team west pharmaceutical services december 12, 2012
TRANSCRIPT
Team West Pharmaceutical Services
December 12, 2012

2
Phase Deliverables
1 • Definition of Customers and their Needs/Wants/Constraints• Project Scope definition refinement• Identification of science and technology relevant to project• Identification of key performance and cost metrics• Initial benchmarking results
2 • Conceptual design to satisfy sponsor’s requirements• Design specifications necessary to purchase components, manufacture, and
assemble the proof-of-concept prototype• Project cost
3 • Conceptual design to satisfy sponsor’s requirements• Design details for solution to sponsor’s project• Updated Project Plan with allocation of needed resources• Updated test plan that is based on a credible set of experiments and uses
valid measurement methodologies
4 • A viable prototype• A transition plan that facilitates the implementation of the project results
into the sponsor’s business

3
Phase Deliverables
1 • Definition of Customers and their Needs/Wants/Constraints• Project Scope definition refinement• Identification of science and technology relevant to project• Identification of key performance and cost metrics• Initial benchmarking results
2 • Conceptual design to satisfy sponsor’s requirements• Design specifications necessary to purchase components, manufacture, and
assemble the proof-of-concept prototype• Project cost
3 • Conceptual design to satisfy sponsor’s requirements• Design details for solution to sponsor’s project• Updated Project Plan with allocation of needed resources• Updated test plan that is based on a credible set of experiments and uses
valid measurement methodologies
4 • A viable prototype• A transition plan that facilitates the implementation of the project results
into the sponsor’s business

Background
4
• West Pharmaceutical Services is a manufacturer of pharmaceutical packaging and injectable drug delivery system components for pharmaceutical and medical device companies
• RU packaging systems must have at least 3 removable packaging bags to comply with West RU packaging standards
• Ready to use (RU) products have multiple layers of packaging and packaging is shed as it goes through clean rooms prior to use
• Products are sterilized, packaged, and are ready to be used without any further preparations

Current Design - Westar RU for Lyo Stoppers
• 3 layers– Foil (Tertiary)– PE, Tyvek (Secondary)– PE, Tyvek (Primary)
• Primary and secondary bags are autoclaved
• Packaging integrity risks with removing the secondary bag
• Poor ergonomics
5
Figure 1: Current primary bag

• To develop an innovative, sterile packaging system that adds value to West’s products and improves customer handling.
Project Scope

Prioritized Sponsor Wants
1 Compatible with steam sterilization (minimum of 122 for ℃60 minutes)
2 Maintain package integrity
3 Durability compared to current packaging: meet ASTM F390 standards for Gelbo testing
4 Meet minimum shelf-life requirements5 Multiple layers that are able to be shed6 Easy to handle
7 Easy access to package contents without compromising packaging integrity
8 Visibility of Package Contents
9 Maintain cost to manufacture10 Aesthetic

Want Target Value (s)
Compatible with steam sterilization (minimum of 122 for 60 minutes)℃
Yes
Maintain package integrity Meets all applicable ASTM standards
Durability compared to current packaging: meet ASTM F390 standards for Gelbo testing 900 strokes with < 7 pinholes
Meet minimum shelf-life requirements 6 months
Multiple layers that are able to be shed > 3 layers
Easy to handle <15 lbs-25 lbs
Easy access to package contents without compromising packaging integrity
Time to remove 1 layer: < 15 seconds
Maintain cost to manufacture $6-$10
Aesthetic 80% of test subjects respond ‘Yes’ to improvement over current design
Verify Contents of Container Visible from outer bag: Yes/No
Metrics

3 Major Categories were considered for Concept Generation
9

Non-Rigid Concepts
10
• 3-Layers composed of PE / Tyvek.• Heat-sealed.• Ripcord opening method.
• 3-Layers composed of PE / Tyvek.• Handles on each layer.• Heat-sealed.

