEDIR E PORQUÊ .................................................................................................................................... 25
VALUE STREAM MAPPING (VSM) / MAPA DA CADEIA DE VALOR ..................................................................... 26
RECOLHA DE DADOS ......................................................................................................................................... 29
MEASURE SYSTEM ANALYSIS (MSA)/ ANÁLISE DO SISTEMA DE MEDIDA......................................................... 30
CAPABILIDADE E PERFORMANCE DOS PROCESSOS ............................................................................................. 31
GATE REVIEW DO MÓDULO MEDIR .................................................................................................................... 32
ANALYSE / ANALISAR.................................................................................................................................... 33
OBJECTIVO ........................................................................................................................................................ 33
BRAINSTORMING............................................................................................................................................... 33
DIAGRAMA DE ISHIKAWA / FISHBONE / ESPINHA DE PEIXE ............................................................................... 33
5 WHY/ 5 PORQUÊ............................................................................................................................................. 34
FAULT TREE ANALYSIS (FTA) / ÁRVORE DE FALHAS ....................................................................................... 34
MATRIZ CAUSA-EFEITO .................................................................................................................................... 35
FAILURE MODES AND EFFECTS ANALYSIS (FMEA).......................................................................................... 36
TESTE DE HIPÓTESES......................................................................................................................................... 38
REGRESSÃO SIMPLES E MÚLTIPLA .................................................................................................................... 39

Pág. 4
GATE REVIEW DO MÓDULO ANALISAR .............................................................................................................. 39
IMPLEMENT / IMPLEMENTAR.................................................................................................................... 40
OBJECTIVO ........................................................................................................................................................ 40
DESENHO DE EXPERIÊNCIAS / DESIGN OF EXPERIMENT (DOE).......................................................................... 40
SISTEMAS PULL................................................................................................................................................. 41
KANBAN............................................................................................................................................................ 42
5 S..................................................................................................................................................................... 43
GATE REVIEW DO MÓDULO IMPLEMENTAR ....................................................................................................... 47
CONTROL / CONTROLAR ............................................................................................................................. 48
OBJECTIVO ........................................................................................................................................................ 48
POKE-YOKE/SISTEMAS À PROVA DE ERRO ........................................................................................................ 48
INSTRUÇÕES DE TRABALHO............................................................................................................................... 49
CONTROLO DE PROCESSO .................................................................................................................................. 49
PROJECTO......................................................................................................................................................... 52
INTRODUÇÃO .................................................................................................................................................... 52
DESCRIÇÃO DO PROBLEMA................................................................................................................................ 53
OBJECTIVO ........................................................................................................................................................ 53
MÉTRICA DE SEGUIMENTO ................................................................................................................................ 53
PROJECÇÃO DE GANHOS ANUAIS ....................................................................................................................... 53
CONTRACT SHEET ............................................................................................................................................. 54
DISTRIBUIÇÃO CUSTOS (€) DOS DEFEITOS PELAS FAMÍLIAS DE MATERIAIS ........................................................ 55
VOZ DO CLIENTE / VOICE OF CUSTOMER (VOC) .............................................................................................. 55
CRITICAL TO QUALITY (CTQ)........................................................................................................................... 56
SUPPLIERS-INPUTS-PROCESS-OUTPUTS-CUSTOMERS (SIPOC)......................................................................... 56
VALUE STREAM MAP (VSM)............................................................................................................................ 58
PLANO DE RECOLHA DE DADOS ......................................................................................................................... 59
ANÁLISE DO SISTEMA DE MEDIÇÃO ................................................................................................................... 60
ANALISAR PARA MAU ENCAPSULAMENTO ......................................................................................................... 62
ANALISAR PARA NÚCLEO À VISTA ..................................................................................................................... 64
ANALISAR PARA FALHAS DE MARCAÇÃO .......................................................................................................... 67
IMPLEMENTAR PARA MAU ENCAPSULAMENTO .................................................................................................. 70
IMPLEMENTAR PARA NÚCLEO À VISTA .............................................................................................................. 72
IMPLEMENTAR PARA FALHAS DE MARCAÇÃO .................................................................................................... 73
CONTROLAR PARA MAU ENCAPSULAMENTO ..................................................................................................... 73
CONTROLAR PARA NÚCLEO À VISTA.................................................................................................................. 74
CONTROLAR PARA FALHAS DE MARCAÇÃO ....................................................................................................... 74
ESTUDO FINANCEIRO......................................................................................................................................... 75
BIBLIOGRAFIA................................................................................................................................................. 77

Pág. 5
Lista de Figuras
FIGURA 1 - EVOLUÇÃO HISTÓRICA DAS FERRAMENTAS QUE ORIGINARAM O LEAN SIX SIGMA ......................... 11
FIGURA 2 – EXEMPLO DE UM PROCESSO DE NÍVEL 3 SIGMA............................................................................... 12
FIGURA 3 – LEAN SIX SIGMA E A ELEVAÇÃO EQUILIBRADA DOS PILARES DE OBJECTIVOS ................................ 13
FIGURA 5 – LIGAÇÃO ENTRE OBJECTIVOS DA GESTÃO DE TOPO E PROJECTOS LEAN SIX SIGMA ........................ 17
FIGURA 6 – PIRÂMIDE DA HIERARQUIA DE UMA EQUIPA LEAN SIX SIGMA ........................................................ 19
FIGURA 7 – EXEMPLO DE UM DIAGRAMA DE PARETO ....................................................................................... 20
FIGURA 8 – REPRESENTAÇÃO HUMORÍSTICA DO QUE SUCEDE QUANDO NÃO HÁ COMUNICAÇÃO CORRECTA DOS
REQUISITOS. ...................................................................................................................................................... 21
FIGURA 9- ESQUEMA DE DETERMINAÇÃO DE CTQ A PARTIR DE UM REQUISITO GENÉRICO ............................... 22
FIGURA 10 – EXEMPLO DE ESQUEMA DE SIPOC ............................................................................................... 23
FIGURA 11 – EXEMPLO DE UM VALUE STREAM MAP ........................................................................................ 28
FIGURA 14 – EXEMPLO DE UM DIAGRAMA DE ISHIKAWA.................................................................................. 34
FIGURA 15 – ESQUEMA DE FTA........................................................................................................................ 35
FIGURA 16 – EXEMPLO DE UMA MATRIZ CAUSA-EFEITO.................................................................................... 36
FIGURA 17 – DIAGRAMA DE PARETO RELATIVO À MATRIZ CAUSA-EFEITO ANTERIOR (FIGURA 16) ................... 36
FIGURA 19 – FLUXO DE MATERIAL E DE KANBANS NUMA SEQUÊNCIA DE POSTOS DE TRABALHO ...................... 42
FIGURA 20 – FLUXO DAS ETIQUETAS DE KANBAN ENTRE DOIS POSTOS DE TRABALHO CONSECUTIVOS............. 43
FIGURA 21 – EXEMPLOS DE APLICAÇÃO DE 5S.................................................................................................. 45
FIGURA 23 – PEÇA COM PINO DE CENTRAGEM PARA MINIMIZAR TEMPO DE TROCA DE FERRAMENTA................ 47
FIGURA 24 – EXEMPLO DE UM SISTEMA POKA-YOKE........................................................................................ 49
FIGURA 26 – ESQUEMA DE COMPONENTE ELECTRÓNICO ................................................................................... 52
FIGURA 27 – CONTRACT SHEET DO PROJECTO .................................................................................................. 54
FIGURA 28 – GRÁFICO DA DISTRIBUIÇÃO DOS CUSTOS DE DEFEITOS POR FAMÍLIA DE PRODUTO ....................... 55
FIGURA 29 – DEFINIÇÃO DE CTQS.................................................................................................................... 56
FIGURA 30 – SIPOC DO PROJECTO .................................................................................................................... 57
FIGURA 33 – ESTUDO R&R PARA MEDIÇÃO DE ESPESSURAS DAS PEÇAS ........................................................... 60
FIGURA 34 - ESTUDO R&R PARA MEDIÇÃO DA PROFUNDIDADE DO DEGRAU .................................................... 61
FIGURA 35 - ESTUDO R&R PARA MEDIÇÃO DO ÂNGULO DO DEGRAU................................................................ 61
FIGURA 36 – REPETIÇÃO DO ESTUDO R&R PARA MEDIÇÃO DO ÂNGULO DO DEGRAU ....................................... 62
FIGURA 37 – DIAGRAMA DE ISHIKAWA PARA MAU ENCAPSULAMENTO............................................................. 63
FIGURA 38 - DIAGRAMA DE ISHIKAWA PARA NÚCLEO À VISTA ......................................................................... 65
FIGURA 39 - DIAGRAMA DE ISHIKAWA PARA ESPESSURAS ELEVADAS............................................................... 66
FIGURA 40 – CORRELAÇÃO ENTRE TEMPERATURA E DENSIDADE DO BANHO..................................................... 67
FIGURA 41 - DIAGRAMA DE ISHIKAWA PARA FALHAS DE MARCAÇÃO ............................................................... 67
FIGURA 42 – ESTUDO DE CAPABILIDADE DO EQUIPAMENTO PARA FORNECER POTÊNCIA CORRECTA DO LASER. 69
FIGURA 43 – CORRELAÇÃO DA PRESSÃO DE CO2 COM O NÚMERO DE DEFEITOS ................................................ 69
FIGURA 44 – GRÁFICO DO NÚMERO DE DEFEITOS POR MILHÃO DE PEÇAS ANTES E APÓS MANUTENÇÃO DO
EQUIPAMENTO................................................................................................................................................... 70
FIGURA 45 – GRÁFICOS RESULTANTES DO DOE PARA A RESINA ANTIGA .......................................................... 71
Pág. 6
FIGURA 46 - GRÁFICOS RESULTANTES DO DOE PARA A RESINA NOVA.............................................................. 71
FIGURA 47 - GRÁFICO DA EVOLUÇÃO DO NÚMERO DE DEFEITOS POR MILHÃO DE PEÇAS NAS VÁRIAS FASES DE
RESOLUÇÃO DO PROBLEMA ............................................................................................................................... 72
FIGURA 48 - GRÁFICO DA EVOLUÇÃO DO NÚMERO DE DEFEITOS ANTES E APÓS ALTERAÇÃO DO LIMITE DE
PRESSÃO DE CO2 ............................................................................................................................................... 73
FIGURA 49 – IMAGEM DO SOFTWARE DESENVOLVIDO PARA CONTROLO DAS MANUTENÇÕES............................. 74
Pág. 7
Lista de Tabelas
TABELA 1 – PRINCIPAIS BENEFÍCIOS DAS DUAS METODOLOGIAS ....................................................................... 12
TABELA 2 – ESQUEMA DE UMA POSSÍVEL DISTRIBUIÇÃO DE TAREFAS POR RACI ............................................. 19
TABELA 3 – EXEMPLOS DE MÉTRICAS DE PROCESSO, INPUT E OUTPUT .............................................................. 26
TABELA 4 – EXEMPLO DE UMA MATRIZ DE PRODUTO/PROCESSO...................................................................... 26
TABELA 5 – SIMBOLOGIA UTILIZADA NA ELABORAÇÃO DE UM VALUE STREAM MAP....................................... 27
TABELA 6 – EXEMPLO DE UM QUADRO PARA ELABORAR O PLANO DE RECOLHA DE DADOS .............................. 29
TABELA 7 – RESUMO DA VOZ DO CLIENTE ........................................................................................................ 55
TABELA 10 - VALORES DO ESTUDO R&R PARA MEDIÇÃO DO ÂNGULO DO DEGRAU .......................................... 61
TABELA 11 - VALORES DA REPETIÇÃO ESTUDO R&R PARA MEDIÇÃO DO ÂNGULO DO DEGRAU........................ 62
TABELA 12 – ESTUDO DAS CAUSAS QUE PODEM CONDUZIR A MAU ENCAPSULAMENTO .................................... 64
TABELA 13 - ESTUDO DAS CAUSAS QUE PODEM CONDUZIR A NÚCLEO À VISTA ................................................. 65
TABELA 14 - ESTUDO DAS CAUSAS QUE PODEM CONDUZIR A ESPESSURAS ELEVADAS ...................................... 66
TABELA 15 - ESTUDO DAS CAUSAS QUE PODEM CONDUZIR A FALHAS DE MARCAÇÃO....................................... 68
TABELA 16 – PARÂMETROS USADOS NO ESTUDO DOE E PARÂMETROS ACTUAIS DE PRODUÇÃO....................... 70
TABELA 17 – PARÂMETROS PARA ENCAPSULAMENTO DETERMINADOS USANDO DOE...................................... 72
TABELA 18 – RESUMO DO CUSTOS DE DESPERDÍCIO POR FAMÍLIA E PRODUTO ANTES E APÓS O PROJECTO ........ 75
Pág. 8
Lista de Abreviaturas
CTQ – CRITICAL TO QUALITY
DMAIC – DEFINIR-MEDIR-ANALISAR-IMPLEMENTAR-CONTROLAR
DOE – DESIGN OF EXPERIMENT
FIFO – FIRST IN FIRST OUT
FMEA – FAILURES MODES AND EFFECTS ANALYSIS
FTA – FAULT TREE ANALYSIS
IT – INSTRUÇÃO DE TRABALHO
LEAN – LEAN MANUFACTORING
LSL - LOWER SPECIFICATION LIMIT
LSS – LEAN SIX SIGMA
MSA – MEASURE SYSTEM ANALYSIS
RACI – RESPONSIBLE, ACCOUNTABLE, CONSULTED, INFORMED
SIPOC – SUPPLIERS-INPUTS-PROCESS-OUTPUTS-CUSTOMERS
SMED – SINGLE MINUTE EXCHANGE OF DIE
TQM – TOTAL QUALITY MANAGEMENT
USL – UPPER SPECIFICATION LIMIT
VOC – VOICE OF CUSTOMER; VOZ DO CLIENTE
VSM – VALUE STREAM MAP OU VALUE STREAM MAPPING
WIP – WORK IN PROGRESS
Pág. 9
NOTAS PRÉVIAS
1- Por uma questão de fidelização de certos termos à sua língua original (nuns casos inglês e noutros
japonês), pela sua difícil tradução para Português e pelo facto de, em geral, na indústria nacional e
internacional serem reconhecidos na sua forma original, também nesta dissertação se manterá a
mesma lógica. Sempre que justificável far-se-á uma breve explicação do termo.
2- Não é objectivo desta dissertação a descrição exaustiva de todas as ferramentas passíveis de
serem utilizadas numa metodologia Lean Six Sigma. Serão apresentadas as mais significativas em
termos de aplicação corrente, bem como, alguns exemplos de alternativas para o mesmo fim.
3- O exemplo de projecto apresentado nesta tese tem por base empresas e situações reais. No
entanto, para protecção dos dados, valores e informações das empresas envolvidas os dados
mencionados foram alterados de modo a serem inócuos. Por esse motivo parte do projecto tem por
base a experiência do autor.

Pág. 10
STATU QUO ACTUAL
Actualmente vivemos numa época de mudança: Mudança de mentalidade. Até aqui as empresas e
serviços, de modo a satisfazer o que entendiam ser os requisitos dos clientes, acrescentavam etapas
aos seus processos e, consequentemente, convertiam esses custos em aumento do preço do bem ou
serviço. Esta mentalidade esteve na génese de estruturas pesadas, burocráticas e em que o valor
acrescentado ao longo do processo é diminuto quando comparado com a sua extensão.
Exemplos dessas estruturas são os diversos serviços do estado Português, repartições de finanças,
registo civil, conservatórias, entre outros. Os dirigentes começaram a ter em atenção estas estruturas
assim que perceberam o quanto pesavam no orçamento do estado. Os primeiros passos da evolução
começaram-se a notar pela criação das “Lojas do Cidadão”, locais onde o cidadão pode tratar de
vários documentos no mesmo edifício sem ter de percorrer diversos edifícios situados em diferentes
pontos das cidades e em certos casos em cidades diferentes, reduzindo desta forma o tempo de
deslocação (mas não resolveu a causa-raiz do problema). O passo seguinte foi a introdução do
programa “SIMPLEX” que visava desburocratizar os serviços do estado criando fluxos mais rápidos.
Exemplo disso a criação da “Empresa na hora”. Passou a ser possível criar uma empresa em cerca
de uma hora enquanto que antes se demoravam vários dias.
Algo semelhante se tem passado com as empresas. As estruturas criadas tornaram-se cada vez mais
pesadas e os clientes cada vez menos dispostos a suportar os custos dessas estruturas. Numa breve
análise, do ponto de vista financeiro, pode-se dizer que existem duas grandes formas de expressar a
criação lucro
Preço = Custo + Lucro (1)
Preço – Custo = Lucro (2)
Matematicamente as fórmulas são equivalentes no entanto, representam realidades diferentes. No
primeiro caso temos a forma tradicional de estabelecer um preço, semelhante ao usado por uma
empresa ou governo. Se, por exemplo, o lucro desejado é de 100 e o custo de produção do bem é de
200 então o preço será de 300. No outro caso temos a fórmula que reflecte uma visão mais moderna
da gestão em que o preço é estabelecido pelo consumidor e para a empresa ter lucro o terá de actuar
sobre os custos, reduzindo-os.
Assim, os gestores tiveram de olhar “para dentro” e observar o que podiam reduzir no custo do
processo, dado que, não podiam incrementar custo de produto. Desta introspecção saíram
principalmente duas filosofias/metodologias o Lean Manufacturing e o Six Sigma. A conjugação das
duas originou o que é conhecido por Lean Six Sigma (LSS)
Pág. 11
LEAN SIX SIGMA – O que é?
Muitos reconhecem o termo Lean1 como estando associado à Toyota e à sua disciplina focada na
velocidade e eficiência dos seus processos industriais. Basicamente o Lean existe para eliminar
desperdício e melhorar eficiência. Quanto ao Six Sigma2, actualmente em grande expansão, teve a
sua génese na Motorola, sendo actualmente um dos processos mais utilizados na indústria para
melhoria da qualidade.
O Lean é o conjunto de ferramentas, conhecimentos e metodologias utilizadas para remover tempo
de valor não acrescentado e desperdício dos processos, independentemente de ser aplicado numa
organização industrial ou de serviços, de ser uma grande, média ou pequena empresa.
A raiz do Lean está na necessidade de se fazer as operações e o negócio decorrer de forma mais
rápida e deste modo reduzir a possibilidade de ocorrência de defeitos, que no LSS serão resolvidos
através de métodos Six Sigma. De modo análogo, como se verá adiante, o Six Sigma existe
primeiramente para reduzir defeitos o que levará a processos mais rápidos. Quanto às origens do
Lean, estas remontam até aos primórdios da produção em massa – inicio do século XX – e do seu
criador, Henry Ford, passando por Taiichi Ohno e Shingeo Shingo, até atingir a sua grande expansão
mundial devido a James Womack e à sua tese de doutoramento de ciência política que comparava a
politica industrial da Alemanha, Estados Unidos e Japão, e que deu origem ao livro “The machine that
changed the world”.
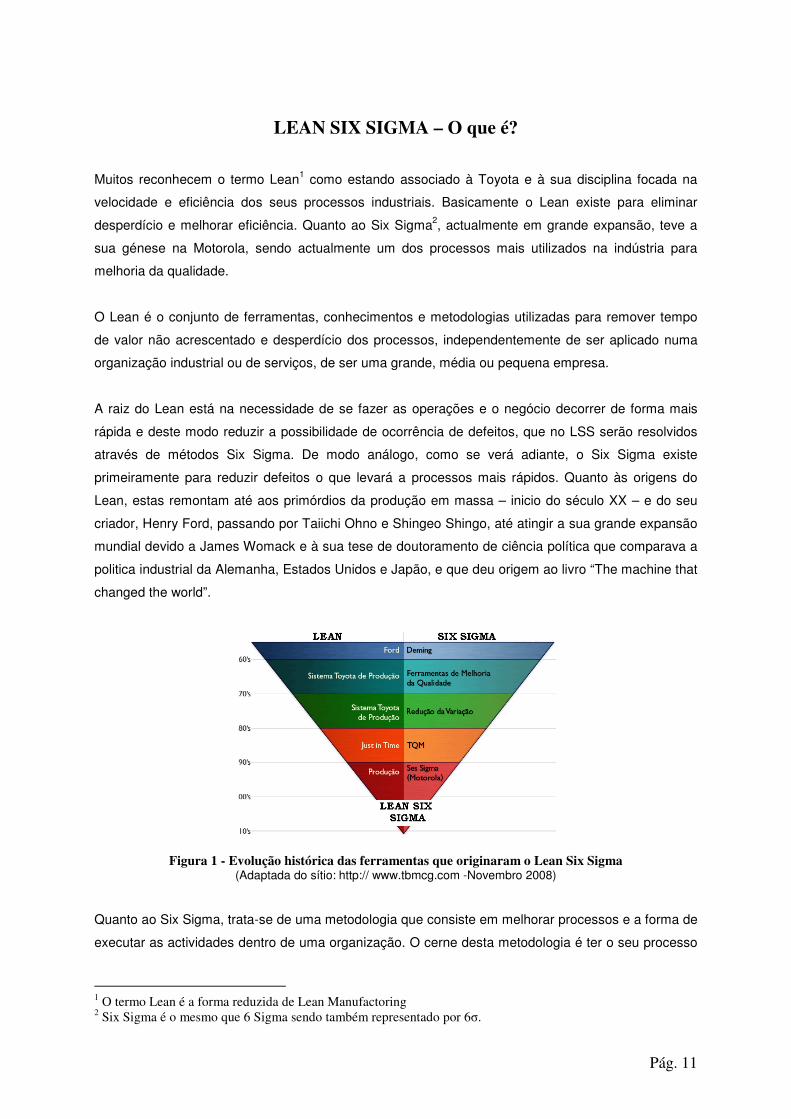
Figura 1 - Evolução histórica das ferramentas que originaram o Lean Six Sigma
(Adaptada do sítio: http:// www.tbmcg.com -Novembro 2008)
Quanto ao Six Sigma, trata-se de uma metodologia que consiste em melhorar processos e a forma de
executar as actividades dentro de uma organização. O cerne desta metodologia é ter o seu processo
1 O termo Lean é a forma reduzida de Lean Manufactoring 2 Six Sigma é o mesmo que 6 Sigma sendo também representado por 6σ.
Pág. 12
estruturado segundo etapas para a resolução de problemas de performance ou para melhoria de
performance. Este processo é denominado de DMAIC e será abordado mais adiante.
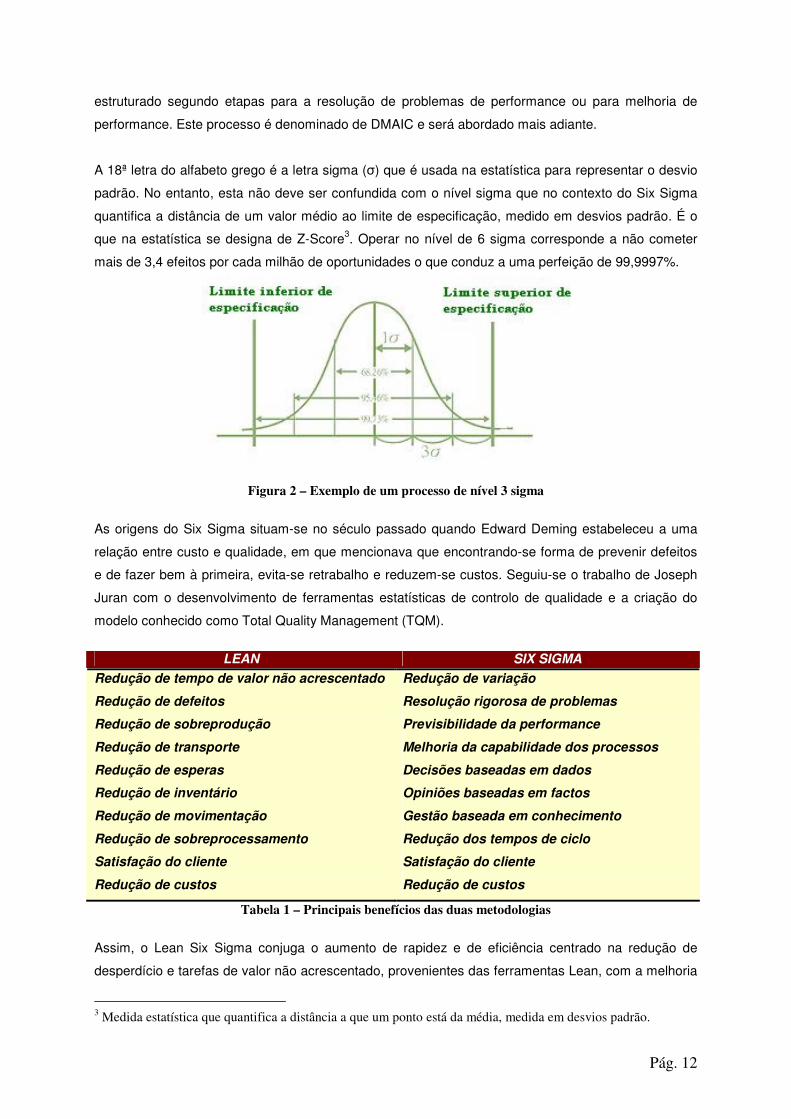
A 18ª letra do alfabeto grego é a letra sigma (σ) que é usada na estatística para representar o desvio
padrão. No entanto, esta não deve ser confundida com o nível sigma que no contexto do Six Sigma
quantifica a distância de um valor médio ao limite de especificação, medido em desvios padrão. É o
que na estatística se designa de Z-Score3. Operar no nível de 6 sigma corresponde a não cometer
mais de 3,4 efeitos por cada milhão de oportunidades o que conduz a uma perfeição de 99,9997%.
Figura 2 – Exemplo de um processo de nível 3 sigma
As origens do Six Sigma situam-se no século passado quando Edward Deming estabeleceu a uma
relação entre custo e qualidade, em que mencionava que encontrando-se forma de prevenir defeitos
e de fazer bem à primeira, evita-se retrabalho e reduzem-se custos. Seguiu-se o trabalho de Joseph
Juran com o desenvolvimento de ferramentas estatísticas de controlo de qualidade e a criação do
modelo conhecido como Total Quality Management (TQM).
LEAN SIX SIGMA
Redução de tempo de valor não acrescentado
Redução de defeitos
Redução de variação
Resolução rigorosa de problemas
Redução de sobreprodução Previsibilidade da performance
Redução de transporte Melhoria da capabilidade dos processos
Redução de esperas Decisões baseadas em dados
Redução de inventário Opiniões baseadas em factos
Redução de movimentação Gestão baseada em conhecimento
Redução de sobreprocessamento
Satisfação do cliente
Redução de custos
Redução dos tempos de ciclo
Satisfação do cliente
Redução de custos
Tabela 1 – Principais benefícios das duas metodologias
Assim, o Lean Six Sigma conjuga o aumento de rapidez e de eficiência centrado na redução de
desperdício e tarefas de valor não acrescentado, provenientes das ferramentas Lean, com a melhoria
3 Medida estatística que quantifica a distância a que um ponto está da média, medida em desvios padrão.
Pág. 13
da qualidade dos processos por eliminação da sua variação e de erros associados a esses
processos, com base na metodologia Six Sigma. Mais do que um conjunto de ferramentas para
atingir um objectivo ou uma forma de reduzir custos e aumentar receitas, o Lean Six Sigma é uma
forma de pensar, organizar ideias e gerir projectos directamente ligados aos objectivos da gestão de
topo das empresas, sendo por isso de elevado impacto nas mesmas.
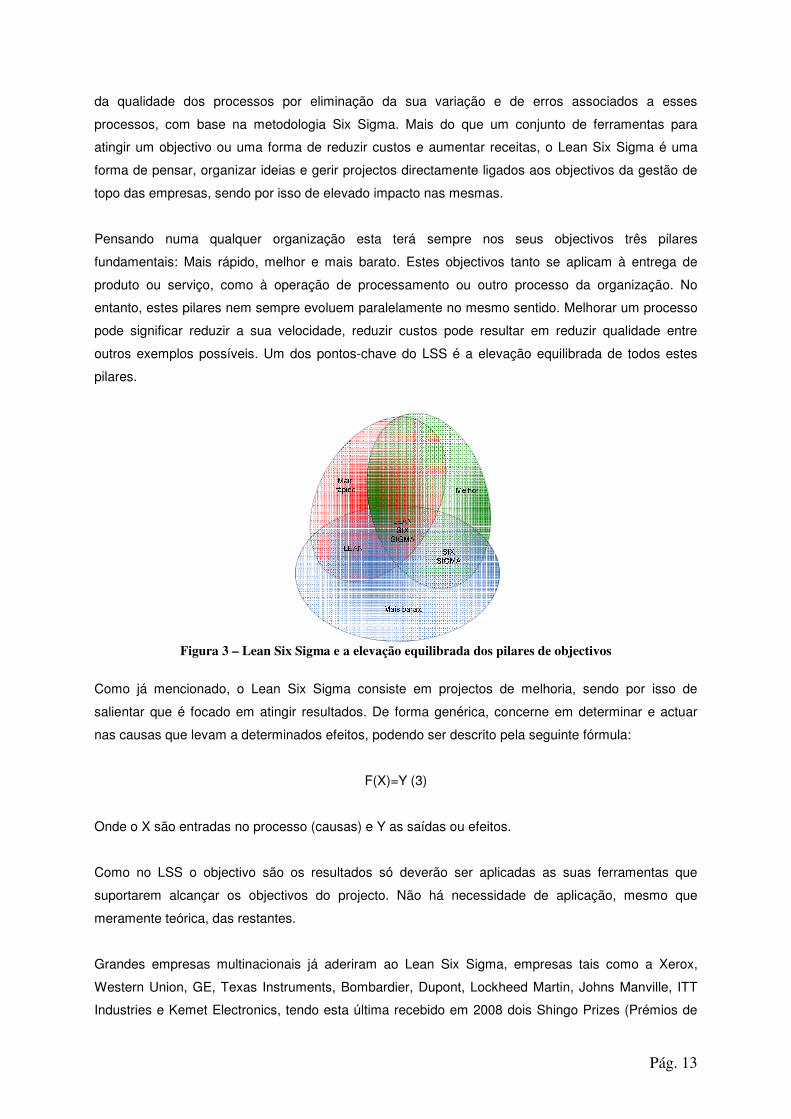
Pensando numa qualquer organização esta terá sempre nos seus objectivos três pilares
fundamentais: Mais rápido, melhor e mais barato. Estes objectivos tanto se aplicam à entrega de
produto ou serviço, como à operação de processamento ou outro processo da organização. No
entanto, estes pilares nem sempre evoluem paralelamente no mesmo sentido. Melhorar um processo
pode significar reduzir a sua velocidade, reduzir custos pode resultar em reduzir qualidade entre
outros exemplos possíveis. Um dos pontos-chave do LSS é a elevação equilibrada de todos estes
pilares.
Figura 3 – Lean Six Sigma e a elevação equilibrada dos pilares de objectivos
Como já mencionado, o Lean Six Sigma consiste em projectos de melhoria, sendo por isso de
salientar que é focado em atingir resultados. De forma genérica, concerne em determinar e actuar
nas causas que levam a determinados efeitos, podendo ser descrito pela seguinte fórmula:
F(X)=Y (3)
Onde o X são entradas no processo (causas) e Y as saídas ou efeitos.
Como no LSS o objectivo são os resultados só deverão ser aplicadas as suas ferramentas que
suportarem alcançar os objectivos do projecto. Não há necessidade de aplicação, mesmo que
meramente teórica, das restantes.
Grandes empresas multinacionais já aderiram ao Lean Six Sigma, empresas tais como a Xerox,
Western Union, GE, Texas Instruments, Bombardier, Dupont, Lockheed Martin, Johns Manville, ITT
Industries e Kemet Electronics, tendo esta última recebido em 2008 dois Shingo Prizes (Prémios de

