technological basics and perspectives of synthetic diamond production
TRANSCRIPT

ФизикоФизико--химическиехимические основосновыы ииметодыметоды совершенствованиясовершенствованиятехнологиитехнологии синтетическихсинтетическихалмазовалмазов
КозубКозуб ПП..АА..
pkozub.com [email protected]
Physicochemical fundamentals and methods of improvement of technology of synthetic diamonds(DrSc thesis's presentation)
Complex analysis of curent condition of technology of syntetic diamond is given. Market of diamond is investigated and perspectives of basic products with synthetic diamond is shown. In work it is examined current technology of manufacturing of diamond and the most important factors for improvement of production are marked out. It is proposed new technology of purification of product of diamond synthesis based on the its oxydation in liquid alkaline-nitrate mixture and by air with vanadium substances as catalyst. Technology of nickel platting without using of Pd substances are proposed. New approaches for thermodynamical, kinetic, statistical, technological calculations are given.

СовременноеСовременное состояниесостояние рынкарынкаискусственныхискусственных алмазовалмазов
0
0.1
0.2
0.3
0.4
0.5
0.6
1990 1995 2000 2005 2010
Год
Цен
а, U
SD/к
т
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
1995 2000 2005 2010 2015
ГодО
бъем
ы п
рода
ж, м
лрд.
USD
0500
10001500
20002500
30003500
40004500
5000
Объ
емы
про
даж
, млн
. кт
Изменение ценына искусственные алмазы
Объем производствав натуральном и ценовом выражении
Производство искусственных алмазов является одним из признаков степени научного и промышленногоразвития общества и относится к высоко-технологическим производствам. •Как показывает анализ существующих данных по промышленному производству, в среднем потреблениеискусственных алмазов составляет для развитых стран 1-3 карата на 1 человека и потребление ихувеличивается на 10% в год.•Общее производство искусственных промышленных алмазов составляет последние годыприблизительно 4-5 млрд. кт•Из них на долю искусственных приходится около 95%•Основным производителем является Китай – около 90%•Украина начиная с 2000 г неуклонно снижает производство – из 5 заводов не осталось ни одного (ИСМ?), оценки – с 200 млн. кт до 2-5 млн.кт.•Основной причиной является приближение цены к себестоимости – к 2015 году должны практическисравняться и прибыльность производства в настоящее время поддерживается только за счет повышенияобъемов продаж•Однако – при постоянном объеме продаж в единицах продукции, объемы в денежном выражении падают•Т.о. необходимо:
•расширять сферы использования искусственных алмазов, где еще нет насышения и возможенрост объемов потребления продукции•Определить наиболее перспективные методы совершенствования технологии и снизитьсебестоимость производства

СовременнаяСовременная структураструктура производствапроизводстваии потребленияпотребления искусственныхискусственных алмазовалмазов
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Разное
Ножов очные полотна
Пров олочные пилы
Шлифов альные кру ги
Бу ровые коронки
Многолезв ийные пилы
Полые сверла
Ножов очные полотна
Прав ки
0%
20%
40%
60%
80%
100%
Микропорошки CBN
Ку бический нитрид бора
Алмазные микропорошки
Ультрадисперсный алмаз
Алмазные шлифовальные порошки
Синтетический алмаз для пил
Нату ральный промышленный алмаз
Ювелирный алмаз
≈5000 млн. кт
Структура производствасуперабразивов
в натуральном выражении
Структура потребленияалмазных материалов
по сферам производства
•Наибольшее применение алмаз имеет как абразив•Соответственно, наибольшее количество продукции вырабатывается методом статического синтеза•Развиваются и другие методы, однако их доля очень мала•Среди твердых абразивных материалов, доля алмазных порошков составляет порядка 90% – и имееттенденцию к увеличению•Однако более перспективны новые сферы применения алмазов, которые еще только начинаютзарождаться•Вероятней всего их ожидает очень бурный рост – в десятки раз
•Среди наиболее перспективных алмазосодержащих материалов:•Поликристаллические абразивы•Пленки•Детанационные алмазы

РаспределениеРаспределение затратзатрат вв технологиитехнологииискусственныхискусственных алмазовалмазов
Синтез
Переработка продукта синтеза
Модификация алмазного продукта
Изготовление конечных изделий
15%
35%
20%
20%
Пока нетпринципиально новых решений
Возможнановая технология
Возможныусовершенствования
Возможныновые сферы применения
Всего по технологииВозможности снижениясебестоимости
Анализ существующих методов производства показал, что вся технология синтетических алмазов можетбыть представлена в виде четырех основных этапов:
•Собственно синтез алмазов – для всех методов конечный продукт содержит неалмазный углерод иостатки среды синтеза (металлы, оксиды, другие соединения)•Стадия очистки продукта синтеза – удаление неалмазного углерода и других примесей химическими илифизическими методами•Стадию модификации (подготовки) алмазного продукта – в результате чего получают т.н. несвязанныеабразивы в виде порошка, суспензий, паст, металлизированных порошков, спеченных пластин•Стадию изготовления конечных изделий – на которой получают конечные изделия в виде кругов, сверл, резцов, правильных инструментов, пил, фильер и др.•Проведенный анализ затрат каждого из этапов показал, что наибольшее значение на формированиецены оказывет не синтез, а последующие стадии, причем наиболее затратной является стадияпереработки продукта синтеза.•С точки зрения затрат на модернизацию производства стадия синтеза стадия синтеза также требуетнаибольшего количества ресурсов, поскольку повлечет за собой изменение и на стадии переработкипродукта синтеза. Кроме того, из анализа доступных информационных источников следует, что вближайшие 20 лет принципиальных изменений на стадии синтеза осуществлено не будет.•Поэтому более перспективным является модернизация стадии переработки продукта синтеза, чтопозволит не менее чем на 10% снизить себестоимость производства искусственных алмазов•Модификация алмазного продукта в настоящее время не требует особой перестройки производства, абольше должна касаться разработки технологий для создания новых продуктов, поэтому работы в этойобласти требуют расходов на научно-прикладные работы. Кроме того, учитывая, тот факт, чтобольшинство существующих технологий для этой стадии являются даже более молодыми чем самопроизводство алмзов, возможности их усовершенствования также позволяют снизить себестоимостьконечного продукта еще на 5-7%•Аналогичным образом, изготовление конечных изделий, имеет меньший запас снижения себестоимостипроизводства, однако и в этом случае он составляет не менее 5%
•Таким образом, системный подход к развитию технологии синтетических алмазов дает возможностьснизить себестоимость продукции на 30-35% по сравнению с существующим уровнем, что даствозможность восстановить конкурентоспособность данной отрасли.При этом в первую очередьнеобходимо:
•Провести модернизацию стадию переработки продукта синтеза существующего производстваискусственных алмазов•Усовершенствовать существующие и предложить новые методы модификации конечногопродукта

ЦЦельель работыработыРазработкаРазработка физикофизико--химическиххимических основоснов усовершенствованнойусовершенствованной, , конкурентоспособнойконкурентоспособной технологиитехнологии переработкипереработки, , модификациимодификации иииспользованияиспользования продуктапродукта синтезасинтеза искусственныхискусственных алмазовалмазов
ЗадачиЗадачи ОписатьОписать физикофизико--химическиехимические основосновыы основныхосновных сдадийсдадий
технологиитехнологии искусственныхискусственных алмазовалмазов ((заза исключениемисключением стадиистадиисинтезасинтеза))
ОпределитьОпределить причиныпричины возникновениявозникновения проблемпроблем нана каждойкаждой изизстадийстадий ии предложитьпредложить возможныевозможные решениярешения длядля ихих устраненияустранения
ОпределитьОпределить границыграницы возможныхвозможных нана данныйданный моментмомент измененийизмененийвв технологическомтехнологическом процессепроцессе длядля предложенныхпредложенных решенийрешений
ПредложитьПредложить способыспособы практическогопрактического осуществленияосуществленияпредлагаемыхпредлагаемых решенийрешений ((организацияорганизация технологическихтехнологическихпотоковпотоков, , конструкцииконструкции оборудованияоборудования, , организацияорганизация работыработы, , утилизацииутилизации отходовотходов ……))
ПровестиПровести опытноопытно--промышленнуюпромышленную проверкупроверку производствапроизводства иивыдатьвыдать рекомендациирекомендации попо созданиюсозданию промышленногопромышленногопроизводствапроизводства
Исходя из этого были сформулированы цель работы и задачи исследований

ЗадачиЗадачи исследованийисследованийПереработкаПереработка продуктапродукта синтезасинтеза ОчисткаОчистка отот металловметаллов ОчисткаОчистка отот неалмазногонеалмазного углеродауглерода ФинальнаяФинальная очисткаочистка
ФизикоФизико--химическиехимические основыосновы::–– МеханизмМеханизм–– КинетикаКинетика–– ВлияниеВлияние параметровпараметров–– МатематическаяМатематическая модельмодель
ТехнологическиеТехнологические аспектыаспекты::–– ТехнологическаяТехнологическая схемасхема
материальныхматериальных ии энергетическихэнергетическихпотоковпотоков
–– КонструкцияКонструкция основногоосновногооборудованияоборудования
–– ВопросыВопросы экологииэкологии, , энергосбереженияэнергосбережения, , утилизацииутилизации ииисипользованияисипользования отходовотходов
–– ЭкономическиеЭкономические характеристикихарактеристики
РасширениеРасширение ассортиментаассортимента изделийизделий–– новыеновые видывиды покрытийпокрытий ии ихих
комбинациикомбинации–– новыеновые композитныекомпозитные материалыматериалы–– болееболее
РасширениеРасширение областейобластей примененияприменения::–– медицинамедицина–– сельскоесельское хозяйствохозяйство–– лакилаки ии краскикраски–– химическаяхимическая промышленностьпромышленность–– строительствостроительство
МодификацияМодификация продуктапродукта синтезасинтезаии продуктовпродуктов егоего переработкипереработки КлассификацияКлассификация сухихсухих порошковпорошков ПолучениеПолучение суспензийсуспензий ии пастпаст МеталлизацияМеталлизация ПолучениеПолучение композитныхкомпозитных материаловматериалов
ИспользованиеИспользование продуктапродукта синтезасинтезаии продуктовпродуктов егоего переработкипереработки ИзучениеИзучение физикофизико--химическиххимических свойствсвойств
материаловматериалов ИзучениеИзучение влияниявлияния материаловматериалов нана
свойствасвойства другихдругих веществвеществ ИзучениеИзучение свойствсвойств техническихтехнических
объектовобъектов вв процессепроцессе ихих эксплуатацииэксплуатации
А также был разработан конкретный план работ для каждого из рассматриваемыхтехнологических этапов, включающий как научные, так и технологические, экономические аспекты работы.