Updated Sponsor Wants
1 Compatible with steam sterilization (minimum of 122 for 60 minutes)℃
2 Maintain integrity
2.5 Rigid
3 Durability compared to current packaging: meet ASTM F390 standards for Gelbo testing
4 Meet minimum shelf-life requirements
5 Multiple layers that are able to be shed
6 Easy to handle
7 Easy access to package contents without compromising packaging integrity
8 Visibility of Package Contents
9 Maintain cost to manufacture
10 Aesthetic
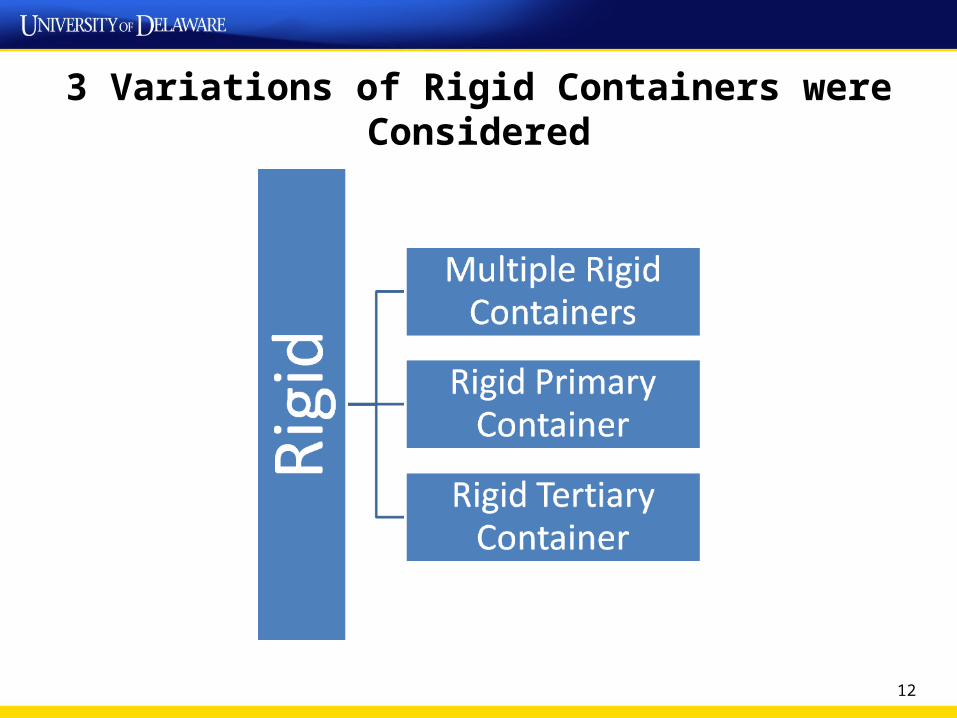
3 Variations of Rigid Containers were Considered
12

13

14

Rigid Tertiary Container
15
• Outer container – Rigid PE/Tyvek
• Primary and secondary deformable PE/Tyvek bags inside

16

17

18
Initial Rigid Primary Container Concepts
Figure 1: Ripcord Figure 2: Access Hole
Figure 3: Peel-able Heat Seal
19
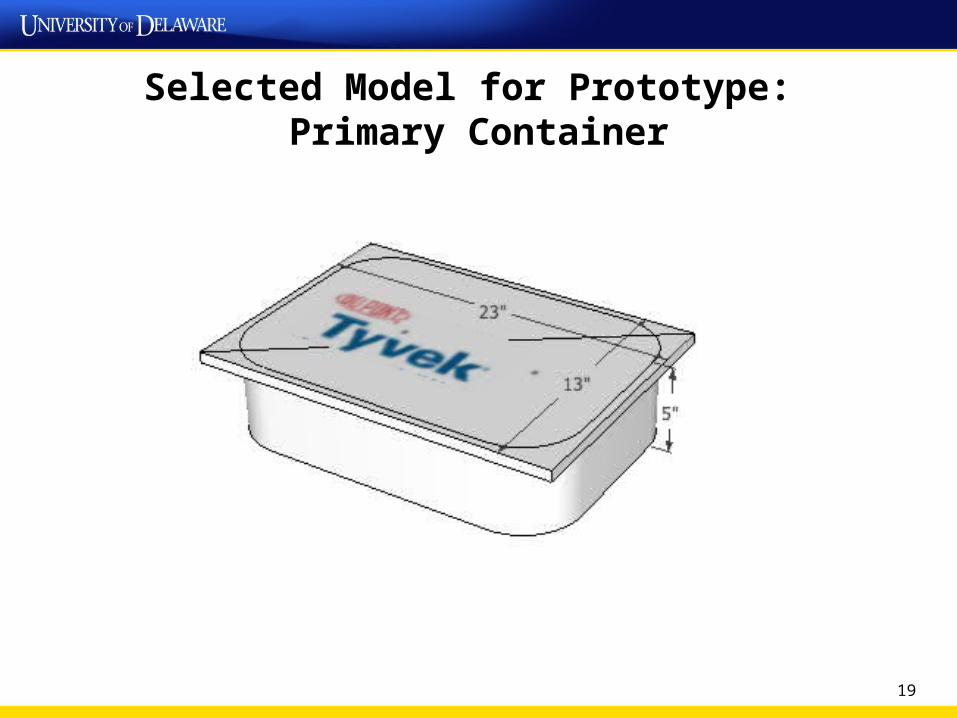
Selected Model for Prototype: Primary Container