Pág. 14
excelência atribuídos a empresas que se destacam por boas práticas de redução de desperdício e
focalização em actividades de valor acrescentado) relativos a duas das suas unidades fabris.
Apesar de nascido na produção industrial o Lean Six Sigma, tendo por base processos e actividades,
está a ser adoptado em sectores tão distintos como a Banca, Saúde, Distribuição, Serviços Públicos,
Tecnologias de Informação, entre outros. Assim se entende que as consultoras estejam cada vez
mais a investir neste mercado como é o caso da Copirisco e da Accenture que, recentemente,
adquiriu a George Group (empresa americana especializada em Lean Six Sigma) para reforço de
competências nesta área.
Pág. 15
DMAIC – Definir, Medir, Analisar, Implementar, Controlar
O LSS segue um esquema denominado de DMAIC4 (Definir-Medir-Analisar-Implementar-Controlar). O
DMAIC é originário do Six Sigma sendo a componente básica desta metodologia que segue estas
diferentes etapas desde o início do projecto até à sua conclusão. No decorrer destas etapas os
projectos passam de um foco largo e abrangente para um âmbito cada vez mais estreito. Usa-se
frequentemente a analogia a um funil para descrever o DMAIC em que no início se está no topo do
funil e à medida que se avança nas diferentes fases do projecto, este está focado em menos
variáveis mas que são as que realmente impactam no projecto.
No LSS, como no Six Sigma, não se avança para a fase seguinte sem se terminar a anterior, no
entanto, sempre que justificável deve-se voltar atrás. Entre cada fase do DMAIC existe uma “Gate
Review” que é uma etapa de revisão do que foi detectado ao longo do projecto e simultaneamente de
apresentação do estado e evolução do projecto, definindo-se a sua progressão ou paragem.
Definir: É o primeiro passo no projecto. Neste passo é importante definir metas a atingir, bem como o
âmbito do projecto, a equipa e acima de tudo o problema que se quer tratar. O objectivo do projecto
deve ser consistente com estratégia da empresa.
Medir: A fim de determinar qual a situação actual do processo é necessário recolher dados. Nesta
fase devem ser feitas medições precisas e relevantes. São os dados recolhidos que indicarão o
caminho a seguir ao longo do projecto.
Analisar: Analisar é extremamente importante para se determinar as relações entre os factores de
causalidade. Para se entender como corrigir um problema é necessário perceber as relações de
causa e efeito entre as variáveis.
Implementar: É alterar o processo fazendo melhorias e optimizando com base nas medições e
análise efectuada de modo a assegurar que os defeitos são reduzidos e os processos são
melhorados.
Controlar: É o último passo na metodologia DMAIC. Controlar é garantir que qualquer diferença se
destaca, ou seja, é ter o processo a funcionar de forma controlada dentro dos limites especificados. É
também colocar no terreno as soluções que permitem por um lado eliminar a criação de feitos e por
outro alertar caso ocorra algum defeito.
4 No Inglês: Define, Measure, Analyse, Implement, Control

Pág. 16
“Alguns projectos potenciais” Seleccionar um projecto
“Onde estamos agora” Medição do status actual
“Imensas causas possíveis” Análise das causas raiz e sua validação
“Quais as soluções” Teste e medição de melhorias
testadmedidas
“Como sustentar os ganhos” (auto)controlo dos processo
testadmedidas
DEFINIR
MEDIR
ANALISAR
CONTROLAR
IMPLEMENTAR
Figura 4 – Esquema representativo do funil do DMAIC e das suas diferentes etapas
Pág. 17
DEFINE / DEFINIR
Objectivo
Ter acordo entre a equipa e o sponsor sobre âmbito, metas, e objectivos financeiros e performance
do projecto
Contract Sheet/Lançamento da equipa e projecto
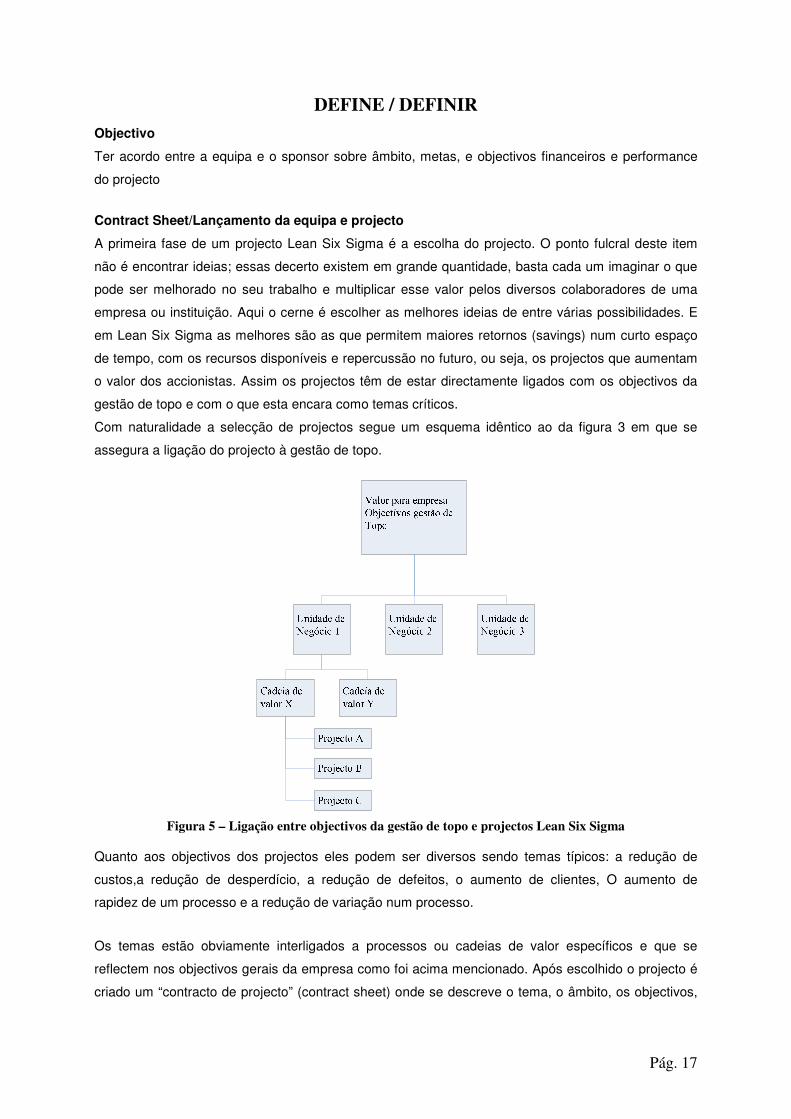
A primeira fase de um projecto Lean Six Sigma é a escolha do projecto. O ponto fulcral deste item
não é encontrar ideias; essas decerto existem em grande quantidade, basta cada um imaginar o que
pode ser melhorado no seu trabalho e multiplicar esse valor pelos diversos colaboradores de uma
empresa ou instituição. Aqui o cerne é escolher as melhores ideias de entre várias possibilidades. E
em Lean Six Sigma as melhores são as que permitem maiores retornos (savings) num curto espaço
de tempo, com os recursos disponíveis e repercussão no futuro, ou seja, os projectos que aumentam
o valor dos accionistas. Assim os projectos têm de estar directamente ligados com os objectivos da
gestão de topo e com o que esta encara como temas críticos.
Com naturalidade a selecção de projectos segue um esquema idêntico ao da figura 3 em que se
assegura a ligação do projecto à gestão de topo.
Figura 5 – Ligação entre objectivos da gestão de topo e projectos Lean Six Sigma Quanto aos objectivos dos projectos eles podem ser diversos sendo temas típicos: a redução de
custos,a redução de desperdício, a redução de defeitos, o aumento de clientes, O aumento de
rapidez de um processo e a redução de variação num processo.
Os temas estão obviamente interligados a processos ou cadeias de valor específicos e que se
reflectem nos objectivos gerais da empresa como foi acima mencionado. Após escolhido o projecto é
criado um “contracto de projecto” (contract sheet) onde se descreve o tema, o âmbito, os objectivos,

Pág. 18
os “savings” previstos, os recursos necessários previstos, a equipa e ou benefícios paralelos
expectáveis.
A escolha da equipa é também deveras importante. Ela deve ser pluridisciplinar abrangendo várias
valências e com diferentes graus de responsabilidade e conhecimento definidos para cada elemento.
Devido às origens orientais das metodologias que deram origem ao Lean Six Sigma os níveis de
conhecimentos de Lean Six Sigma são designados por cinturões de várias cores tal como acontece
nas artes marciais de origem oriental.
Uma equipa Lean Six Sigma habitualmente tem as seguintes posições:
- Champion: É o gestor de topo que garante que o projecto está de acordo com as prioridades da
empresa e tem como responsabilidade orientar os esforços para esse objectivo. Habitualmente
reporta directamente ao CEO, Director-Geral ou Plant Manager, podendo em alguns casos serem
eles próprios o champion.
- Sponsor: É o gestor de linha ou processo que monitoriza a alterações efectuadas pela equipa. É
quem desbloqueia entraves à introdução de novos processos ou alteração dos existentes e assegura
a passagem de informação aos restantes elementos ligados ao processo.
- Cinturão negro (Black Belt): São os membros da equipa com experiência e conhecimentos de
liderança, gestão de equipas e projectos Lean Six Sigma. Em algumas organizações trabalham a
tempo inteiro nestes projectos. São responsáveis por liderar a equipa e fornecer-lhes a bases e
formação Lean Six Sigma necessárias para o projecto. Existe também o nível de Mestre de cinturão
negro (Master Black Belt) que é quem possui vasta experiência e conhecimento das metodologias e
dá formação aos cinturões negros.
- Cinturão verde/amarel: São os elementos da equipa que recebem alguma formação de Lean Six
Sigma sendo o amarelo nível mais baixo. O seu trabalho na equipa é normalmente a tempo parcial
dedicando o resto do tempo ao restante trabalho da organização.
- Convidados; “experts5” e “stakeholders6”:
É habitual participarem na equipa convidados ou “experts” de modo a contribuírem com o seu
conhecimento. A sua contribuição é muitas vezes valiosa na fase do definir pois apoiam a equipa a
entender o processo. São tipicamente pessoas com determinado nível de conhecimento específico
num determinado ponto do processo. Por vezes existem outros interessados nos projectos e que por
esse motivo integram as equipas ou pelo menos são informados dos desenvolvimentos dos projectos.
O mais habitual é tratarem-se de responsáveis financeiros. Quando estes não integram a equipa
como Champion ou Sponsor é habitual integrarem como “stakeholders”.
5 Expert: palavra inglesa para perito 6 Stakeholder: palavra inglesa para alguém que é parte interessada num projecto ou negócio

Pág. 19
Figura 6 – Pirâmide da hierarquia de uma equipa Lean Six Sigma
As equipas passam por muitos altos e baixos no decurso do projecto. É natural um entusiasmo inicial
quando integram o projecto e começam a contactar com o Lean Six Sigma ao que se segue um
patamar de frustração ao perceber que a informação de que se necessita não é recolhida pela
organização, ou que o processo não está devidamente documentado. É também frequente a
tendência da equipa em passar logo á implementação de ideias ou soluções sem efectuar uma
correcta avaliação do projecto. Os líderes da equipa são responsáveis por manter a motivação e por
não deixar que se implementem soluções sem avaliação bem documentada.
É também de referir que uma das ferramentas utilizadas para distribuição de tarefas e
responsabilidades é o RACI. O RACI consiste numa distribuição da seguinte forma:
Responsible – Indivíduo que realiza a tarefa, responsável pela implementação. Pode ser mais de uma
pessoa com tarefas partilhadas.
Accountable – Indivíduo que em último caso é responsável tendo por esse motivo poder de veto.
Consulted – Indivíduo que deve ser consultado antes de uma decisão final
Informed – Indivíduo que deve ser informado depois da acção/decisão ser realizada.
Identificar e
escolher projecto
Escolher Black Belt
Designar Black Belts
e equipa para o
projecto
Executar o DMAIC
no projecto
Obter e sustentar os resultados
Monitorizar projectos
(Gate Review)
Remover obstáculos no decurso do projecto
Gestão de
topo A A A I I I R
Champion R R R I I R R
Sponsor R C C C A A A
Black Belt I I C A R R R
Membros da
equipa ----- ----- ----- R R C ----
Stakeholders I ----- I ----- I C -----
Tabela 2 – Esquema de uma possível distribuição de tarefas por RACI
Pág. 20
Definição do problema
Tipicamente o primeiro trabalho expectável da equipa é a definição do problema. A escolha do
problema deve reflectir uma preocupação da gestão de topo e que deverá ter a noção de que existe
potencial de melhoria numa determinada área ou assunto.
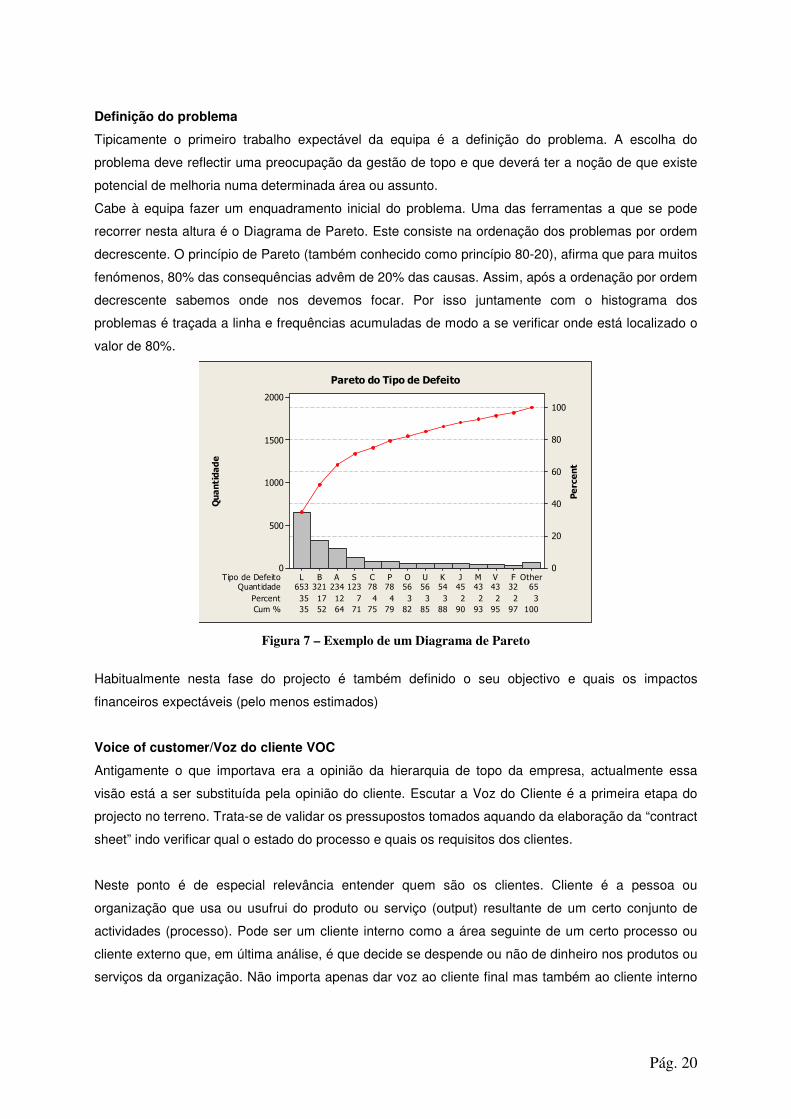
Cabe à equipa fazer um enquadramento inicial do problema. Uma das ferramentas a que se pode
recorrer nesta altura é o Diagrama de Pareto. Este consiste na ordenação dos problemas por ordem
decrescente. O princípio de Pareto (também conhecido como princípio 80-20), afirma que para muitos
fenómenos, 80% das consequências advêm de 20% das causas. Assim, após a ordenação por ordem
decrescente sabemos onde nos devemos focar. Por isso juntamente com o histograma dos
problemas é traçada a linha e frequências acumuladas de modo a se verificar onde está localizado o
valor de 80%.
Figura 7 – Exemplo de um Diagrama de Pareto
Habitualmente nesta fase do projecto é também definido o seu objectivo e quais os impactos
financeiros expectáveis (pelo menos estimados)
Voice of customer/Voz do cliente VOC
Antigamente o que importava era a opinião da hierarquia de topo da empresa, actualmente essa
visão está a ser substituída pela opinião do cliente. Escutar a Voz do Cliente é a primeira etapa do
projecto no terreno. Trata-se de validar os pressupostos tomados aquando da elaboração da “contract
sheet” indo verificar qual o estado do processo e quais os requisitos dos clientes.
Neste ponto é de especial relevância entender quem são os clientes. Cliente é a pessoa ou
organização que usa ou usufrui do produto ou serviço (output) resultante de um certo conjunto de
actividades (processo). Pode ser um cliente interno como a área seguinte de um certo processo ou
cliente externo que, em última análise, é que decide se despende ou não de dinheiro nos produtos ou
serviços da organização. Não importa apenas dar voz ao cliente final mas também ao cliente interno
Quantidade 54 45 43 43 32 65653 321 234 123 78 78 56 56Percent 3 2 2 2 2 335 17 12 7 4 4 3 3Cum % 88 90 93 95 97 10035 52 64 71 75 79 82 85
Tipo de Defeito OtherFVMJKUOPCSABL
2000
1500
1000
500
0
100
80
60
40
20
0
Quantidade
Percent
Pareto do Tipo de Defeito