ОсновныеОсновные промышленныепромышленные методыметодыполученияполучения синтетическихсинтетических алмазовалмазов
СтатическийСтатический синтезсинтез–– механическиймеханический прессспрессс (30% (30% себестоимостисебестоимости))–– удалениеудаление графитаграфита хромовойхромовой кислотойкислотой (60% (60%
себестоимостисебестоимости))–– размерразмер –– 100 100 нмнм –– 1000 1000 мкммкм–– времявремя синтезасинтеза 1 1 сексек --100 100 часчас–– катализаторкатализатор –– никельникель, , марганецмарганец, , кобальткобальт, , железожелезо–– стоимостьстоимость –– 0.030.03--1.2 1.2 $/$/кткт
ГазофазноеГазофазное вакуумноевакуумное осаждениеосаждение–– синтезсинтез –– вакуумвакуум--аппаратаппарат (80% (80% себестоимостисебестоимости))–– пленкипленки илиили монокристаллымонокристаллы додо 10 10 кткт–– времявремя синтезасинтеза –– 1 1 часчас –– 10 10 сутсут–– стоимостьстоимость –– 1010--1000 1000 $/$/кткт
ДинамическийДинамический синтезсинтез–– синтезсинтез –– взрыввзрыв (30% (30% себестоимостисебестоимости))–– удалениеудаление графитаграфита –– азотнойазотной кислотойкислотой (65% (65% себестоимостисебестоимости))–– размерразмер –– 1010--100 100 нмнм–– времявремя синтезасинтеза –– 1010--55 сс–– стоимостьстоимость –– 33--10 10 $/$/кткт
Основное внимание было обращено на алмазы статического и динамического синтеза, поскольку первыйуже занимает значительный объем рынка искуственных алмазов, а второй имеет большой потенциал вслучае его развития. Кроме того оба метода имеют близкий состав продукта синтеза.
Анализ информации о существующих процессах был дополнен личным практическим опытом работы, чтопозволило сформулировать основные требования к технологии переработки продукта синтеза:
•Универсальность – унификация технологий переработки продуктов статического и динамическогосинтеза, промежуточных и вторичных продуктов:
•сырье статического синтеза•сырье динамического синтеза•алмазосодержащие шламы•продукты обогащения (графитовые хвосты)•использованный инструмент•сливы, смывы, пыль
•Использование доступных реагентов•Минимально возможное количества видов реагентов•Повторное использование промежуточных реагентов или получение ликвидных конечных продуктов•Увеличение производительности с возможностью масштабирования производства для любых размеров•Простота и безопасность оборудования•Минимальное количество выбросов и отсутствие токсических веществ

ХарактеристикаХарактеристика алмазноалмазно--графитовогографитового концентратаконцентрата
СтатическийСтатический синтезсинтез СреднийСредний размерразмер частицчастиц 100 100 мкммкм ВнедрениеВнедрение металловметаллов ии графитаграфита НизкаяНизкая пористостьпористость додо кислотнойкислотной
обработкаобработка НизкаяНизкая реакционнаяреакционная способностьспособность
ДинамическийДинамический синтезсинтез АгломератАгломератыы частицчастиц частицчастиц <<0.1 0.1 мкммкм МеханическаяМеханическая смесьсмесь алмазаалмаза ии графитаграфита ВысокаяВысокая пористостьпористость ии реакционнаяреакционная
способностьспособность
Проведенный анализ продуктов синтеза обеих видов производств показал, что несмотря на их различиев физико-механических свойствах, к ним могут быть применены одни и те же методы переработки.
В результате была предложена принципиально новая технологическая схема переработкиалмазосодержащего продукта как статического, так и динамического продукта синтеза, принципиальными отличиями которой являются:
1. Полная ликвидация стадии физических методов переработки (измельчения, гравитационного, флотационного, седиментационного обогащения)
2. Отказ от серной и соляной кислот при удалении металлов3. Перевод основных реакций в нетоксичные расплавы4. Использование в качестве окислителя – кислорода воздуха5. Полный возврат всех веществ в производство или превращение их в ликвидные продукты

УниверсальнаяУниверсальная схемасхемаобогащенияобогащения продуктапродукта синтезасинтеза
1 1 –– синтезсинтез; 2 ; 2 ––овализацияовализация; 3 ; 3 ––дроблениедробление ии рассеврассев;; 4 4 ––извлечениеизвлечение соединенийсоединенийметалловметаллов--растворителейрастворителейсинтезасинтеза;; 5, 13 5, 13 ––промывкапромывка; 6 ; 6 –– смешениесмешениеNHNH44VOVO33 ссалмазографитовойалмазографитовойшихтойшихтой;; 7, 11, 15 7, 11, 15 ––сушкасушка; 8 ; 8 –– рассеврассев; 9 ; 9 ––прокалкапрокалка;; 10 10 ––выщелачиваниевыщелачивание металламеталла--катализаторакатализатора;; 12 12 ––обработкаобработкаалмазографитовойалмазографитовой шихтышихтырасплавомрасплавом щелочищелочи ссселитройселитрой;; 14 14 ––извлечениеизвлечение соединенийсоединениймарганцамарганца, , никеляникеля иижелезажелеза; ; 16 16 –– станциястанциянейтрализациинейтрализации
VO2+
NaOH
12
NaNO 3 H2O
13
Na+, NO 2-,
NO 3-, OH -,
CO 3-, H2O,
SiO32-
6
пыль
8
H2O
воздух
7
H2O
H2O, VO 2+
NO3-
H2O2
10
СО2
9
воздух
алмаз15
H2O
воздух
H2O
воздух
11
5
H2O
4Mn(NO3)2
H2Oпр
одук
тси
нтез
а
пыль
2
пыль
3графит
Mn, Ni1
графитH 2O
сточныеводы
шлам16
Na2CO3
14
VO2+
NaOH
12
NaNO 3 H2O
13
Na+, NO 2-,
NO 3-, OH -,
CO 3-, H2O,
SiO32-
6
пыль
8
H2O
воздух
7
H2O
H2O, VO 2+
H2O2
10
СО2
9
воздух
алмаз15
H2O
воздух
H2O
воздух
11
5
H2O
4
H2Oпр
одук
тси
нтез
а
пыль
2
пыль
3графит
Mn, Ni1
графит2O
сточныеводы
шлам16
Na2CO3
14
Ni(NO3)2Mn(NO3)2 Ni(NO3)2
HNO3
HNO3
Mn(NO3)2
H2OH2ONi(NO3)2
HNO3
Принципиальным отличием предлагаемой схемы стало использование газофазного окисления графитакислородом воздуха вместо гравитационного обогащения, а также замена хромовой смеси расплавомнатриевой селитры и гидроксида натрия.Эти изменения позволили практически полностью устранить потери алмаза при переработке, проводитьпроцесс переработки в одну стадию, использовать малотоксичные и доступные реагенты, исключитьобразование твердых и жидких отходов.А замена соляной кислоты на стадии удаления металлов из продукта синтеза позволило утилизироватьих в виде ликвидных на рынке никелевых и марганцевых солей, что очень сильно снижает себестоимостьтехнологии переработки.Кроме того, данная технология показала возможность использования ее для переработки продуктадинамического синтеза, что также повышает ее экономическую эффективность.