Final Prototype
20
Figure 4. Final primary container design.
Heat-sealed Tyvek® 1073B
with 24AL Xhale® adhesive top
Makrolon GP Polycarbonate rigid container
• Prototype container can hold roughly 4,500 Lyo stoppers

Final Prototype
21
Figure 5. Final packaging system featuring 2 removable layers around a rigid primary container.
• Primary container surrounded by Tyvek/Polyethylene secondary bag• Secondary bag surrounded by a Nylon/Polyethylene tertiary bag• Secondary bag vacuum-sealed around primary container to conform
outer bags to primary container for improved ergonomics

Budget Breakdown
22
TOTAL BUDGET: $10,000
Test Materials $400
Manufacturing Cost $3,500
Initial Fees $1,500
TOTAL COST $5,400

Testing
• Preliminary Tests: (6) 1”x11” Polycarbonate samples– Tension– Peel– Material Integrity
• Final Testing: Final prototype– Stacking– Material Integrity– Peel
23

Testing
• Preliminary Tests: (6) Polycarbonate samples per test– Tension– Peel– Material Integrity
• Final Testing: Final prototype– Stacking– Material Integrity– Peel
24

Tension Testing of Polycarbonate Specimens
25
• Prepare Specimen to height and thickness dimensions of final container with arbitrary width.
• Reduce load displacement data to obtain stress and strain information.
• Extrapolate stress results to determine maximum stacking load of the final container.
• After the required autoclave cycle, strength increased by ~10%

Tyvek / Polycarbonate Interface Peel Strength Test
26
• Prepare Specimens of Polycarbonate and Tyvek to equal but arbitrary dimensions.
• Bond Tyvek to Polycarbonate as instructed by PacTech.
• Measure force to separate Tyvek layer from polycarbonate with instron testing machine.
• Determine strength to peel based on area of sealant.
• Minimum Peel Strength was determined to be 3.3lbf/in
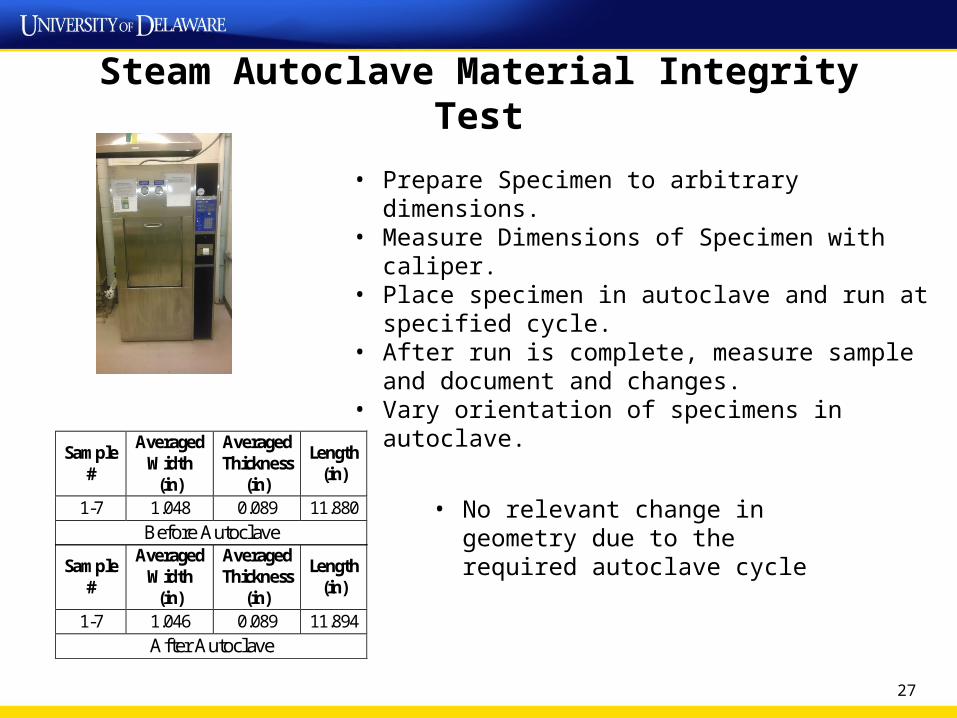
Steam Autoclave Material Integrity Test
27
• Prepare Specimen to arbitrary dimensions.• Measure Dimensions of Specimen with caliper.• Place specimen in autoclave and run at specified
cycle.• After run is complete, measure sample and
document and changes.• Vary orientation of specimens in autoclave.
Sample #
Averaged Width
(in)
Averaged Thickness
(in)
Length (in)
1-7 1.048 0.089 11.880 Before Autoclave
Sample #
Averaged Width
(in)
Averaged Thickness
(in)
Length (in)
1-7 1.046 0.089 11.894 After Autoclave
• No relevant change in geometry due to the required autoclave cycle