Pág. 21
e saber o que este espera receber do seu fornecedor de modo a optimizar o seu desempenho e a
garantir a qualidade do produto.
Entre as várias técnicas que podem ser utilizadas para recolha da VOC é comum a consulta de
clientes por via telefónica ou de inquéritos, análise das reclamações recebidas, visita e reuniões com
clientes, entre outras.
Objectivo de escutar o cliente é focar nas suas necessidades. O que não as satisfaz deve ser visto
como defeito. Por exemplo se é estabelecido um prazo de entrega de 4 dias, uma entrega em 4,5
dias deve ser vista como defeito. Mas, também uma entrega em 3 dias, se não acordada com cliente,
é considerada um defeito. O cliente não estando à espera de uma entrega mais cedo do que o
previsto pode não ter capacidade ou condições de a recepcionar. Nesta situação outro dos possíveis
defeitos seria aquele que é mais natural, ou seja, uma entrega atempada mas de mercadoria
diferente daquela que o cliente está à espera. Todos estes exemplos podem com facilidade ser
extrapolados para clientes internos e externos.
Figura 8 – Representação humorística do que sucede quando não há comunicação correcta dos requisitos.
(Adaptada do sítio: http://productmanagementtips.com/category/voice-of-the-customer/ -Novembro 2008)
Pág. 22
Critical to Quality (CTQ)
A consulta dos clientes permite chegar aos requisitos fundamentais exigidos pelo cliente, vulgarmente
designados por Critical To Quality (CTQ). Conhecer os CTQ dos clientes permite focar nos aspectos
mais importantes do produto e que descurados podem significar a ruína do negócio.
Assim, primeiramente entendem-se as expectativas e requisitos de qualidade dos clientes para
depois usarmos as ferramentas Lean que se focalizam no fluxo do processo em conjunto com as
ferramentas Six Sigma que se centram na qualidade do produto. A conjugação das ferramentas
provenientes de ambas as correntes é obviamente mais frutuosa que a utilização de apenas uma das
vertentes.
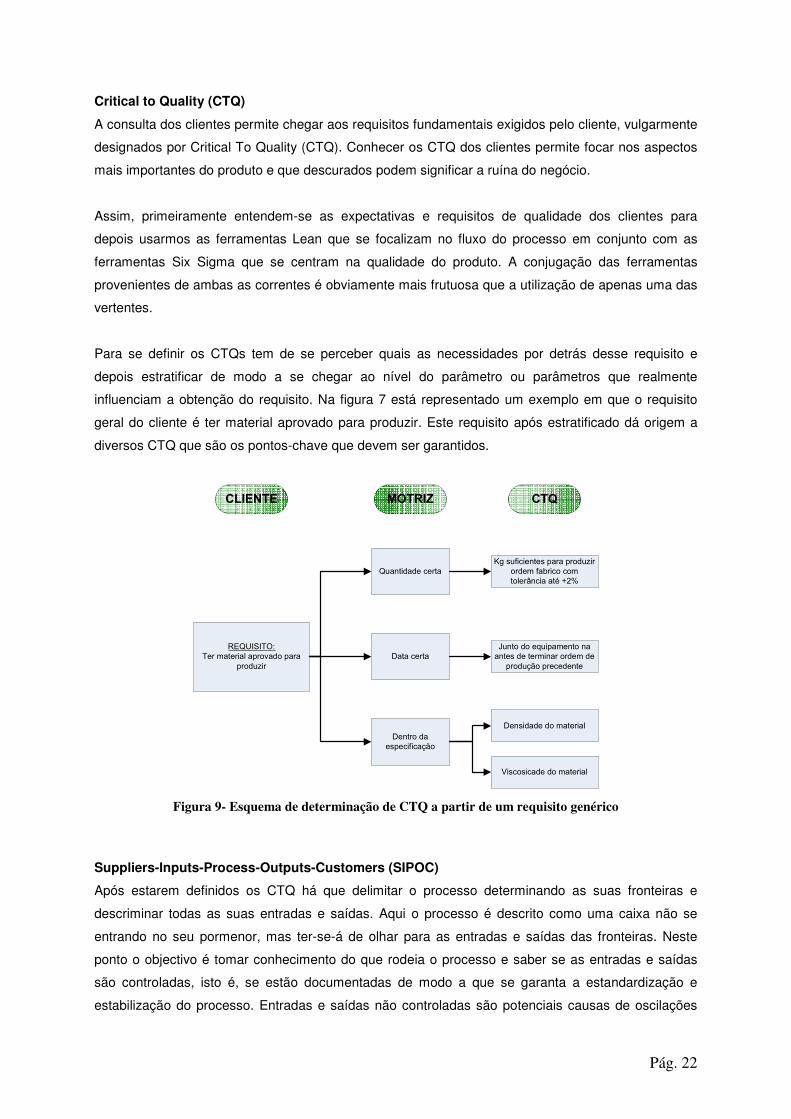
Para se definir os CTQs tem de se perceber quais as necessidades por detrás desse requisito e
depois estratificar de modo a se chegar ao nível do parâmetro ou parâmetros que realmente
influenciam a obtenção do requisito. Na figura 7 está representado um exemplo em que o requisito
geral do cliente é ter material aprovado para produzir. Este requisito após estratificado dá origem a
diversos CTQ que são os pontos-chave que devem ser garantidos.
REQUISITO:Ter material aprovado para
produzir
Quantidade certa
Data certa
Dentro da especificação
Kg suficientes para produzir ordem fabrico com tolerância até +2%
Junto do equipamento na antes de terminar ordem de
produção precedente
Densidade do material
Viscosicade do material
CLIENTE MOTRIZ CTQ
Figura 9- Esquema de determinação de CTQ a partir de um requisito genérico
Suppliers-Inputs-Process-Outputs-Customers (SIPOC)
Após estarem definidos os CTQ há que delimitar o processo determinando as suas fronteiras e
descriminar todas as suas entradas e saídas. Aqui o processo é descrito como uma caixa não se
entrando no seu pormenor, mas ter-se-á de olhar para as entradas e saídas das fronteiras. Neste
ponto o objectivo é tomar conhecimento do que rodeia o processo e saber se as entradas e saídas
são controladas, isto é, se estão documentadas de modo a que se garanta a estandardização e
estabilização do processo. Entradas e saídas não controladas são potenciais causas de oscilações
Pág. 23
no processo, de que resultam defeitos. A equipa deve garantir o seu controlo ou, pelo menos, a
minimização dos efeitos do não controlo. No caso extremo o projecto deve parar até que estejam
solucionados esses pontos.
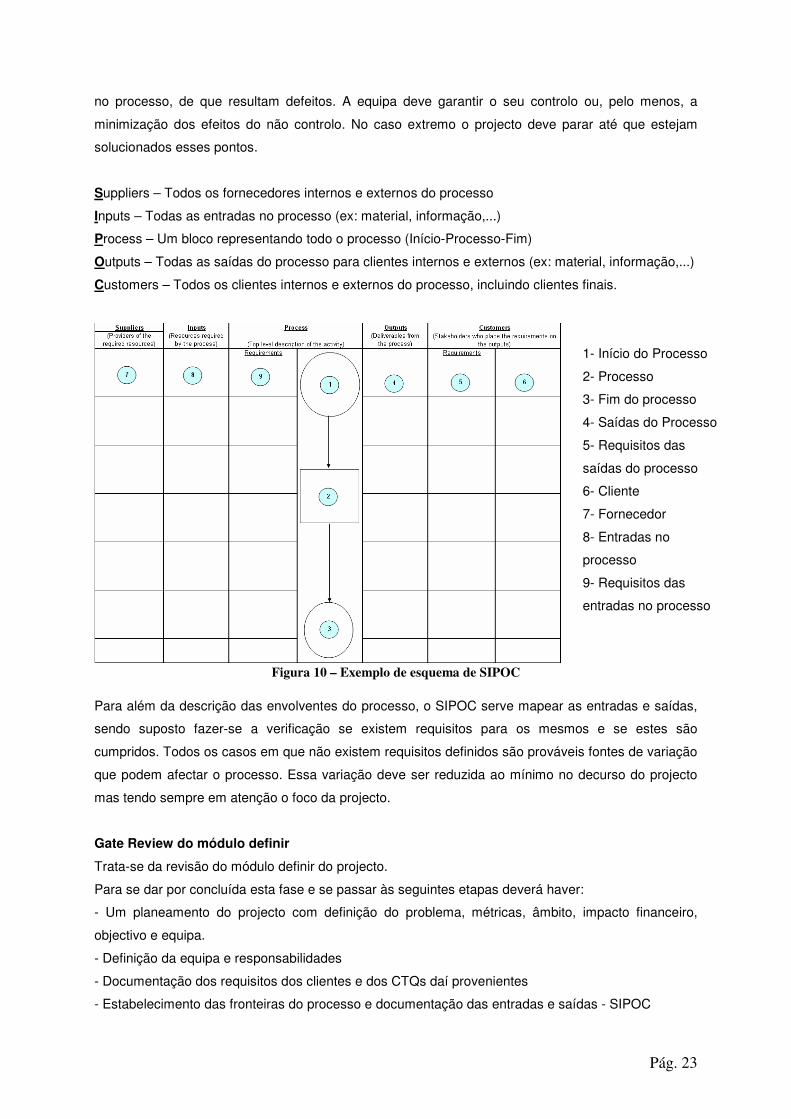
Suppliers – Todos os fornecedores internos e externos do processo
Inputs – Todas as entradas no processo (ex: material, informação,...)
Process – Um bloco representando todo o processo (Início-Processo-Fim)
Outputs – Todas as saídas do processo para clientes internos e externos (ex: material, informação,...)
Customers – Todos os clientes internos e externos do processo, incluindo clientes finais.
Figura 10 – Exemplo de esquema de SIPOC Para além da descrição das envolventes do processo, o SIPOC serve mapear as entradas e saídas,
sendo suposto fazer-se a verificação se existem requisitos para os mesmos e se estes são
cumpridos. Todos os casos em que não existem requisitos definidos são prováveis fontes de variação
que podem afectar o processo. Essa variação deve ser reduzida ao mínimo no decurso do projecto
mas tendo sempre em atenção o foco da projecto.
Gate Review do módulo definir
Trata-se da revisão do módulo definir do projecto.
Para se dar por concluída esta fase e se passar às seguintes etapas deverá haver:
- Um planeamento do projecto com definição do problema, métricas, âmbito, impacto financeiro,
objectivo e equipa.
- Definição da equipa e responsabilidades
- Documentação dos requisitos dos clientes e dos CTQs daí provenientes
- Estabelecimento das fronteiras do processo e documentação das entradas e saídas - SIPOC
1- Início do Processo
2- Processo
3- Fim do processo
4- Saídas do Processo
5- Requisitos das
saídas do processo
6- Cliente
7- Fornecedor
8- Entradas no
processo
9- Requisitos das
entradas no processo

Pág. 24
Nesta, como nas restantes Gates Reviews, os participantes normalmente distribuem-se da seguinte
forma:
- Cinturão verde – Requerido
- Sponsor – Requerido
- Cinturão preto – Requerido
- Mestre cinturão preto – Recomendado
- Champion – Recomendado
- Convidados/experts/stakeholders - Opcional
Nesta fase, com base no que é apresentado define-se se o projecto deve ou não prosseguir. Por
exemplo o impacto financeiro pode considerado demasiado baixo para que a empresa ou
organização invista os seus recursos no projecto, ou as envolventes do processo podem estar de tal
modo fora de controlo que não faz sentido o projecto prosseguir sem que essas situações estejam
solucionadas.
Pág. 25
MEASURE / MEDIR
Objectivo
Entender profundamente o estado actual do processo e recolher dados fiáveis sobre o seu
desempenho, estabilidade e custos associados às causas dos problemas.
O que medir e porquê
Nesta fase pretende-se obter medições da evolução quantificada das características, níveis de
serviço ou desempenho baseados em dados observáveis.
Por exemplo:
- Temporal (velocidade, idade)
- Tamanho (altura, largura, comprimento)
- Valor (custos, lucros, vendas)
- Características ou atributos (tipos de cliente, propriedades)
- Quantidades (número de defeitos, reclamações, perdas de vendas)
Com as medições correctas será possível estabelecer o desempenho actual (dados de base),
determinar acções prioritárias, projectar desempenhos futuros e prevenir problemas. Assim a primeira
fase da aquisição de dados vai incidir na decisão do que é necessário conhecer do processo e quais
são os pontos de medição. Ter-se-á, obviamente, de obter um conjunto de métricas balanceadas
respeitantes ao processo, às entradas e às saídas. O ponto de partida para se determinar o que
medir inicia-se na VOC, mais concretamente nos CTQs que nela tiveram origem.
Mas, para medir é necessário estabelecer métrica. Essas estão relacionadas com os “outputs”
(saídas), o processo e os “inputs” (entradas). Os “outputs” são resultado dos “inputs” e do processo.
Os dados das métricas de “output” quantificam o desempenho global do processo onde se inclui:
“como os requisitos do cliente estão a ser satisfeitos” – Qualidade e Velocidade – e “como as
necessidades e requisitos do negócio são satisfeitos” – Custos e Velocidade
Quanto às métricas de “input” e de processo temos que:
- Métricas de Processo quantificam qualidade, velocidade e custo, do desempenho nos pontos- chave
do processo
- Métricas de Input quantificam qualidade, velocidade e custo, do desempenho da informação ou itens
a entrar no processo.
Se por exemplo tivermos um SIPOC com:
Inputs – Base de dados de Clientes
Processo – Processo de facturação
Outputs – Factura
Podemos ter as seguintes métricas
Pág. 26
Métricas de Inputs Métricas de Processo Métricas de Outputs -Disponibilidade do sistema
- % de campos correctos na
ordem de compra
-% de retrabalho a cada
passo
- Tempo de execução da
factura
- % de facturas correctas
- Custo da factura
- Quantidade de campos com
informação correcta, na base
de dados
- Tempo de entrega da
factura
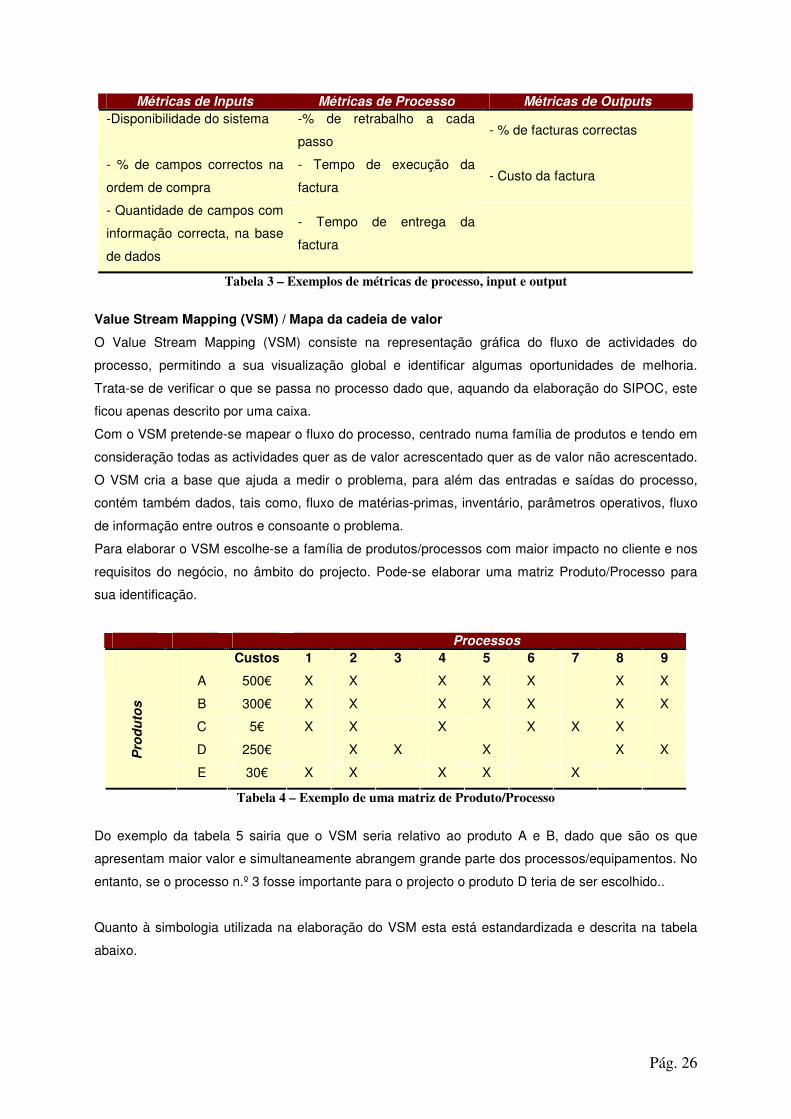
Tabela 3 – Exemplos de métricas de processo, input e output
Value Stream Mapping (VSM) / Mapa da cadeia de valor
O Value Stream Mapping (VSM) consiste na representação gráfica do fluxo de actividades do
processo, permitindo a sua visualização global e identificar algumas oportunidades de melhoria.
Trata-se de verificar o que se passa no processo dado que, aquando da elaboração do SIPOC, este
ficou apenas descrito por uma caixa.
Com o VSM pretende-se mapear o fluxo do processo, centrado numa família de produtos e tendo em
consideração todas as actividades quer as de valor acrescentado quer as de valor não acrescentado.
O VSM cria a base que ajuda a medir o problema, para além das entradas e saídas do processo,
contém também dados, tais como, fluxo de matérias-primas, inventário, parâmetros operativos, fluxo
de informação entre outros e consoante o problema.
Para elaborar o VSM escolhe-se a família de produtos/processos com maior impacto no cliente e nos
requisitos do negócio, no âmbito do projecto. Pode-se elaborar uma matriz Produto/Processo para
sua identificação.
Processos Custos 1 2 3 4 5 6 7 8 9
A 500€ X X X X X X X
B 300€ X X X X X X X
C 5€ X X X X X X
D 250€ X X X X X Pro
du
tos
E 30€ X X X X X
Tabela 4 – Exemplo de uma matriz de Produto/Processo
Do exemplo da tabela 5 sairia que o VSM seria relativo ao produto A e B, dado que são os que
apresentam maior valor e simultaneamente abrangem grande parte dos processos/equipamentos. No
entanto, se o processo n.º 3 fosse importante para o projecto o produto D teria de ser escolhido..
Quanto à simbologia utilizada na elaboração do VSM esta está estandardizada e descrita na tabela
abaixo.
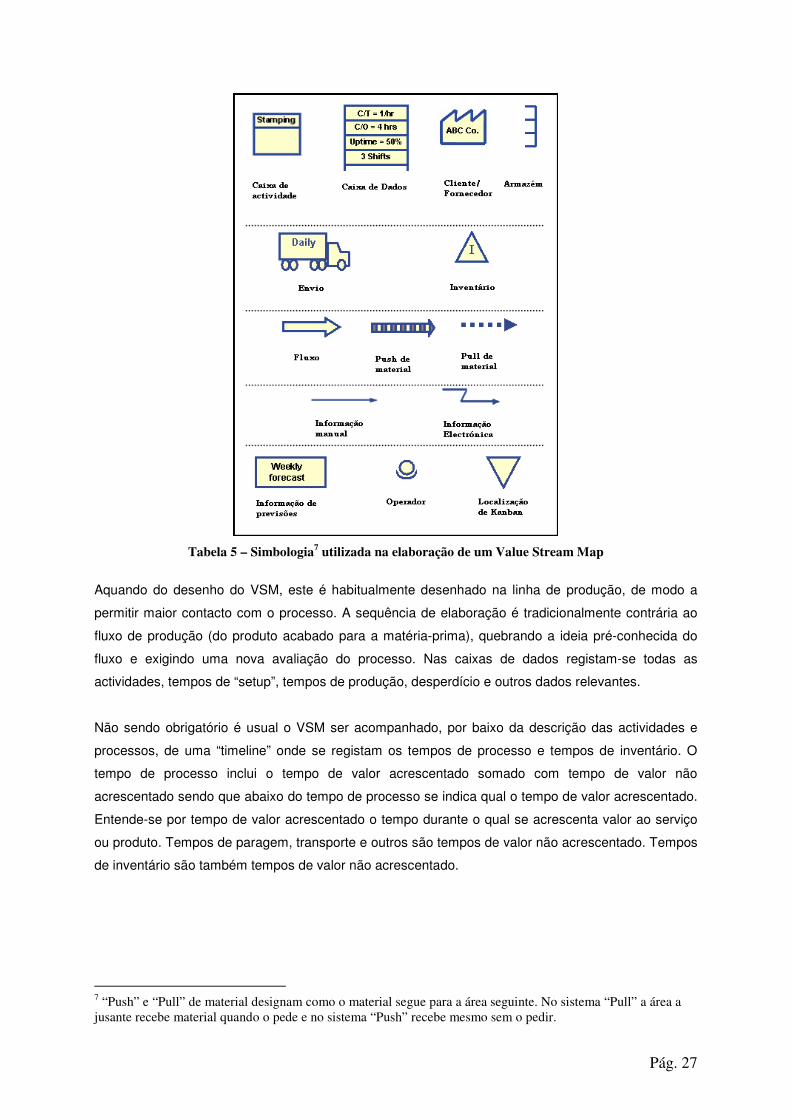
Pág. 27
Tabela 5 – Simbologia7 utilizada na elaboração de um Value Stream Map
Aquando do desenho do VSM, este é habitualmente desenhado na linha de produção, de modo a
permitir maior contacto com o processo. A sequência de elaboração é tradicionalmente contrária ao
fluxo de produção (do produto acabado para a matéria-prima), quebrando a ideia pré-conhecida do
fluxo e exigindo uma nova avaliação do processo. Nas caixas de dados registam-se todas as
actividades, tempos de “setup”, tempos de produção, desperdício e outros dados relevantes.
Não sendo obrigatório é usual o VSM ser acompanhado, por baixo da descrição das actividades e
processos, de uma “timeline” onde se registam os tempos de processo e tempos de inventário. O
tempo de processo inclui o tempo de valor acrescentado somado com tempo de valor não
acrescentado sendo que abaixo do tempo de processo se indica qual o tempo de valor acrescentado.
Entende-se por tempo de valor acrescentado o tempo durante o qual se acrescenta valor ao serviço
ou produto. Tempos de paragem, transporte e outros são tempos de valor não acrescentado. Tempos
de inventário são também tempos de valor não acrescentado.
7 “Push” e “Pull” de material designam como o material segue para a área seguinte. No sistema “Pull” a área a jusante recebe material quando o pede e no sistema “Push” recebe mesmo sem o pedir.