ХимизмХимизм ии кинетикакинетика процессапроцессаудаленияудаления металловметаллов изизпродуктапродукта синтезасинтеза
MeO+H2O=Me(OH)2
Me+H2O=MeO+H2
HMeO2-+H+=Me(OH)2
Me(OH)2+H+=MeOH++H2O
Me(OH)2+HNO3=Me(NO3)2+OH-+H+
-800
-600
-400
-200
0
200
400
600
800
-1.5 -1 -0.5 0 0.5
рН
ОВ
П, м
В
Оболочка
Сетка (Ni-51, Fe-47)
Губка (Ni-80, Co-10, Cd-7)
Электролит (Cd-93, Ni-6)
5.3
,21
5.3
,21
5.2
,21
0
1
11
1
1
1
11
AA
A
B
HHH
Зависимость концентрации Н+ от времени
Me(NO3)2=Me2+-+2NO3-
Образование H+ (A)
Расходование H+ (B)
MeO22-+H+=HMeO2
-+H2O
Зависимость коэффициентов уравнеиияот исходного значения рН
46.946.90.010.0131.131.10.470.470.320.3238.838.80.050.0516.516.51.111.11--0.040.0427.927.90.760.768.388.381.581.58--0.20.220.520.55.395.395.735.733.173.17--0.50.5
ττ1/2,A1/2,A, , минминHH++AA, , мольмоль//ллττ1/2,B1/2,B, , минминHH++
00, , мольмоль//ллpHpH00
Me2++OH-=MeOH+
Окисление металла
При изучении особенностей удаления металлов из продукта синтеза было установлено, что основнымипроблемами этой стадии являлось неизученность поведения металлов и их сплавов в различныхкислотах, особенности структуры продукта синтеза.
Для решения возникших вопросов были проведены термодинамические исследования, которыепозволили теоретически определить граничные условия проведения процесса удаления металлов изпродукта синтеза различными кислотами и выбрать наилучшие реагенты с точки зрения технологии.
Эти теоретические исследования в последствии были подтверждены экспериментальнымиисследованиями, которые позволили не только создать математическое описание процесса растворения, достаточное для проектирования технологичекского процесса и основного оборудования, но и создатьобщие физико-химические основы процесса взаимодействия металлов с азотной кислотой, которые былииспользованы для создания еще двух технологий – утилизации отработанных источников питания иникель-содержащих катализаторов.
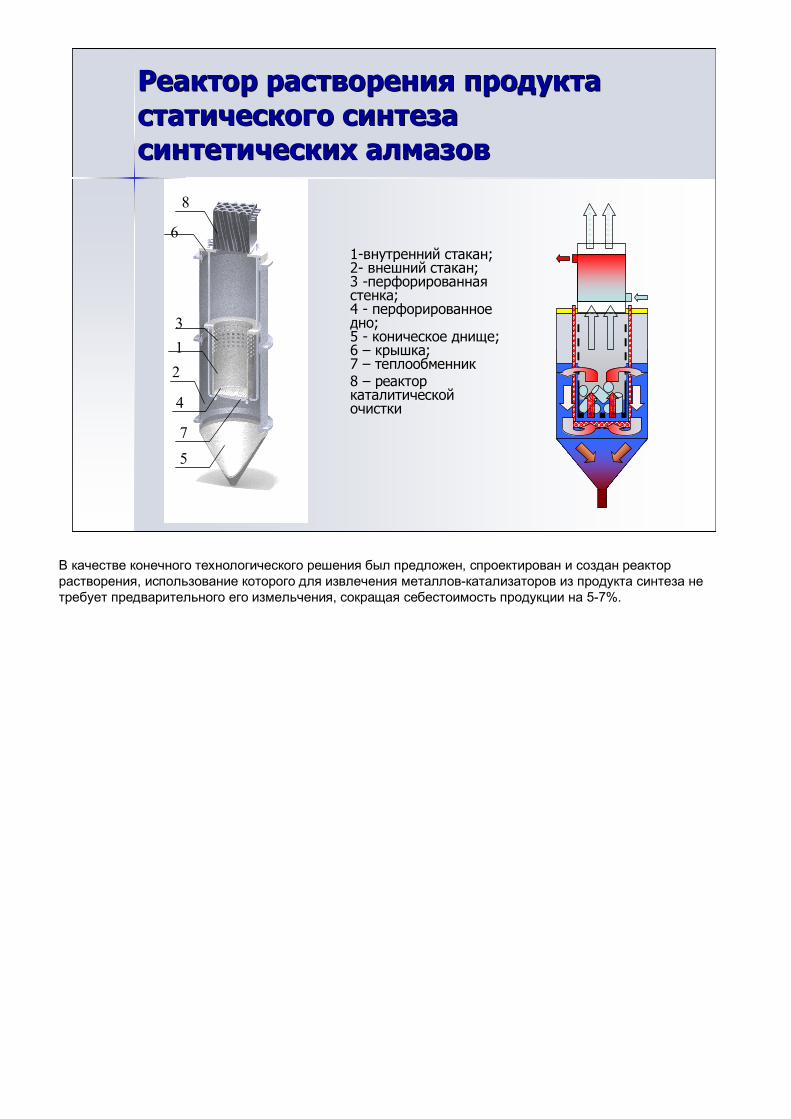
РеакторРеактор растворениярастворения продуктапродуктастатическогостатического синтезасинтезасинтетическихсинтетических алмазовалмазов
11--внутреннийвнутренний стаканстакан; ; 22-- внешнийвнешний стаканстакан; ; 3 3 --перфорированнаяперфорированнаястенкастенка; ; 4 4 -- перфорированноеперфорированноеднодно; ; 5 5 -- коническоеконическое днищеднище; ; 6 6 –– крышкакрышка; ; 7 7 –– теплообменниктеплообменник8 8 –– реакторреакторкаталитическойкаталитическойочисткиочистки
12
3
6
5
4
7
8
В качестве конечного технологического решения был предложен, спроектирован и создан реакторрастворения, использование которого для извлечения металлов-катализаторов из продукта синтеза нетребует предварительного его измельчения, сокращая себестоимость продукции на 5-7%.

ОсновныеОсновные принципыпринципы технологиитехнологиижидкофазногожидкофазного окисленияокисления ввщелочныхщелочных расплавахрасплавах ТермодинамикаТермодинамика процессапроцесса окисленияокисления графитаграфита вв окислительныхокислительных
щелочныхщелочных средахсредах –– болееболее мягкиемягкие условияусловия длядля солейсолей натриянатрия ХимизмХимизм –– взаимодействиевзаимодействие черезчерез промежуточноепромежуточное образованиеобразование
перодксидаперодксида натриянатрия, , нитритнитрит –– основнойосновной поставщикпоставщик кислородакислорода, , процесспроцесс можноможно вестивести безбез нитратанитрата
КинетикаКинетика –– автокаталитическийавтокаталитический процесспроцесс, , теснаятесная связьсвязь сстеплопереносомтеплопереносом вв реакционнойреакционной смесисмеси
ТемператураТемпература –– требуетсятребуется точныйточный контрольконтроль КонцентрацииКонцентрации реагентовреагентов –– имеютсяимеются граничныеграничные концентрацииконцентрации ПредложеноПредложено
–– использоватьиспользовать нитратнонитратно--щелочнующелочную смесьсмесь–– возможновозможно использованиеиспользование нитритовнитритов–– предложеныпредложены режимырежимы сс избыткомизбытком ии недостаткомнедостатком щелочищелочи–– единыйединый подходподход кк сырьюсырью статическогостатического ии динамическогодинамического синтезасинтеза–– ПлоскийПлоский реакторреактор сс верхнимверхним подогревомподогревом
Как и для предыдущей стадии, анализ особенностей и недостатков существующего технологическогопроцесса позволил сформулировать основные требования к технологическому процессу и предложитьвозможные научные и технологические решения.
Принципиальным отличием предлагаемого метода удаления графита является переход от кислых сред(хромовая смесь, азотная кислота) к щелочным. Причем термодинамический анализ позволил теоретически предсказать более мягкие условия окисленияпри использовании в качестве окислителя нитратов и нитритов натрия, а не калия. Кроме того былопоказано, что при этом практически невозможно образование окислов азота.
Температура плавления таких смесей (от 220 С) позволяет сочетать высокую производительность снизкой токсичностью и отсутствием отходов.
Проведенные лабораторные исследования подтвердили данные предположения, в результате чего быласозданы как полупромышленная так и промышленная установка, успешно прошедшая промышленныеиспытания. Время разработки технологии от момента проведения термодинамических расчетов довнедрения составило всего 6 месяцев.

13
ПолнаяПолная системасистема уравненийуравнений длядляпроцессапроцесса окисленияокисления графитаграфитащелочнымищелочными окислительнымиокислительнымирасплавамирасплавами
MeOH=Me2O+H2OMe2O+0.5 O2=Me2O2H2O+0.5 O2=H2O22MeOH+0.5 O2=Me2O2+H2O2MeOH+0.5 O2=Me2O+H2O2
2MeNO3=2MeNO2+O22MeNO3+Me2O=2MeNO2+Me2O22MeNO3+4MeOH=2MeNO2+2H2O+2Me2O22MeNO3+H2O=2MeNO2+H2O22MeNO3+4MeOH=2MeNO2-2H2O2-2Me2O
2MeNO3=N2O5+Me2O2MeNO3=2NO2+Me2O+0.5O22MeNO3=N2O3+Me2O+O22MeNO3=2NO+Me2O+1.5O22MeNO3=N2O+Me2O+2O22MeNO3=N2+Me2O+2.5O2
2MeNO3=2NO2+Me2O22MeNO3+Me2O=N2O3+Me2O22MeNO3+2Me2O=2NO+3Me2O22MeNO3+3Me2O=N2O+4Me2O2
2MeNO3+4Me2O=N2+5Me2O2
2MeNO3+H2O=2NO2+Me2O+H2O22MeNO3+2H2O=N2O3+Me2O+2H2O22MeNO3+3H2O=2NO+Me2O+3H2O2
2MeNO3+4H2O=N2O+Me2O+4H2O22MeNO3+5H2O=N2+5H2O2+Me2O
2MeNO3+2MeOH=N2O3+ 2Me2O2+H2O2MeNO3+4MeOH=2NO+ 3Me2O2+2H2O2MeNO3+6MeOH=N2O+ 4Me2O2+3H2O2MeNO3+80MeOH=N2+5Me2O2+4H2O
2MeNO3+2MeOH=2NO2+2Me2O+H2O22MeNO3+4MeOH=2N2O3+3Me2O+2H2O2
2MeNO3+6MeOH=2NO+4Me2O+3H2O22MeNO3+8MeOH=N2O+5Me2O+4H2O22MeNO3+10MeOH=N2+6Me2O+5H2O2
При проведении термодинамического анализа был предложен новый подход к решениютермодинамических задач сложных многофазных систем, заключающийся в снижении их размерности иучета стереометрических и кинетических особенностей реакционных взаимодействий между реагентами. Что позволило снизить количество рассматриваемых реакционных взаимодействий до минимума, причемих выбор стал объективно обоснованным.
В результате для проведения кинетического анализа и изучения химизма процесса окисления графитаиспользовалась расширеная система уравнений, которая получается комбинацией уравнений базовойсистемы и отражающая образование наиболее важных конечных и промежуточных продуктов.