Testing
• Preliminary Tests: (6) 1”x11” Polycarbonate samples– Tension– Peel– Material Integrity
• Final Testing: Final prototype– Stacking– Material Integrity– Peel
28

Stacking Test
29
• Stacking tests resulted in a maximum stacking load of 110 lbf

Material Integrity Test – Steam Autoclave
Still to be performed
30

Thermoform vs. Injection Molding
31
Example quote from Advanced Plastics, NY
Attribute Thermoform Injection Mold
Mold fabrication time 4-6 weeks 18-24 weeks
Parts per year (per mold) 250-3000 Up to 100,000
Cost of mold $ 3,000 $ 22,000
• Thermoform was best choice for a rapid prototype with reduced prototyping costs
• Costs would have been ~7x more and not been delivered until mid-February
• For actual production of larger unit numbers, injection molding is obvious choice.

Path Forward
• On production of >10,000 parts, Injection Molding is recommended as process choice.– Faster production time– Cheaper per part cost– Less downtime as mold lasts for more cycles.
• Opinion of group that trays were thicker than needed, future optimization of dimensions would drive materials cost down.
32
Number Produced Materials Cost Process Cost Tooling Cost Total Cost50000 2.88 0.93 3.34 7.15
100000 2.88 0.93 1.95 5.76500000 2.88 0.93 0.5 4.31
*Model used to produce costs assumed 2.00$ / lb material (medium engineering grade). Actual research shows an expected 1.60$ / lb Polycarbonate.
• Estimated costs (using Injection Molding calculator from University of Massachusetts) shown below in table. Based on empirical data.
Path Forward (Testing Next Steps)
33
Samples Processed and Subjected to Simulated Distribution Conditioning
•Run autoclave sterility cycle per current procedure•Visually inspect seals for gross defects per ASTM F1886.
•Subject filled cartons to simulated distribution conditioning per ASTM 4169-09, Distribution Cycle 2 (single parcel).
Schedule A Manual Handling-First Sequence SetSchedule B Vehicle Stacking-CompressionSchedule F Loose Load Vibration, Method A1- Truck 40 minSchedule E Vehicle Vibration- Truck 30 minutes, Air 120 minutes, Truck 30 minutes (column stacked)Schedule A Manual Handling- Second Sequence SetSchedule I Low Pressure- 14000ft f0r 60 minutes
•Perform integrity testing on package system:Visually inspect seals for gross defects per ASTM F1886.If there are any questionable seals, use methylene blue dye penetration to confirm seal quality (per ASTM 1929)Perform integrity testing via vacuum decay testing (ASTM F2338) or other suggested method.
Acknowledgments
West Team•Mark Launer•Tim Miller•Monica Habash
Pactech•Frank Colombo•Chad Buchta
34
UD•Dr. Buckley•Jim Farmer•Center for Composite Materials

Questions?
35