Pág. 28
Figura 11 – Exemplo de um Value Stream Map
A elaboração de um VSM só por si é uma ferramenta extremamente poderosa, mesmo que não
incluída num projecto Lean Six Sigma. Com ela é habitual surgirem ideias de melhoria de
equipamentos, processos ou serviços vulgarmente designadas por “Kaizen Ideas” ou “Kaizen Burst”.
É vulgar que o VSM dê origem a que se detectem algumas situações de desperdício. As sete formas
de desperdício, também designadas por “7 muda” do original japonês são: inventário, movimentação,
deslocação, espera, correcção, sobreprodução e processamento desnecessário.
Em alguns projectos é habitual a organização de seguida estabelecer um VSM ideal onde não existe
desperdício, as actividades de valor acrescentado estão maximizadas, o fluxo é contínuo e com
cadência de acordo com necessidades (Takt time), entre outros aspectos. Ao que se segue o
estabelecimento a prazo (normalmente médio ou longo) do caminho a seguir de modo a se passar do
VSM actual para o ideal.
Quando se desenha o VSM há algumas definições que são indispensáveis saber para a análise e
descrição do processo.
Capacidade: A capacidade máxima que um processo pode produzir de um produto num determinado
espaço de tempo (Por exemplo o processo A produz 200 peças/dia)
Takt Time: Quantidade de um produto requerido pelo cliente num período e tempo (Por exemplo o
cliente pretende 120 peças/dia)
Time Trap (armadilha de tempo): Qualquer etapa do processo que provoca um atraso no mesmo.
(Por exemplo na etapa B processam-se 120 peças/dia mas nas restantes conseguem processar 150
peças/dia).
Constrangimento (Bottleneck): É uma Time Trap que não consegue produzir à taxa pedida pelo
cliente (interno ou externo) (Por exemplo a etapa C processa 150 peças/dia mas o cliente pretende
200 peças/dia)
Pág. 29
Recolha de dados
Medir é o coração dos projectos de Lean Six Sigma. Medir e medir correctamente permite efectuar
verdadeiras melhorias e não apenas pequenas alterações num processo.
Nesta fase do DMAIC pretende-se avaliar o sistema de medição existente, observar o processo e
recolher informação.
Para iniciar esta fase começa-se por determinar quais os dados que se quer medir e elaborar um
plano de recolha dos mesmos. Os dados a recolher podem ser nominais (ex: número de peças
defeituosas), percentuais (ex: percentagem de encomendas não satisfeitas), atributos (ex: bom/mau)
ou de qualquer outro tipo.
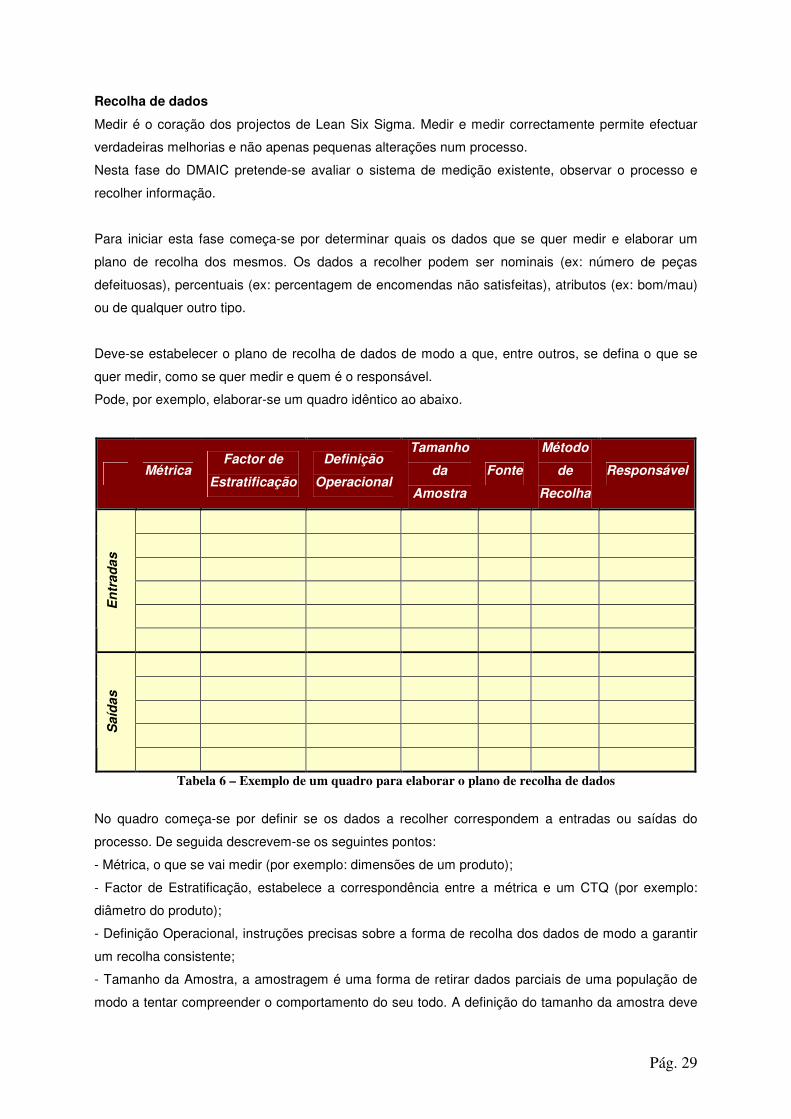
Deve-se estabelecer o plano de recolha de dados de modo a que, entre outros, se defina o que se
quer medir, como se quer medir e quem é o responsável.
Pode, por exemplo, elaborar-se um quadro idêntico ao abaixo.
Métrica Factor de
Estratificação
Definição
Operacional
Tamanho
da
Amostra
Fonte
Método
de
Recolha
Responsável
En
trad
as
Saí
das
Tabela 6 – Exemplo de um quadro para elaborar o plano de recolha de dados
No quadro começa-se por definir se os dados a recolher correspondem a entradas ou saídas do
processo. De seguida descrevem-se os seguintes pontos:
- Métrica, o que se vai medir (por exemplo: dimensões de um produto);
- Factor de Estratificação, estabelece a correspondência entre a métrica e um CTQ (por exemplo:
diâmetro do produto);
- Definição Operacional, instruções precisas sobre a forma de recolha dos dados de modo a garantir
um recolha consistente;
- Tamanho da Amostra, a amostragem é uma forma de retirar dados parciais de uma população de
modo a tentar compreender o comportamento do seu todo. A definição do tamanho da amostra deve

Pág. 30
ter uma base estatística que entre em consideração, entre outros aspectos, se são dados contínuos
ou discretos e qual o seu tipo de distribuição (normal ou outra);
- Fonte, onde se vão recolher os dados e se são dados históricos ou actuais;
- Método de Recolha, como se vão recolher os dados. Pode ser um método informático, um
formulário, ou outro, consoante o tipo de dados;
- Responsável, quem é responsável por garantir a recolha e que esta é feita de forma correcta.
Measure System Analysis (MSA)/ Análise do sistema de medida
Após a criação de um plano de recolha de dados há que garantir que o sistema de medida é
adequado ao que se pretende medir. O sistema de medida é o que permite “ver” o processo. Podem
suceder casos em que o processo varia muito mas que o sistema de medição indicar o contrário. E
também podem sucederem casos em que o processo varia pouco e o sistema de medição indicar que
ele varia muito. Assim, se o sistema de medição não for o adequado dará uma visão distorcida que
pode levar a que se tomem decisões erradas ou que não são as melhores.
A variação da medição é descrita como sendo composta pelos elementos que se mostram no
diagrama abaixo.
Medição
Processo
Processo
Medição
VARIAÇÃO DA
MEDIÇÃO
ESTABILIDADE (tempo)
REPETIBILI-DADE
LINEARIDADE (escala)
VARIAÇÃO DO
SISTEMA DE MEDIDA
EXACTIDÃO
VARIAÇÃO DA
MEDIÇÃO
DESCRIMINA-TÓRIO
REPRODUTI-BILIDADE
Figura 12 – Erros passíveis de acontecer com medições inadequadas
Figura 13 – Diagrama dos elementos de variação da medição
Pág. 31
Exactidão da medição – o facto de as medições poderem reflectir valores reais mas desfasados da
média, ou seja, é a aproximação entre o valor obtido na medição e o valor (convencionalmente)
verdadeiro da grandeza medida.
Repetibilidade da medição – Capacidade do sistema de medida dar o mesmo resultado quando a
mesma amostra é medida diversas vezes pelo mesmo operador mantendo fixos o método de
medição, o instrumento de medição, o local e as condições envolventes.
Linearidade – A existência (ou não) de variação no sistema de medida ao longo de toda a sua escala
de medida;
Estabilidade – Variação dos valores medidos ao longo do tempo;
Discriminação – Capacidade da resolução do sistema de medida medir pequenas alterações;
Reprodutibilidade da medição – Capacidade de obter os mesmos valores de medição da mesma
grandeza individual quando se alteram condições tais como o operador, o método de medição, o
local, o instrumento de medição, entre outras.
A forma mais habitual de estudar a variação do sistema de medição é efectuar um estudo “Gage
R&R” no qual se faz uma análise da variação através do método ANOVA8 (Analysis of Variance).
Capabilidade9 e performance dos processos
Outros dos valores que podem ser medidos são os da capabilidade e a performance dos processos.
A capabilidade (Cp) é uma medição de curto prazo (mínimo 125 amostras) que resulta da relação
entre a variação total permitida pela especificação e a variação total medida do processo. De notar
que por amostras entendem-se dados individuais e consecutivos
Cp = Variação permitida (especificação) ÷ Variação Normal do Processo (4)
Cp= |USL – LSL| ÷ 6σ (5)
Onde:
USL – Limite superior de especificação
LSL – Limite inferior de especificação
σ – Desvio padrão
Actualmente em termos industriais os processos devem ter no mínimo uma capacidade de 1,33, e
para alguns processos considerados como críticos a capabilidade deverá ser 1,66. Obviamente um
processo cujo Cp<1 significa que a variação dos processo é superior aos limites de especificação.
8 ANOVA –Analysis of Variance – Técnica que subdivide a varianção de um conjunto de dados pelas fontes significativas de variação com intuito de estimar essas componentes. 9 Capabilidade – este termo não existe em Português no entanto, utilizar “capacidade” como tradução de “capability” é incorrecto dado que, a capacidade mede o que o processo é capaz de fazer (ex: peças/hora).
Pág. 32
Existe também a possibilidade de medir a capabilidade de processo quando estes não estão
centrados (Cpk).
Cpk = Min [(USL – X) ÷ 3σ) ou (LSL – X) ÷ 3σ) ] (6)
Sendo que se calcula ambos os valores e se considera o de menor Cpk.
A análise de capabilidade é bastante usada para monitorizar processos e desempenho de
equipamentos. Permite também traçar uma linha de base a partir da qual se podem evidenciar
melhorias efectuadas.
Quando se pretende efectuar medições de longo prazo no processo esta análise denomina-se de
performance do processo (Pp ou Ppk). Estas medições fazem-se de forma a abranger todas as
possíveis influências variações do processo (como sazonalidade, mudanças de ferramentas, etc...)
A fórmula de cálculo é idêntica à da capabilidade:
Ppk = Min [(USL – X) ÷ 3σ) ou (LSL – X) ÷ 3σ)] (7)
Também neste caso se calculam ambos os valores e se considera o de menor Ppk.
Convém salientar que o desvio padrão nas formulas anteriores é cálculado de modo diferente. No
primeiro caso σ (8) (sendo R médio a amplitude média dos subgrupos de amostras e d2 uma
constante estatística que depende da quantidade de amostras) e no outro caso σ= (9)
Gate Review do módulo medir
No final desta fase, e antes de passar à fase seguinte, é expectável a existência dos seguintes itens:
- Value Stream Map analisado de modo a encontrar as áreas de foco do projecto;
- Plano de Recolha de Dados;
- Validação dos sistemas de medida (antes da recolha de dados);
- Colecção de dados de acordo com o Plano de Recolha de dados.
Nesta etapa pode haver necessidade de actualizar a Contract Sheet com base no que foi encontrado
no seu decurso.
Pág. 33
ANALYSE / ANALISAR
Objectivo
Identificar as principais relações causa-efeito que expliquem a relação entre entradas e saídas do
processo.
Das ferramentas de análise podem ser classificadas em dois grandes grupos: as subjectivas e as
objectivas. Habitualmente a análise começa por uma fase de em que se usam as ferramentas
subjectivas tais como Brainstorming ou Diagrama de Ishikawa em que a prioridade da análise é
estabelecida por acordo da equipa baseado na sua experiência. Passando para depois para as
ferramentas objectivas, nestas são os dados tratados objectivamente que definem o caminho a
percorrer.
Brainstorming
Neste ponto torna-se necessário encontrar ideias que conduzam às causas do problema. Um dos
métodos mais usados para obter ideias (e soluções) é o Brainstorming. Com a totalidade da equipa
focada no problema e com base na sua experiência pretende-se obter um maior número de ideias
possíveis. Além da equipa também elementos externos podem participar no Brainstorming.
O Brainstorming é uma sessão de exposição de ideias e teorias. Com base nos dados recolhidos os
participantes propõem ideias que procurem explicar os factos, mesmo que aparentem ser absurdas.
No decurso da análise dos dados as ideias vão sendo sucessivamente validadas ou rejeitadas
ficando expectavelmente no final apenas um número reduzido e possibilidades.
A sessão de Brainstorming tem de ser conduzida de modo a que a equipa se mantenha focada. É
função do gestor da reunião garantir que todos os elementos têm a mesma interpretação das ideias
apresentadas e deve registar todas as ideias não as julgando demasiado cedo. É essencial que se
fomente a participação de todos não permitindo distinções entre os elementos.
Diagrama de Ishikawa / Fishbone / Espinha de peixe
Este tipo de diagrama é também conhecido por diagrama causa-efeito. É uma representação da
relação entre um efeito (problema) e as causas potenciais. É bastante útil para enumerar as diversas
causas que podem contribuir para um problema, podendo ser usado mesmo quando os dados são
mínimos. Além disso permite também refinar as ideias mais em detalhe.
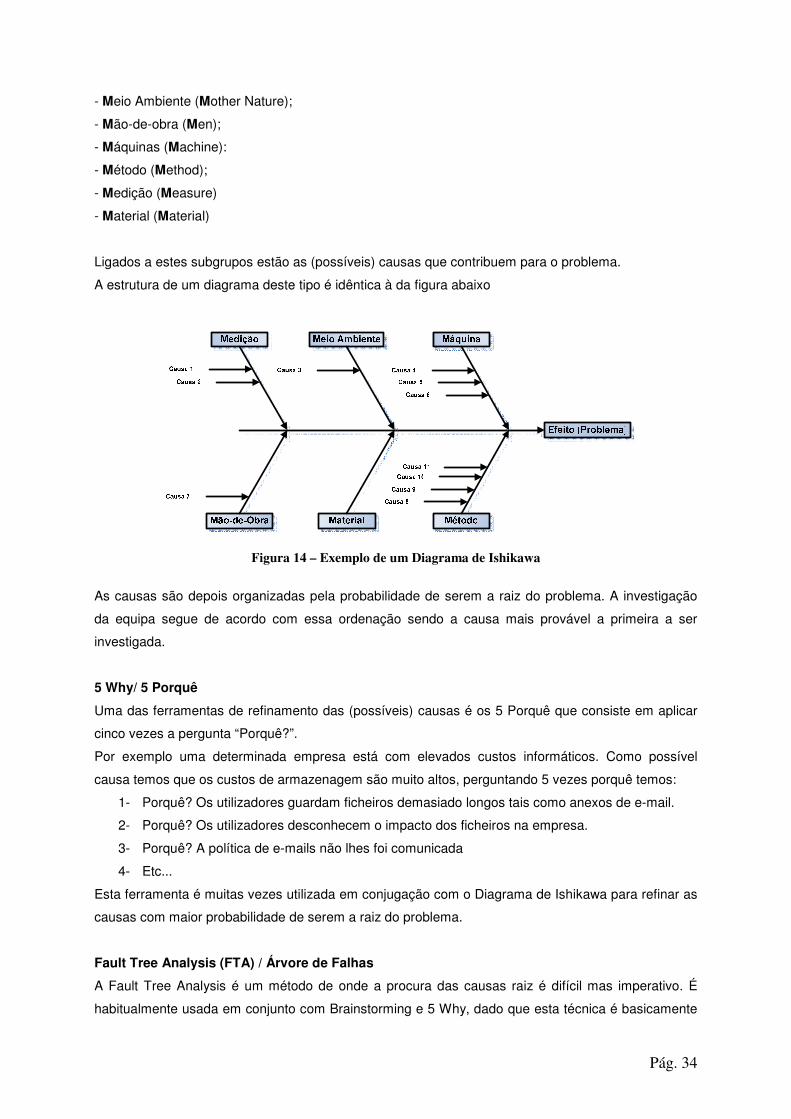
Para um determinado problema são estruturados seis subgrupos de principais causas, também
designados de 6M, São eles:
Pág. 34
- Meio Ambiente (Mother Nature);
- Mão-de-obra (Men);
- Máquinas (Machine):
- Método (Method);
- Medição (Measure)
- Material (Material)
Ligados a estes subgrupos estão as (possíveis) causas que contribuem para o problema.
A estrutura de um diagrama deste tipo é idêntica à da figura abaixo
Figura 14 – Exemplo de um Diagrama de Ishikawa
As causas são depois organizadas pela probabilidade de serem a raiz do problema. A investigação
da equipa segue de acordo com essa ordenação sendo a causa mais provável a primeira a ser
investigada.
5 Why/ 5 Porquê
Uma das ferramentas de refinamento das (possíveis) causas é os 5 Porquê que consiste em aplicar
cinco vezes a pergunta “Porquê?”.
Por exemplo uma determinada empresa está com elevados custos informáticos. Como possível
causa temos que os custos de armazenagem são muito altos, perguntando 5 vezes porquê temos:
1- Porquê? Os utilizadores guardam ficheiros demasiado longos tais como anexos de e-mail.
2- Porquê? Os utilizadores desconhecem o impacto dos ficheiros na empresa.
3- Porquê? A política de e-mails não lhes foi comunicada
4- Etc...
Esta ferramenta é muitas vezes utilizada em conjugação com o Diagrama de Ishikawa para refinar as
causas com maior probabilidade de serem a raiz do problema.
Fault Tree Analysis (FTA) / Árvore de Falhas
A Fault Tree Analysis é um método de onde a procura das causas raiz é difícil mas imperativo. É
habitualmente usada em conjunto com Brainstorming e 5 Why, dado que esta técnica é basicamente

Pág. 35
uma forma esquemática de organizar pensamentos e ideias. Na FTA os factores encontram-se
relacionados por E/Ou.
E – A saída ocorre se as entradas ocorrerem
Ou – A saída ocorre desde que uma entrada ocorra
Para cada factor é determinada uma probabilidade de ocorrência que permitirá determinar as
prioridades da investigação da causa raiz.
Figura 15 – Esquema de FTA
Matriz Causa-Efeito
A matriz causa-efeito é uma matriz que relaciona as etapas do processo com as entradas e as
correlaciona com as saídas do processo. Nela as entradas classificam-se por ordem de importância e
as saídas pelo seu impacto. Assim, será possível determinar as entradas que devem ser o foco para
a melhoria da performance, respondendo aos requisitos, bem como, determinar quais as causas que
mais influenciam os efeitos.
Para se efectuar a matriz classificam-se as saídas com base no seu impacto, ou seja, na importância
para o cliente, numa escala de 1 a 10 (sendo 10 o mais importante). De seguida estabelece-se a
força da relação entre as saídas e as entradas de acordo com uma tabela idêntica a:
0 – Sem correlação
1 – Correlação remota
3 – Correlação moderada
9 – Correlação forte
Após se determinar a importância ponderada de cada entrada organizam-se num gráfico de Pareto e
o foco será nas variáveis de maior nível.

Pág. 36
Figura 16 – Exemplo de uma matriz causa-efeito
TOTAL 144 144 120 96 40 36 34 0Percent 23,5 23,5 19,5 15,6 6,5 5,9 5,5 0,0Cum % 23,5 46,9 66,4 82,1 88,6 94,5 100,0 100,0
XOther
X4.Ligar máquina
X2.Colocar Filtro
X7.Colocar café na chávena
X8.Oferecer açucar e/ou natas
X5.Seleccionar temperatura
X3.Pôr café no Fil tro
X1.Água na cafeteira
600
500
400
300
200
100
0
100
80
60
40
20
0
TOTAL
Percent
Pareto da Relação Entradas/Saídas
Figura 17 – Diagrama de Pareto relativo à matriz causa-efeito anterior (figura 16)
Neste ponto é fácil observar quais as entradas (X) nas quais o projecto se deve focar. Estas
correspondem, obviamente, às primeiras colunas do gráfico.
Em alguns casos é ainda possível realizar outra matriz causa-efeito tomando as entradas críticas
anteriores como saídas e correlacionando-as com as entradas que lhe deram origem.
Failure Modes and Effects Analysis (FMEA)
O FMEA é uma ferramenta de análise sistemática de produtos ou processos para identificar e
minimizar falhas potenciais e os seus efeitos, ainda na fase de concepção. Esta ferramenta teve a
sua génese na década de 60 do passado século aquando das missões Apollo. Em pouco tempo a
8 10 6
Etapas Entradas do Processo Y1.Tem
peratura do café
Y2.Sabor do café
Y3.Intensidade do café
Total
X1.Água na cafeteira 0 9 9 144X2.Colocar Filtro 0 3 1 36X3.Pôr café no Filtro 0 9 9 144X4.Ligar máquina 3 1 0 34X5.Seleccionar temperatura 9 3 3 120X6.Receber pedido de café 0 0 0 0X7.Colocar café na chávena 3 1 1 40X8.Oferecer açucar e/ou natas 0 9 1 96X9.Receber pagamento 0 0 0 0X10.Efectuar troco 0 0 0 0X11.Agradecer 0 0 0 0
15
35
24
Optimização do barProcesso: Fornecer café
Classificação da importância das saídas para o cliente
2
3
Total
Projecto:
Preparação
Serviço
Finalização
1
Saídas do
Processo
Pág. 37
indústria automóvel percebeu a vantagem da sua utilização para redução de custos e passou a
utilizá-la em larga escala.
Apesar de neste trabalho o FMEA estar no capítulo do Analisar do DMAIC, ele pode-se usado nas
diversas fases:
- No Definir e Medir, para perceber o risco do projecto;
- No Analisar, para perceber a relação das etapas com risco e para prioritizar as entradas mais
significativas do processo;
- No Melhorar, para perceber o risco das acções de melhoria;
- No Controlar, para avaliar a efectividade do plano de controlo.
O FMEA é uma ferramenta dinâmica e que deve ser revisto com regularidade. Nas empresas onde
estão correctamente implementados, além de serem revistos com periodicidade definida, são também
revistos sempre que ocorrem reclamações ou quando se implementam acções.
Segue-se uma pequena explicação dos campos a preencher e qual a informação que lá deve constar:
Processo – O processo ou etapa no qual pode ocorrer a falha
Modo de falha potencial – O modo como a falha pode ocorrer
Potenciais efeitos da falha- Os efeitos causados ou sentidos devido a este modo de falha
Severidade – Qual o impacto da falha. Usa-se uma escala de 1 a 10 valores correspondendo cada
valor a um nível de severidade crescente.
Causas potenciais da falha – Porque pode a falha ocorrer. Quais as causas que a originam.
Ocorrência – Qual a ocorrência de cada uma das potenciais causas. Usa-se uma escala de 1 a 10
valores correspondendo cada valor a um nível de probabilidade de ocorrência crescente.
Medidas actuais e prevenção – Quais as medidas, controlos ou procedimentos instalados de modo a
prevenir a ocorrência deste modo de falha.
Medidas actuais de detecção – Quais as medidas, controlos ou procedimentos instalados de modo a
detectar este modo de falha.
Detectibilidade – Qual a probabilidade deste modo de falha ser detectado. Usa-se uma escala de 1 a
10 valores correspondendo cada valor a um nível de detectibilidade decrescente, ou seja nível 1 é
sempre detectado e nível 10 raramente ou nunca é detectado.
RPN – Número de prioridade de erro. É o produto entre a severidade, a ocorrência e a detectibilidade.
Os modos de falha com valor superior de RPN têm maior prioridade para se estabelecer acções de
modo a reduzir esse mesmo valor. Normalmente estabelece-se um valor acima do qual
obrigatoriamente se tem de agir (habitualmente esse valor é 100). Os campos seguintes dizem
respeito a essas acções.
Acções recomendadas – Acções a executar de modo a reduzir o valor de RPN
Responsável/Data alvo – Nome do responsável pela implementação de acções para reduzir o RPN e
data prevista para sua implementação.