14
БазоваяБазовая системасистема уравненийуравнений длядляпроцессапроцесса окисленияокисления графитаграфитащелочнымищелочными окислительнымиокислительнымирасплавамирасплавами
Me2O + O2 = Me2O2
H2O + O2 = H2O2
Me2O + H2O = MeOH
NO2 + 0.5 O2 = N2O5N2O3 + 0.5 O2 = 2 NO22 NO + 0.5 O2 = N2O3
N2O + 0.5 O2 = 2 NON2 + 0.5 O2 = N2O
Me2O + N2O5 = 2 MeNO3
Me2O + N2O3 = 2MeNO2
Система Me-О
Система Me-H-О
Система H-О
Система N-О
Система Me-N-О
А для расчета равновесных составов при различных условиях использовалась базовая система сминимальным количеством химических уравнений, которая для расплава щелочи и нитрата калия илинатрия была представлена набором из всего 10 уравнений, достаточных для расчета равновесногосостава реакционной смеси и расчета возможности протекания всех остальных взаимодействий междукомпонентами реакционной смеси.

15
РезультатыРезультаты термодинамическоготермодинамическогоанализаанализа системсистем КК--СС--NN--O O ии NaNa--СС--NN--OO
-100.0
-50.0
0.0
50.0
100.0
150.0
200.0
250.0
300.0
200 300 400 500 600 700 800
Температура, С
dG, к
Дж
/мол
ь
NaOH=Na2O+H2ONa2O+0.5O2=Na2O2H2O+0.5O2=H2O22NaOH+0.5O2=Na2O2+H2O2NaOH+0.5O2=Na2O+H2O2
-100.0
-50.0
0.0
50.0
100.0
150.0
200.0
250.0
300.0
200 300 400 500 600 700 800
Температура, СdG
, кД
ж/м
оль
KOH=K2O+H2OK2O+0.5O2=K2O2H2O+0.5O2=H2O22KOH+0.5O2=K2O2+H2O2KOH+0.5O2=K2O+H2O2
Проведенные исследования привели к парадоксальным на первый взгляд выводам – оказалось, чтореакционная смесь на основе соединений натрия является более реакционноспособной при температурахдо 873 К, чем на основе соединений калия. Причиной этого является более высокая термодинамическаявероятность образования пероксида натрия по сравнению с пероксидом калия, который и выступаетокислителем углерода.Проведенные расчеты позволили провести лабораторные исследования, создать математическуюмодель процесса и на ее основе разработать конструкцию основного оборудования.
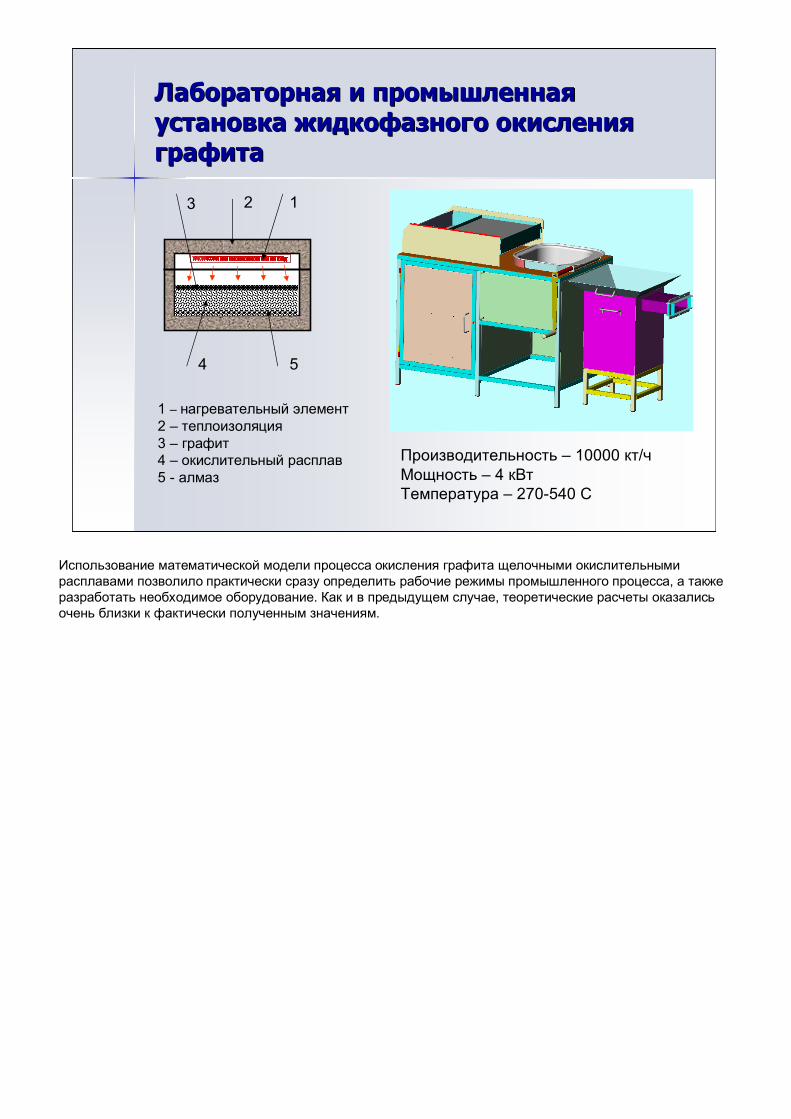
ЛабораторнаяЛабораторная ии промышленнаяпромышленнаяустановкаустановка жидкофазногожидкофазного окисленияокисленияграфитаграфита
13
Производительность – 10000 кт/чМощность – 4 кВтТемпература – 270-540 С
1 – нагревательный элемент2 – теплоизоляция3 – графит4 – окислительный расплав5 - алмаз
2
4 5
Использование математической модели процесса окисления графита щелочными окислительнымирасплавами позволило практически сразу определить рабочие режимы промышленного процесса, а такжеразработать необходимое оборудование. Как и в предыдущем случае, теоретические расчеты оказалисьочень близки к фактически полученным значениям.

ФизикоФизико--химическиехимические основыосновыгазофазногогазофазного каталитическогокаталитическогоокисленияокисления графитаграфита
ТермодинамикаТермодинамика процессапроцесса газофазногогазофазного окисленияокисления графитаграфита ––необходимостьнеобходимость учетаучета парциальныхпарциальных давленийдавлений газовгазов, , выделенывыделенынаиболеенаиболее активныеактивные реагентыреагенты
ХимизмХимизм –– взаимодействиевзаимодействие черезчерез промежуточноепромежуточное образованиеобразованиекарбидовкарбидов
КинетикаКинетика –– многостадийностьмногостадийность процессапроцесса, , связьсвязь сс теплопереносомтеплопереносомии массообменоммассообменом вв реакционнойреакционной смесисмеси
ТемператураТемпература –– имеетимеет решающеерешающее влияниевлияние нана формированиеформированиекарбиднойкарбидной пленкипленки
КонцентрацииКонцентрации реагентовреагентов –– имеетсяимеется оптимальныйоптимальный расходрасход воздухавоздуха ПредложеноПредложено
–– использоватьиспользовать оксидоксид ванадияванадия вв качествекачестве основногоосновного реагентареагента–– РассмотренаРассмотрена возможностьвозможность использованияиспользования оксидаоксида молибденамолибдена–– ПредложеныПредложены оптимальныеоптимальные режимырежимы процессапроцесса–– ОбязательноОбязательно тонкийтонкий слойслой, , лучевойлучевой подогревподогрев–– 80% 80% заза 2 2 часачаса
Проведенные промышленные испытания метода жидкофазного щелочного окисления графита указали навозможность и необходимость применения других окислителей, одним из которых является кислородвоздуха.
Причем анализ литературных источников показал, что такие попытки делались и ранее однако до сих порне приводили к успеху.
Основной причиной этого явилось отсутствие физико-химических основ окислительных процессов вгазовой фазе и, вследствие этого, неверный выбор катализатора окисления и условий проведения такогопроцесса.

ФизикоФизико--химическиехимические свойствасвойстваоксидовоксидов поливалентныхполивалентныхметалловметаллов
оксид Т
плавления, К
примечание оксид
Т плавления, К
примечание оксид
Т плавления, К
примечание
Ag2O2 373 разл.- Fe2O3 1838 Pb2O 273 разл. Ag2O 573 разл. Fe3O4 1813 разл. SnO 973 разл. Au2O3 433 -2О Mn2O7 328 разл. SnO2 1400 разл. Au2O 473 разл.+ MnO2 808 разл. TiO2 2128 Co2O3 1168 разл. Mn2O3 1023 разл. TiO 2293 Co3O4 1173 разл. Mn3O4 1833 Ti2O3 2403 разл. CoO 2073 разл. MnO 2058 V2O5 963 CrO3 469 MoO3 1068 VO2 1773 + CrO 1823 MoO2 1273 V2O3 2243
Cr2O3 2263 Mo2O3 273 VO 2273 ~ CuO 1299 разл. Mo2O5 273 WO2 1543 ~ Cu2O 1508 PbO2 563 разл. WO3 1743 FeO 1693 PbO 1163
При выборе катализатора был рассмотрен целый ряд каталитически активных веществ (оксиды, карбиды, сульфиды). Причем, как и в предыдущем случае, были проведены предварительные термодинамическиерасчеты, что позволило значительно сократить количество последующих экспериментальныхисследований.

МетодикаМетодика обработкиобработки данныхданных термотермо--дифференциальногодифференциального анализаанализа
0
200
400
600
800
273 473 673 873 1073 1273
температура, К
ДТГ
ДТА
1
2
3
22
1
1110 expexp
n
nn d
Sth
dSthtKKDTA
К0, К1 – коэффициенты,влияющие на положениекривой тренда;
h – коэффициент, соответствующийвысоте пика;
d – коэффициент, соответствующий ширине пика;
S – коэффициент, показывающий положение экстремума пика;
t – текущее значение температуры;
n – количество пиков.
1 – кривая тренда, 2 – преобразовання ДТА без кривойтренда, 3 – кривые отдельных термическихпроцессов
Кроме то для уменьшения количества исследований была создана не имеющая пока аналогов методикаобработки дериватографических данных.
Использование данной методики позволило выделить вклад каждого из химических процессов в общийтермический эффект, и таким образом количественно оценить степень влияния на ход окислительногопроцесса каждого из металлов.

20
ДанныеДанные термодифференциальноготермодифференциальногоанализаанализа алмазографитовойалмазографитовой шихтышихты
-200
-100
0100
200
300
400
273 473 673 873 1073 1273
температура, К
поте
ри м
ассы
, мг
ДТА
ТГ
12
34
6
Образец алмазографитовой шихты с V2O5 10 %.
1) Tmax = 733; h = 235; d = 95; 2) Tmax = 833; h = 150; d = 78; 3) Tmax = 1053; h = 195; d = 183; 4) Tmax = 1253; h = 80; d = 114; 6) Tmax = 963; h = 78; d = 10;
-200-100
0100200300400
273 473 673 873 1073 1273
температура, К
поте
ри м
ассы
, мг ДТА
ТГ
1
2 3 47
Образец алмазографитовой шихты с МоО3 10 %.
1) Tmax = 723; h = 110; d = 80; 2) Tmax = 823; h = 289; d = 106; 3) Tmax = 1063; h = 255; d = 149; 4) Tmax = 1273; h = 170; d = 125; 7) Tmax = 953; h = 103; d = 68;
-200-100
0100200300400
273 473 673 873 1073 1273
температура, К
поте
ри м
ассы
, мг ДТА
ТГ
1
23 4
Образец алмазографитовой шихты с TiО2 10 %.
1) Tmax = 723; h = 163; d = 58; 2) Tmax = 903; h = 335; d = 132; 3) Tmax = 1073; h = 134; d = 100; 4) Tmax = 1213; h = 223; d = 128;
-200-100
0100200300400
273 473 673 873 1073 1273
температура, К
поте
ри м
ассы
, мг
ДТА
ТГ
12 3 4
Образец алмазографитовой шихты с WО3 10 %.
1) Tmax = 743; h = 151; d = 65; 2) Tmax = 903; h = 204; d = 96; 2) Tmax = 1033; h = 154; d = 144; 4) Tmax = 1173; h = 23; d = 75;
-200
-100
0
100200
300
400
273 473 673 873 1073 1273
температура, К
поте
ри м
ассы
, мг
ДТА
ТГ
1 23
4
8
Образец алмазографитовой шихты с NiО 10 %.
1) Tmax = 753; h = 218; d = 86; 2) Tmax = 863; h = 259; d = 88; 3) Tmax = 1073; h = 163; d = 106; 4) Tmax = 1273; h = 104; d = 172; 8) Tmax = 1173; h = -46; d = 33;
-200-100
0100200300400
273 473 673 873 1073 1273
температура, К
поте
ри м
ассы
, мг
ДТА
ТГ
1
23 4
Образец алмазографитовой шихты с МnО2 10 %.
1) Tmax = 753; h = 101; d = 85; 2) Tmax = 853; h = 257; d = 140; 3) Tmax = 1123; h = 163; d = 173; 4) Tmax = 1273; h = 27; d = 64;
Сравнительный анализ пиков для каждого из металлов, а также никеля и марганца как технологическихпримесей показал, что молибден и особенно ванадий обладают четко выраженным каталитическимдействием по отношению к реакции окисления графита. Их добавка позволяет снизить время окисленияпочти в десять раз.

21
ДанныеДанные рентгенофазовогорентгенофазового анализаанализа
1020304050607080
А
Б
В
Г
Д
Е
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
А -Cu2O; Б - MoO3;
В - V2O5; Г - Al2O3(70%);
Д - Al2O3; Е – NiO;
Ж - TiO2;
1- алмаз; 2 – графит;
3 – CuO; 4 – Cu2O;
5 – Cu; 6 – SiO2;
7 – MoO3; 8 – MoO2;
10 – V2O5; 11 – V6O13;
12 – α-Al2O3; 13 – NiO;
14- Ni; 15 – TiO2.
Эти выводы были подтверждены также данными рентгенофазового анализа.

22
СхемаСхема распределенияраспределения ОО22, , СОСО22 ии СОСО ввслоеслое алмазографитовойалмазографитовой шихтышихты припритермическомтермическом окисленииокислении
Вы
сота
слоя
, мм
0 0,2Парциальноедавление газов, д.е.
C
CO O2
CO2
B
A
D
Вы
сота
слоя
, мм
0 0,2Парциальноедавление газов, д.е.
C
CO O2
CO2
B
A
D
Принятый состав реакционногогаза по слоямСлой
О2, МПа СО2, МПа СО, МПа
А 10-10 10-10 10-2
В 7·10-3 7·10-3 7·10-3
С 10-2 10-2 10-10
D 2,110-2 10-10 10-10
Поскольку процесс газофазного окисления протекает в зернистом слое с выделением большогоколичества тепла, то до проведения детальных экспериментов был проведен термодинамический анализвзаимодействий с учетом изменения состава реакционной смеси, и позволивший сделать определенныепредположения относительно механизма влияния добавок соединений ванадия на химический процесс.

23
ОсновныеОсновные взаимодействиявзаимодействиякомпонентовкомпонентов алмазографитовойалмазографитовой смесисмесивв слоеслое ВВ ии СС сс VV22OO55
V2O5 + С = V2O3 + СО2
V2O5 + С = V2O3 + СОV2O5 + С = VхС + СО2
V2O5 + С = VхС + СО
V2O5 + СО = VхС + СО2
VхС + СО2 = V2O3 + СVхС + СО = V2O3 + С
VхС + О2 = V2O3 + СО2
VхС + О2 = V2O3 + СО
VхС + V2O5 = V2O3 + СО2
VхС + V2O5 = V2O3 + СО
VхС + О2 = V2O5 + СО2
VхС + О2 = V2O5 + СО
V2O3 + О2 = V2O5
V2O5 + С = V2O3 + СО2
V2O5 + С = V2O3 + СОV2O5 + С = VхС + СО2
V2O5 + С = VхС + СО
V2O5 + СО = VхС + СО2
VхС + СО2 = V2O3 + СVхС + СО = V2O3 + С
VхС + О2 = V2O3 + СО2
VхС + О2 = V2O3
V2O5 + С = V2O3 + СО2
V2O5 + С = V2O3 + СОV2O5 + С = VхС + СО2
V2O5 + С = VхС + СО
V2O5 + СО = VхС + СО2
VхС + СО2 = V2O3 + СVхС + СО = V2O3 + С
VхС + О2 = V2O3 + СО2
VхС + О2 = V2O3 + СО
VхС + V2O5 = V2O3 + СО2
VхС + V2O5 = V2O3 + СО
VхС + О2 = V2O5 + СО2
VхС + О2 = V2O5 + СО
V2O3 + О2 = V2O5
V2O5 + С = V2O3 + СО2
V2O5 + С = V2O3 + СОV2O5 + С = VхС + СО2
V2O5 + С = VхС + СО
V2O3 + С = VхС + СО2
VхС + СО2 = V2O3 + СVхС + О2 = V2O3 + СО2
VхС + О2 = V2O3 + СО
VхС + V2O5 = V2O3 + СО2
VхС + V2O5 = V2O3 + СО
VхС + О2 = V2O5 + СО2
VхС + О2 = V2O5 + СО
V2O3 + О2 = V2O5
V2O5 + С = V2O3 + СО2
V2O5 + С = V2O3 + СОV2O5 + С = VхС + СО2
V2O5 + С = VхС + СО
V2O3 + С = VхС + СО2
VхС + СО2 = V2O3 + СVхС + О2 = V2O3 + СО2
VхС + О2 = V2O3 + СО
VхС + V2O5 = V2O3 + СО2
VхС + V2O5 = V2O3 + СО
VхС + О2 = V2O5 + СО2
VхС + О2 = V2O5 + СО
V2O3 + О2 = V2O5
Слой В Слой С
Также на основе термодинамического анализа было выдвинуто предположение, что процесс окисленияграфита на самом деле протекает через промежуточное образование карбидов, которые затемокисляются до оксидов и снова реагируют с поверхностью графита. Это позволило объяснить, ингибирующее действие оксидов ванадия на процесс окисление алмазной формы углерода.

24
ЛабораторнаяЛабораторная установкаустановка изученияизучениягазофазногогазофазного окисленияокисления графитаграфита
V
220 В
V
2 7 3 8
5
4
9
1
6
1 – реактор; 2 – трубчатая печь; 3 – контейнер; 4 – компрессор; 5 – ротаметр; 6 – холодильник;
7 – термопара; 8 – карман для термопары; 9 - ЛАТР
V
220 В
V
2 7 3 8
5
4
9
1
6
V
220 В
V
2 7 3 8
5
4
9
1
6
1 – реактор; 2 – трубчатая печь; 3 – контейнер; 4 – компрессор; 5 – ротаметр; 6 – холодильник;
7 – термопара; 8 – карман для термопары; 9 - ЛАТР
Для изучения подробного изучения химического процесса была создана лабораторная установка, котораяпозволила собрать данные для создания математической модели, которая затем была использована дляпроектирования полноценной промышленной установки.

25
ЗависимостиЗависимости коэффициентовкоэффициентовкинетическойкинетической моделимодели ототтехнологическихтехнологических параметровпараметров
T
TxLmSLwmSLm oo
5.84039439.123.1158.04.41902.82295.800566.22372
hmxxTTmo 00054.0015.000022.00000.059.6 22
21 mmm o
xLT
Twww
ha 0423.063.149.585821872.03.111.222.19934.409209.1507 22
T
Tw
hxLxa 49972363.04.1430.94796.688.27087.06.4797.11661
Lm
Thwmm 176.01.3185902.4422910056.0047.038.598.305 22
22
Обработка экспериментальных данных позволила создать математическую модель процесса, учитывающую все необходимы для производства условия проведения процесса и дающую, такимобразом, возможность спроектировать промышленное оборудование.