Pág. 38
Acções tomadas – Acções já tomadas de modo a reduzir o RPN
S – valor de severidade prevista no fim de implementadas as acções
O - valor de ocorrência prevista no fim de implementadas as acções
D - valor de detectibilidade prevista no fim de implementadas as acções
RPN - valor de RPN previsto no fim de implementadas as acções
Teste de Hipóteses
O teste de hipóteses é um método estatístico para avaliar se um determinado valor (hipótese) está ou
não contido dentro de um certo intervalo de confiança. Tipicamente a utilizam-se intervalos de
confiança de 95% dado que quanto maior o índice de confiança, maior terá de ser a dimensão da
amostra.
O teste consiste em se estabelecer uma Hipótese Nula (H0), que é a hipótese que se vai testar a fim
de se validar se a afirmação é verdadeira ou não. A Hipótese Alternativa (Ha) é a hipótese que
representa a realidade se existir evidência para rejeitar a hipótese nula. Por definição assume-se a
hipótese nula como verdadeira. Quando se prova que hipótese nula não é verdadeira então rejeita-se
e aceita-se a hipótese alternativa.
Se regressarmos ao exemplo do fornecimento de café e o pretendido é saber se a temperatura média
do café da máquina 1 é igual ao da máquina 2, então o teste seria:
H0 : µ1 = µ2
Ha : µ1 ≠ µ2
Figura 18 – Exemplo de um registo de FMEA
Pág. 39
Regressão Simples e Múltipla
O objectivo da regressão é verificar se existe correlação entre os dados de entrada e o resultado à
saída. Uma regressão é uma explicação de uma variável Y (variável dependente) usando outra
variável X (variável independente) de modo que f(X) = Y
De uma forma sintética as variáveis independentes são aquelas que nos permitem prever (entradas)
e as variáveis dependentes são as que nos dão o que queremos prever (saídas). É importante
salientar que uma regressão pode indiciar uma relação causa-efeito mas não prova essa mesma
relação.
No caso de uma regressão simples temos uma variável independente para a nossa saída, e no caso
uma regressão múltipla teremos mais de uma variável independente.
O modelo da regressão pode ser simples, quadrático, cúbico, ou outro, independentemente de ser
simples ou múltipla.
Com software especializado hoje em dia é possível efectuar os cálculos de forma célere, bem como,
traçar as linhas de limite do intervalo de confiança, ou seja, o espaço provável do valor médio e de
previsão dos dados futuros, ou seja, o espaço provável das novas observações.
Gate Review do módulo analisar
No final desta fase deve-se ter documentado uma lista de possíveis causas para o problema em
estudo e estabelecido a ligação entre a(s) entrada(s) que originam as saídas obtidas.
Pág. 40
IMPLEMENT / IMPLEMENTAR
Objectivo
Com base na análise dos dados desenvolver soluções usando ferramentas Lean e Six Sigma, de
acordo com o projecto. Se necessário confirmar a relação causa-efeito usando experiências. Avaliar
as soluções de acordo com a sua efectividade para o cumprimento do projecto.
É importante notar que as soluções a implementar dependem de cada projecto e do contexto em que
se insere. Neste capítulo são apresentadas algumas soluções genéricas que visam principalmente a
melhoria dos processos e produção. Não são apresentadas soluções específicas de por exemplo
como reparar a ferramenta X ou melhorar a capabilidade do equipamento Y. Estas são soluções que
advêm da análise dos dados e que cabe às equipas definir qual a melhor solução para cumprir os
objectivos do projecto.
Desenho de experiências / Design of experiment (DOE)
Por vezes para confirmar a relação causa-efeito assumida aquando da análise dos dados, desenham-
se experiências. Desenhar uma experiência é manipular as entradas de modo a ver como se alteram
as saídas.
Os processos mais tradicionais de experimentação são a tentativa-erro e a alteração e uma variável
fixando as restantes. Este processos são pouco eficazes, além de que nem sempre é possível fixar
todas as variáveis e não permitirem avaliar a interacção entre as variáveis. O desenho de
experiências habitualmente envolve variar mais de uma variável em simultâneo. O mais usual é
utilizarem-se 2 níveis de variação dos factores (designados por máximo e mínimo) dado que
fornecem bastante informação e requerem menos experiências que os ensaios de nível superior.
Para um Full Factorial DOE – examina todas as combinações possíveis - temos
2k = Nº de ensaios; onde k é o números de factores
Ou seja para um DOE de 4 factores teríamos um conjunto de 16 ensaios. No entanto, pode-se optar
por um Fractional Factorial DOE, ou seja, usar apenas a parte das combinações possíveis. Um
Fractional Factorial DOE tem como vantagem permitir uma escolha dos factores mais relevantes,
necessitando por isso de um menor número de ensaios, logo reflectem-se menores custos. No
entanto, nestes casos não se obtêm resultados para todas as combinações, por isso devem ser
cautelosamente programados.
No caso de um DOE em que existem factores com mais de dois níveis, por exemplo A tem 2 níveis, B
tem 3 níveis e C tem 5 níveis, opara um Full Factorial temos 2x3x5=30 ensaios.

Pág. 41
Sistemas Pull
Os sistemas Pull10 (por oposição ao Push11) são sistemas em que o material é puxado pelo cliente em
vez de ser empurrado para este. O objectivo dos sistemas Pull é reduzir a variação do tempo de
produção (Lead Time) de modo a estabilizar o processo. Permite assim controlar e reduzir a
quantidade do produto em processo (WIP12) e o inventário, o que leva a um maior foco nas áreas
mais problemáticas.
Tendo em consideração a Lei de Little para o Lead Time
Lead Time = Quantidade de produto em processo / Taxa média de conclusão (13) para se reduzir o Lead Time ou se aumenta a capacidade de produção ou se reduz a quantidade de
produto em processo. Dado que aumentar a capacidade tipicamente implica custos derivado de
investimento financeiro a opção é reduzir o produto em processo. Assim, para se reduzir o Lead Time
começa-se por implementar sistemas pull e depois efectuando melhoria no processo a nível das
“armadilhas de tempo”.
A implementação de um sistema Pull conduz a que se estabeleça um Wip tampão, ou seja, um limite
na quantidade de inventário dentro de uma área ou processo. Para se manter o nível tampão as
saídas do processo funcionam como actuadores que activam as entradas para o processo. A não
existência de um nível tampão leva a flutuações do WIP que se traduzem em flutuação do Lead Time.
Para o cálculo do valor do WIP Tampão usa-se tipicamente o produto do Lead Time que se deseja
pela Taxa de conclusão dos produtos, ou seja pelas saídas.
WIP Tampão = Lead Time x Saídas (14)
Se o objectivo for um Lead Time de 2 dias e a Saídas forem de 20 unidades por dia temos:
WIP Tampão = 2 dias x 20 unidades/dia = 40 unidades.
10 Pull – palavra inglesa que significa puxar. 11 Push - palavra inglesa que significa empurrar. 12 WIP - Work In Progress
LEAD TIME
ACTUADOR

Pág. 42
Um dos exemplos mais comuns na aplicação de WIP tampão é o caso do controlo de tráfego aéreo.
Quando as rotas estão sobrecarregadas os aviões não são autorizados a levantar voo até que o
congestionamento desapareça. A alternativa seria enviar os aviões para o ar e depois teriam que de
abrandar voo e voar em círculo para poder aterrar. Em qualquer dos casos o atraso é inevitável só
que o segundo caso implica maior consumo de combustível, um aumento do congestionamento, risco
de acidente, entre outros.
Convém notar que o objectivo de ter um Lead Time menor está directamente ligado à relação entre
tempo de valor acrescentado versus tempo de valor não acrescentado. Tipicamente o tempo em que
um produto leva a acrescentar valor é fixo e depende do equipamento. Reduzindo o Lead Time
reduz-se o tempo que um produto tem sem valor acrescentado, que obviamente leva a uma redução
de custos.
Usando um sistema Pull com WIP baixo, o Lead Time é menor facilitando o planeamento em função
das ordens dos clientes em vez de planeamento com base em previsões. Além do já referido salienta-
se que um sistema Pull com baixo WIP é mais sensível á qualidade o que força a resolução de
problemas e melhorias no processo.
Kanban
Kanban é o termo japonês que significa etiqueta, marca. O Kanban é um sistema cujo conceito é
simples e eficaz baseando o seu funcionamento na circulação de etiquetas. Este sistema foi criado
por Ohno na Toyota Motor Company na década de 50 do passado século. Devido a ser habitual às
empresas produzir em excesso, este método procura produzir o produto pretendido pelo cliente, no
momento em que é encomendado e na quantidade encomendada. O que em produção significa que
um posto de trabalho só produz o que lhe é pedido pelo posto a jusante e assim sucessivamente
sendo que o posto mais a jusante só deve produzir o que foi pedido pelo cliente. Assim nasceu o
Kanban como um sistema de informação que permite transmitir rapidamente as necessidades de
jusante para montante. De uma forma simplista, consiste em sobrepor ao fluxo de produção um fluxo
de informação de sentido inverso.
Figura 19 – Fluxo de material e de kanbans numa sequência de postos de trabalho
POSTO
1
POSTO
2
POSTO
3
Fluxo Físico
Fluxo Físico
Fluxo dos
Kanban
Fluxo dos
Kanban

Pág. 43
Figura 20 – Fluxo das etiquetas de Kanban entre dois postos de trabalho consecutivos
Observando o que se passa entre 2 postos de trabalho consecutivos (figura 20) teremos uma
situação que o posto 2 consome as peças produzidas pelo posto 1, destacando a etiqueta e
enviando-a ao posto 1. Esta por sua vez funciona como ordem de produção para o posto 1 produza
mais um lote deste tipo de peças. Após produzido o posto 1 envia o material com a etiqueta Kanban
para o posto 2 que por sua vez a volta a devolver quando consumir o material, e assim
sucessivamente.
As etiquetas Kanbans encontram-se então ou no material a aguardar utilização pelo posto 2 ou no
quadro de planeamento do posto 1 à espera de fabrico de novas peças.
Se existiram etiquetas Kanban no quadro de planeamento do posto 1 este deve produzir, se não
existir nenhuma etiqueta este não deve produzir. Deste modo garante-se que circula um número
definido de material consoante os Kanbans.
5 S
Os 5 S são as cinco iniciais de palavras japonesas que têm por objectivo sistematizar as actividades
de limpeza, arrumação e organização dos locais de trabalho. A metodologia 5 S tem por finalidade
melhorar a qualidade dos artigos, a segurança no posto de trabalho, a eficácia, a taxa de avarias,
entre outros, através da limpeza e organização dos postos de trabalho. As palavras que lhe deram
origem (e sua tradução) são:
SEIRI (Sort)– Arrumação
SEITON (Set in order)– Organizar, pôr em ordem
SEÏSO (Shine)– Limpeza
SEÏKETSU (Standardize) – Estandardização
SHITSUKE (Sustain)– Manutenção
K K
POSTO 2 POSTO 1
K
Material com Kanbans
K
Etiqueta Kanban

Pág. 44
Uma campanha 5S articula-se em torno de duas fases:
1- Elevar ao nível adequado ou desejado (Seiri, Seiton, Seïso)
2- Manter o nível atingido (Seïketsu, Shitsuke)
A etapa de arrumação consiste em fazer uma triagem dos objectos que são necessários no posto de
trabalho dos que não o são. Serve para excluir objectos inúteis e que estão no posto de trabalho
devido ao hábito de “guardar porque pode vir a ser necessário”. Esta acumulação de objectos não
favorece o asseio nem a eficácia na procura de objectos.
Esta fase pode ser de difícil implementação devido à dificuldade de fazer os operadores
compreenderem que é necessário desfazerem-se de certos objectos. Para estes casos criam-se
zonas que agrupam objectos que se retiraram dos postos de trabalho mas que ainda não se decidiu
eliminar. A sua inutilidade torna-se evidente se não for necessário ir lá buscá-los. Deste modo
consegue-se ultrapassar o factor psicológico que cria obstáculos à implementação dos 5S.
A etapa seguinte – Seiton – pode ser ilustrada pela máxima portuguesa “Dá um lugar a cada coisa
para que cada coisa tenha o seu lugar”. O objectivo desta etapa é organizar o posto de trabalho de
modo a torná-lo funcional e ser possível encontrar os documentos ou ferramentas necessárias num
curto espaço de tempo. A organização pode ser a definição de regras de organização de um arquivo,
de organização de ficheiros no disco rígido, delimitar áreas de trabalho ou posições de ferramentas.
A etapa de limpeza, que é de limpeza regular, não vem na sequência das anteriores mas em vez
disso segue paralela. Num local asseado qualquer fuga ou anomalia torna-se mais fácil de detectar. A
limpeza regular é também uma forma de facilmente se detectar falta de óleo num equipamento,
parafusos mal apertados, entre possíveis anomalias. Deve-se primeiro tentar eliminar as causas da
sujidade e depois estabelecer um plano de limpeza que defina a sua regularidade, como a efectuar e
com que equipamento.
Segue-se a fase de manter o nível atingido. Manter o asseio de uma forma consistente é difícil.
Torna-se então necessário definir as regras e formalizar a colaboração do pessoal de modo a garantir
que não se regressa aos hábitos anteriores. Isto consegue-se promovendo o espírito de equipa, a
autoavaliação e a avaliação da situação actual, esta avaliação pode ser feita por meio de auditorias
que avaliam a manutenção do estado desejado, a aplicação das regras definidas e o espírito de
melhoria.

Pág. 45
Figura 21 – Exemplos de aplicação de 5S
Single Minute Exchange of Die (SMED)13
SMED é a sigla que abrevia a expressão “Single Minute Exchange of Die”, que apesar de ser uma
expressão em inglês foi criada por Shingo no Japão a meio do século passado e que significa troca
de ferramenta em menos de 10 minutos14. O tempo de troca de ferramenta (ou setup) é o espaço de
tempo que vai desde a última peça boa de um lote até à primeira peça boa do lote seguinte. Leva por
isso em consideração tempos como preparação, desligar equipamento, trocar ferramenta, ajustes,
entre outros.
13 Actualmente também se utiliza a expressão inglesa “quick changeover” para designar, ou como sinónimo, de SMED 14 “Single Minute” indica menos de um dígito no contador de minutos e não menos de um minuto.
ANTES DE 5S APÓS 5S

Pág. 46
A redução do tempo de troca de ferramenta permite uma redução no tamanho dos lotes o que conduz
a uma redução de Lead Time. Por sua vez a redução de Lead Time leva a uma redução de stock e a
um aumento de flexibilidade que se reflectirão como melhoria na gestão do capital e melhoria no
serviço ao cliente, respectivamente. Uma redução de tempo de setup conduz também à possibilidade
de trocar mais frequentemente de ferramenta o que se pode traduzir num maior número de ciclos de
aprendizagem que podem levar a uma melhoria de qualidade através de melhoria contínua.
Os passos típicos de um evento SMED são:
1- Medição do total de tempo de mudança de ferramenta actual
2- Identificar os elementos internos e externos (são aqueles que se podem executar sem
paragem de equipamento, como por exemplo preparação da ferramenta seguinte) e calcular
o tempo individual de cada elemento.
3- Distinguir os elementos externos e forçar a que se executem antes da paragem do
equipamento.
4- Reduzir ou eliminar os elementos internos, entre os quais os ajustes.
5- Reduzir os elementos externos.
6- Estandardizar o novo procedimento e continuamente melhorá-lo.
I 85 85 minutos
II 10 3 10 5 15 9 3 5 7 15 3 85 minutos
III 37 minutos 48 minutos
IV 37 minutos 20 minutos
V 10 minutos 20 minutos
VI 10 minutos 10 minutos
INTERNO
EXTERNO
Antes da paragem de equipamento
ETAPA Após a paragem de equipamento
Figura 22 – Exemplo de aplicação de um evento SMED

Pág. 47
Na figura seguinte pode-se observar uma peça à qual foi aplicado um pino de centragem de modo a
permitir uma troca mais rápida. Anteriormente a troca da peça implicava um ajuste por parte do
operador de modo a garantir que ficava correctamente posicionada. A implementação do pino de
centragem garante que a peça vai encaixar correctamente na posição desejada eliminando-se a
necessidade de ajuste da sua posição.
Figura 23 – Peça com pino de centragem para minimizar tempo de troca de ferramenta
Gate Review do módulo implementar
No final desta fase, é expectável a que estejam implementadas soluções robustas e que afectem as
entradas criticas de modo a que se obtenham as saídas desejadas. Estas soluções devem estar
apoiadas nos resultados obtidos na fase Analisar, em DOEs quando se justifique e em documentação
relativa ao seu estudo e implementação.
Pág. 48
CONTROL / CONTROLAR
Objectivo
Implementar a solução seleccionada e replicá-la em toda a escala, usar sistemas á prova de erro,
planos de controlo, planos de formação, entre outros para garantir a sustentabilidade dos ganhos.
Poke-Yoke/Sistemas à prova de erro
O Poka-Yoke ou Sistema à prova de erro consiste em criar sistemas e metodologias que permitam
prevenir que os erros aconteçam. O custo de obtenção de qualidade aumenta à medida que um
produto se move ao longo da cadeia de fornecimento, logo a forma mais económica é prevenir que os
erros ocorram.
Tomemos por exemplo uma empresa que se dedica ao fabrico de máquinas de café e em particular à
montagem da bomba de água.
Prevenção – antes que aconteça – O processo dispõe de sensores que impossibilita má montagem
da bomba – custos = 0€
Detecção – Antes que escape do posto/processo – O operador monta mal a bomba e não há sistema
de auto-controlo. A bomba falha na verificação de qualidade. – custo = 100€ por desmontar e voltar a
montar a bomba.
Inspecção – Já depois de ter sido enviado/ terminado os processos – A máquina produzida vai para
testes finais e falha por problemas na bomba da água. – custo = 1000€ por desmontar e montar de
novo toda a máquina.
Rejeição – Produto no cliente – Os equipamentos foram enviados para clientes e falham em serviço.
São necessárias intervenções de emergência e/ou retorno do produto à fabrica. A marca fica
desacreditada. – custo=100.000€ em reparações e perdas de vendas.
Dentro dos sistemas de prevenção existem duas grandes classes:
1- Controlo/Avisos – Não deixa que material passe para o passo seguinte. Desliga o processo
ou avisa quando ocorre um erro
2- Preventivo – Utilização de métodos ou sistemas que não permitem que o erro ocorra sendo
este eliminado em 100%
Os sistemas preventivos são desejáveis relativamente aos de controlo ou aviso, no entanto na
impossibilidade de implementar o primeiro é preferível ter o segundo do que não ter nenhum.

Pág. 49
Sistemas Poka-Yoke podem ser tão simples limitar a orientação da inserção de um elemento, como
por exemplo a inserção de disquetes num computador apenas pode ser feita numa determinada
posição ou a utilização de um sensor fotoeléctrico que é interrompido de a peça não estiver na
posição correcta.
Figura 24 – Exemplo de um sistema Poka-Yoke (Do sítio: http:// www.tbmcg.com -Novembro 2008)
Na figura 24 é possível observar a implementação de um sistema poka-yoke. Com o objectivo de
evitar trocas de polaridade na ficha eléctrica, o desenho dos contactos foi alterado de modo da que a
ficha só possa ser encaixada numa única posição.
Instruções de trabalho
Após a equipa ter definido os processos e métodos a mudar e quais são essas mudanças é
fundamental criar métodos escritos e/ou visuais que estandardizem o processo e as metodologias de
modo a garantir a sua sustentabilidade.
Tal como referido por Ohno, a estandardização é indispensável pois se não se souber o que se está a
fazer e se não for feito de uma forma consistente, como é que se pode esperar alguma vez conseguir
fazê-la de uma forma melhor?
Aquando a estandardização tem de se garantir que os operadores têm formação adequada para
entender e actuar de acordo com as alterações implementadas, caso contrário ter-se-á de formar os
operadores para essas alterações.
Controlo de processo
Nesta altura e após se terem implementado as alterações ao processo tem de se medir a sua
performance de modo a determinar se melhorou e quanto melhorou. Estas medições também devem
ser feitas na fase piloto, antes de se implementar em larga escala. Estas medições também devem
incluir testes de hipóteses (mencionados anteriormente) para características de interesse, bem como
análise estatística dos novos dados obtidos e análise de capabilidade de curto e longo prazo.

Pág. 50
Considerando que nesta fase se atingiram os objectivos propostos à que sustentá-los. Para este fim
usam-se três conjuntos de ferramentas: A gestão do risco; a prevenção dos erros e os planos e
cartas de controlo.
Em termos da gestão de risco, tendo em conta as alterações efectuadas o FMEA o plano de controlo
devem ser revistos (caso existam) ou elaborados, de acordo com os modos de falhas e sistemas de
detecção e controlo existentes. As acções tomadas para reduzir o risco devem ser monitorizadas
para garantir a sua implementação e continuidade. Quanto à prevenção de erros a melhor abordagem
para os controlar é a implementação de sistemas Poka-Yoke vistos anteriormente. No entanto, não
sendo possível implementar sistemas à prova de erro em todas as situação tem de se desenvolver
um plano de contínua monitorização. Deste modo deve-se desenvolver um conjunto de cartas de
controlo que recolham continuamente dados de modo a gerar um feedback sobre o processo. As
ferramentas mencionadas devem constituir a base de um plano de controlo onde se identificam as
variáveis a controlar. Nesse mesmo plano devem constar as acções a tomar no caso de algo sair fora
de controlo.

Pág. 51
Figura 25 – Exemplo de um plano e controlo
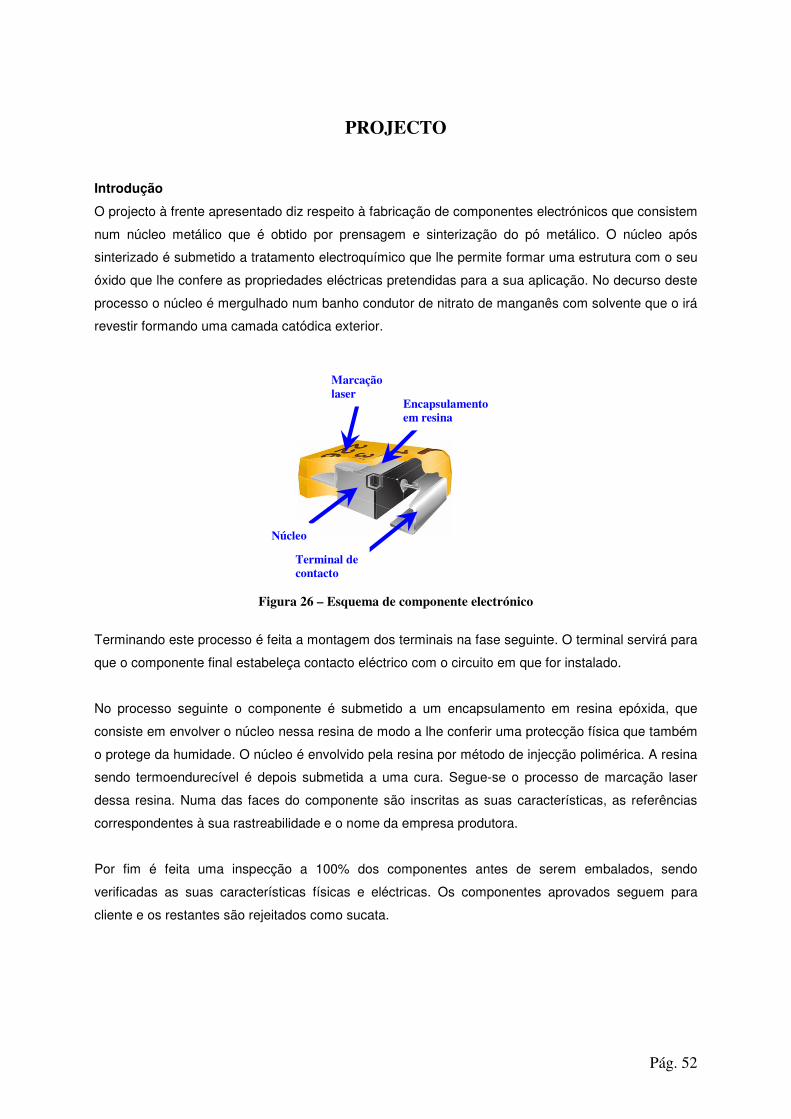
Pág. 52
PROJECTO
Introdução
O projecto à frente apresentado diz respeito à fabricação de componentes electrónicos que consistem
num núcleo metálico que é obtido por prensagem e sinterização do pó metálico. O núcleo após
sinterizado é submetido a tratamento electroquímico que lhe permite formar uma estrutura com o seu
óxido que lhe confere as propriedades eléctricas pretendidas para a sua aplicação. No decurso deste
processo o núcleo é mergulhado num banho condutor de nitrato de manganês com solvente que o irá
revestir formando uma camada catódica exterior.
Figura 26 – Esquema de componente electrónico
Terminando este processo é feita a montagem dos terminais na fase seguinte. O terminal servirá para
que o componente final estabeleça contacto eléctrico com o circuito em que for instalado.
No processo seguinte o componente é submetido a um encapsulamento em resina epóxida, que
consiste em envolver o núcleo nessa resina de modo a lhe conferir uma protecção física que também
o protege da humidade. O núcleo é envolvido pela resina por método de injecção polimérica. A resina
sendo termoendurecível é depois submetida a uma cura. Segue-se o processo de marcação laser
dessa resina. Numa das faces do componente são inscritas as suas características, as referências
correspondentes à sua rastreabilidade e o nome da empresa produtora.
Por fim é feita uma inspecção a 100% dos componentes antes de serem embalados, sendo
verificadas as suas características físicas e eléctricas. Os componentes aprovados seguem para
cliente e os restantes são rejeitados como sucata.
Marcação laser
Encapsulamento em resina epóxida
Núcleo
Terminal de contacto eléctrico
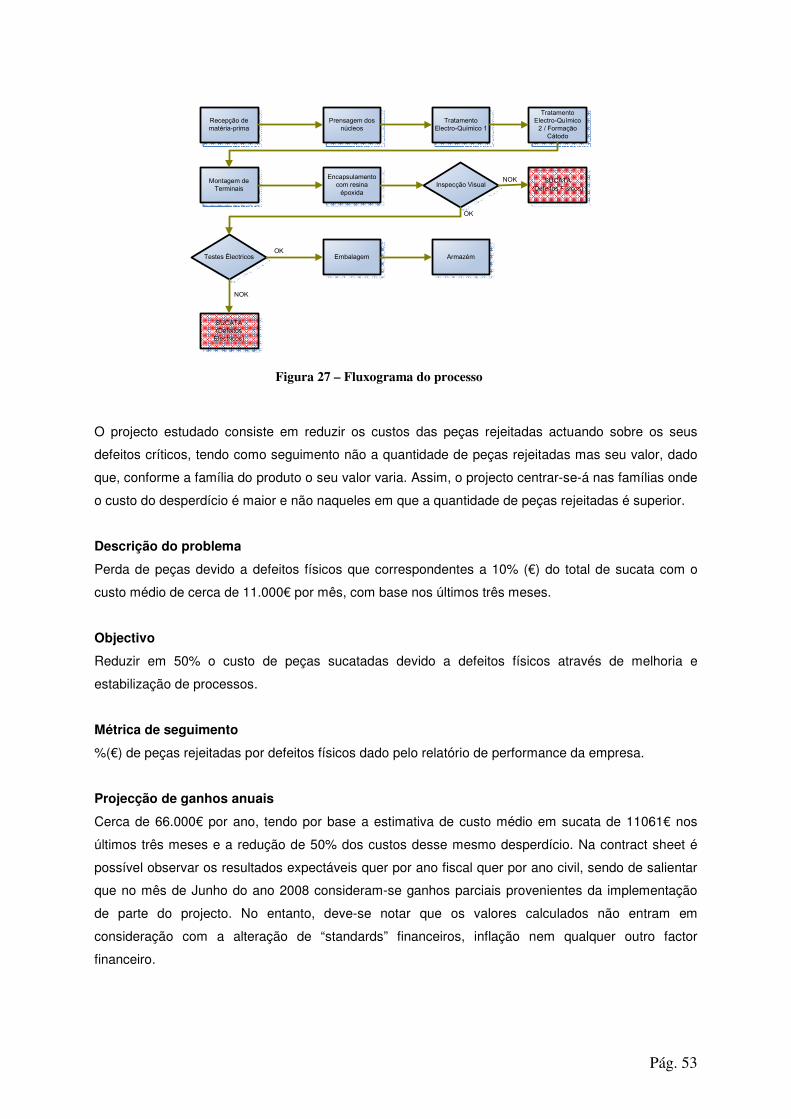
Pág. 53
O projecto estudado consiste em reduzir os custos das peças rejeitadas actuando sobre os seus
defeitos críticos, tendo como seguimento não a quantidade de peças rejeitadas mas seu valor, dado
que, conforme a família do produto o seu valor varia. Assim, o projecto centrar-se-á nas famílias onde
o custo do desperdício é maior e não naqueles em que a quantidade de peças rejeitadas é superior.
Descrição do problema
Perda de peças devido a defeitos físicos que correspondentes a 10% (€) do total de sucata com o
custo médio de cerca de 11.000€ por mês, com base nos últimos três meses.
Objectivo
Reduzir em 50% o custo de peças sucatadas devido a defeitos físicos através de melhoria e
estabilização de processos.
Métrica de seguimento
%(€) de peças rejeitadas por defeitos físicos dado pelo relatório de performance da empresa.
Projecção de ganhos anuais
Cerca de 66.000€ por ano, tendo por base a estimativa de custo médio em sucata de 11061€ nos
últimos três meses e a redução de 50% dos custos desse mesmo desperdício. Na contract sheet é
possível observar os resultados expectáveis quer por ano fiscal quer por ano civil, sendo de salientar
que no mês de Junho do ano 2008 consideram-se ganhos parciais provenientes da implementação
de parte do projecto. No entanto, deve-se notar que os valores calculados não entram em
consideração com a alteração de “standards” financeiros, inflação nem qualquer outro factor
financeiro.
Recepção de matéria-prima
Prensagem dos núcleos
Tratamento Electro-Químico 1
Tratamento Electro-Químico 2 / Formação
Cátodo
Montagem de Terminais
Encapsulamento com resina époxida
SUCATA (Defeitos Físicos)
ArmazémEmbalagem
Inspecção Visual
Testes Électricos
SUCATA (Defeitos Électricos)
NOK
OK
OK
NOK
Figura 27 – Fluxograma do processo
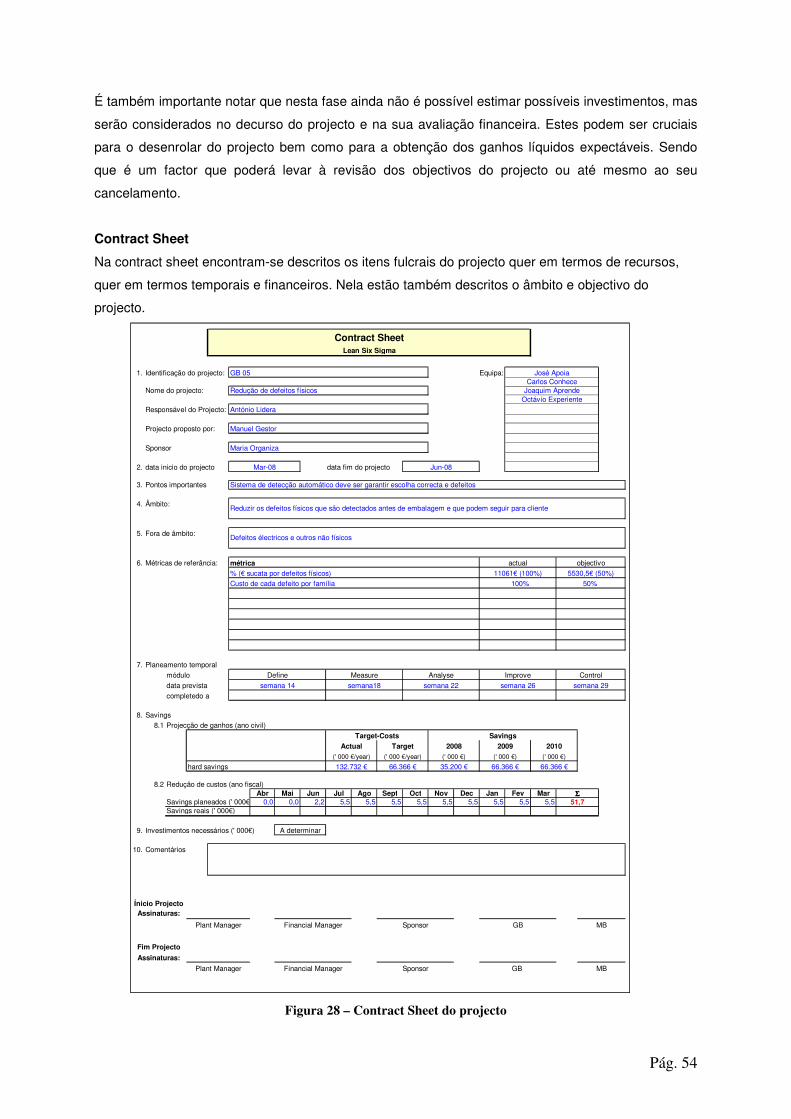
Pág. 54
É também importante notar que nesta fase ainda não é possível estimar possíveis investimentos, mas
serão considerados no decurso do projecto e na sua avaliação financeira. Estes podem ser cruciais
para o desenrolar do projecto bem como para a obtenção dos ganhos líquidos expectáveis. Sendo
que é um factor que poderá levar à revisão dos objectivos do projecto ou até mesmo ao seu
cancelamento.
Contract Sheet
Na contract sheet encontram-se descritos os itens fulcrais do projecto quer em termos de recursos,
quer em termos temporais e financeiros. Nela estão também descritos o âmbito e objectivo do
projecto.
Figura 28 – Contract Sheet do projecto
1. Identificação do projecto: Equipa:
Nome do projecto:
Responsável do Projecto:
Projecto proposto por:
Sponsor
2. data inicio do projecto data fim do projecto
3. Pontos importantes
4. Âmbito:
5. Fora de âmbito:
6. Métricas de referância: métrica
Custo de cada defeito por família 100% 50%
7. Planeamento temporal
módulo
data prevista
completedo a
8. Savings8.1 Projecção de ganhos (ano civil)
hard savings
8.2 Redução de custos (ano fiscal)Abr Mai Jun Jul Ago Sept Oct Nov Dec Jan Fev Mar
Savings planeados (' 000€) 0,0 0,0 2,2 5,5 5,5 5,5 5,5 5,5 5,5 5,5 5,5 5,5Savings reais (' 000€)
9. Investimentos necessários (' 000€)
10. Comentários
ΣΣΣΣ
Sponsor MB
A determinar
GB
51,7
Fim Projecto
Assinaturas:
Plant Manager Financial Manager
Ínicio ProjectoAssinaturas:
MB
Plant Manager Financial Manager
Sponsor GB
Analyse Improve Control
% (€ sucata por defeitos físicos) 11061€ (100%)
semana 29
5530,5€ (50%)
semana 26
Actual Target
Target-Costs Savings
Define
semana 14
(' 000 €)
2010(' 000 €/year) (' 000 €/year)
semana18 semana 22
Measure
132.732 € 66.366 € 35.200 € 66.366 € 66.366 €
2008 2009(' 000 €) (' 000 €)
GB 05
Manuel Gestor
Maria Organiza
Contract SheetLean Six Sigma
António Lidera
Redução de defeitos físicos
José ApoiaCarlos Conhece
objectivoactual
Mar-08 Jun-08
Reduzir os defeitos físicos que são detectados antes de embalagem e que podem seguir para cliente
Sistema de detecção automático deve ser garantir escolha correcta e defeitos
Defeitos électricos e outros não físicos
Joaquim AprendeOctávio Experiente

Pág. 55
Distribuição custos (€) dos defeitos pelas famílias de materiais
Figura 29 – Gráfico da distribuição dos custos de defeitos por família de produto De modo a apoiar a definição do problema foi feita uma análise dos defeitos em termos e custos
pelas diversas famílias de produtos. Da análise conclui-se que os produtos da família 95X são os que
representam uma maior percentagem de custos com uma parcela de 21%.
As famílias com parcelas inferiores a 3% foram aglomeradas e no seu todo representam 14% dos
custos.
Voz do Cliente / Voice of Customer (VOC)
Tabela 7 – Resumo da voz do cliente
Por consulta dos clientes internos (inspecção antes de embalagem) e dos requisitos dos clientes
externos determinaram-se quais os defeitos críticos nas peças rejeitadas.
DEFEITOS CLIENTES Núcleo à vista
Mau encapsulamento
Falta de marcação
Inspecção antes de embalagem
Cliente Final
21%
14%
11%8%
8%
6%
6%
3%
14%
9%
95 X
Outros
91D
91C
20V
95U
95D
10X
91B
91X
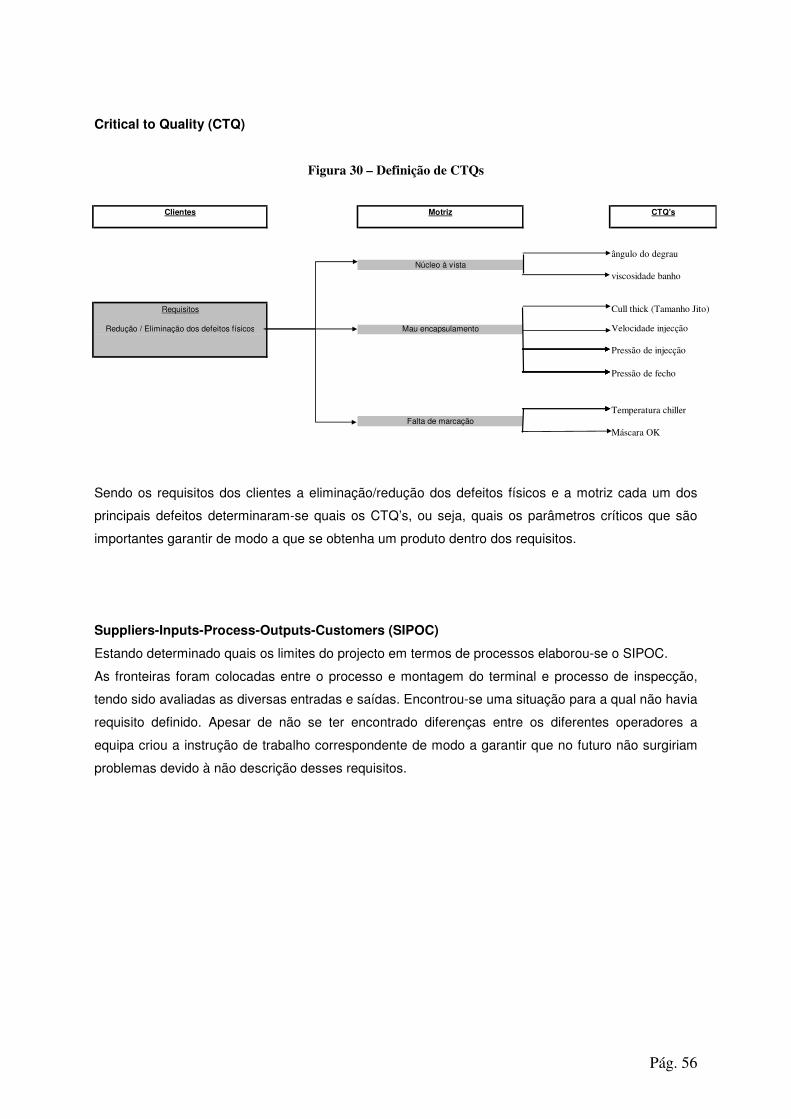
Pág. 56
Critical to Quality (CTQ)
Figura 30 – Definição de CTQs
Sendo os requisitos dos clientes a eliminação/redução dos defeitos físicos e a motriz cada um dos
principais defeitos determinaram-se quais os CTQ’s, ou seja, quais os parâmetros críticos que são
importantes garantir de modo a que se obtenha um produto dentro dos requisitos.
Suppliers-Inputs-Process-Outputs-Customers (SIPOC)
Estando determinado quais os limites do projecto em termos de processos elaborou-se o SIPOC.
As fronteiras foram colocadas entre o processo e montagem do terminal e processo de inspecção,
tendo sido avaliadas as diversas entradas e saídas. Encontrou-se uma situação para a qual não havia
requisito definido. Apesar de não se ter encontrado diferenças entre os diferentes operadores a
equipa criou a instrução de trabalho correspondente de modo a garantir que no futuro não surgiriam
problemas devido à não descrição desses requisitos.
Motriz CTQ's
ângulo do degrauNúcleo à vista
viscosidade banho
Cull thick (Tamanho Jito)
Mau encapsulamento Velocidade injecção
Pressão de injecção
Pressão de fecho
Temperatura chillerFalta de marcação
Máscara OK
Clientes
Redução / Eliminação dos defeitos físicos
Requisitos
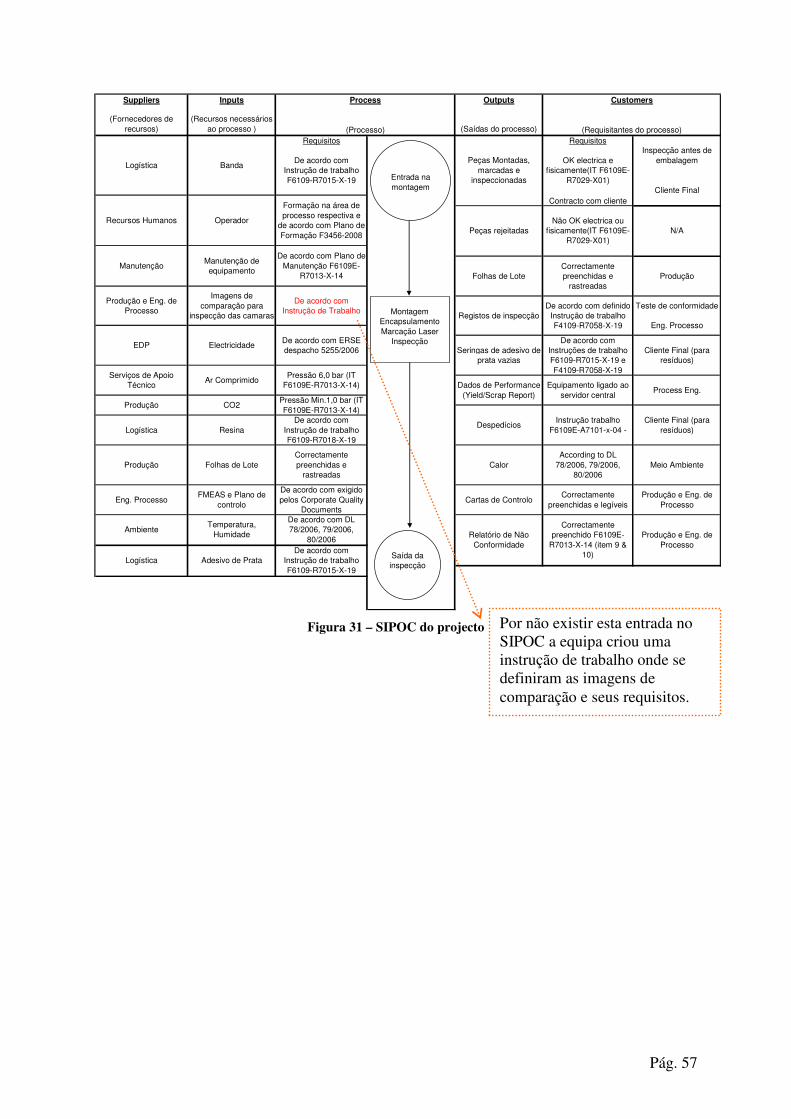
Pág. 57
Figura 31 – SIPOC do projecto
Suppliers Inputs Outputs
(Fornecedores de recursos)
(Recursos necessários ao processo ) (Saídas do processo)
Requisitos Requisitos
Contracto com cliente
(Requisitantes do processo)
Customers
FMEAS e Plano de controlo
De acordo com DL 78/2006, 79/2006,
80/2006
Pressão 6,0 bar (IT F6109E-R7013-X-14)
De acordo com Plano de Manutenção F6109E-
R7013-X-14
According to DL 78/2006, 79/2006,
80/2006
Correctamente preenchidas e legíveis
Peças Montadas, marcadas e
inspeccionadas
Folhas de Lote
Process
(Processo)
LogísticaDe acordo com
Instrução de trabalho F6109-R7015-X-19
Operador
Banda
Recursos Humanos
Formação na área de processo respectiva e
de acordo com Plano de Formação F3456-2008
ManutençãoManutenção de
equipamento
Produção e Eng. de Processo
Imagens de comparação para
inspecção das camaras
De acordo com Instrução de Trabalho
Serviços de Apoio Técnico
EDP ElectricidadeDe acordo com ERSE despacho 5255/2006
Ar Comprimido
Produção CO2Pressão Min.1,0 bar (IT F6109E-R7013-X-14)
Correctamente preenchidas e
rastreadas
Resina
Produção
Logística
Folhas de Lote
Temperatura, Humidade
Ambiente
Eng. Processo
De acordo com Instrução de trabalho F6109-R7018-X-19
De acordo com exigido pelos Corporate Quality
Documents
OK electrica e fisicamente(IT F6109E-
R7029-X01)
Inspecção antes de embalagem
Cliente Final
Não OK electrica ou fisicamente(IT F6109E-
R7029-X01)
Dados de Performance (Yield/Scrap Report)
De acordo com Instruções de trabalho F6109-R7015-X-19 e F4109-R7058-X-19
ProduçãoCorrectamente preenchidas e
rastreadas
De acordo com definido Instrução de trabalho F4109-R7058-X-19
Teste de conformidade
Eng. Processo
Relatório de Não Conformidade
Cartas de ControloProdução e Eng. de
Processo
Peças rejeitadas N/A
Registos de inspecção
DespedíciosInstrução trabalho
F6109E-A7101-x-04 - Cliente Final (para
resíduos)
Equipamento ligado ao servidor central
Process Eng.
Cliente Final (para resíduos)
Logística Adesivo de PrataDe acordo com
Instrução de trabalho F6109-R7015-X-19
Seringas de adesivo de prata vazias
Calor Meio Ambiente
Correctamente preenchido F6109E-
R7013-X-14 (item 9 & 10)
Produção e Eng. de Processo
Entrada na montagem
Saída da inspecção
MontagemEncapsulamentoMarcação Laser
Inspecção
Por não existir esta entrada no SIPOC a equipa criou uma instrução de trabalho onde se definiram as imagens de comparação e seus requisitos.