26
ВлияниеВлияние технологическихтехнологических параметровпараметровнана процесспроцесс окисленияокисленияалмазографитовойалмазографитовой шихтышихты сс VV22OO55
01020304050607080
573 773 973 1173
T, K
x, %
1
2
3
Влияние температуры на процесс окисления алмазографитовой шихты с
V2O5
0
10
20
30
40
50
0,005 0,015 0,025 0,035
L, m/c
x, %
1
2
3
Влияние линейной скорости воздуха на процесс окисления
алмазографитовой шихты с V2O5
0
10
20
30
40
50
1 3 5 7
W,-c
x, %
1
2
3
Влияние объемной скоростив на процесс окисления алмазографитовой
шихты с V2O5
05
101520253035404550
0,001 0,003 0,005 0,007
H, m
x, %
2
1
3
Влияние высоты слоя алмазографитовой шихты с V2O5 на процесс
окисления
Модель позволила не только рассчитать условия проведения технологического процесса для условийреального производства, и подобрать оптимальные значения технологических параметров.

ИспользованиеИспользование радиационногорадиационногоподогреваподогрева припри обжигеобжиге продуктапродуктасинтезасинтеза производствапроизводства синетическихсинетическихалмазовалмазов
Производительность – 5000 кт/чМощность – 4 кВтТемпература – 700 С
4
1
3
2
4
1
3
2
1 – лоток с сырьем2 – теплоизоляция3 – отверстия для подачи воздуха4 – нагревательный элемент
Что в свою очередь создать несколько вариантов печи для газофазного окисления графита. При этомоптимальная скорость газового потока, температура и высота слоя алмазо-графитовой шихты в лоткахоказалась после опытно-промышленных испытаний очень близка к данным, полученным по модели длялабораторного реактора.
РасчетРасчет оптимальнойоптимальной схемысхемы работыработыпечейпечей газофазногогазофазного окисленияокисления графитаграфита
0:05
0:20
0:35
0:50
1:05
1:20
1:35
1:50
2:05
2:20
2:35
2:50
3:05
3:20
3:35
3:50
4:05
4:20
4:35
4:50
5:05
5:20
5:35
5:50
6:05
6:20
6:35
6:50
7:05
7:20
7:35
7:50
8:05
8:20
8:35
8:50
02468
1012141618
0:05
0:25
0:45
1:05
1:25
1:45
2:05
2:25
2:45
3:05
3:25
3:45
4:05
4:25
4:45
5:05
5:25
5:45
6:05
6:25
6:45
7:05
7:25
7:45
8:05
8:25
8:45
Пот
ребл
ение
эл.эн, кВт
0
0.20.4
0.6
0.81
1.2
0:05
0:25
0:45
1:05
1:25
1:45
2:05
2:25
2:45
3:05
3:25
3:45
4:05
4:25
4:45
5:05
5:25
5:45
6:05
6:25
6:45
7:05
7:25
7:45
8:05
8:25
8:45
Выхо
д пр
одук
та, кг
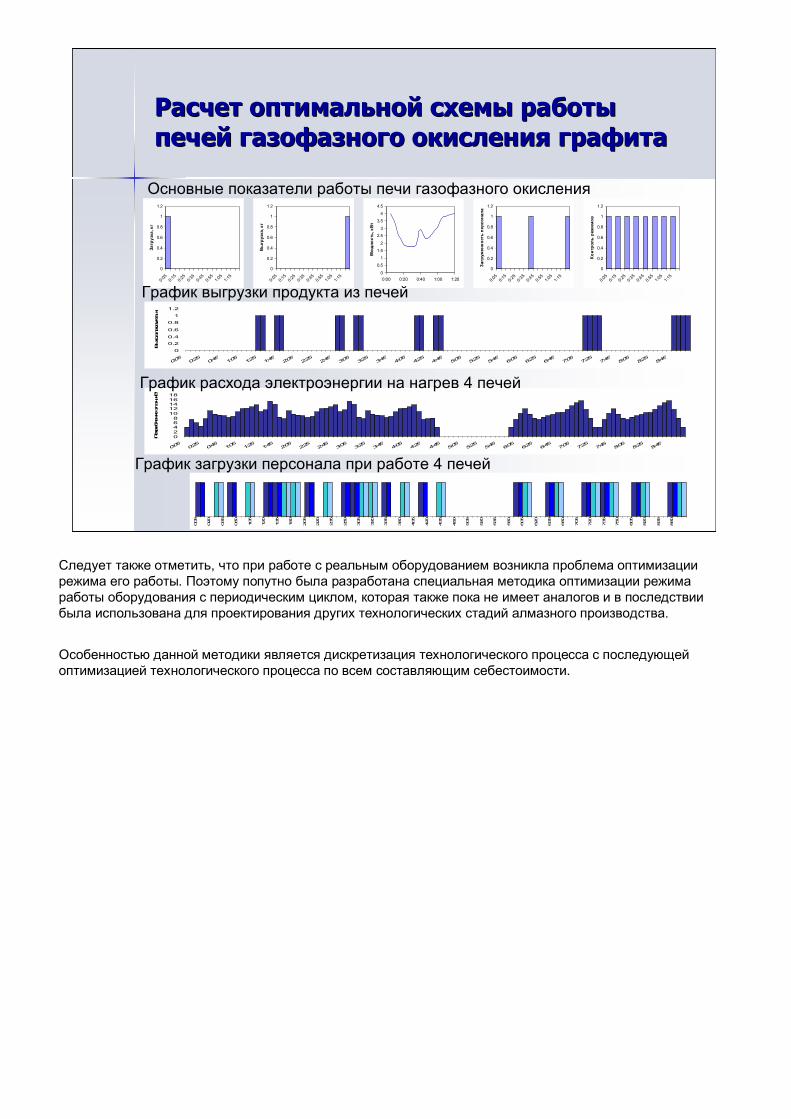
Основные показатели работы печи газофазного окисления
График загрузки персонала при работе 4 печей
График расхода электроэнергии на нагрев 4 печей
0
0.5
1
1.5
2
2.53
3.5
4
4.5
0:00 0:20 0:40 1:00 1:20
Мощ
ност
ь, к
Вт
0
0.2
0.4
0.6
0.8
1
1.2
0:05
0:15
0:25
0:35
0:45
0:55
1:05
1:15
Загр
узка
, кг
0
0.2
0.4
0.6
0.8
1
1.2
0:05
0:15
0:25
0:35
0:45
0:55
1:05
1:15
Вы
груз
ка, к
г
0
0.2
0.4
0.6
0.8
1
1.2
0:05
0:15
0:25
0:350:45
0:55
1:05
1:15
Загр
ужен
ност
ь пе
рсон
ала
0
0.2
0.4
0.6
0.8
1
1.2
0:05
0:15
0:25
0:350:45
0:55
1:05
1:15
Конт
роль
реж
имов
График выгрузки продукта из печей
Следует также отметить, что при работе с реальным оборудованием возникла проблема оптимизациирежима его работы. Поэтому попутно была разработана специальная методика оптимизации режимаработы оборудования с периодическим циклом, которая также пока не имеет аналогов и в последствиибыла использована для проектирования других технологических стадий алмазного производства.
Особенностью данной методики является дискретизация технологического процесса с последующейоптимизацией технологического процесса по всем составляющим себестоимости.

УлучшениеУлучшение качествакачества алмазноалмазно--абразивнойабразивной продукциипродукции -- металлизацияметаллизация
Распределение по поверхности
Аккумуляция тепла
Предотвращение перегрева зернаПредотвращение перегрева связки
Распределение во времени
Распределение нагрузки
Химическая связь
Уменьшение критическойглубины заделкиПредотвращение образования трещин
Увеличение площадиПредотвращение разлома
Снижение ударной нагрузки
Сжимающие усилия при нагреве
Распределение внутренних напряжений
Тепловая защита
Улучшенное закреплениеУпрочняющее действие
зерно металл связка
Равномерное распределение
Проведенные усовершенствования технологии производства синтетических алмазов снижают ихсебестоимость, не приводя к значительному расширению области их применения, а следовательно и кувеличению их выпуска.Поэтому расширение ассортимента продукции на основе алмазных порошков, и, в частности, производство металлизированных порошков является еще одним из наиболее перспективных путейсовершенствования технологии искусственных алмазов.Алмазы с никелевым покрытием позволяют повысить ресурс алмазно-абразивного инструмента почтивдвое, поэтому в настоящее время большинство передовых инструментальных фирм выпускаетпродукцию именно на основе металлизированных порошков.