Pág. 58
Value Stream Map (VSM)
Após a elaboração do SIPOC e de se ter assegurado a definição e controlo das entradas e saídas, passou-se à elaboração do VSM de modo a analisar o
que ocorre no decurso do processo. Num projecto deste tipo a elaboração do VSM é importante para se tomar noção do processo, inventário e de possíveis
origens dos efeitos. No entanto, está fora do âmbito focar em problemas de fluxo de produção e gestão de recursos. Assim não se procederá à elaboração
de um VSM ideal e apenas se fará registo das entradas e saídas e cada etapa do processo em como do tempos de valor acrescentado e não acrescentado
ao longo do processo. Para a elaboração do VSM acompanhou-se a produção de um lote de material da família 95X que, conforme analisado anteriormente,
é a que apresenta custos de sucata superiores.
Figura 32 – Value Stream Map do processo no qual o projecto se centra

Pág. 59
Métrica Factor de estractificação Definição Operacional (*) Tamanho da amostra Fonte Método de Recolha Responsável
Densidade do nitrato Registar a cada 5 min Continua Densimetrogravação contínua em registo informático
Manutenção (garantir equipamento OK)
Temperatura do banho Registar a cada 5 min Continua Termometrogravação contínua em registo informático
Manutenção (garantir equipamento OK)
Dimensão do núcleo Espessura do núcleo Medir todos os lotes 3 peças por barra MicrometroMedição e registo em base
de dadosOperador(TFP)
Velocidade Injecção Registar para cada lote ContinuaParametrização dada pelo
equipamentoRegisto dados em base de
dadosOperador(Molding)
Espessura do jito Registar para cada lote ContinuaParametrização dada pelo
equipamentoRegisto dados em base de
dadosOperador(Molding)
Pressão de Injecção Registar para cada lote ContinuaParametrização dada pelo
equipamentoRegisto dados em base de
dadosOperador(Molding)
Pressão de fecho Registar para cada lote ContinuaParametrização dada pelo
equipamentoRegisto dados em base de
dadosOperador(Molding)
Profundidade do degrau Medir todos os lotes 1 Banda/ Jig projector de perfis Registo dados em base de
dadosOperador(Assembly)
Ângulo do degrau Medir todos os lotes 2 Banda/ Jig projector de perfis Registo dados em base de
dadosOperador(Assembly)
Parametros da Resina ViscosidadeMedir sempre que recarrega a
máquinaContinua Teste de espiral
Registo dados em documento oficial de teste
Lababoratório
Pressão CO2 Registar para cada lote Continua Manometrogravação contínua em registo informático
Manutenção (garantir equipamento OK)
Temperatura do chiller Registar para cada lote Continua Termometro do equipamentogravação contínua em registo informático
Manutenção (garantir equipamento OK)
Energia do Laser Registar para cada lote Continua Display do equipamentogravação contínua em registo informático
Manutenção (garantir equipamento OK)
Peças sucatadas pelo equipamento Tipologia do defeito 3 lotes de cada material critico 3x50 pieces Análise da sucata Manual Equipa LSS
Peças OK Lote Registar para cada lote Continua Rastreio informáticogravação contínua em registo informático
Operator (inspecção)
Peças sucatadas antes de embalagem Tipologia do defeito 3 lotes de cada material critico 3x50 pieces Análise da sucata Manual Equipa LSS
(*) As definições operacionais detalhadas foram transmitidas por informação interna às áreas
Saídas
Caracteristicas do banho de nitrato
Medidas do degrau
Entradas
Parametros de Injecção
Parametros do equimento Laser
Dados mais relevantes do VSM
•Existência de Bottleneck/Constrangimento antes do processo de montagem dos terminais. Existe
um inventário de 25 lotes.
•Tempo de processo médio da montagem à inspecção 22h/lote
•Tempo de valor acrescentado 8,5h/lote
•Tempo de valor não acrescentado 13,5h/lote
•FIFO não é respeitado (primeiro lote a sair não é o primeiro que entrou)
•Todas as entradas e saídas no processo foram listadas e não se encontraram casos de falta de
documentação dos requisitos.
Os factos detectados foram reportados à Direcção e apresentados na “Gate Review”. Não se
considerou que tivessem influência directa e significativa no projecto ou na criação de defeitos. O
projecto seguiu o seu foco e para estes estudo e análise dos factos reportados foi constituída uma
equipa ligada à produção e fluxo de material.
Plano de recolha de dados
De acordo com
os defeitos em análise assim se elaborou um plano de recolha de dados de modo a que todos fossem
abrangidos. Dado que se trata de um projecto de redução de defeitos que incidirá nos parâmetros e
processamento dos componentes é natural a recolha de uma quantidade superior de dados de
entradas do que de dados de saídas. As saídas dão os factos do que está a ocorrer mas é nas
entradas que se terá de actuar de modo a garantir que se obtêm os resultados desejados.
Figura 33 – Plano de recolha de dados

Pág. 60
O plano de recolha de dados foi acompanhado de informação aos operadores sobre a forma e
metodologia de recolha desses dados.
Análise do sistema de medição
Para se garantir que a recolha de dados era consistente fizeram-se estudos R&R (Reproducibilidade
e Repetibilidade) para todos os casos em que a recolha de dados o justificava.
O primeiro dos casos diz respeito às medições das espessuras das peças.
Figura 34 – Estudo R&R para medição de espessuras das peças
Pode-se ver que a principal componente da variação vem de “Part-to-Part”, ou seja, da variação
própria das amostras dado que se correu vários pontos do espectro das espessuras possíveis. Isto é,
foram usadas amostras de diferentes dimensões ao longo do estudo e a principal fonte de variação
deveu-se exactamente a essas variações.
Pelo relatório obtido pode-se verificar que apenas 0,39% da variação é dada pelo é resultado do
ensaio, sendo 0,37% de origem na não repetibilidade, 0,02% na não reproducibilidade. Assim, como
a variação (Total Gage R&R) foi menor que 10% consideramos sistema de medição é válido e
podemos confiar nos resultados.
O caso seguinte é o estudo R&R referente à medição da profundidade do degrau15 das peças.
15 A profundidade do degrau é um parâmetro associado à montagem do terminal e que pode conduzir a um incorrecto posicionamento do núcleo face ao terminal. Além da profundidade é também importante o ângulo do degrau.
Gage R&R - espessura
Total Gage R&R 0,39
% Contribuição na variação
Repetibilidade 0,37
Reprodutibilidade 0,02
Tabela 8 – Valores do estudo R&R para medição das espessuras das peças
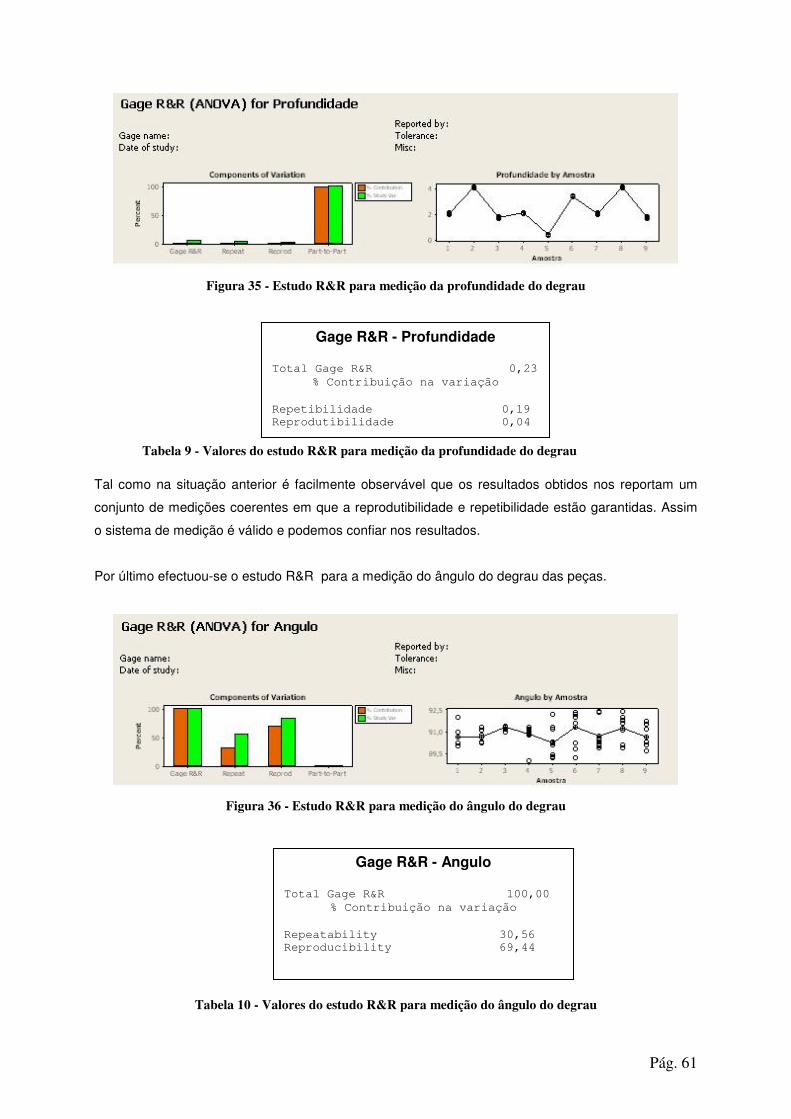
Pág. 61
Figura 35 - Estudo R&R para medição da profundidade do degrau
Tal como na situação anterior é facilmente observável que os resultados obtidos nos reportam um
conjunto de medições coerentes em que a reprodutibilidade e repetibilidade estão garantidas. Assim
o sistema de medição é válido e podemos confiar nos resultados.
Por último efectuou-se o estudo R&R para a medição do ângulo do degrau das peças.
Figura 36 - Estudo R&R para medição do ângulo do degrau
Tabela 10 - Valores do estudo R&R para medição do ângulo do degrau
Gage R&R - Profundidade Total Gage R&R 0,23
% Contribuição na variação
Repetibilidade 0,19
Reprodutibilidade 0,04
Gage R&R - Angulo
Total Gage R&R 100,00
% Contribuição na variação
Repeatability 30,56
Reproducibility 69,44
Tabela 9 - Valores do estudo R&R para medição da profundidade do degrau
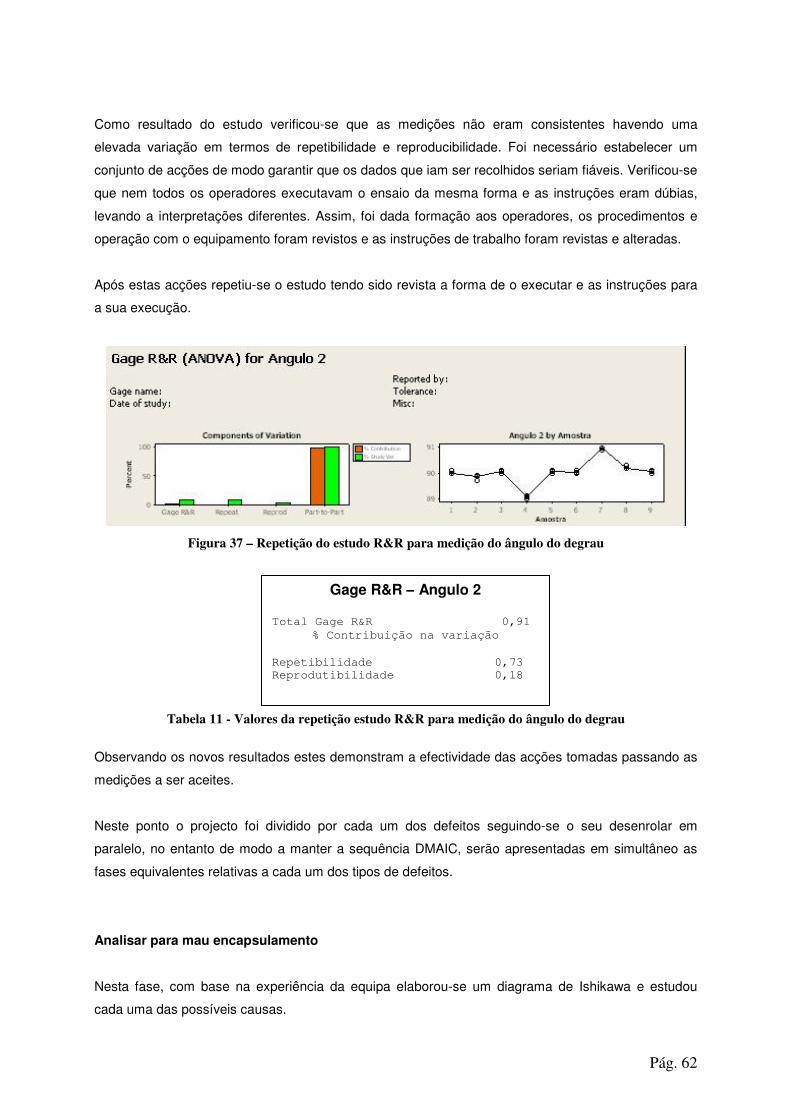
Pág. 62
Como resultado do estudo verificou-se que as medições não eram consistentes havendo uma
elevada variação em termos de repetibilidade e reproducibilidade. Foi necessário estabelecer um
conjunto de acções de modo garantir que os dados que iam ser recolhidos seriam fiáveis. Verificou-se
que nem todos os operadores executavam o ensaio da mesma forma e as instruções eram dúbias,
levando a interpretações diferentes. Assim, foi dada formação aos operadores, os procedimentos e
operação com o equipamento foram revistos e as instruções de trabalho foram revistas e alteradas.
Após estas acções repetiu-se o estudo tendo sido revista a forma de o executar e as instruções para
a sua execução.
Figura 37 – Repetição do estudo R&R para medição do ângulo do degrau
Tabela 11 - Valores da repetição estudo R&R para medição do ângulo do degrau
Observando os novos resultados estes demonstram a efectividade das acções tomadas passando as
medições a ser aceites.
Neste ponto o projecto foi dividido por cada um dos defeitos seguindo-se o seu desenrolar em
paralelo, no entanto de modo a manter a sequência DMAIC, serão apresentadas em simultâneo as
fases equivalentes relativas a cada um dos tipos de defeitos.
Analisar para mau encapsulamento
Nesta fase, com base na experiência da equipa elaborou-se um diagrama de Ishikawa e estudou
cada uma das possíveis causas.
Gage R&R – Angulo 2 Total Gage R&R 0,91
% Contribuição na variação
Repetibilidade 0,73
Reprodutibilidade 0,18
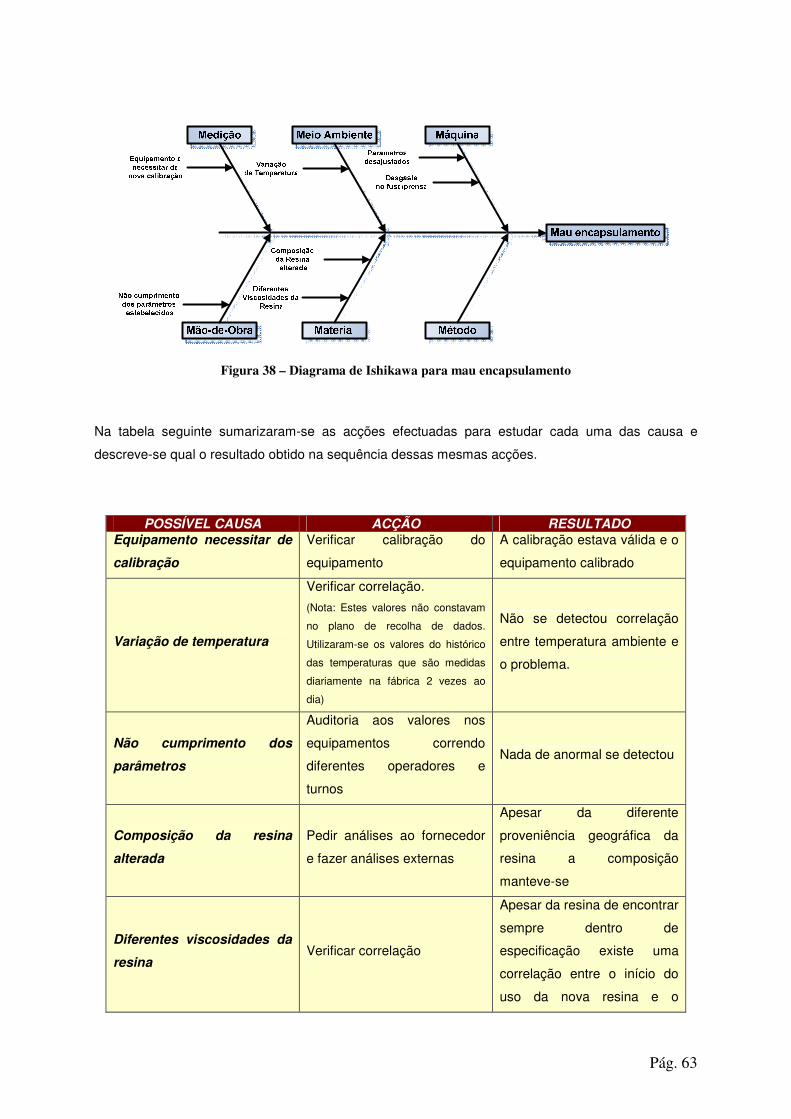
Pág. 63
Figura 38 – Diagrama de Ishikawa para mau encapsulamento
Na tabela seguinte sumarizaram-se as acções efectuadas para estudar cada uma das causa e
descreve-se qual o resultado obtido na sequência dessas mesmas acções.
POSSÍVEL CAUSA ACÇÃO RESULTADO Equipamento necessitar de
calibração
Verificar calibração do
equipamento
A calibração estava válida e o
equipamento calibrado
Variação de temperatura
Verificar correlação.
(Nota: Estes valores não constavam
no plano de recolha de dados.
Utilizaram-se os valores do histórico
das temperaturas que são medidas
diariamente na fábrica 2 vezes ao
dia)
Não se detectou correlação
entre temperatura ambiente e
o problema.
Não cumprimento dos
parâmetros
Auditoria aos valores nos
equipamentos correndo
diferentes operadores e
turnos
Nada de anormal se detectou
Composição da resina
alterada
Pedir análises ao fornecedor
e fazer análises externas
Apesar da diferente
proveniência geográfica da
resina a composição
manteve-se
Diferentes viscosidades da
resina Verificar correlação
Apesar da resina de encontrar
sempre dentro de
especificação existe uma
correlação entre o início do
uso da nova resina e o

Pág. 64
aumento do número de
defeitos. Também se verificou
uma tendência para maior
viscosidade da nova resina
(valor médio do spiral flow
teste passou de 32mm para
28mm)
Desgaste no fuso/prensa Verificar equipamento
Algumas peças foram
detectadas com problemas e
substituídas devido a
desgaste. A quantidade de
defeitos diminuiu mas
manteve-se alta (passou de
1467 para 937 ppm de
feitos/dia – ver figuras 45 e
48)
Parâmetros desajustados Fazer DOE
Verificou-se que os
parâmetros em uso não
seriam os mais adequados.
(Nota: O DOE consta na fase
Implementar)
Tabela 12 – Estudo das causas que podem conduzir a mau encapsulamento
Relativamente à matéria-prima, resina epóxida, é de referir que antes do ínicio do projecto houve
alteração geográfica das instalações do fornecedor: Dada a coincidência das datas entre o aumento
do número de defeitos e a mudança da resina, várias das hipoteses exploram esta relação:
parâmetros desajustados, diferente viscosidade e alteração da composição
Analisar para núcleo à vista
A abordagem seguida pela equipa foi a mesma do caso anterior, primeiro o diagrama de Ishikawa ao
que se seguiu uma análise das possíveis causas.
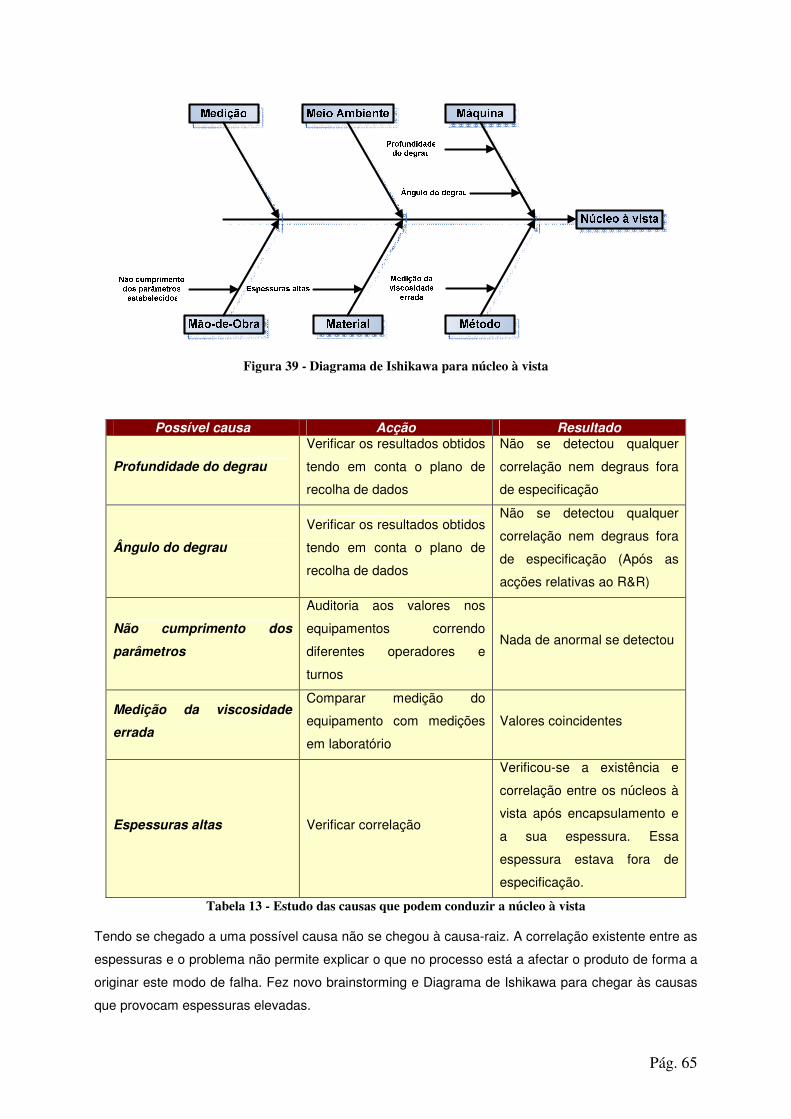
Pág. 65
Figura 39 - Diagrama de Ishikawa para núcleo à vista
Possível causa Acção Resultado
Profundidade do degrau
Verificar os resultados obtidos
tendo em conta o plano de
recolha de dados
Não se detectou qualquer
correlação nem degraus fora
de especificação
Ângulo do degrau
Verificar os resultados obtidos
tendo em conta o plano de
recolha de dados
Não se detectou qualquer
correlação nem degraus fora
de especificação (Após as
acções relativas ao R&R)
Não cumprimento dos
parâmetros
Auditoria aos valores nos
equipamentos correndo
diferentes operadores e
turnos
Nada de anormal se detectou
Medição da viscosidade
errada
Comparar medição do
equipamento com medições
em laboratório
Valores coincidentes
Espessuras altas Verificar correlação
Verificou-se a existência e
correlação entre os núcleos à
vista após encapsulamento e
a sua espessura. Essa
espessura estava fora de
especificação.
Tabela 13 - Estudo das causas que podem conduzir a núcleo à vista Tendo se chegado a uma possível causa não se chegou à causa-raiz. A correlação existente entre as
espessuras e o problema não permite explicar o que no processo está a afectar o produto de forma a
originar este modo de falha. Fez novo brainstorming e Diagrama de Ishikawa para chegar às causas
que provocam espessuras elevadas.

Pág. 66
Figura 40 - Diagrama de Ishikawa para espessuras elevadas
Possível causa Acção Resultado Equipamento necessitar de
calibração (comparador)
Verificar calibração do
equipamento
A calibração estava válida e o
equipamento calibrado
Não cumprimento dos
parâmetros
Auditoria aos valores nos
equipamentos correndo
diferentes operadores e
turnos
Nada de anormal se detectou
Medição da viscosidade
errada
Comparar medição do
equipamento com medições
em laboratório
Valores coincidentes
Blotting deficiente Check-up à estação de
blotting Nada de anormal se detectou
Parâmetros desajustados
(tempo de imersão) Verificar parâmetros
Nada de anormal se detectou.
Os tempos são cumpridos
correctamente.
Variação de temperatura Verificar correlação
Detectou-se correlação entre
a temperatura ambiente e o
problema. O problema ocorre
em dias de temperaturas mais
altas (superior a 25ºC)
Diferentes densidades
Verificar os resultados obtidos
tendo em conta o plano de
recolha de dados
Nada de anormal se detectou
no que diz respeito ao nitrato.
No entanto verificaram-se
variações na densidade do
banho de nitrato + Solvente
Tabela 14 - Estudo das causas que podem conduzir a espessuras elevadas
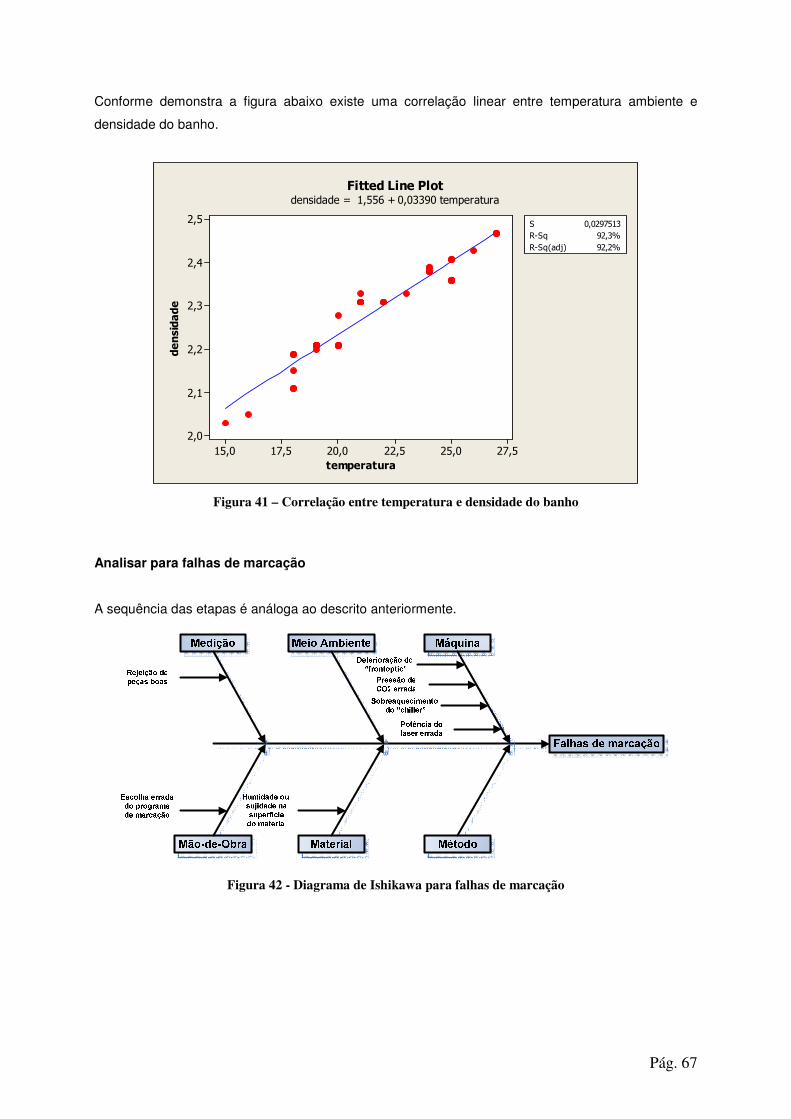
Pág. 67
Conforme demonstra a figura abaixo existe uma correlação linear entre temperatura ambiente e
densidade do banho.
27,525,022,520,017,515,0
2,5
2,4
2,3
2,2
2,1
2,0
temperatura
densidade
S 0,0297513R-Sq 92,3%R-Sq(adj) 92,2%
Fitted Line Plotdensidade = 1,556 + 0,03390 temperatura
Figura 41 – Correlação entre temperatura e densidade do banho
Analisar para falhas de marcação
A sequência das etapas é análoga ao descrito anteriormente.
Figura 42 - Diagrama de Ishikawa para falhas de marcação

Pág. 68
Possível causa Acção Resultado
Rejeição de peças boas Verificar peças rejeitadas
Na sequência do plano de recolha de
dados verificou-se que as peças
rejeitadas tinham defeito. O programa de
rejeição foi revisto e estava de acordo
com a especificação rejeitando o que é
considerado defeito
Escolha errada do
programa de marcação
Auditoria aos valores nos
equipamentos correndo
diferentes operadores e
turnos
Nada de anormal se detectou
relativamente á escolha do programa.
No entanto verificou-se que este modo
de falha estava subvalorizado no FMEA.
A revisão FMEA levou a que se
implementassem acções. A acção
consistiu na implementação e código de
barras associado a cada produto que
garante a escolha automática do
programa de marcação sem intervenção
do operador
Deterioração do
“Frontoptic”
Verificar o seu estado e plano
de manutenções
Os “Frontoptic” estavam dentro do seu
período de vida, funcionando em boas
condições e com os prazos de
substituição cumpridos
Humidade/Sujidade na
superfície do material Check-up ao material Nada de anormal se detectou
Potência do laser errada Verificar parâmetros e
equipamento
Potência correctamente definida e
equipamento é capaz de fornecer a
potência correcta de forma consistente
Sobreaquecimento do
chiller
Verificar os resultados obtidos
tendo em conta o plano de
recolha de dados
Chiller funcionou sempre dentro das
temperaturas especificadas
Pressão CO2 errada
Verificar os resultados obtidos
tendo em conta o plano de
recolha de dados
Detectou-se que os problemas ocorriam
principalmente quando a pressão se
aproximava do limite inferior. Número de
defeitos por dia em ppm subia de 0 até
600.
Tabela 15 - Estudo das causas que podem conduzir a falhas de marcação Numa primeira análise considerou-se a possibilidade de as peças rejeitadas e contabilizadas pelo
equipamento como tendo defeitos de marcação não fossem relamente defeituosas. As observações
efectuadas na recolha de dados mostraram que esta hipótese era falsa.

Pág. 69
Outra das questões levantadas pela equipa foi a possibilidade de existir uma falha no equipamento
que não permitisse fornecer de forma constante e consistente a mesma potência do laser. Este facto
levaria a que peças marcadas com uma potência fora do especificado ficariam ilegíveis ou com falhas
de marcação o que posteriormente levava a que fossem rejeitadas. Por esse motivo efectuou-se um
estudo à capabilidade do equipamento no que diz respeito a esta característica.
Figura 43 – Estudo de capabilidade do equipamento para fornecer potência correcta do laser
Pelo estudo efectuado concluiu-se que o equipamento fornecia o laser dentro de especificação.
Quando se analisou a hipótese de se estar a trabalhar com pressões de CO2 fora de especificação,
verificou-se que existia uma correlação entre a pressão do CO2 e o número e defeitos produzidos, no
entanto não se detectou casos em que se estivesse a trabalhar fora de especificação. O limite para a
substituição das garrafas de CO2 estava determinado ser para um valor de pressão de 1,0 bar. Como
proposta de implementação definiu-se alterar esse limite para 2,0 bar.
Figura 44 – Correlação da pressão de CO2 com o número de defeitos
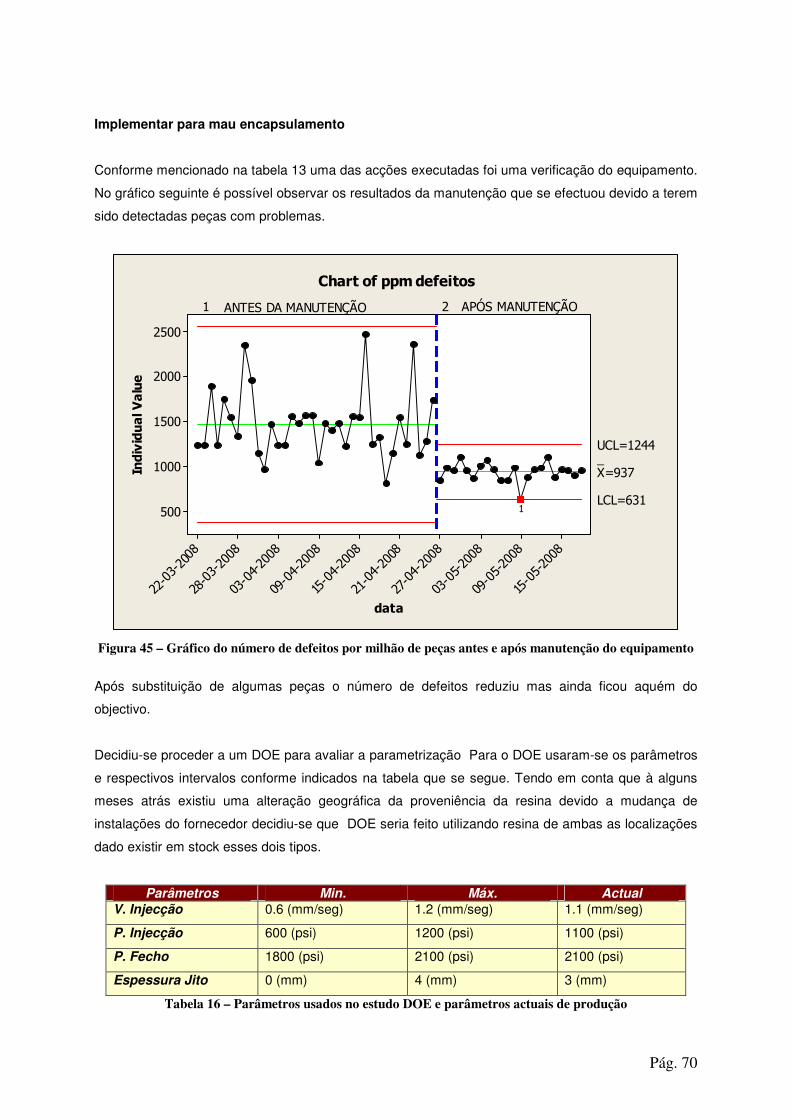
Pág. 70
Implementar para mau encapsulamento
Conforme mencionado na tabela 13 uma das acções executadas foi uma verificação do equipamento.
No gráfico seguinte é possível observar os resultados da manutenção que se efectuou devido a terem
sido detectadas peças com problemas.
15-05-2008
09-05-2008
03-05-2008
27-04-2008
21-04-2008
15-04-2008
09-04-2008
03-04-2008
28-03-2008
22-03-2008
2500
2000
1500
1000
500
data
Individual Value
_X=937
UCL=1244
LCL=631
1 2
1
Chart of ppm defeitos
ANTES DA MANUTENÇÃO APÓS MANUTENÇÃO
Figura 45 – Gráfico do número de defeitos por milhão de peças antes e após manutenção do equipamento
Após substituição de algumas peças o número de defeitos reduziu mas ainda ficou aquém do
objectivo.
Decidiu-se proceder a um DOE para avaliar a parametrização Para o DOE usaram-se os parâmetros
e respectivos intervalos conforme indicados na tabela que se segue. Tendo em conta que à alguns
meses atrás existiu uma alteração geográfica da proveniência da resina devido a mudança de
instalações do fornecedor decidiu-se que DOE seria feito utilizando resina de ambas as localizações
dado existir em stock esses dois tipos.
Parâmetros Min. Máx. Actual V. Injecção 0.6 (mm/seg) 1.2 (mm/seg) 1.1 (mm/seg)
P. Injecção 600 (psi) 1200 (psi) 1100 (psi)
P. Fecho 1800 (psi) 2100 (psi) 2100 (psi)
Espessura Jito 0 (mm) 4 (mm) 3 (mm)
Tabela 16 – Parâmetros usados no estudo DOE e parâmetros actuais de produção
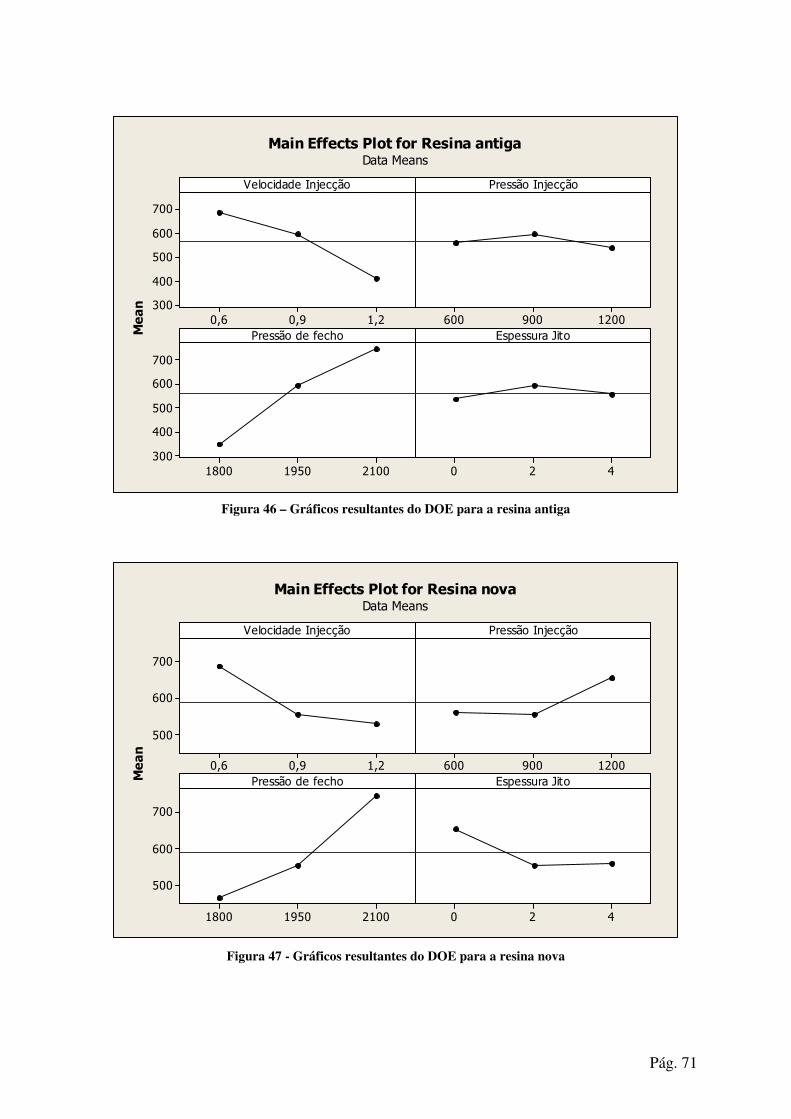
Pág. 71
1,20,90,6
700
600
500
400
3001200900600
210019501800
700
600
500
400
300420
Velocidade Injecção
Mean
Pressão Injecção
Pressão de fecho Espessura Jito
Main Effects Plot for Resina antigaData Means
Figura 46 – Gráficos resultantes do DOE para a resina antiga
1,20,90,6
700
600
500
1200900600
210019501800
700
600
500
420
Velocidade Injecção
Mean
Pressão Injecção
Pressão de fecho Espessura Jito
Main Effects Plot for Resina novaData Means
Figura 47 - Gráficos resultantes do DOE para a resina nova

Pág. 72
Verificou-se que os parâmetros em uso estavam próximos do valor que se calculou como óptimo para
a resina antiga, no entanto não eram os mais adequados para a nova resina. É observável que a
implementação de novos parâmetros de injecção para a nova resina trouxe significativas melhorias
em termos de defeitos de mau encapsulamento.
Parâmetros Actual Optimizado para
resina antiga Optimizado para
resina nova V. Injecção 1.1 (mm/seg) 1.2 (mm/seg) 1.2 (mm/seg)
P. Injecção 1100 (psi) 1200 (psi) 900 (psi)
P. Fecho 2100 (psi) 1800 (psi) 1800 (psi)
Espessura Jito 3 (mm) 0 (mm) 3 [2,4] (mm)
Tabela 17 – Parâmetros para encapsulamento determinados usando DOE
Figura 48 - Gráfico da evolução do número de defeitos por milhão de peças nas várias fases de resolução
do problema
É importante notar que o valor dos defeitos presentes na figura 48 vêm em ppm e não em valor
absoluto.
Implementar para núcleo à vista
Verificou-se que quando a temperatura ambiente ultrapassava os 25ºC a taxa de evaporação do
solvente era bastante superior conduzindo a um banho de densidade maior. Esse banho causava um
02-06-2008
25-05-2008
17-05-2008
09-05-2008
01-05-2008
23-04-2008
15-04-2008
07-04-2008
30-03-2008
22-03-2008
2500
2000
1500
1000
500
0
data
Individual Value
_X=91UCL=232
LCL=-50
1 2 3
1
Chart of ppm defeitos
ANTES DA MANUTENÇÃO APÓS MANUTENÇÃO NOVOS PARÂMETROS
média = 1467 defeitos/dia
média = 937 defeitos/dia média = 91 defeitos/dia
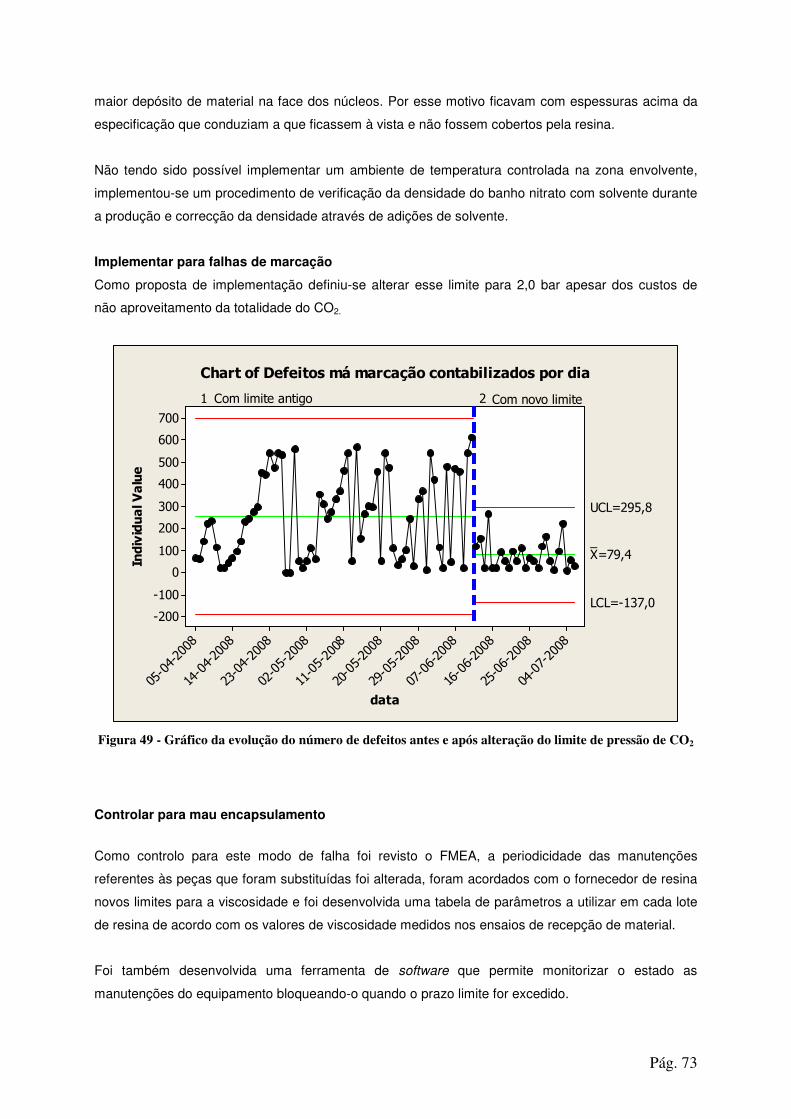
Pág. 73
maior depósito de material na face dos núcleos. Por esse motivo ficavam com espessuras acima da
especificação que conduziam a que ficassem à vista e não fossem cobertos pela resina.
Não tendo sido possível implementar um ambiente de temperatura controlada na zona envolvente,
implementou-se um procedimento de verificação da densidade do banho nitrato com solvente durante
a produção e correcção da densidade através de adições de solvente.
Implementar para falhas de marcação
Como proposta de implementação definiu-se alterar esse limite para 2,0 bar apesar dos custos de
não aproveitamento da totalidade do CO2.
04-07-2008
25-06-2008
16-06-2008
07-06-2008
29-05-2008
20-05-2008
11-05-2008
02-05-2008
23-04-2008
14-04-2008
05-04-2008
700
600
500
400
300
200
100
0
-100
-200
data
Individual Value
_X=79,4
UCL=295,8
LCL=-137,0
1 2Com limite antigo Com novo limite
Chart of Defeitos má marcação contabilizados por dia
Figura 49 - Gráfico da evolução do número de defeitos antes e após alteração do limite de pressão de CO2
Controlar para mau encapsulamento
Como controlo para este modo de falha foi revisto o FMEA, a periodicidade das manutenções
referentes às peças que foram substituídas foi alterada, foram acordados com o fornecedor de resina
novos limites para a viscosidade e foi desenvolvida uma tabela de parâmetros a utilizar em cada lote
de resina de acordo com os valores de viscosidade medidos nos ensaios de recepção de material.
Foi também desenvolvida uma ferramenta de software que permite monitorizar o estado as
manutenções do equipamento bloqueando-o quando o prazo limite for excedido.

Pág. 74
Figura 50 – Imagem do software desenvolvido para controlo das manutenções
Controlar para núcleo à vista
Como controlo para este modo de falha foi revisto o FMEA e o controlo do banho foi adicionado ao
plano de controlo, que por sua vez foi revisto e actualizado.
Controlar para falhas de marcação
Como controlo para este modo de falha foram alteradas as instruções de trabalho e foi instalado um
sistema Poka-Yoke que avisa da necessidade de substituição da garrafa de CO2 quando esta atinge a
pressão de 2,1 bar e que para o equipamento produtivo quando atinge a pressão de 2,0 bar.
A par com as situações anteriores foi revisto o FMEA e o plano de controlo, as novas instruções de
trabalho incluem procedimento de verificação períodica da pressão de CO2 e registo em carta de
controlo, bem como verificação do bom funcionamento do sistema de aviso de pressão.

Pág. 75
Estudo financeiro
Como mencionado inicialmente o projecto centrava-se numa redução do impacto financeiro resultante
de produto não conforme. Para a elaboração da tabela abaixo foram calculados os custos
provenientes de cada defeito tendo em conta a família de produtos antes16 e após a as
implementações resultantes do projecto.
Tabela 18 – Resumo do custos de desperdício por família e produto antes e após o projecto
É de salientar que os custos são cálculados com base no valor das peças na área em que são
sucatados. Este valor inclui custos directos e indirectos e difere para cada família de produto. Em
alguns casos parte do custo é estimado quando não é possível fazer diferenciação por família de
produto. O projecto atingiu o seu objectivo de redução de 50% do custo em desperdício tendo-se
registado uma redução global do desperdício em cerca de 58% , passando de uma média de 11061€
para 4590€ mensais.
16 Os custos relativos a cada efeitos por família de produto foram cálculados na fase de definição do problema
Familia Defeito
custo mensal médio
antes do projecto
custo mensal após
projecto
Mau encapsulamento 1.232 € 314 €Má marcação 369 € 152 €Núcleo à vista 688 € 271 €
Mau encapsulamento 452 € 187 €Má marcação 348 € 166 €Núcleo à vista 798 € 241 €
Mau encapsulamento 924 € 297 €Má marcação 252 € 111 €Núcleo à vista 34 € 16 €
Mau encapsulamento 528 € 214 €Má marcação 437 € 211 €Núcleo à vista 33 € 14 €
Mau encapsulamento 232 € 96 €Má marcação 487 € 196 €Núcleo à vista 147 € 74 €
Mau encapsulamento 123 € 66 €Má marcação 429 € 166 €Núcleo à vista 321 € 133 €
Mau encapsulamento 524 € 259 €Má marcação 122 € 52 €Núcleo à vista 21 € 10 €
Mau encapsulamento 154 € 76 €Má marcação 197 € 111 €Núcleo à vista 344 € 124 €
Mau encapsulamento 211 € 114 €Má marcação 23 € 12 €Núcleo à vista 54 € 26 €
Outras global 1.577 € 881 €TOTAL 11.061 € 4.590 €
95 X
91 D
91 C
20 V
91 X
95 U
95 D
10 X
91 B

Pág. 76
Por fim, e tendo em conta que a implementação do projecto levou a investimentos fez-se o cálculo em
termos de poupanças (savings)17 resultantes do projecto.
Valores em €
Na tabela acima os savings considerados dizem apenas respeito à sucata e aos custos fixos com
alteração e aquisição de peças e equipamento. Na rúbrica “custos anuais da implementação” entra-se
em consideração com os restantes custos, tais a diferença como do aproveitemento do CO2, os
custos inerentes à medição da viscocidade dos banhos, as adições extra de solventes, e todos os
restantes que advieram da implementação do projecto.
Da análise da tabela conclui que mesmo tendo em conta os investimentos que foram necessários
efectuar nas fases de implementação e controlo os savings anuais são superiores aos projectados
aquando da elaboração da contract sheet. Assim também nesse aspecto o projecto foi bem sucedido.
17 Como referido no ínicio do trabalho este tipo de projectos centram-se em redução de custos o que leva que a tradução mais correcta da palavra savings para Português seja poupanças e não ganho. Habitualmente usa-se a palavra inglesa.
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez
Custos anuais
da implementação TOTAL
Savings em sucata 0 0 0 542 2364 4214 6471 6471 6471 6471 6471 6471 --- 45946Investimento
relacionado com projecto ano 2008
0 0 0 0 1789 2143 0 0 0 0 0 0 --- 3932
Savings 2008 0 0 0 542 575 2071 6471 6471 6471 6471 6471 6471 1961 40053Savings 2009 6471 6471 6471 6471 6471 6471 6471 6471 6471 6471 6471 6471 3526 74126Savings 2010 6471 6471 6471 6471 6471 6471 6471 6471 6471 6471 6471 6471 3526 74126
Tabela 19 – Análise dos savings do projecto para os anos 2008, 2009 e 2010
Pág. 77
BIBLIOGRAFIA
1- The Black Belt Memory Jogger; Six Sigma Academy; 1st Edition; Goal\QPC
2- Gestão da Produção; Coutois,Alain; Pillet, Maurice; Martin-Bonnefous, Chantal; 5ª Edição; Lidel
3- The Machine That Changed The World; Womack, James P.; Jones, Daniel T.; Roos, Daniel; Free
Press
4- Gestão de Operações – na indústria e nos serviços; Pinto, Paulo João; 2ª Edição; Lidel
5- What is Lean Six Sigma?; George, Mike; Rowlands, Dave; Kastle, Bill; George Group
6- Lean Six Sigma Pocket Toolbook; Michael, George L.; Rowlands, David; Price, Mark; Maxey, John;
McGraw Hill
7- The LSS Academy Guide to: Lean Manufacturing; Pereira, Ron; LSS Academy
8 – Estatística Aplicada Vol.2; Reis, Elisabeth; Melo, Paulo; Andrade, Rosa; Calapez, Teresa; Edições
Sílabo