ПорошкиПорошки сс различнойразличной морфологиейморфологиейникелевогоникелевого покрытияпокрытия
Покрытия различных видов алмазных порошков
Элементы рельефа никелевого покрытия
Изучение этого вопроса показало, что и в этой области есть немало возможностей длясовершенствования технологии. Так например, только несколько крупных производителей владеюттехнологией получения покрытий с разветвленной морфологией, практически отсутствуют технологиинанесения никелевого покрытия на сверхтвердые алмазы, практически все технологии используют солиблагородных металлов.Кроме того, до сих пор нет надежных экспериментальных данных, которые позволяют количественноустановить зависимость между характеристиками морфологии поверхности и эксплуатационнымихарактеристиками инструмента с никелированным абразивом.
КинетикаКинетика процессапроцесса осажденияосажденияникеляникеля
0
20
40
60
80
100
0 5 10 15 20 25 30 35 40 45
Время, минут
Кол
ичес
тво
осаж
дено
го н
икел
я,
%
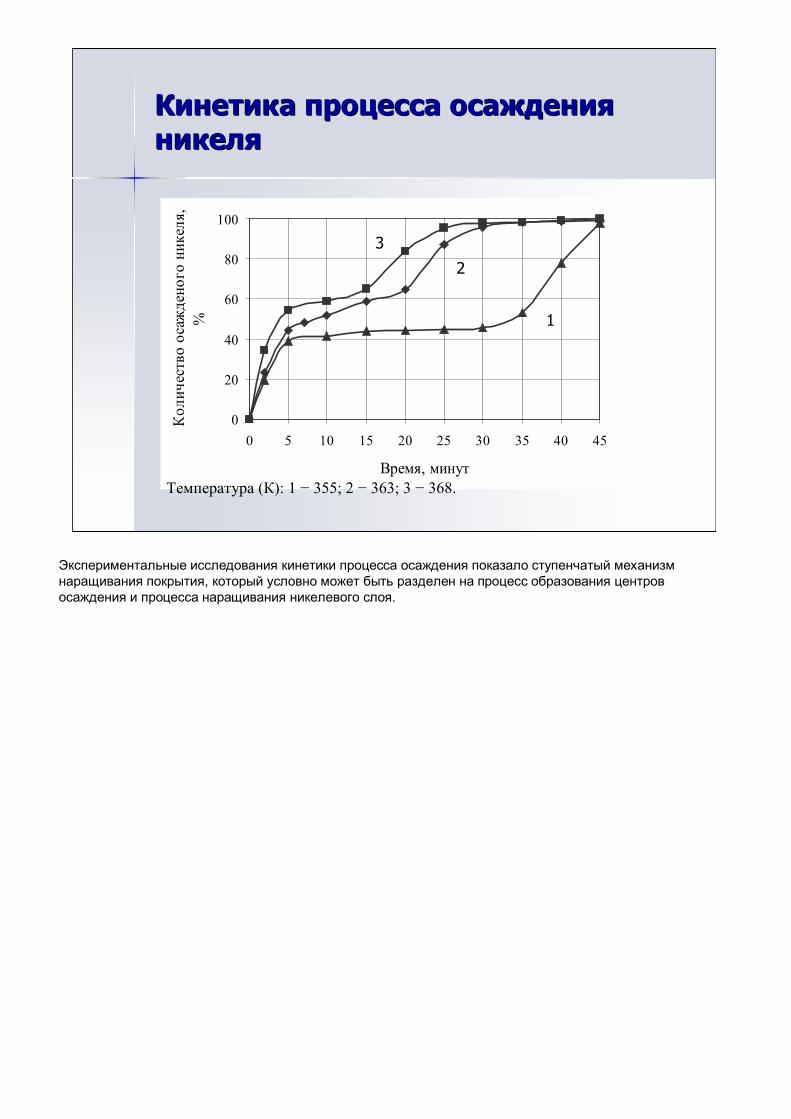
Температура (К): 1 − 355; 2 − 363; 3 − 368.
1
2
3
Экспериментальные исследования кинетики процесса осаждения показало ступенчатый механизмнаращивания покрытия, который условно может быть разделен на процесс образования центровосаждения и процесса наращивания никелевого слоя.

ТехнологическаяТехнологическая схемасхема металлизацииметаллизацииискуственныхискуственных алмазовалмазов
склад
на абсорбціюна абсорбцію
синтетичні алмази Очисткаповерхні
розчинHNO3 вода
Промивання
слабий розчинHNO3
Абсорбція NH4NO3
Промивання
вода
слабий розчинПАР + залишки солей
Розсіввільний нікель
Пакування
Нарощування товщиниметалевого шару
NH3
ацетат никеля + аммиачная вода
NaH2PO2NH3
ацетатнікелю+ аміачна вода
Формування металевогошару
NaH2PO2
розчинNaH2PO3 + NH4CH3COO
вода
Промивання
NaCH3COONa3PO4
NH3 Утилізація
NaOHрозчинNaH2PO3 + NH4CH3COO
ПАРПромивання
з ПАРСушіння
пара
H2H2
Проведенные исследования по влиянию на химический процесс осаждения никеля скоростиперемешивания, температуры, концентраций реагентов метода предварительной обработки исходногосырья позволили разработать технологическую схему процесса, и рассчитать ее оптимальные параметрыдля алмазных порошков различной дисперсности и качества поверхности.Более того, данная технологическая схема была адаптирована для металлизации других материалов –кубического нитрида бора, гексагонального нитрида бора, графита, карбида кремния, корунда, стекла, пластмасс.
РеакторРеактор процессапроцесса металлизацииметаллизацииискусственныхискусственных алмазовалмазов
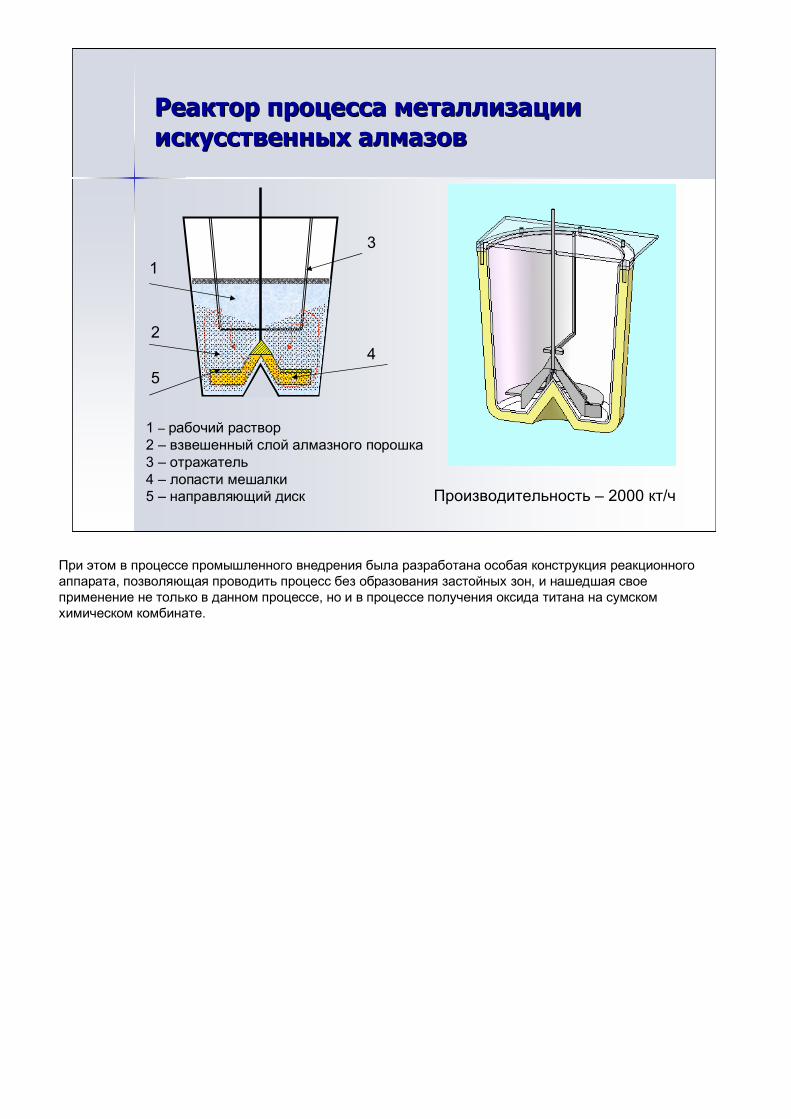
1
2
3
4
1 – рабочий раствор2 – взвешенный слой алмазного порошка3 – отражатель4 – лопасти мешалки5 – направляющий диск
5
Производительность – 2000 кт/ч
При этом в процессе промышленного внедрения была разработана особая конструкция реакционногоаппарата, позволяющая проводить процесс без образования застойных зон, и нашедшая своеприменение не только в данном процессе, но и в процессе получения оксида титана на сумскомхимическом комбинате.

РасчетРасчет технологическихтехнологических характеристикхарактеристикпроцессапроцесса припри изменяющейсяизменяющейся величиневеличинезагрузкизагрузки реакторареактора никелированияникелирования
Зависимость рабочих характеристикреактора никелирования от объема загрузки
0
20
40
60
80
100
120
0 2000 4000 6000
Дли
тель
ност
ь ра
б ци
кла,
мин
0
10
20
30
40
50
60
0 2000 4000 6000
Затр
аты
раб
очег
о вр
емен
и, м
ин
0
0.05
0.1
0.15
0.2
0.25
0.3
0 2000 4000 6000
Затр
аты
эл.
эне
ргии
, кВ
т*ч
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 2000 4000 6000
Коли
чест
во а
глом
ерат
ов, %
0
10
20
30
40
50
60
70
0 2000 4000 6000
Фак
тич.
про
изво
дит,
кар
ат/м
ин
0
5
10
15
20
25
30
35
40
0 2000 4000 6000
Труд
озат
раты
, мин
/ты
с.кт
0
0.01
0.02
0.03
0.04
0.05
0.06
0 2000 4000 6000
Затр
аты
эл.
эне
ргии
, кВ
т*ч
97.5
98
98.5
99
99.5
100
0 2000 4000 6000
Пло
щад
ь по
кры
тия,
%
Зависимость удельных характеристикреактора никелирования от объема загрузки
Зависимостьпоказателей качестваот объема загрузки
Полученный опыт проектирования технологического процесса позволил еще до начала внедренияпросчитать оптимальные режимы загрузки оборудования и персонала, подобрать линейку аппаратовразличной производительности и для различного типа сырья, создать технологические инструкции дляобслуживающего персонала и регламент производства.

ХарактеристикаХарактеристика микрорельефамикрорельефаникелевогоникелевого покрытияпокрытия
20
Микрорельеф никелевого покрытия полученного при соотношении NH3:Ni2+ = 2 моль/моль
Микрорельеф никелевого покрытия полученного при соотношении NH3:Ni2+ = 3 моль/моль
Таким образом в результате разработки физико-химических основ технологии химической металлизацииалмазных порошков была получена возможность получения покрытий с развитой поверхностью иразмером элементов микрорельефа, достигающих 10 нм.Это позволило создать целую линейку новых продуктов на основе микропорошков, субмикронныхпорошков и порошков наноалмазов, свойства, которых задаются требованиями заказчика.

ВозможностиВозможности технологиитехнологииникелированияникелирования
СинтетическийСинтетический алмазалмазАСАС4 4 –– АСАС300300
КубическийКубический нитриднитридборабора
КорундКорунд ГексонитГексонит--РР ИзделияИзделия изиз
металлокерамикиметаллокерамики ИзделияИзделия изиз
композитовкомпозитов нана основеосновеультрадисперсныхультрадисперсныхалмазовалмазов
Предложенная технология была успешно применена также к другим изделиям из искусственных алмазови сходных с ним по структуре абразивным материалом – нитридом бора, что позволяет в самоеближайшее время модернизировать отрасль и по этому направлению.Так используя данную технологию стало возможным нанесение никелевых покрытий на такие«неудобные» изделия как супертвердые алмазные порошки, микропорошки и спеченные супертвердыематериалы.

ИспользованиеИспользование продуктапродукта синтезасинтезаРасширениеРасширение сферысферы примененияприменения
ХимическаяХимическая технологиятехнология–– ВеществаВещества препятствующиепрепятствующие кристаллизациикристаллизации солейсолей–– ЗащитаЗащита отот образованияобразования накипинакипи вв теплоустановкахтеплоустановках–– НосителиНосители активныхактивных каталитическихкаталитических добавокдобавок
НовыеНовые композитныекомпозитные материалыматериалы–– ПастыПасты, , суспензиисуспензии, , пластикипластики сс повышеннойповышенной теплопроводностьютеплопроводностью–– КомпозитыКомпозиты стойкиестойкие кк истираниюистиранию, , повышеннойповышенной прочностьюпрочностью–– СуспензииСуспензии ии пластикипластики сс пониженнойпониженной вязкостьювязкостью ии поверхностнымповерхностным
натяжениемнатяжением–– РезиныРезины сс повышеннойповышенной прочностьюпрочностью нана разрывразрыв
МедицинаМедицина–– УДАУДА каккак адсорбентадсорбент ии транзитныйтранзитный материалматериал–– ЗубныеЗубные цементыцементы сс повышеннойповышенной прочностьюпрочностью ((УДАУДА))
РастениеводствоРастениеводство–– СтимуляторыСтимуляторы ростароста растенийрастений–– АдсорбентыАдсорбенты тяжелыхтяжелых металловметаллов ии токсичныхтоксичных веществвеществ
Наконец, следует отметить проведенные исследования по расширению сфер применения полученнойпродукции.При этом в качестве наиболее перспективных материалов можно отметить наноалмазные суспензии ипорошки, которые показывают просто поразительные результаты по влиянию на модификацию свойствдругих материалов.Экспертные прогнозы по росту потребления наноалмазов в краткосрочной перспективе соответствуютприблизительно 1000% до 2020 г. Однако при этом рассматриваются только резинотехническаяпромышленность и производство пластмасс и не учитывается предлагаемая нами модернизациятехнологии переработки продукта синтеза.

ИспользованиеИспользование продуктапродукта синтезасинтезаРасширениеРасширение ассортиментаассортимента изделийизделий
МеталлизацияМеталлизация–– РасширениеРасширение видоввидов никелевогоникелевого покрытияпокрытия–– РасширениеРасширение видоввидов металлическихметаллических покрытийпокрытий ((хромхром, , вольфрамвольфрам, , титантитан, ,
многослойныемногослойные, , композитныекомпозитные))–– РасширениеРасширение абразивныхабразивных материаловматериалов--подложекподложек ((спеченныйспеченный алмазалмаз, ,
композитныекомпозитные материалыматериалы, , сверхтвердыесверхтвердые алмазныеалмазные порошкипорошки)) ПастыПасты ии суспензиисуспензии
–– ПродукцияПродукция сс оченьочень узкимузким интерваломинтервалом размеровразмеров частицчастиц–– ПродукцияПродукция сс оптимальнымоптимальным соотношениемсоотношением размеровразмеров ии прочностипрочности длядля
каждогокаждого видавида обрабатываемогообрабатываемого материаламатериала–– РасширениеРасширение ассортиментаассортимента основногоосновного веществавещества суспензиисуспензии//пастыпасты
ИнструментыИнструменты–– УсовершенствованиеУсовершенствование составасостава свзязкисвзязки ии видавида алмазныхалмазных зерензерен длядля
различныхразличных видоввидов обрабатываемыхобрабатываемых материаловматериалов–– ПолучениеПолучение инструментовинструментов сс алмазнымалмазным материаломматериалом нана основеоснове
соосажденныхсоосажденных никелевыхникелевых композитовкомпозитов
Если же при этом будут задействованы возможности не только расширения сфер производства, но иодновременное расширение ассортимента уже существующих изделий, то производство алмазныхпорошков станет опять прибыльным не только при объемах производства сравнимых с китайским.
А перспективы развития алмазной промышленности при рациональной стратегии ее совершенствованиябудут не такими уж и плохими.

ВыводыВыводы
ИзученыИзучены ии описаныописаны физикофизико--химическиехимические основыосновытехнологиитехнологии переработкипереработки продуктапродукта синтезасинтеза синтетическихсинтетическихалмазовалмазов, , модификациимодификации ии использованияиспользования конечногоконечногопродуктапродукта
ПредложеныПредложены технологическиетехнологические решениярешения реализацииреализации всехвсехтехнологическихтехнологических стадийстадий
ПроведенаПроведена опытноопытно промышленныепромышленные ии длядля некоторыхнекоторыхстадийстадий промышленныепромышленные испытанияиспытания
ПредложеныПредложены новыеновые методикиметодики изученияизучения физикофизико--химическиххимических свойствсвойств используемыхиспользуемых материаловматериалов ииизучаемыхизучаемых процессовпроцессов
ПредложеныПредложены методыметоды контроляконтроля качествакачества ввтехнологическомтехнологическом процессепроцессе
РассмотреныРассмотрены путипути расширениярасширения ассортиментаассортимента выпускаемойвыпускаемойпродукциипродукции ии сферсфер ееее примененияприменения
Таким образом, проведенная работа позволила:•создать и научно обосновать физико-химические основы технологии переработки, модификации ииспользования искусственных алмазов•предложить новые методы проведения исследований и обработки результатов исследований•разработать методики использования экспериментальных данных для проектирования реальныхтехнологических объектов и основного оборудования

НаучнаяНаучная новизнановизна ПредложеныПредложены, , экспериментальноэкспериментально исследованыисследованы ии внедренывнедрены
–– методметод жидкофазногожидкофазного окисленияокисления графитаграфита–– МетодМетод газофазногогазофазного каталитическогокаталитического окисленияокисления графитаграфита–– методметод соосаждениясоосаждения дисперсныхдисперсных материаловматериалов вв никелевуюникелевую матрицуматрицу–– методметод полученияполучения дисперсийдисперсий наноалмавознаноалмавоз вв неводныхневодных жидкиостяхжидкиостях
РазработаныРазработаны физикофизико--химическиехимические основыосновы: : –– процессапроцесса взаимодействиявзаимодействия металловметаллов сс растворамирастворами азотнойазотной кислотыкислоты–– процессапроцесса окисленияокисления графитаграфита вв щелочныхщелочных окислительныхокислительных расплавахрасплавах–– процессапроцесса газофазногогазофазного каталитическогокаталитического окисленияокисления графитаграфита кислородомкислородом воздухавоздуха–– процессапроцесса осажденияосаждения никеляникеля изиз раствороврастворов вв металлическомметаллическом ии окисленномокисленном состояниисостоянии–– процессапроцесса формированияформирования поверхностногоповерхностного слояслоя металламеталла ии соосаждениясоосаждения алмазныхалмазных частицчастиц вв никелевуюникелевую
матрицуматрицу припри химическомхимическом восстановлениивосстановлении никеляникеля–– процессапроцесса седиментацииседиментации дисперсныхдисперсных порошковпорошков сверхтвердыхсверхтвердых материаловматериалов вв различныхразличных средахсредах
РазработаныРазработаны новыеновые методыметоды исследованийисследований::–– методметод термодинамическихтермодинамических исследованийисследований сложныхсложных многокомпонентныхмногокомпонентных, , многофазныхмногофазных системсистем–– термографическийтермографический методметод изученияизучения механизмовмеханизмов реакцийреакций вв расплавахрасплавах–– методметод кинетическогокинетического анализаанализа сс помощьюпомощью декомпозициидекомпозиции дериватографическихдериватографических кривыхкривых нана отдельныеотдельные
составляющиесоставляющие–– методметод обработкиобработки данныхданных оптическойоптической микроскопиимикроскопии сс получениемполучением цифровогоцифрового изображенияизображения
повышеннойповышенной глубиныглубины резкостирезкости ((созданосоздано коммерческоекоммерческое ПОПО))–– создансоздан новыйновый алгоритмалгоритм оптимизацииоптимизации многопараметрическихмногопараметрических функцийфункций сс возможностьювозможностью
автоматическогоавтоматического поискапоиска глобальногоглобального экстремумаэкстремума–– созданысозданы новыеновые статистическиестатистические методыметоды обработкиобработки зашумленныхзашумленных данныхданных ((спектроскопическиеспектроскопические, ,
дифрактометрическиедифрактометрические кривыекривые)) РазработаныРазработаны новыеновые методыметоды расчетоврасчетов ии поискапоиска оптимальныхоптимальных параметровпараметров
–– возможныхвозможных маршрутовмаршрутов реакцийреакций вв сложныхсложных многокомпонентныхмногокомпонентных системахсистемах–– прогнозированияпрогнозирования термодинамическихтермодинамических свойствсвойств веществвеществ–– расчетарасчета ии оптимизацииоптимизации режимоврежимов работыработы оборудованияоборудования
Для этого необходим целый ряд дополнительных исследований в области как физической химииповерхности, так и в области термодинамики расплавов и растворов, механики твердого тела иматериаловедения, которые в настоящее время невозможны без сотрудничества научных коллективов вразличных отраслях науки и производства.